Результат интеллектуальной деятельности: РОБОТИЗИРОВАННЫЙ ПОРТАЛ ДЛЯ ЛАЗЕРНОЙ РЕЗКИ И СВАРКИ ТРУБНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК
Вид РИД
Изобретение
Изобретение относится к лазерной обработке металлов, в частности к резке и сварке цилиндрических заготовок, в том числе трубных.
С помощью лазерных резки и сварки ввиду особых свойств лазерного луча, заключающихся в том, что на малой площади светового пятна достигается большая мощность – сотни киловатт на квадратный миллиметр, можно получать чистый и точный рез и шов с малым поперечным сечением и большой глубиной проплавления. Указанные преимущества технологии могут быть реализованы только при точном наведении луча, что при весе лазерной головки в несколько десятков килограммов и значительных размерах обрабатываемой детали становится сложной задачей. Наиболее приемлемой для ее решения представляется портальная конструкция, как наиболее устойчивая, на верхней балке которой располагается платформа с закрепленной на ней головкой и имеющая несколько независимых осей перемещения. Механизмы перемещения должны быть оборудованы следящими системами с соответствующими датчиками и вычислительным комплексом, то есть портал должен быть роботизирован.
Наиболее близким аналогом к заявляемому изобретению является роботизированный портал для лазерной резки и сварки стыкуемых кромок деталей, известный из патента US 4870246. Известный портал оснащен механизмами перемещения головки по горизонтальной и вертикальной осям, а также имеет механизм периодического колебания головки в вертикальной плоскости вдоль направления сварки или реза. Все указанные механизмы закреплены на горизонтальной балке.
Однако данный портал предназначен для резки и сварки деталей, имеющих плоскую поверхность. Возможна обработка цилиндрических деталей, но в этом случае линия движения луча должна совпадать с верхней образующей цилиндра, расположенной в зените. При уходе луча в сторону, например, при его движении вдоль линии стыка свариваемых кромок, уходящей от зенита, луч лазера будет не перпендикулярен касательной к поперечному сечению заготовки в точке реза, а значит не будет совпадать со стыком кромок на всей толщине стенки заготовки. Сварка трубных заготовок, особенно с большими толщинами стенок, может быть вообще невозможной. Отклонение стыка кромок по горизонтали на длине заготовки 12 м допускается в пределах ± 40 мм. На это расстояние система наведения на стык может увести головку по этой оси. Простые вычисления показывают, что при этом отклонении стыка, диаметре заготовки 820 мм и величине притупления кромок 30 мм отклонение луча от линии стыка кромок в нижней точке составляет около 3 мм при условии, что в верхней точке луч направлен на стык. Это значит, что при диаметре светового пятна лазерного луча 0,5 мм и ширине сварочной ванны около (1 – 1,5) мм сварка невозможна.
Технической проблемой, на решение которой направлено заявляемое изобретение, является недостаточно высокое качество сварного шва или реза при лазерной сварке и резки цилиндрических заготовок, а в некоторых случаях – невозможность лазерной сварки цилиндрических заготовок.
Технический результат предлагаемого изобретения заключается в повышении качества сварного шва или реза при лазерной сварке и резки цилиндрических заготовок.
Данный технический результат достигается за счёт того, что роботизированный портал для лазерных резки и сварки цилиндрических трубных заготовок содержит вертикальный и горизонтальный опорные элементы, лазерную головку и устройство транспортировки цилиндрической трубной заготовки, при этом на горизонтальном опорном элементе размещены устройства перемещения лазерной головки в горизонтальной и вертикальной плоскостях и устройство наклона лазерной головки, выполненное с возможностью наклона лазерной головки в вертикальной плоскости, перпендикулярной направлению движения лазерной головки при резке и сварке, на угол α, определяемый по формуле:
α = arctg (Δ/R), где
Δ – горизонтальное перемещение лазерной головки;
R – наружный радиус цилиндрической трубной заготовки.
Вертикальный опорный элемент может быть выполнен в виде двух вертикальных балок.
Горизонтальный опорный элемент может быть выполнен в виде горизонтальной балки.
Устройство транспортировки цилиндрической трубной заготовки может быть выполнено в виде транспортной тележки на колесах с возможностью перемещения по рельсам.
Устройство перемещения лазерной головки в горизонтальной плоскости может быть выполнено в виде горизонтального корректора, содержащего рейку горизонтального корректора, направляющую горизонтального корректора и двигатель горизонтального корректора.
Устройство перемещения лазерной головки в вертикальной плоскости может быть выполнено в виде вертикального корректора, содержащего рейку вертикального корректора, направляющую вертикального корректора и двигатель вертикального корректора.
Устройство наклона лазерной головки может быть выполнено в виде углового корректора, содержащего платформу углового корректора, шестерню углового корректора и двигатель углового корректора.
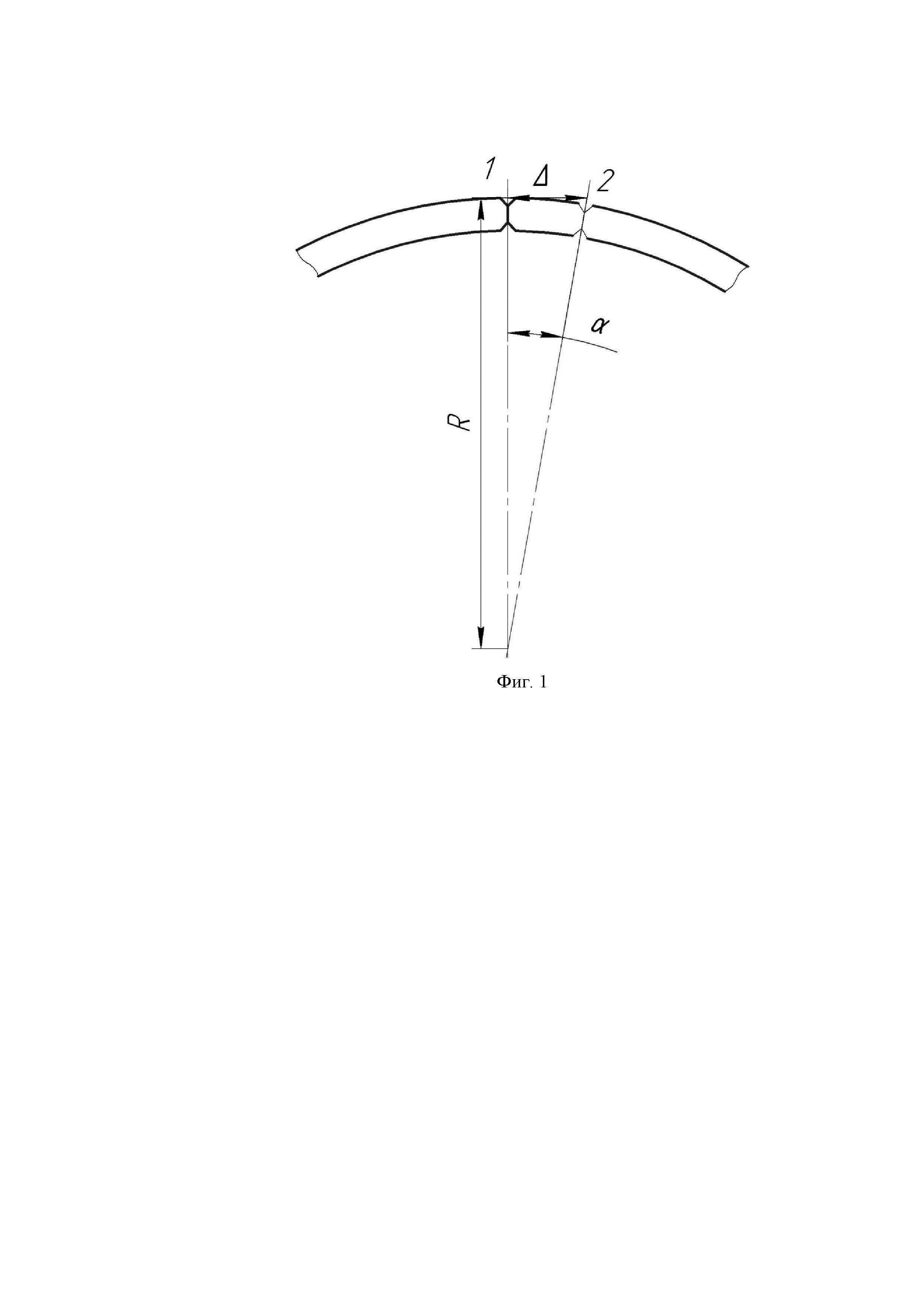
Технический результат достигается путем оснащения портала дополнительным механизмом перемещения головки – механизмом ее наклона в вертикальной плоскости, перпендикулярной направлению резки или сварки, причем этот наклон в течение процесса сварки или резки устанавливается в функции горизонтального перемещения головки от первоначального, когда луч был направлен по вертикали, и радиуса заготовки по формуле:
α = arctg (Δ/R),
где Δ – горизонтальное перемещение лазерной головки, соответствующее горизонтальному отклонению линии стыка кромок цилиндрической трубной заготовки или реза,
R – наружный радиус заготовки.
Таким образом качество сварного шва или реза улучшается за счет поворота лазерной головки к поверхности заготовки.
Заявляемое изобретение поясняется с помощью фиг. 1-2, на которых показаны:
Фиг. 1 – часть поперечного сечения цилиндрической трубной заготовки;
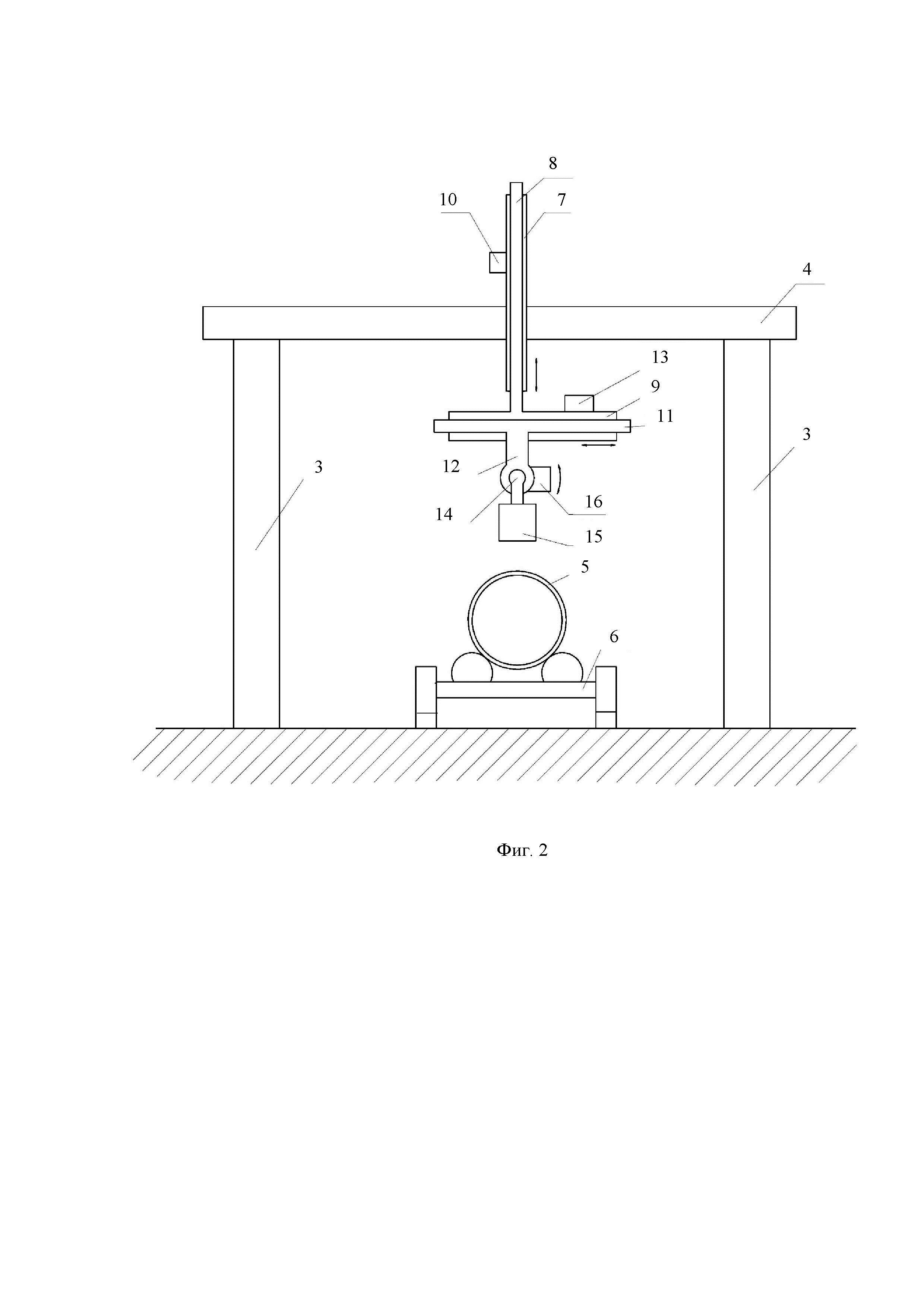
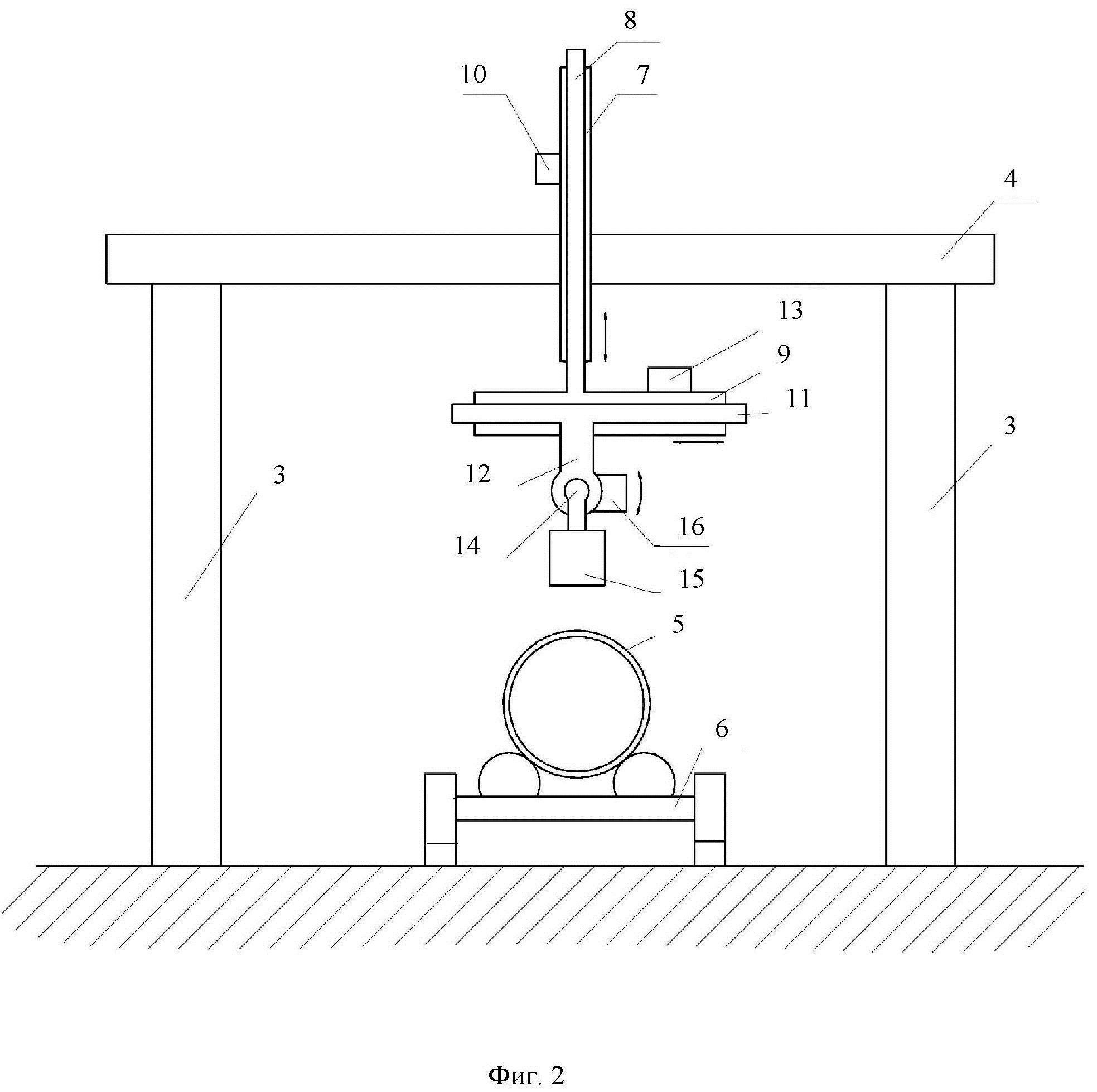
Фиг. 2 – поперечное сечение портала.
На фиг. 1-2 позициями 1-16 обозначены:
1 – первоначальное положение, когда лазерный луч направлен вертикально;
2 – положение с появившимся горизонтальным смещением Δ и выставленным соответствующему этому смещению углом наклона α;
3 – вертикальная балка;
4 – поперечная балка;
5 – цилиндрическая трубная заготовка;
6 – транспортная тележка;
7 – направляющая вертикального корректора;
8 – рейка вертикального корректора;
9 – направляющая горизонтального корректора;
10 – двигатель вертикального корректора;
11 – рейка горизонтального корректора;
12 – платформа углового корректора;
13 – двигатель горизонтального корректора;
14 – шестерня углового корректора;
15 – лазерная головка;
16 – двигатель углового корректора.
Роботизированный портал для лазерных резки и сварки цилиндрических трубных заготовок содержит две вертикальные балки 3, поперечную балку 4, выполняющие роль вертикальных и горизонтальных опорных элементов, соответственно, транспортную тележку 6 на колесах, движущуюся по рельсам во время технологического процесса сварки или резки, содержащую поворотные ролики, на которых расположена цилиндрическая трубная заготовка 5, выполняющая роль устройства транспортировки.
К поперечной балке 4, расположенной горизонтально, подвешены все механизмы, осуществляющие регулировку положения лазерной головки 15 – вертикальный, горизонтальный и угловой корректоры, а также сама лазерная головка 15.
Под корректором понимают механизм, осуществляющий регулировку положения лазерной головки в определенной плоскости.
Вертикальный корректор содержит направляющую 7 вертикального корректора, закрепленного на поперечной балке 4, рейку 8 вертикального корректора, передвижением которой задается вертикальное положение лазерной головки 15 и к которой прикреплена направляющая горизонтального корректора 9, и двигатель 10 вертикального корректора.
Горизонтальный корректор содержит направляющую 9 горизонтального корректора, рейку 11 горизонтального корректора, положение которой определяет горизонтальное положение лазерной головки 15 и к которой прикреплена платформа углового корректора 12, и двигатель 13 горизонтального корректора.
Угловой корректор содержит платформу 12 углового корректора, шестерню 14 углового корректора, к которой прикреплена лазерная головка 15 и угол поворота которой определяет угол наклона лазерной головки 15, и двигатель 16 углового корректора.
Роботизированный портал для лазерных резки и сварки цилиндрических трубных заготовок работает следующим образом.
На транспортную тележку 6 укладывают цилиндрическую трубную заготовку 5. C помощью транспортной тележки 6 и поворотных роликов, расположенных на ней, перемещают начало стыка кромок цилиндрической трубной заготовки 5 под лазерный луч лазерной головки 15. Эту операцию выполняют с высокой точностью до начала сварки с помощью вспомогательного лазера, совпадающего с лучом лазерной головки 15 для сварки, проходящего через ту же оптику, но имеющего в сотни раз меньшую мощность. Затем начинают процесс сварки.
Режимы сварки, в т.ч. и мощность лазера, можно задавать вручную или автоматически. Последнее возможно, если предварительно отработаны и записаны в память системы режимы процесса на определенной толщине стенки цилиндрической трубной заготовки 5. В этом случае выбирают заданную толщину стенки.
В режиме сварки стыка кромок цилиндрической трубной заготовки 5 лазерный сканирующий датчик, стоящий впереди лазерной головки 15, во время сварки постоянно измеряет отклонения стыка по вертикали и горизонтали, при этом определяет в какую сторону (вверх – вниз, вправо – влево) произошли отклонения (их знак) и их абсолютные значения от его первоначального положения в начале сварки и выдает эту информацию в управляющую соответствующими корректорами систему, которая с помощью их двигателей устанавливает лазерную головку 15 в прежнее положение относительно стыка.
В предлагаемом решении, зная горизонтальное перемещение лазерной головки 15 и радиус заготовки 5, по выше приведенной формуле вычисляют необходимый для обеспечения совпадения лазерного луча со стыком кромок по всей их толщине угол наклона лазерной головки 15, который устанавливается угловым корректором. Угол наклона имеет одинаковый знак с горизонтальным перемещением.
Например, цилиндрическая трубная заготовка без разделки имеет радиус 720 мм, толщину стенки 35 мм, а стык кромок отклоняется по горизонтали от своего первоначального положения в конце сварки на 30 мм. Горизонтальное перемещение лазерной головки Δ горизонтальным корректором тоже будет равно 30 мм и луч лазера будет совпадать с верхней точкой стыка на наружной поверхности цилиндрической трубной заготовки. Но без работы углового корректора лазерный луч останется вертикальным и в нижней точке стыка отклонение лазерного луча от первоначального будет точно таким же, как и в верхней точке. При работе углового корректора лазерная головка повернется на угол α = arctg (Δ/R), и отклонение лазерного луча в нижней точке будет равно Δ ̋ = (R – s)·tg α, где s – толщина стенки (глубина стыка) цилиндрической трубной заготовки. При отсутствии углового корректора в рассматриваемом примере отклонение лазерного луча в нижней точке стыка от требуемого составит Δ – Δ ̋ = Δ – (R – s)·tg (arctg (Δ/R) = 30 – 325·tg (4,76)° = 30 – 27,06 = 2,94 мм. Это значит, что лазерный луч пройдет мимо стыка и его поверхности не расплавятся – сварки кромок не произойдет.
Аналогично будет действовать система из горизонтального, вертикального и углового корректоров для регулировки лазерной головки при резке цилиндрических заготовок 5. При процессе резки траекторию реза задают предварительно в технологической программе устройства управления роботизированным порталом.
Внедрение предложенного позволит обрабатывать на роботизированном портале заготовки цилиндрической формы, в том числе производить трубы круглого сечения.
Способ лазерной сварки труб
Способ изготовления труб сваркой
Способ сварки труб методом лазерной сварки
Способ гибридной лазерно-дуговой сварки продольного шва трубы
Способ ремонта продольного шва трубы, нанесенного методом лазерной сварки
Способ подготовки стыка кромок трубной заготовки под лазерную сварку
Способ сварки продольных швов труб
Способ гибридной лазерно-дуговой сварки
Способ сварки стыковых соединений
Стан для сборки и сварки прямошовных труб
Способ изготовления сварных труб большого диаметра
Способ многослойной сварки труб
Способ сварки труб большого диаметра лазерной сваркой
Способ электрофизической обработки сварных соединений металлических конструкций
Способ изготовления прямошовных труб большого диаметра
Способ лазерной сварки труб большого диаметра
Способ сварки труб большого диаметра лазерной и гибридной лазерно-дуговой сваркой
Способ сварки металлических изделий
Способ лазерной сварки труб
Способ изготовления труб сваркой

