Результат интеллектуальной деятельности: Способ электроэрозионной обработки пары соосно расположенных зубчатых венцов длинного термоупрочненного ролика
Вид РИД
Изобретение
Изобретение относится к машиностроению и может быть использовано для обработки деталей из термоупрочненных и труднообрабатываемых материалов на электроэрозионных копировально-прошивных станках, когда требуется получить разнесенные соосно расположенные сложно-профильные поверхности, например, зубчатые венцы роликов планетарного роликовинтового механизма, с высокой точностью и чистотой поверхности.
Известен способ обработки пары соосно расположенных зубчатых венцов на концах длинного ролика, при котором зубчатые венцы изготавливаются на зубофрезерном станке [1].
Данный способ имеет следующие недостатки:
1. Для обработки термоупрочненных и труднообрабатываемых материалов требуются дорогие твердосплавные фрезы.
2. Для изготовления зубчатых венцов требуется место для врезания и перебега фрезы, размер которых зависит от диаметра фрезы и глубины фрезерования.
3. При использовании станков без ЧПУ, может нарушаться соосность впадин зубчатых венцов на концах длинного ролика из-за ошибок в кинематике станка.
4. Если обрабатываемая поверхность под зубчатые венцы содержит готовые конструктивные элементы, выполненные с высокими допусками, то получение зубчатых венцов зубофрезерованием не всегда подходит из-за пластического деформирования материала в зоне резания и образования заусенцев.
Наиболее близким аналогом является «Способ восстановления изношенной поверхности зубьев каретки синхронизатора» [2], характеризующийся тем, что зубчатый венец в труднообрабатываемом материале формируется с помощью графитового электрода-инструмента, поверхность которого представляет собой копию поверхности сопряжения ответной детали.
Электроэрозионной обработкой (далее - ЭЭО) можно получать сложно-профильные поверхности в токопроводящих материалах с высокой точностью и чистотой поверхности, вне зависимости от поверхностной твердости и механических свойств материала. При ЭЭО не происходит пластического деформирования материала и образования заусенцев, тем самым, ЭЭО можно применять как финишную обработку детали.
Предложенный автором способ подходит для обработки зубьев со свободным подходом электрода-инструмента к торцевой поверхности зубчатого венца, что не всегда возможно. Кроме того, из описания к изобретению не совсем ясно, обработка зубчатого венца будет вестись в один проход или многопроходным способом.
Техническим результатом предлагаемого изобретения является обеспечение возможности изготовления пары соосно расположенных зубчатых венцов длинного термоупрочненного ролика со свободным и затрудненным подходом электрод-инструмента.
Указанный технический результат достигается тем, что в способе электроэрозионной обработки пары соосно расположенных зубчатых венцов длинного термоупрочненного ролика, включающий формирование зубчатых венцов электрод-инструментом, используют электрод-инструмент, содержащий цилиндрическое базовое отверстие, по меньшей мере одну фасонную рабочую поверхность для черновой обработки, имеющую зубья и выполненную с учетом электроискрового зазора, и по меньшей мере одну фасонную рабочую поверхность для чистовой обработки, имеющую зубья и выполненную с учетом электроискрового зазора, при этом ролик устанавливают на столе в призме электроэрозионного станка и поочередно формируют каждый зубчатый венец ролика путем позиционирования электрод-инструмента относительно обрабатываемой поверхности посредством его цилиндрического базового отверстия, черновой обработки проходами посредством по меньшей мере одной фасонной рабочей поверхности для черновой обработки электрод-инструмента и чистовой обработки проходами посредством по меньшей мере одной фасонной рабочей поверхности для чистовой обработки электрод-инструмента. При свободном подходе электрод-инструмента к торцевой поверхности зубчатого венца, рабочие поверхности электрод-инструмента представляют собой фасонные отверстия, имеющие зубья и выполненные с учетом электроискрового зазора. При затрудненном подходе электрод-инструмента к торцевой поверхности зубчатого венца, рабочие поверхности электрод-инструмента представляют собой разнесенные фасонные полуотверстия, имеющие зубья и выполненные с учетом электроискрового зазора.
Сущность изобретения представлена в описании и на чертежах, на которых изображены:
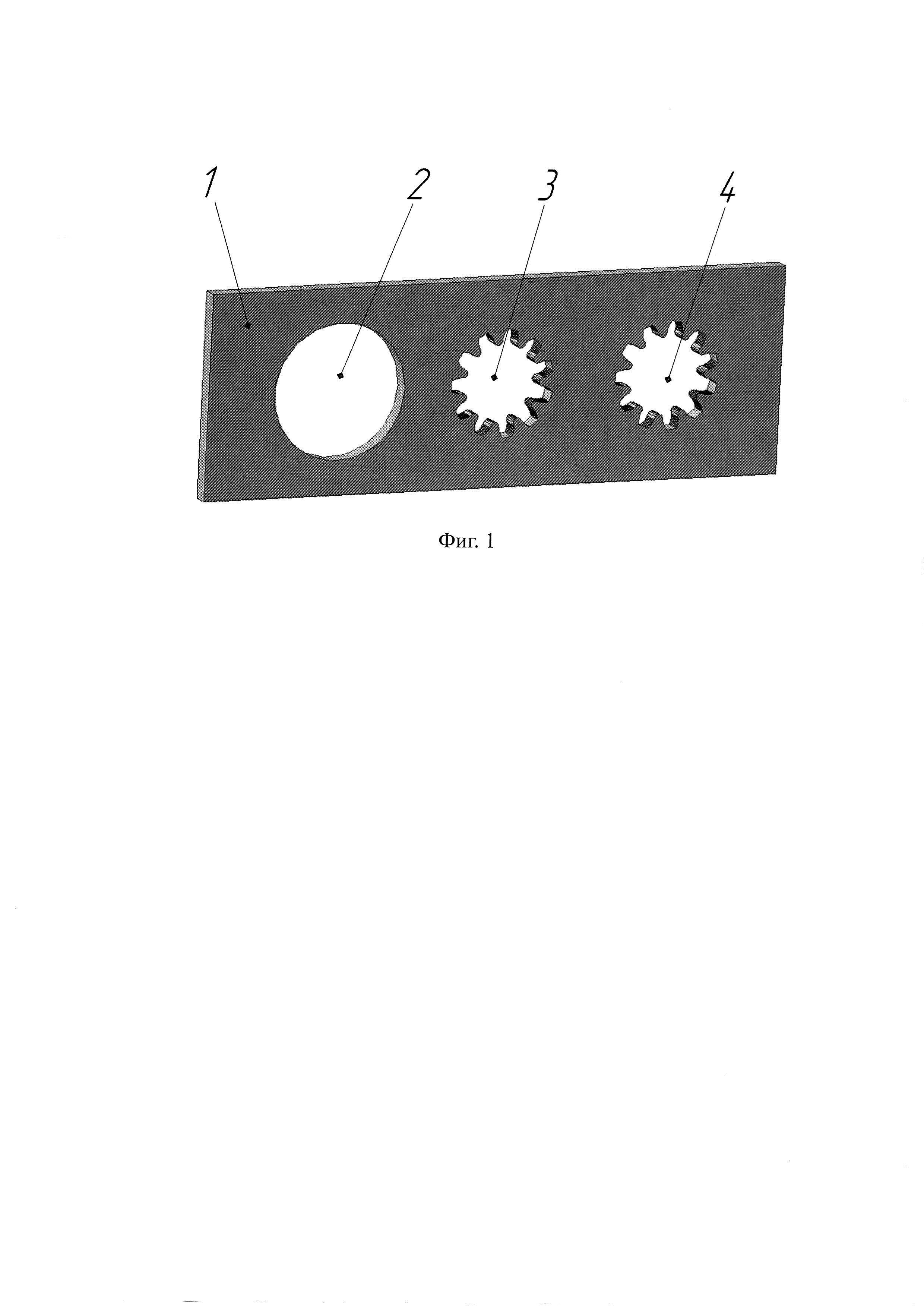
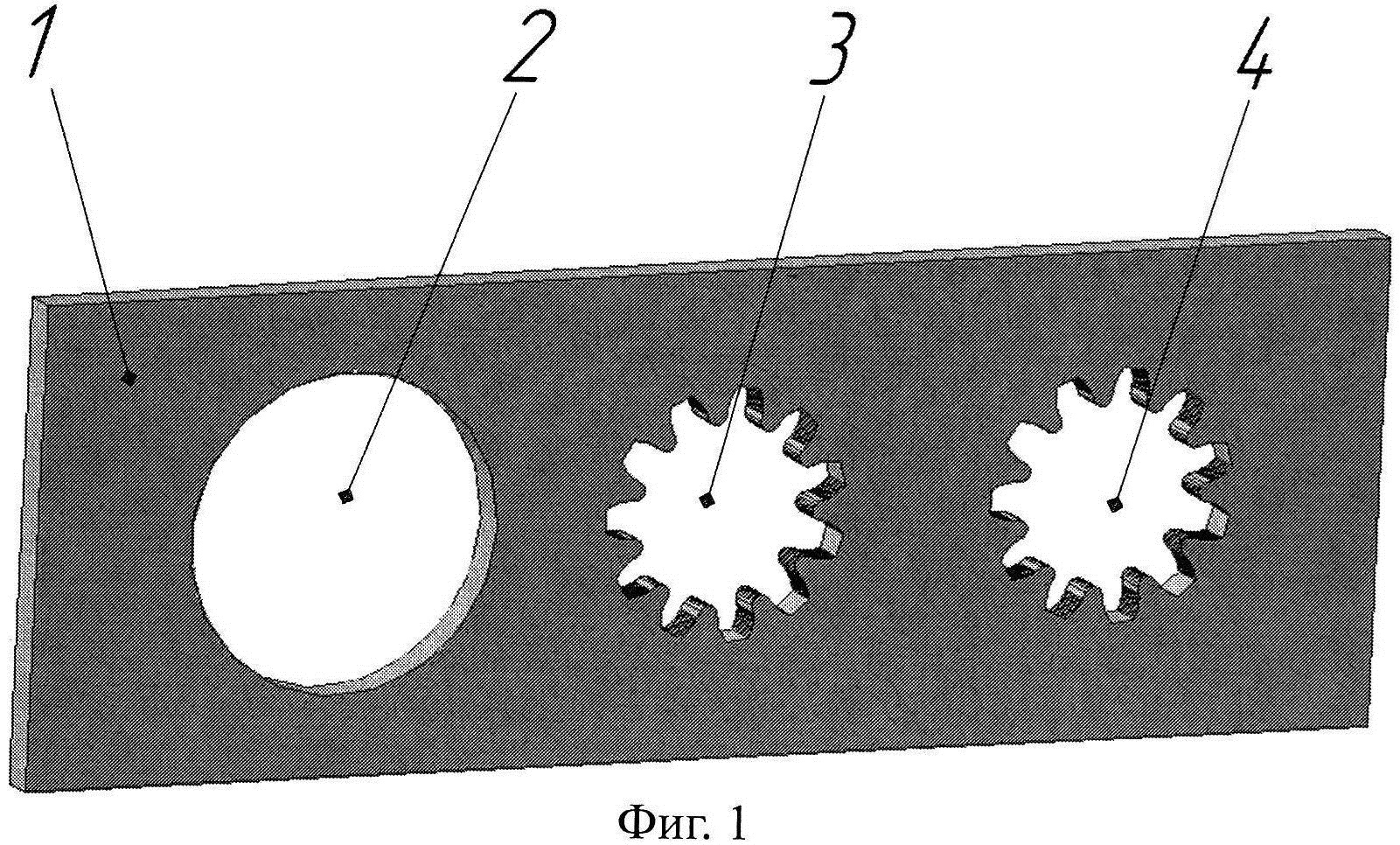
на фиг. 1 показан электрод-инструмент 1, включающий в себя цилиндрическое базовое отверстие 2, рабочие фасонные отверстия 3 и 4 под черновую и чистовую обработку зубчатого венца, имеющие зубья и выполненные с учетом электроискрового зазора;
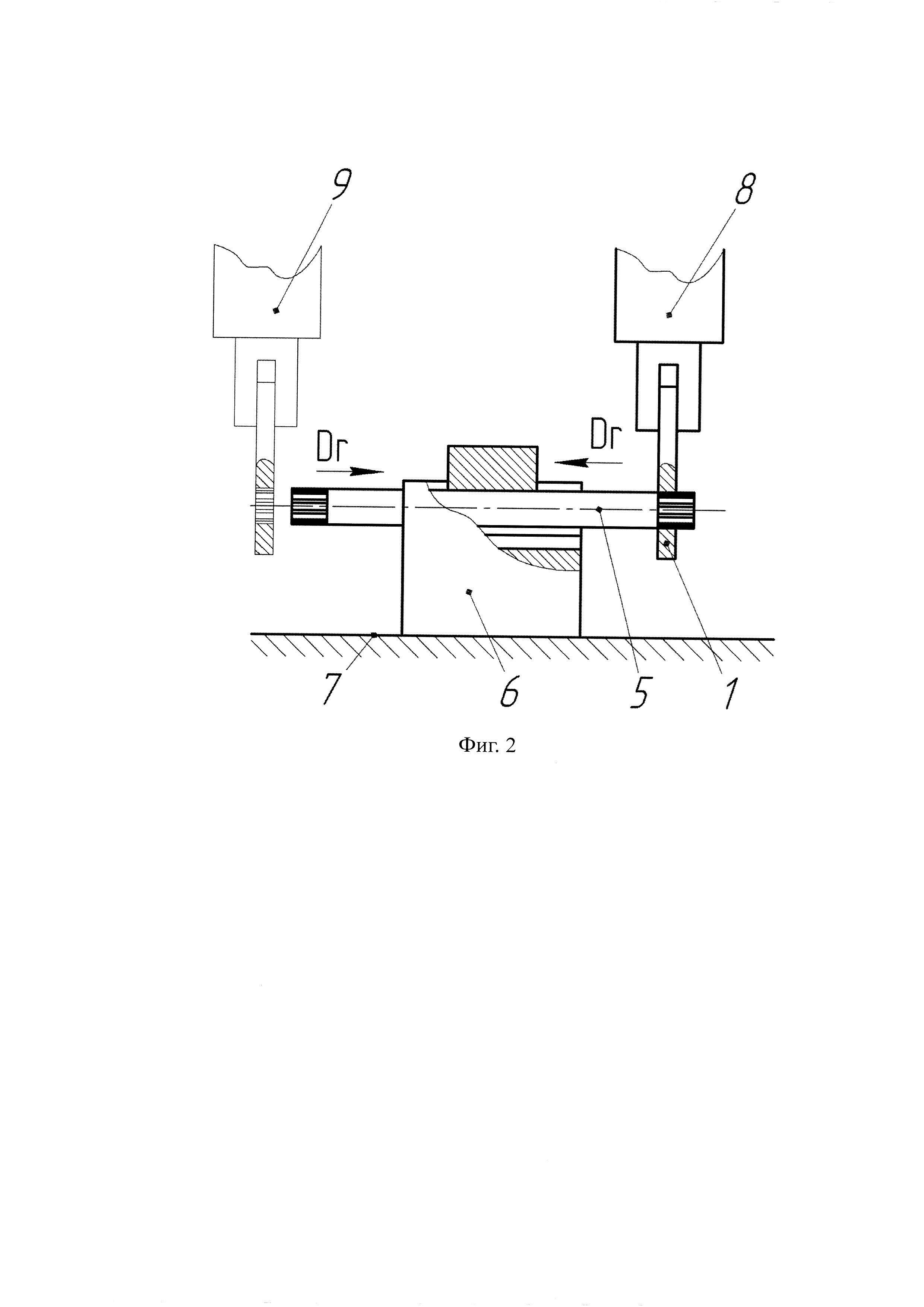
на фиг. 2 показан способ ЭЭО пары соосно расположенных зубчатых венцов длинного ролика со свободным подходом электрод-инструмента к обрабатываемой поверхности, на которой изображены: электрод-инструмент 1, длинный ролик 5, призма 6, стол электроэрозионного станка 7, положение 8 рабочей головы станка при обработке правого зубчатого венца, положение 9 рабочей головы станка при обработке левого зубчатого венца;
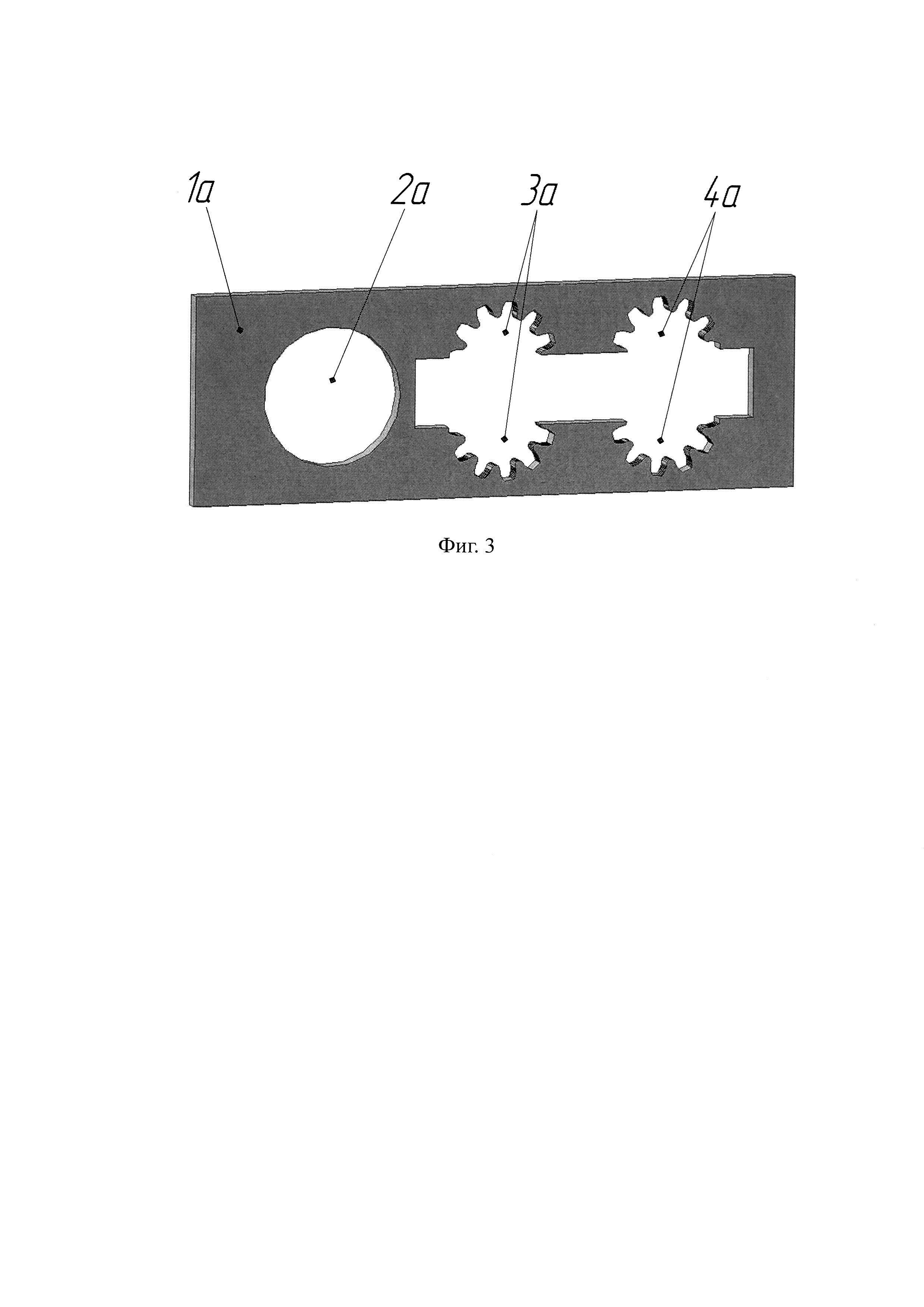
на фиг. 3 показан электрод-инструмент 1а, включающий в себя цилиндрическое базовое отверстие 2а, разнесенные рабочие фасонные полуотверстия 3а и 4а под черновую и чистовую обработку зубчатого венца, имеющие зубья и выполненные с учетом электроискрового зазора.
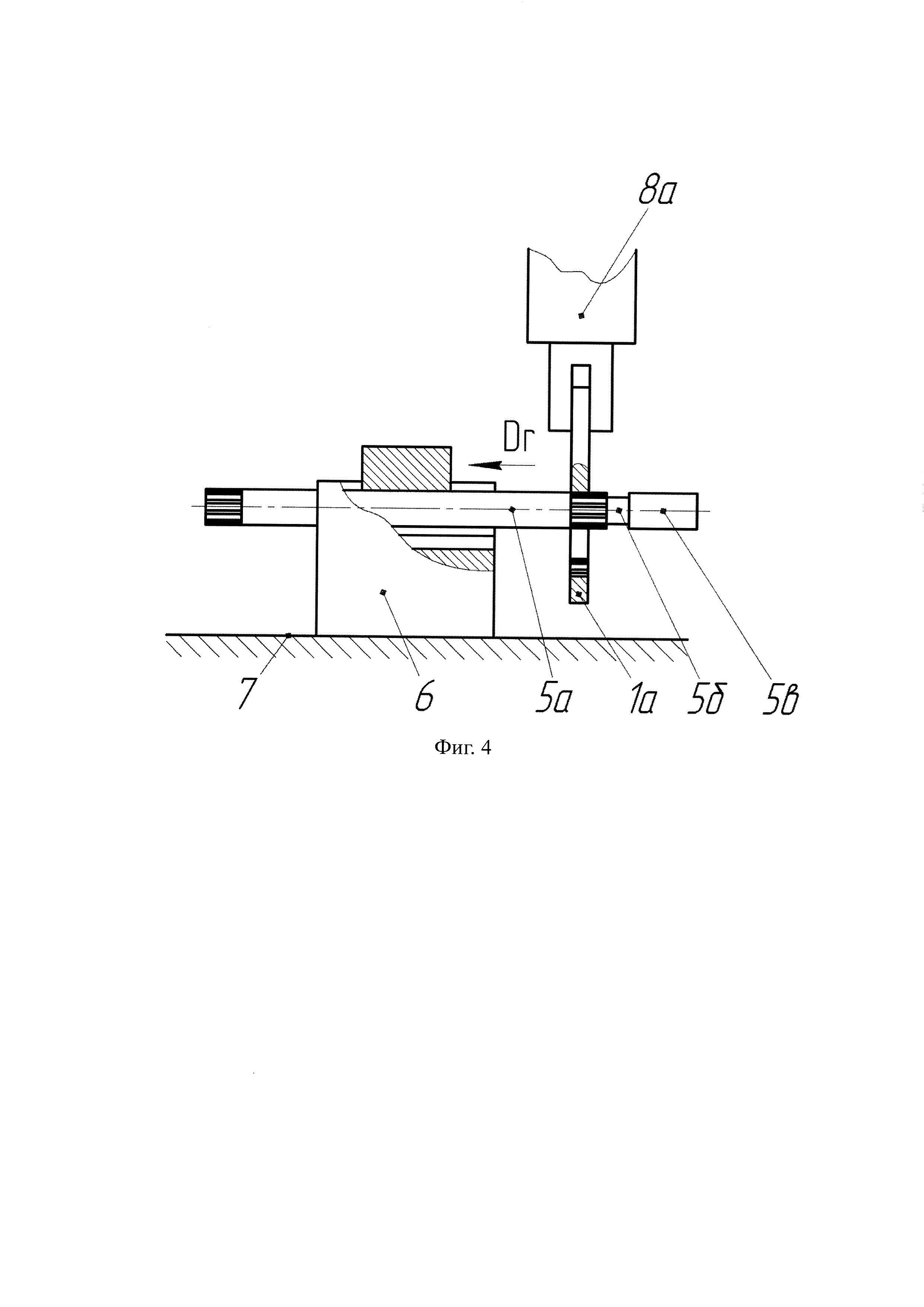
на фиг. 4 показан способ ЭЭО зубчатых венцов длинного ролика с затрудненным подходом электрод-инструмента к обрабатываемой поверхности, на которой изображены: электрод-инструмент 1а, длинный ролик 5а, включающий в себя проточку 5б и хвостовик 5в, призма 6, стол электроэрозионного станка 7, положение 8а рабочей головы станка при обработке зубчатого венца.
Особенность заявленного способа заключается в том, что для ЭЭО зубчатых венцов длинного термоупрочненного ролика со свободным подходом электрод-инструмента к обрабатываемой поверхности используется электрод-инструмент 1, установленный в рабочую голову станка. Длинный ролик устанавливается в призме 6 на столе электроэрозионного станка 7.
ЭЭО пары соосно расположенных зубчатых венцов производится поочередно. В положение 8 обрабатывается первый зубчатый венец. Электрод-инструмент 1 позиционируется относительно обрабатываемой поверхности, для этого используется базовое цилиндрическое отверстие 2. После настройки электрод-инструмента выполняется черновая обработка зубчатого венца в рабочем фасонном отверстии 3. Дальше в рабочем фасонном отверстии 4 выполняется чистовая обработка зубчатого венца с обеспечением требуемых параметров по точности и шероховатости.
Далее электрод-инструмент 1 перемещается в положение 9 и формирует второй зубчатый венец в три этапа: позиционирование электрод-инструмента относительно второй обрабатываемой поверхности, черновая и чистовая обработка зубчатого венца.
При затрудненном подходе электрод-инструмента к обрабатываемой поверхности, например, если длинный ролик содержит хвостовик 5в наружный диаметр которого больше диаметра впадин зубчатого венца, используется электрод-инструмент 1а. На первом этапе электрод-инструмент позиционируется относительно обрабатываемой поверхности, для этого используется базовое цилиндрическое отверстие 2а, диаметр которого больше диаметра хвостовика для свободного подхода к обрабатываемой поверхности. Если обрабатываемая поверхность содержит конструктивные элементы, затрудняющие позиционирование электрод-инструмента (например, резьбовую нарезку), то для позиционирования используется проточка 5б или хвостовик 5в, при условии их соосности с обрабатываемой поверхностью.
После настройки электрода-инструмента нижнее рабочее фасонное полуотверстие 3а заводится в проточку 56, длина которой должна быть больше толщины электрода-инструмента 1а, и выполняется черновая обработка нижней половины зубчатого венца, после верхним рабочим фасонным полуотверстием формируется верхняя половина зубчатого венца.
Далее выполняется чистовая обработка зубчатого венца с обеспечением требуемых параметров по точности и шероховатости. Для этого нижнее рабочее фасонное полуотверстие 4а заводится в проточку 5б и выполняется обработка нижней половины зубчатого венца, после верхним рабочим фасонным полуотверстием формируется верхняя половина зубчатого венца.
Далее электрод-инструмент 1а перемещается к противоположному концу длинного ролика и формируется второй зубчатый венец в три этапа: позиционирование электрод-инструмента относительно обрабатываемой поверхности, черновая и чистовая обработка зубчатого венца.
В процессе ЭЭО зубчатых венцов происходит износ рабочих поверхностей электрод-инструмента, более интенсивный для поверхностей под черновую обработку, чем под чистовую. В связи с этим при обработке партии длинных роликов, в перебег электрод-инструмента вносится коррекция, соответствующая его текущему износу.
Если позволяют размеры, электрод-инструмент может содержать множество рабочих поверхностей. Причем количество рабочих поверхностей под черновую обработку должно быть больше, чем под чистовую, вследствие их более интенсивного износа.
Использование предложенного изобретения позволяет обеспечить возможность изготовления пары соосно расположенных зубчатых венцов длинного термоупрочненного ролика со свободным и затрудненным подходом электрод-инструмента.
Библиографические ссылки
1. Калашников А.С. Технология изготовления зубчатых колес / А.С. Калашников. - М.: Машиностроение, 2004. - 480 с.
2. Пат. 2621942 Российская Федерация, МПК В23Р 6/00, В23Н 9/12.
Способ восстановления изношенной поверхности зубьев каретки синхронизатора / Кулаков А.Т., Денисов А.С, Калиммулин Р.Ф., Коваленко С.Ю., Грибков К.В.; заявитель и патентообладатель ФГБОУ ВО «Оренбургский государственный университет». - №2015123994; заявл. 19.06.2015; опубл. 10.01.2017, Бюл. №1.
Редуктор червячный с уменьшением, устранением люфта (рчсуул)
Полимерная электроизоляционная композиция пониженной горючести
Компонентный состав полимерной композиции для восстановления деструктивных участков элементов деревянных конструкций
Мембранный привод
Сигнальная аварийно-спасательная система
Керамическая смесь для изготовления строительных изделий
Керамическая масса для изготовления фасадной облицовочной и теплоизоляционной керамики
Сырьевая смесь для производства облицовочных полимерных композитных изделий
Вакуумный захватный агрегатный модуль
Керамическая масса для изготовления фасадных изделий
Молекулярный маркер fr_er1 и его использование для селекции новых сортов гороха, устойчивых к мучнистой росе
Автоматизированный ортопедический аппарат внешней фиксации
Редуктор-шарнир

