Результат интеллектуальной деятельности: ХОЛОДНОКАТАНЫЙ ПРОКАТ
Вид РИД
Изобретение
Изобретение относится к прокатному производству, а именно к получению холоднокатаного проката, предназначенного для изготовления бочек.
Холоднокатаный прокат для изготовления бочек должен отвечать определенным требованиям по качеству поверхности. Поверхность полосы должна быть пригодна к дальнейшей покраске распылением или роликовой покраске без предварительной очистки поверхности.
Известен холоднокатаный прокат, приведенный в ГОСТ 16523 «Прокат тонколистовой из углеродистой стали качественного и обыкновенного качества общего назначения». Это прокат с плоской поверхностью, с заданными характеристиками качества отделки поверхности, с нормируемой шероховатостью поверхности. В случае производства холоднокатаного проката без промасливания на поверхности проката допускаются следы смазки.
Недостатком такого проката является то, что не нормируется количество механических и жировых загрязнений на поверхности проката, а также плотность пиков Rpc, что не позволяет использовать такой прокат для производства бочек.
Наиболее близким аналогом к заявленному объекту является стальная полоса после холодной прокатки, покрытая маслами, эмульсией, металлической пылью, при этом общее количество жировых и механических загрязнений на поверхности полосы может достигать 1000-1200 мг/м2 (Производство оцинкованного листа М.А. Беняковский, Д.Л. Гринберг, М., Металлургия, 1973 г. стр. 88).
Недостаток такого проката заключается в том, что он не обеспечивает стабильной адгезии краски к поверхности металла в случае производства бочек с внутренним покрытием и использования дополнительной операции сушки, при которой наружная сторона бочки подвергается воздействию высоких температур кислородсодержащей среде.
Техническим результатом настоящего изобретения является повышение потребительских свойств холоднокатаного проката за счет улучшения адгезии лакокрасочного покрытия без проведения промежуточных операций очистки, грунтования и зачистки наружной поверхности бочки после сушки внутреннего покрытия.
Указанный технический результат достигается тем, что холоднокатаный прокат для изготовления бочек, имеющий плоскую поверхность с механическими и жировыми загрязнениями по обеим своим поверхностям согласно изобретению, количество механических загрязнений на каждой поверхности составляет не более 40 мг/м2, при этом общее количество жировых загрязнений с двух сторон составляет 40-70 мг/м2, а плотность пиков микрогеометрии каждой поверхности проката составляет 50-70 1/см.
Сущность предлагаемого изобретения заключается в следующем. На адгезию лакокрасочного покрытия к прокату влияют как наличие на металле загрязнений, так и микрогеометрия поверхности.
Механические загрязнения на прокате нарушают однородность зоны контакта краски с металлом. Один из основных компонентов механических загрязнений - железная пыль, которая более активно окисляется при сушке внутреннего слоя краски. Наличие посторонних загрязнений меняет адгезионные свойства: поверхностное натяжение и свободную энергию поверхности. Механические загрязнения на каждой поверхности в количестве не более 40 мг/м2 не приводят к отслоению лакокрасочного покрытия.
Жировые загрязнения представляют собой остатки прокатных смазок. Жировых загрязнений в количестве 40-70 мг/м2 с двух сторон создают барьерную защиту и снижают окисление наружной поверхности проката при сушке внутреннего покрытия бочки, тем самым обеспечивая более высокую степень адгезии. Жировые загрязнения в количестве более 70 мг/м2 с двух сторон нарушают однородность зоны контакта краски с металлом, что приводит к недостаточной адгезии и отслоению лакокрасочного покрытия. Жировые загрязнения в количестве менее 40 мг/м2 с двух сторон не создают барьерную защиту и повышают окисление наружной поверхности при сушке внутреннего покрытия, что приводит к недостаточной адгезии лакокрасочного покрытия.
Плотность пиков - показатель микрогеометрии поверхности проката, характеризующий абсолютное количество пиков профиля на сантиметр. При плотности пиков на одной стороне поверхности проката менее 50 1/см между краской и металлом не обеспечивается достаточная площадь контакта, что ухудшает адгезионные свойства. Увеличение плотности пиков с одной стороны поверхности проката более 70 1/см приводит к очень высокой развитости поверхности, краска не может полностью заполнить микронеровности из-за уменьшения их размера, что приводит недостаточной прочности сцепления краски с металлом и отслоению.
Пример реализации. Горячекатаные травленые полосы прокатывали на стане холодной прокатки. Холоднокатаные рулоны подвергали термической обработке в колпаковых печах. Отожженные полосы дрессировали с заданным обжатием. Таким образом, было произведено несколько партий холоднокатаного проката с различными характеристиками по количеству механических и жировых загрязнений и плотности пиков микрогеометрии. Прокат был отгружен потребителю для производства бочек. После окрашивания и сушки внутренней поверхности бочки произведено окрашивание наружной поверхности и оценка адгезии лакокрасочного покрытия тестом Карре (решетчатые надрезы). Удовлетворительным является результат 0 и 1 балла, неудовлетворительным 2-5 балла. Полученные результаты приведены в таблице 1.
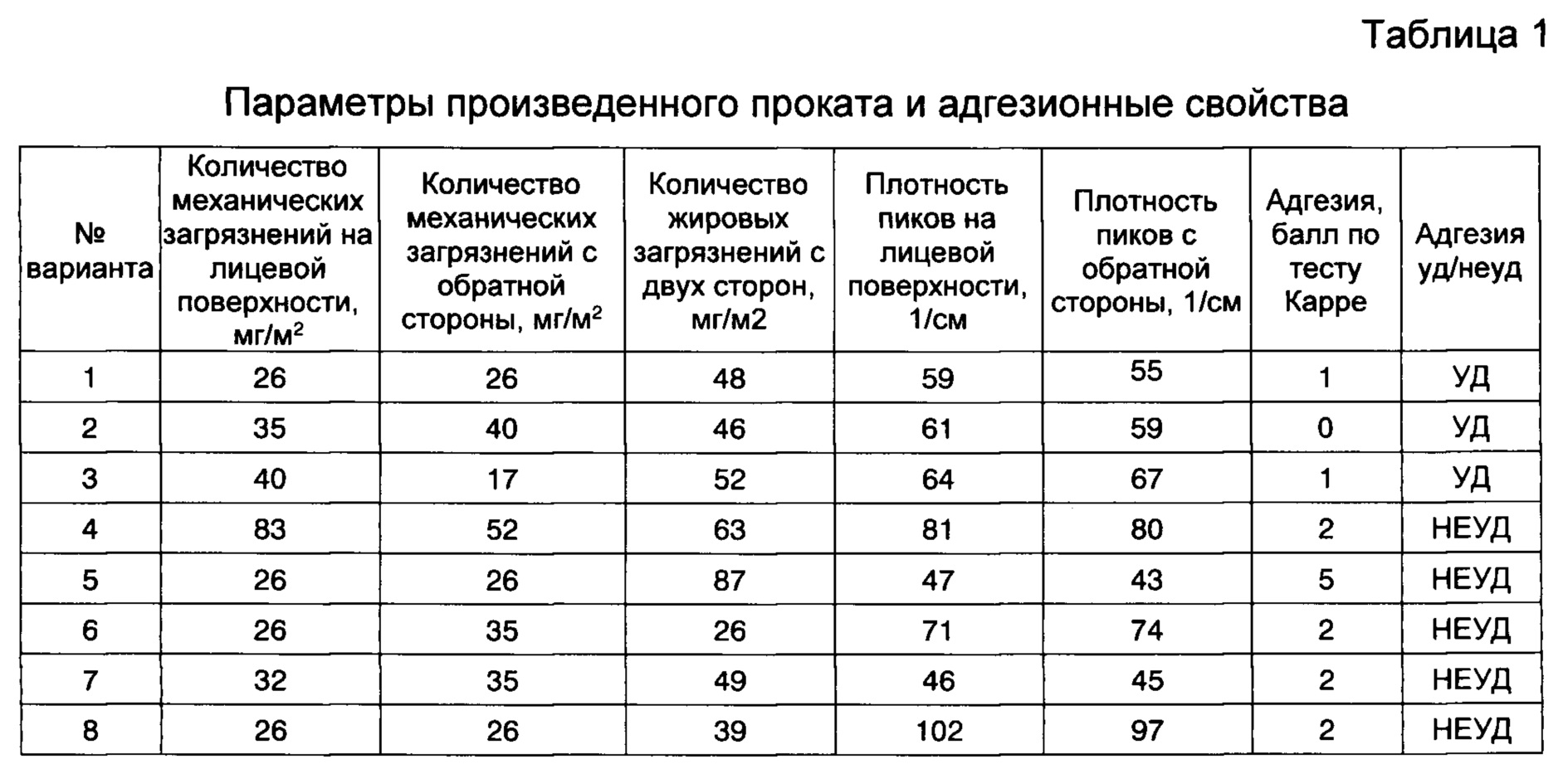
Из таблицы 1 видно, что в случае реализации предложенного способа (варианты №№1-3) достигаются удовлетворительные значения адгезии лакокрасочного покрытия. При запредельных значениях заявленных параметров удовлетворительную адгезию получить не удалось.
Применение предложенного технического решения позволяет повысить потребительские свойства холоднокатаного проката для изготовления бочек за счет улучшения адгезии лакокрасочного покрытия.
Холоднокатаный прокат для изготовления бочек, имеющий плоскую поверхность с механическими и жировыми загрязнениями по обеим своим поверхностям, отличающийся тем, что количество механических загрязнений на каждой поверхности составляет не более 40 мг/м, при этом общее количество жировых загрязнений с двух сторон составляет 40-70 мг/м, а плотность пиков микрогеометрии каждой поверхности проката составляет 50-70 1/см.Горячекатаная полоса высокой коррозионной стойкости из низколегированной стали и способ ее производства
Канат стальной в полимерной оболочке со светоотражающими наполнителями (варианты)
Способ непрерывной разливки стали в заготовки малого сечения
Способ изготовления нераскручивающихся канатов закрытой конструкции и устройство для его осуществления
Листовой прокат, изготовленный из высокопрочной стали
Способ производства горячекатаного рулонного проката
Высокопрочный бетон
Рулонный прокат для обсадных и насосно-компрессорных труб и способ его производства
Способ производства низколегированного рулонного проката
Способ производства прямошовных труб большого диаметра из низколегированной стали
Способ производства горячекатаных листов из низколегированной стали для изготовления ответственных металлоконструкций
Способ производства высокопрочного оцинкованного проката
Способ производства высокопрочного оцинкованного проката

