Результат интеллектуальной деятельности: СПОСОБ ФОРМИРОВАНИЯ ТАМПОНА ДЛЯ ЖЕНСКОЙ ГИГИЕНЫ
Вид РИД
Изобретение
Настоящее изобретение относится к способу формирования тампонов из волокнистого материала, имеющих не цилиндрическую форму.
Предпосылки создания изобретения
Индивидуальные впитывающие изделия для личной гигиены защищаются от воздействия окружающей среды материалом, который обычно называется оболочкой или оберткой. В частности, каждый тампон покрывается оболочкой, которая является первичной упаковкой, а затем тампоны партиями укладываются в коммерческую вторичную упаковку, как правило, в коробку. Тампоны, как правило, делятся на два класса: тампоны с аппликаторами и без. Тампоны с аппликатором представляют собой, по сути, тампоны, содержащиеся в аппликаторе. Аппликатор может быть пластиковым или картонным и может включать в себя определенные элементы конструкции, такие как захваты для пальцев или лепестки для удобства введения.
У тампонов с аппликатором оболочка, как правило, длинная, неплотно прилегающая, на обоих концах оболочки имеются выступы, на одном из концов имеется небольшой надрез или насечка, с помощью которой пользователь вскрывает оболочку в продольном направлении.
Тампоны без аппликатора представляют собой, по сути, сжатые цилиндрические объекты и могут включать конец для введения конической формы. Поскольку тампоны без аппликатора не содержатся внутри аппликатора, они, как правило, содержатся внутри оболочки. У тампона, который вводят пальцами, оболочка обычно прилегает плотно, часто контактирует с тампоном по всему периметру, запечатывает верхний и нижний концы тампона. Такая прилегающая оболочка может обеспечивать сохранение формы тампона и предотвращает его деформацию.
Исторически, обертки были сделаны из чистых типов материалов, таких как пластмассы (например, полипропилен) или целлофан. Поскольку тампоны без аппликатора обычно также содержат покрытие поверх впитывающего материала, иногда необходимо включение добавок, понижающих трение, или антистатических добавок, для обеспечения легкого извлечения тампона из оболочки, а также для того, чтобы части обертки не прилипали к тампону во время введения.
За годы применения тампонов для введения пальцами выявлено множество проблем с оболочкой таких тампонов. Иногда тампон после сдавливания «размягчается», и оболочка, вследствие плотного прилегания, отделяется от него с трудом. Некоторые упаковочные материалы могут фактически прилипать к внешней поверхности тампона и с большим трудом отделяться от нее, из-за чего женщине приходится поддевать оболочку и снимать ее с тампона. См., например документ № WO 2004/080362. В других случаях, в зависимости от типа материала, который выбрали для изготовления, на оболочке может накапливаться заряд статического электричества, из-за чего при вскрытии тампона куски обертки прилипают к пальцам пользователя.
Новые усовершенствования тампонов без аппликатора включают в себя формирование корпуса тампона, изменение бороздок и формирование неровностей поверхности, таких как выступы или углубления. Способы изготовления таких типов фигурных или текстурированных тампонов обычно включают разъемную пресс-форму, которая позволяет извлечь тампон из формы без повреждения формы тампона или поверхности тампона. Для фигурных тампонов, которые предназначены для введения без аппликатора, может возникнуть проблема предоставления оболочки, гарантирующей чистоту тампона. Фигурным тампонам может быть необходима нецилиндрическая обертка для поддержания формы.
Данное изобретение предлагает решение для формирования фигурного тампона, а также предоставляет вариант оболочки, которая обеспечивает чистоту и помогает поддерживать форму тампона во время хранения.
Изложение сущности изобретения
Нам неожиданно удалось найти новый способ создания фигурного тампона со стабильной формой, при котором желаемая конечная форма тампона имеет максимальный размер перпендикулярно продольной оси, который превышает наибольший диаметр промежуточной заготовки. В одном аспекте изобретения способ формирования фигурного стабильного по размеру тампона включает в себя следующие этапы: радиальное сжатие базовой заготовки тампона для образования стабильной по размеру промежуточной заготовки, имеющей промежуточный диаметр заготовки и продольную ось; формирование фигурного первичной упаковки тампона, имеющего длину, первый закрытый конец и второй открытый конец; вставку промежуточной заготовки в фигурную первичную упаковку тампона, первая часть промежуточной заготовки примыкает к первой расширенной части фигурной первичной упаковки тампона и вторая часть промежуточной заготовки примыкает ко второй части фигурной первичной упаковки тампона; увеличение первой части промежуточной заготовки для, по существу, заполнения первой увеличенной части фигурной первичной упаковки тампона для формирования стабильного по размеру тампона; и закрытия второго открытого конца фигурной первичной упаковки тампона.
В другом аспекте изобретения способ формирования фигурного стабильного по размеру тампона включает в себя следующие этапы: радиальное сжатие базовой заготовки тампона для образования стабильной по размеру промежуточной заготовки, имеющей промежуточный диаметр заготовки и продольную ось; размещение промежуточной заготовки в полом держателе и помещение промежуточной заготовки и полого держателя в пресс-форму; введение промежуточной заготовки в пресс-форму посредством толкающего усилия на конце промежуточной заготовки, содержащейся в полом держателе, и извлечение полого держателя из пресс-формы таким образом, что открытый конец промежуточной заготовки прижимается к пресс-форме, посредством чего осевое усилие, приложенное к промежуточной заготовке приводит к радиальному расширению относительно продольной оси промежуточной заготовки, что позволяет открытому концу промежуточной заготовки по существу заполнить пресс-форму и сформировать фигурный стабильный по размеру тампон; удаление фигурного стабильного по размеру тампона из пресс-формы; и помещение фигурного, стабильного по размеру тампона в первичную упаковку, которая соответствует его форме. Пресс-форма имеет отверстие для доступа, через которое можно извлечь полый держатель.
Краткое описание графических материалов
На фиг. 1 представлен вид в перспективе тампона, созданного в соответствии с предшествующим уровнем техники.
На фиг. 2 показан вид в перспективе тампона, соответствующего настоящему изобретению.
На фиг. 3 показан вид в перспективе промежуточной заготовки в соответствии с одним из вариантов осуществления настоящего изобретения.
На фиг. 4 представлен вид сбоку первичной упаковки тампона в соответствии с одним из вариантов осуществления настоящего изобретения.
На фиг. 5А представлен вид сбоку промежуточной первичной упаковки тампона, расположенной на формовочной оправке перед формованием.
На фиг. 5B представлено поперечное сечение промежуточной первичной упаковки тампона, расположенной на формовочной оправке в соответствии с фиг. 5A.
На фиг. 6A представлен вид сбоку промежуточной первичной упаковки тампона, расположенной на формовочной оправке в пресс-форме для формирования упаковки (в поперечном сечении).
На фиг. 6B представлен вид сбоку промежуточной первичной упаковки тампона в соответствии с фиг. 6A, расположенной на формовочной оправке и введенной в пресс-форму для формирования упаковки (в поперечном сечении).
На фиг. 7 представлен вид сбоку первичной упаковки тампона в соответствии с вариантами изобретения, представленными на фиг. 5-6.
На фиг. 8 показан вид сбоку первичной упаковки тампона, промежуточной заготовки, полого держателя оправки и плунжера в сборе до помещения частей в сборе в пресс-форму, формирующую тампон.
На фиг. 9 представлен один из этапов процесса согласно изобретению, а именно - вид сбоку частей в сборе в соответствии с фиг. 8, расположенных в пресс-форме для формирования тампона (в поперечном сечении), и приложение осевого усилия к основанию тампона.
На фиг. 10 представлен один из этапов процесса согласно изобретению, а именно - вид сбоку частей в сборе в соответствии с фиг. 8-9 и фигурный, стабильный по размеру тампон, сформированный в пресс-форме для формирования тампона (в поперечном сечении).
На фиг.11 показан вид сбоку фигурного стабильного по размеру тампона, сформированного в первичной упаковке тампона до закрытия оставшегося открытым конца.
На фиг. 12 представлен вид сбоку готового помещенного в пакет фигурного продукта в соответствии с фиг. 5-11.
На фиг. 13 представлен один из этапов альтернативного процесса, а именно - вид сбоку промежуточной заготовки, полого держателя оправки и плунжера в сборе, расположенных в пресс-форме для формирования тампона (в поперечном сечении), и приложение осевого усилия к основанию тампона.
На фиг. 14 представлен один из этапов процесса в соответствии с фиг. 13, а именно - вид сбоку частей в сборе в соответствии с фиг. 13 и фигурный, стабильный по размеру тампон, сформированный в пресс-форме для формирования тампона (в поперечном сечении).
На фиг. 15А-С представлены альтернативные формы тампона (вид сбоку).
На фиг. 16A представлен вид сверху альтернативной формы тампона.
На фиг. 16B представлен вид сбоку тампона в соответствии с фиг. 16A.
На фиг. 16C представлен вид с торца тампона в соответствии с фиг. 16А-В, показывающий овальное поперечное сечение увеличенной части.
На фиг. 17A представлен вид сверху альтернативной формы тампона.
На фиг. 17B представлен вид сбоку тампона в соответствии с фиг. 17A.
На фиг. 17C представлен вид с торца тампона в соответствии с фиг. 17A-B, показывающий овальное поперечное сечение увеличенной части.
Подробное описание предпочтительных вариантов осуществления
Более конкретное описание изобретения, краткое обобщенное выше, можно представить путем ссылки на его варианты осуществления, которые показаны на прилагаемых рисунках. Однако, следует отметить, что прилагаемые рисунки иллюстрируют только типичные варианты осуществления изобретения и, следовательно, не должны рассматриваться как ограничивающие его объем, поскольку изобретение может допускать другие в равной степени эффективные варианты осуществления.
Обращаясь к фиг. 1, радиально сжатый тампон 10 для женской гигиены согласно известному уровню техники представляет собой обычно цилиндрическое тело 20 из сжатых волокон, имеющее конец для введения 30 и конец для извлечения 40, из которого выступает нить для извлечения 50. Такой тампон обладает достаточной стабильностью размеров, что позволяет введение его во влагалище пользователя для впитывания менструальных выделений без применения дополнительного аппликатора. Такие тампоны часто описываются как тампоны без аппликатора, их можно вводить вручную (пальцами пользователя, без аппликатора). Часто такие тампоны включают внешнее проницаемое для текучей среды покрытие 60, также они были спрессованы способом, приведшим к образованию множества борозд 70, обычно проходящих в продольном направлении, разделенных ребрами 80. Борозды могут быть выровнены параллельно продольной центральной оси, как описано у Friese et al., патент США № 6,310,269, ориентированы спирально относительно наружной поверхности, как описано у Schoelling, патент США № 8,735,647, или иным образом ориентированы по длине продукта, как описано у Fung et al., патент США № 8,460,262 B2; патент США № 8,827,975 В2 и № 8,834,439 В2, Kimball et al.; и Hysalma GmbH, европейский патент № 1,459,720 B1.
Мы обнаружили, что существует возможность видоизменить такие тампоны, изготовленные в соответствии с известным уровнем техники, в фигурные тампоны для распространения и продажи потребителям. В частности, нами разработан способ формирования тампона 100 для женской гигиены в структуру, имеющую увеличенную часть 110 на одном из ее концов. Такой тампон 100 в соответствии с настоящим изобретением показан на фиг. 2. Этот тампон имеет корпус 120 из сжатых волокон, имеющий конец для введения 130 и конец для извлечения 140, из которого выступает нить для извлечения 150. Опять же, такой тампон обладает достаточной стабильностью размеров, чтобы обеспечить возможность введения во влагалище пользователя вручную без применения аппликатора. Такой тампон формируется описанным ниже способом. Вкратце, тампон прессуют в осевом направлении в разъемную пресс-форму, в то время как по меньшей мере часть тампона остается внутри полой оправки. Таким образом, как показано на фиг. 2, тампон 100 имеет увеличенную часть 110 для введения. В предпочтительном варианте осуществления тампон 100 также имеет покрытие 160, продольные бороздки 170 и продольные ребра 180.
Тампон, показанный на фиг. 2, может быть изготовлен в соответствии с нашим новым процессом. Во-первых, обычная, радиально сжатая, стабильная по размеру по существу цилиндрическая промежуточная заготовка 190, имеющая диаметр промежуточной заготовки DI (как показано на фиг. 3), может быть изготовлена в соответствии с одним или более описанием согласно патенту США № 6,310,269, Friese et al., ориентированная спирально относительно наружной поверхности может быть изготовлена в соответствии с одним или более описанием согласно патенту США № 8,735,647, Schoelling, или иным образом ориентированная по длине продукта в соответствии с одним или более описанием согласно патенту США № 8,460,262 B2, Fung et al.; патент США № 8,827,975 В2 и № 8,834,439 В2, Kimball et al.; и европейскому патенту № 1 459 720 B1, Hysalma GmbH, раскрытие которых включено в настоящее описание путем ссылки. В общем, промежуточную заготовку часто формируют на основе формированной массы впитывающего материала, называемого базовой заготовкой тампона. Заготовка может быть представлена в виде рулона листового материала, сегмента непрерывного впитывающего материала, массы случайно или практически равномерно ориентированного впитывающего материала, индивидуально подготовленной или литой массы впитывающего материала и т. п. Базовая заготовка тампона находится в относительно несжатом состоянии и отличается относительно низкой плотностью. Затем он сжимается для образования промежуточной заготовки, размеры которой меньше размеров заготовки перед использованием. Эту промежуточную заготовку 190 затем дополнительно обрабатывают, чтобы изготовить увеличенную часть 110, показанную на фиг. 2.
В одном варианте осуществления процесса формируется первичная упаковка тампона 200, имеющая длину, по существу превышающую перпендикулярные размеры, и определяющую продольную ось Х-Х, первый закрытый конец 210 и второй открытый конец 220 (фиг. 4). Первичная упаковка тампона 200 имеет первую часть 230, проходящую от первого закрытого конца, и вторую часть 240. Этот конец может быть закрыт, как известно специалистам в данной области техники. Например, посредством сведения и запечатывания складок, например, сложением четырех, шести или более складок у конца. Большее количество складок может лучше соответствовать цилиндрической форме. Кроме того, края могут быть согнуты перед запечатыванием. Вторая часть 240 первичной упаковки тампона 200 является по существу цилиндрической с практически одинаковым диаметром DP, который больше диаметра DI промежуточной заготовки 190, в то время как первая часть 230 увеличена относительно второй части 240 в направлении, по меньшей мере, одного измерения, перпендикулярного продольной оси X-X.
В одном варианте осуществления первичная упаковка тампона 200 может быть сформирована путем обертывания листа пластикового оберточного материала вокруг цилиндрического сердечника и запечатывания листа для формирования цилиндрической трубки. Один конец трубки закрывают и запечатывают так, что получается цилиндрическая удлиненная первичная упаковка тампона, имеющая один открытый конец. Как показано на фиг. 5А и 5В, промежуточную первичную упаковку тампона 250 с закрытым концом 260 затем помещают на вторую полую формовочную оправку 270 с формовочным концом 280. Полая формовочная оправка 270 имеет уменьшенный диаметр (по сравнению с большинством формующих оправок) и отверстие для подачи воздуха 282 на формовочном конце 280, отверстие для подачи воздуха и отверстия для возврата воздуха 284 предназначены для обеспечения циркуляции воздуха, как описано ниже. Как показано на фиг. 6А, промежуточную первичную упаковку тампона 250 и полую формовочную оправку 270 помещают в форму 290 в термоформер, использующий горячий воздуха, который закрывают с помощью зажима 292 для изоляции формовочной камеры 294. Горячий воздух поступает по трубопроводу 272 внутрь полой формовочной оправки 270 в отверстие для подачи воздуха 282 и внутрь промежуточной первичной упаковки тампона 250 (как показано стрелками 286) через зазор между формовочным концом 280 оправки, после чего отводится через отверстия для выведения отработанного воздуха 284 и кольцевой промежуток 274 полой формовочной оправки 270 (как показано стрелками 288) для размягчения пластмассового материала. Как показано на фиг. 6В, поток воздуха из кольцевого промежутка 274 блокируется (например, посредством пробки 276) для создания давления во внутренней части первичной упаковки тампона 250 для расширения закрытого конца 260 упаковки в форме пресс-формы 290. Это создает увеличенную первую часть 230 первичной упаковки тампона 200 вблизи ее первого конца 210, как показано на фиг. 4 и 7.
Для формования промежуточной заготовки тампона 190 в желаемый стабильный по размеру женский гигиенический тампон используют устройство, имеющее разъемную пресс-форму 300, по существу соответствующую форме первичной упаковки тампона 200. По существу цилиндрическую промежуточную заготовку тампона 190 помещают в полый держатель оправки 310, а фигурную первичную упаковку тампона 200 помещают на держатель/промежуточную заготовку тампона 310/190, как показано на фиг. 8. Полученная в результате сборка помещается в разъемную пресс-форму 300 и плунжер 320 выравнивается относительно промежуточной заготовки тампона 190 вдоль продольной оси Х-Х первичной упаковки тампона 200. Разъемная пресс-форма 300 закрывается (либо до, либо после введения в нее узла) и продолжается процесс формования тампона. Как показано на фиг. 9, полый держатель оправки 310 удаляется от промежуточной заготовки тампона 190 для выпуска увеличивающегося объема конца 330 заготовки 190 в увеличенном участке 340 разъемной пресс-формы 300. Когда полый держатель оправки 310 извлекается, плунжер 320 прикладывает усилие вдоль продольной оси Х-Х, чтобы направить открытый конец 330 промежуточной заготовки тампона 190 в разъемную пресс-форму 300. Такое осевое усилие (обозначенное стрелкой 350) переводится в радиальное расширение (представлено стрелками 360) открытого конца 330 промежуточной заготовки тампона 190 для заполнения увеличенного участка 340 разъемной пресс-формы 300 и первичной упаковки тампона 200. Когда полый держатель оправки 310 продолжает отходить от разъемной пресс-формы 300 и плунжер 320 продолжает прилагать силу к промежуточной заготовке тампона 190 для введения ее в разъемную пресс-форму 300, волокнистая структура расширяется в увеличенной части 330 разъемной пресс-формы 300 и первичной упаковке тампона 200 (как показано на фиг.10). Как только из полого держателя оправки 310 была выведена увеличенная часть 330 в разъемную пресс-форму 300 и волокнистая структура заполнила увеличенную часть формы 330, плунжер 320 прекращает продвижение в форму 300.
Полый держатель оправки 310 может быть полностью извлечен из первичной упаковки тампона 200, а разъемная пресс-форма 300 может быть открыта, чтобы обеспечить возможность извлечения из нее фигурного тампона 100. Разумеется, нерасширенный участок тампона 100 может оставаться в полом держатель оправки 310 для облегчения извлечения тампона из формы 300. Открытый конец 220 (как показано на фиг.11) первичной упаковки 200 может быть затем закрыт для получения конечного упакованного продукта в виде фигурного тампона 1000 (как показано на фиг.12). Этот конец может быть также закрыт, как известно специалистам в данной области техники. Например, посредством сведения и запечатывания складок, как описано выше, либо запечатыванием со сгибом краев (возможно, с надрезом для обеспечения возможности разрыва для вскрытия упаковки). Альтернативно, первичная упаковка тампона может включать усиленную отрывную полоску.
В другом варианте нашего процесса (показанном на фиг.13 и 14) используется устройство, имеющее разъемную пресс-форму 300', по существу соответствующую форме желаемого готового тампона. Как и в предыдущем варианте осуществления, по существу цилиндрическая промежуточная заготовка тампона 190 помещается в полый держатель оправки 310. Однако только полый держатель оправки 310 и по существу цилиндрическая промежуточная заготовка тампон 190 формируют сборку, который помещают в разъемную пресс-форму 300', и плунжер 320 выровнен относительно промежуточной заготовки тампона 190 вдоль продольной оси Х'-Х' промежуточной заготовки тампона 190. Разъемная пресс-форма 300ʹ закрывается (либо до, либо после вставки в нее сборки) и продолжается процесс формования тампона. Полый держатель оправки 310 удаляется от промежуточной заготовки тампона 190 для выпуска увеличивающегося объема конца 330 заготовки в увеличенном участке 340ʹ разъемной пресс-формы 300. Когда полый держатель оправки 310 извлекается, плунжер 320 прикладывает усилие вдоль продольной оси Хʹ-Хʹ, чтобы направить открытый конец 330 промежуточной заготовки тампона 190 в разъемную пресс-форму 300. Такое осевое усилие (обозначенное стрелкой 350) переводится в радиальное расширение (представлено стрелками 360) открытого конца 330 промежуточной заготовки тампона 190 для заполнения увеличенного участка 340 разъемной пресс-формы 300. Как только из полого держателя оправки 310 была выведена увеличенная часть 340ʹ в разъемную пресс-форму 300ʹ и волокнистая структура заполнила увеличенную часть 340ʹ формы 300ʹ, плунжер 320 прекращает продвижение в форму 300ʹ. Полый держатель оправки 310 может быть полностью извлечен из разъемной пресс-формы 300ʹ, которая может быть открыта, чтобы обеспечить возможность извлечения из нее фигурного тампона 100. Разумеется, нерасширенный участок тампона 100 может оставаться в полом держателе оправки 310 для облегчения извлечения тампона из формы 300ʹ. Затем сформированный тампон 100 может быть заключен в первичную упаковку тампона, которая может быть предварительно сформирована для размещения готового тампона или может быть сформирована вокруг готового тампона, например, путем помещения в термоусадочную пленку (как показано на фиг. 12 для предыдущего варианта осуществления).
Хотя данное выше описание тампонов касалось тампона с увеличенным концом, в частности с расширенным концом для введения, также предусматриваются альтернативные варианты осуществления, включая тампон 400, который имеет два увеличенных конца 410, 420 и нить для извлечения 450 (фиг. 15A); тампон 500, который имеет два сжатых конца 510, 520, увеличенный центральный участок 530 и нить для извлечения 550 (фиг. 15В); и тампон 600, который имеет сжатый конец для введения 610, расширенный конец для извлечения 620 и нить для извлечения 650 (фиг. 15С); и т. п. В этих вариантах осуществления потребуются модифицированные разъемные пресс-формы, которые обеспечивают требуемую форму. Кроме того, вариант осуществления, показанный на фиг. 15C, может потребовать наличия второго плунжера с размерами поперечного сечения, которые соответствуют размерам конца для извлечения.
Кроме того, поперечное сечение готового тампона может быть цилиндрическим или иметь другие желаемые формы. Например, на фиг. 16 показан тампон 700, имеющий различные формы поперечного сечения. Поперечное сечение сжатой части 710 готового тампона 700 может быть по существу цилиндрическим, тогда как поперечное сечение увеличенного участка 720 может быть более овальным, как показано на фиг. 16А-С. В альтернативном варианте осуществления тампон 800, имеющий различные формы поперечного сечения, показан на фиг. 17. Поперечное сечение сжатой части 810 готового тампона 800 может быть сужено от цилиндрического до овального, тогда как поперечное сечение увеличенного участка 820 может быть более овальным, как показано на фиг. 17А-С.
Когда тампон формируется путем прессования, промежуточная заготовка прессуется в осевом направлении в разъемную пресс-форму, в то время как, по меньшей мере, часть тампона остается внутри полой оправки. Это приводит к радиальному расширению в разъемной пресс-форме, как описано выше. Промежуточная заготовка длиннее готового тампона. В одном варианте осуществления законченный тампон имеет длину приблизительно от 80% до 95% длины промежуточной заготовки, из которой он сформирован. Предпочтительно, в этом варианте законченный тампон имеет длину приблизительно 90% длины промежуточной заготовки, из которой он сформирован.
В зависимости от объема полости разъемной пресс-формы и осевой силы, прилагаемой к промежуточной заготовке, плотность волокна готового тампона может быть, по существу, аналогична плотности промежуточной заготовки, из которой он сформирован, или может от нее отличаться. Специалисту в данной области техники будет известно, как регулировать силы и объемы для достижения требуемой плотности волокон в расширенной части готового тампона. При использовании в настоящем описании и формуле изобретения термин «плотность волокон» и его варианты относятся к относительному отношению волокон к свободному пространству в заданном объеме волокнистой структуры.
В одном предпочтительном варианте осуществления разъемная пресс-форма, используемая при формировании фигурного тампона из промежуточной заготовки, эксплуатируется в условиях окружающей среды. В альтернативных вариантах осуществления, в зависимости от материала, используемого в процессе, может быть полезным достаточный добавочный нагрев для формирования волокон в увеличенной форме.
Примеры
Для лучшего понимания в дальнейшем настоящее изобретение будет описываться со ссылкой на следующие конкретные примеры, иллюстрирующие состав, форму и способ производства устройства, составляющего предмет настоящего изобретения. Следует понимать, что специалистам в данной области техники будет очевидно, что состав, форма и способ производства устройства могут быть различными. В последующих примерах все части и процентные значения указаны по отношению к общему весу композиции, если не указано иное, и данные примеры являются исключительно иллюстративными.
Пример 1
В ручном прессе были изготовлены десять тампонов o.b.® среднего уровня впитываемости, подобные выпускаемым компанией Energizer Holdings, Ltd., с покрытием из нетканого материала, и они были сформованы в обертку, имеющую увеличенный конец, как описано выше. Соответствующие тампоны o.b.® среднего уровня впитываемости обычно имеют прочность на сжатие в продольном направлении в диапазоне от 30 до 40 ньютонов (N). Было проведено тестирование прочности на сжатие в продольном направлении полученного продукта, как описано ниже. Размеры и прочность на сжатие в продольном направлении указаны ниже в таблице 1.
Таблица 1
|
Результаты испытаний показывают, что этот продукт соответствует требованиям пользователя по введению к тампонам без аппликатора. Удивительно было узнать, что прочность на сжатие в продольном направлении у продукта не была значительно ослаблена нецилиндрической формой.
Тестирование прочности на сжатие в продольном направлении
К тампону прилагалось давление в режиме сжатия до тех пор, пока он не терял жесткость, и определялась результирующая сила, необходимая для достижения данной точки.
1.0 ПРЕЦИЗИОННОСТЬ И ТОЧНОСТЬ
1.1 Датчик нагрузки ± 1% приложенной силы
1.2 Скорость и смещение нагрузочной рамы ± 1%
1.3 Прецизионность весов ± 0,01 г
2.0 ОБОРУДОВАНИЕ
2.1. Тензиометр пр-ва компании Instron или аналогичный.
2.2 Откалиброванный датчик нагрузки, способный измерять, по меньшей мере, 100 Н (сжатие).
2.3 Программное обеспечение Bluehill или его эквивалент.
2.4 Держатель шаблона, см. рисунки в разделе 15.5.
3.0 ПРИГОТОВЛЕНИЕ ОБРАЗЦА Отсутствует
4.0 УСЛОВИЯ ЭКСПЛУАТАЦИИ
4.1. Тензиометр должен быть настроен на включение следующих параметров.
Параметры тестирования
Испытательная скорость 700 мм/мин
Информационные параметры
Темп передачи данных 20 Гц
Чувствительность к разрыву (опционально) 3,5%
Пройденное расстояние 3 см
Модуль продольной упругости (напряжение растяжения Юнга) от 0,5 мм до 16 мм
Предел текучести (напряжение растяжения Юнга) 0,8 мм
5.0 ПРОЦЕДУРА
5.1 Прикрепите держатели шаблона к тензиометру. Установите расстояние между держателями образцов на 8,9 см (3,5 дюйма). Выполните поправку расстояния.
5.2 Разместите соответствующие шаблоны в держателях шаблонов в формате, соответствующем проводимому тестированию. Закрепите верхний держатель шаблона на месте с помощью винта.
5.3 Выполните поправку расстояния (настройку нуля) для усилия на тензиометре.
5.4 Разверните тампон и распрямите нить.
5.5. Взвесьте и поместите верх тампона на верхнюю часть нижней пластины. Убедитесь, что тампон установлен вертикально.
5.6 Запустите тензиометр. Поперечная головка будет перемещаться вниз со скоростью 700 мм на максимум 3 см или до тех пор, пока тампон не «сломается».
5.6.1. Точка «слома» автоматически распознается программным обеспечением. Нагрузочная рама вернется в исходное положение.
5.6.2 Если точка «слома» не распознается, тест будет проведен до конца, после чего рама остановится и вернется в исходное положение. Затем максимальное усилие можно считать, наведя курсор на точку разрыва на графике и записав значение с экрана.
5.6. Повторите этапы 5.3-5.5 для остальных тампонов.
5.7 Все результаты будут напечатаны, помечены и датированы для каждой партии.
Пример 2
В ручном прессе были изготовлены десять тампонов o.b.® среднего уровня впитываемости, подобные выпускаемым компанией Energizer Holdings, Ltd., с покрытием из нетканого материала, и они были сформованы в обертку, имеющую увеличенный конец, как описано выше. Полученные продукты испытывали на впитываемость в соответствии с тестом Syngina, как описано в 21 CFR часть 801, подраздел H, Sec. 801.430(f)(2) [Пересмотрено по состоянию на 1 апреля 2014 года]. Соответствующие тампоны o.b.® среднего уровня впитываемости обычно имеют поглощающую способность в диапазоне от 12 до 15 грамм (г). Размеры и впитывающая способность предлагаемых здесь тампонов приведены в таблице 2 ниже.
Таблица 2
|
Результаты испытаний показывают, что впитываемость неожиданно находится на верхнем конце диапазона для цилиндрических изделий сходного веса или превышает данный диапазон.
Представленное выше описание и варианты осуществления предназначены для более полного и не имеющего ограничительного характера понимания изобретения, описанного в настоящем документе. Так как возможны различные изменения и варианты осуществления изобретения, которые не выходят за рамки его сущности и объема, сущность настоящего изобретения отражена в прилагаемой ниже формуле изобретения.
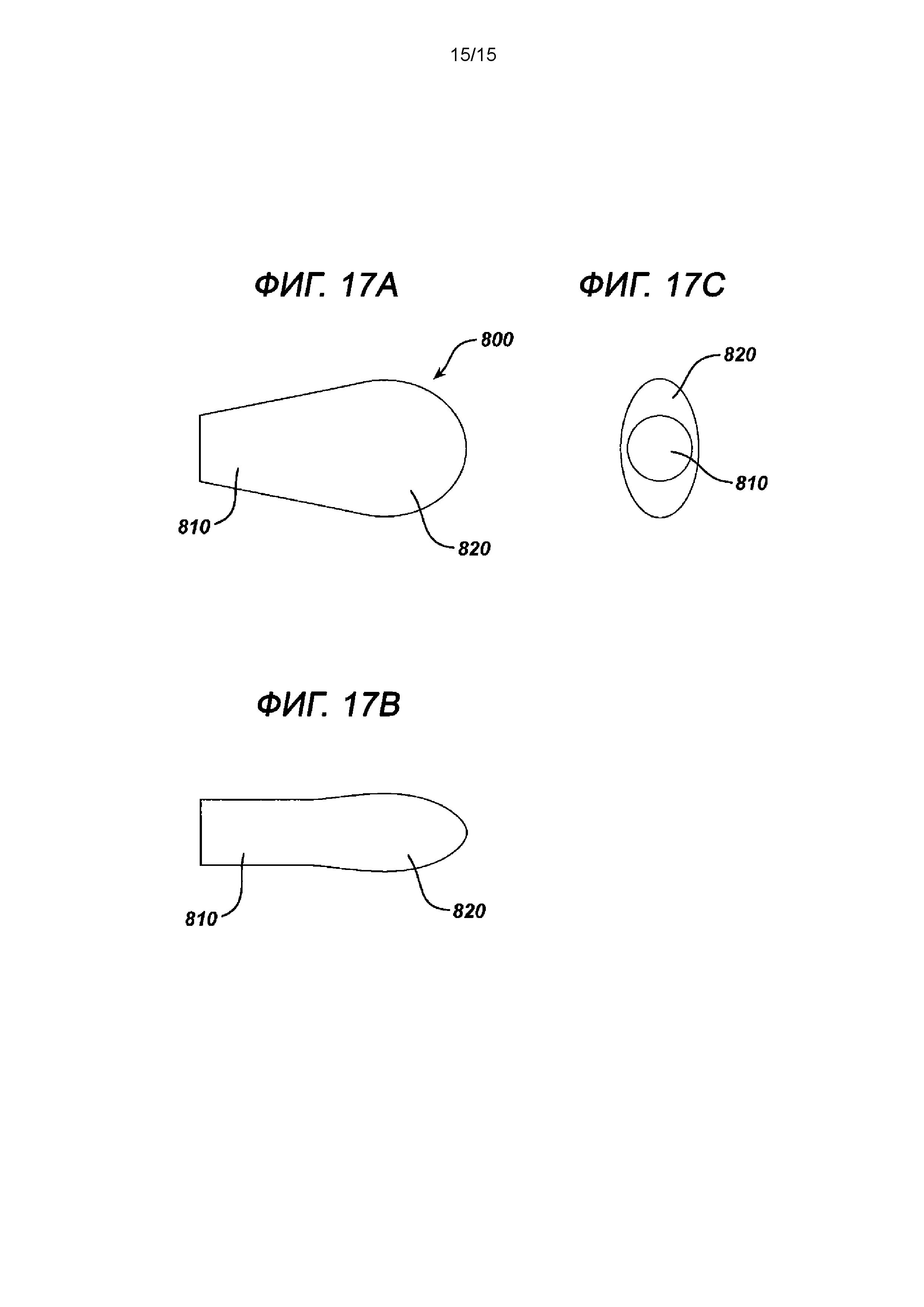
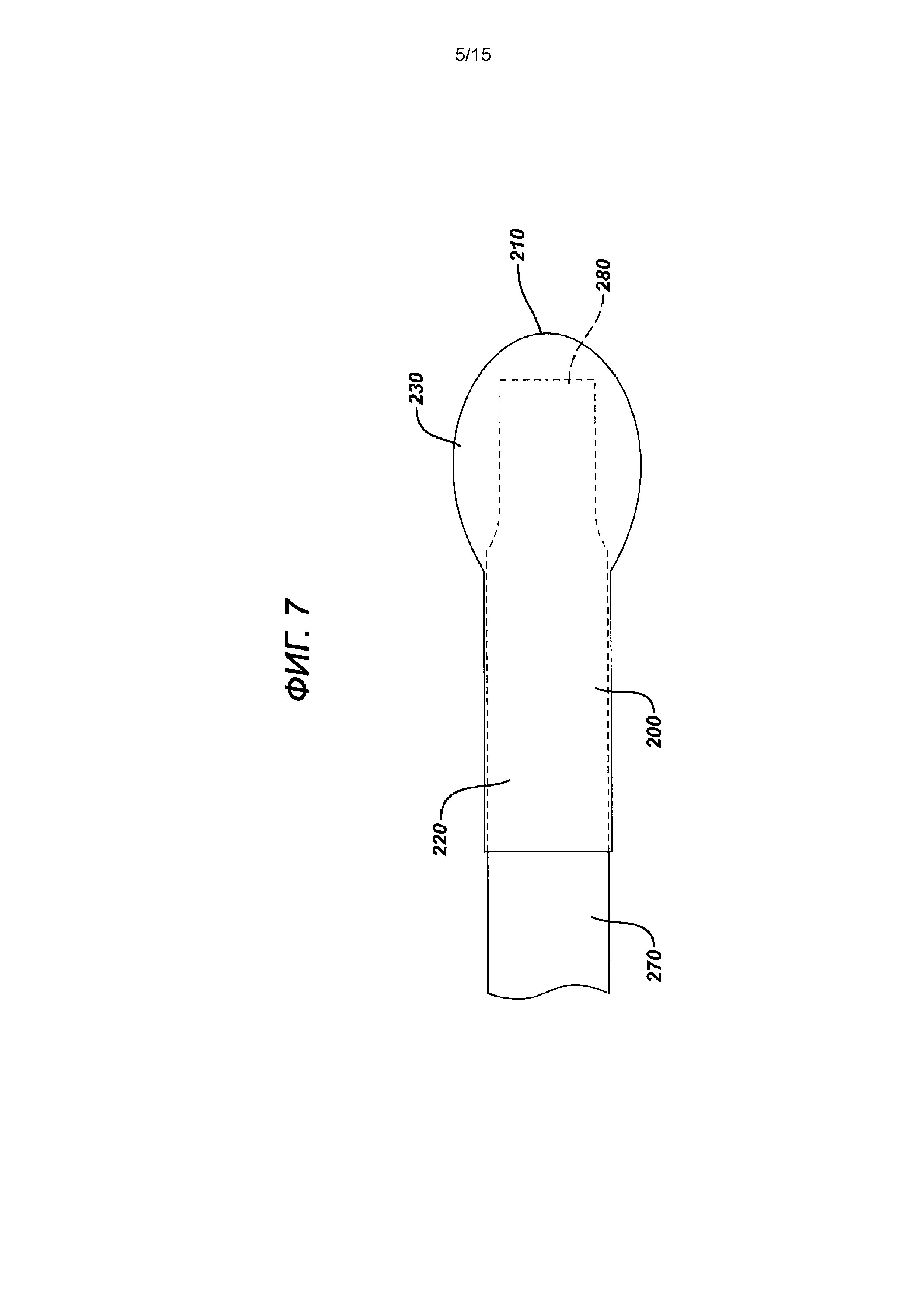
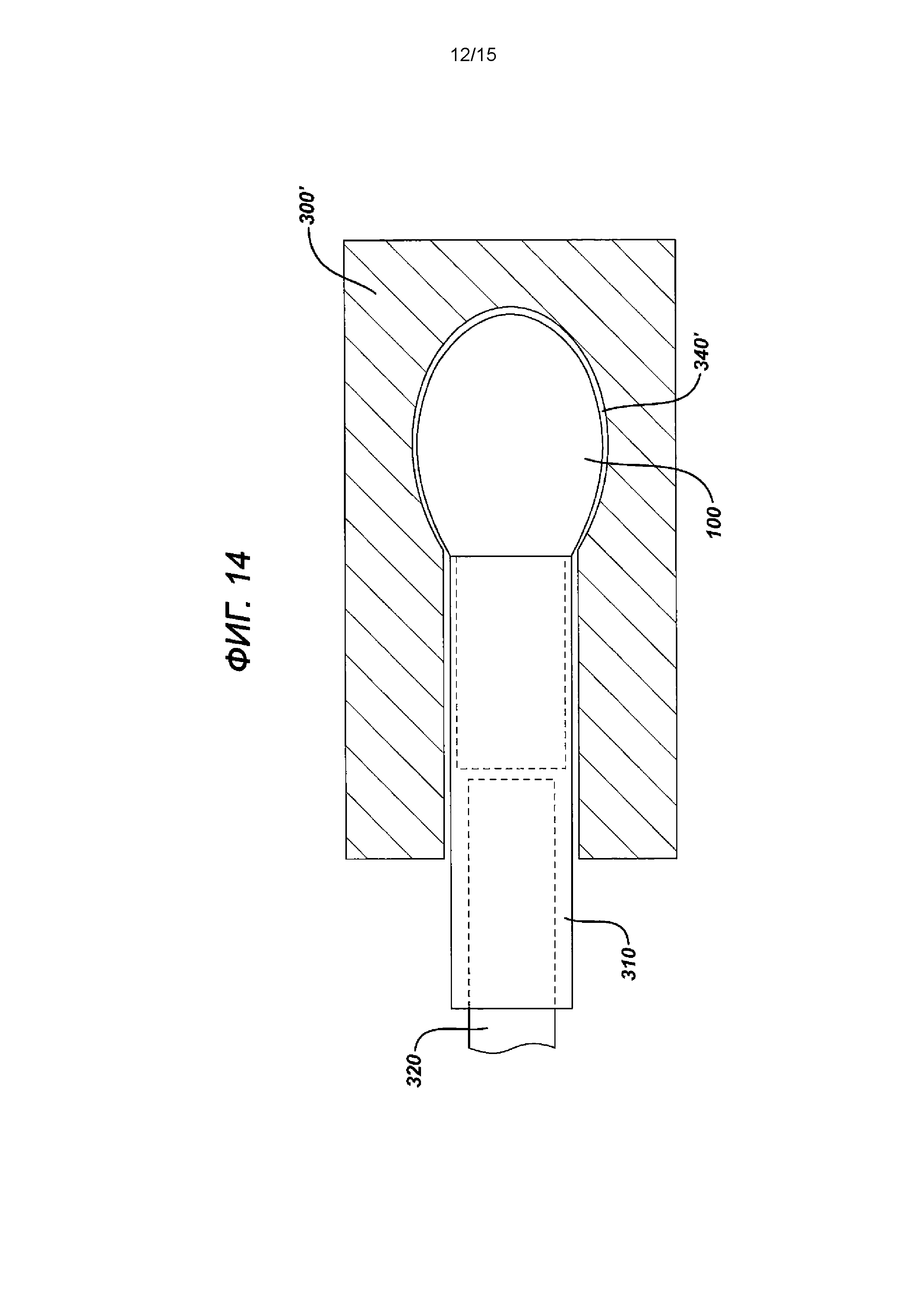
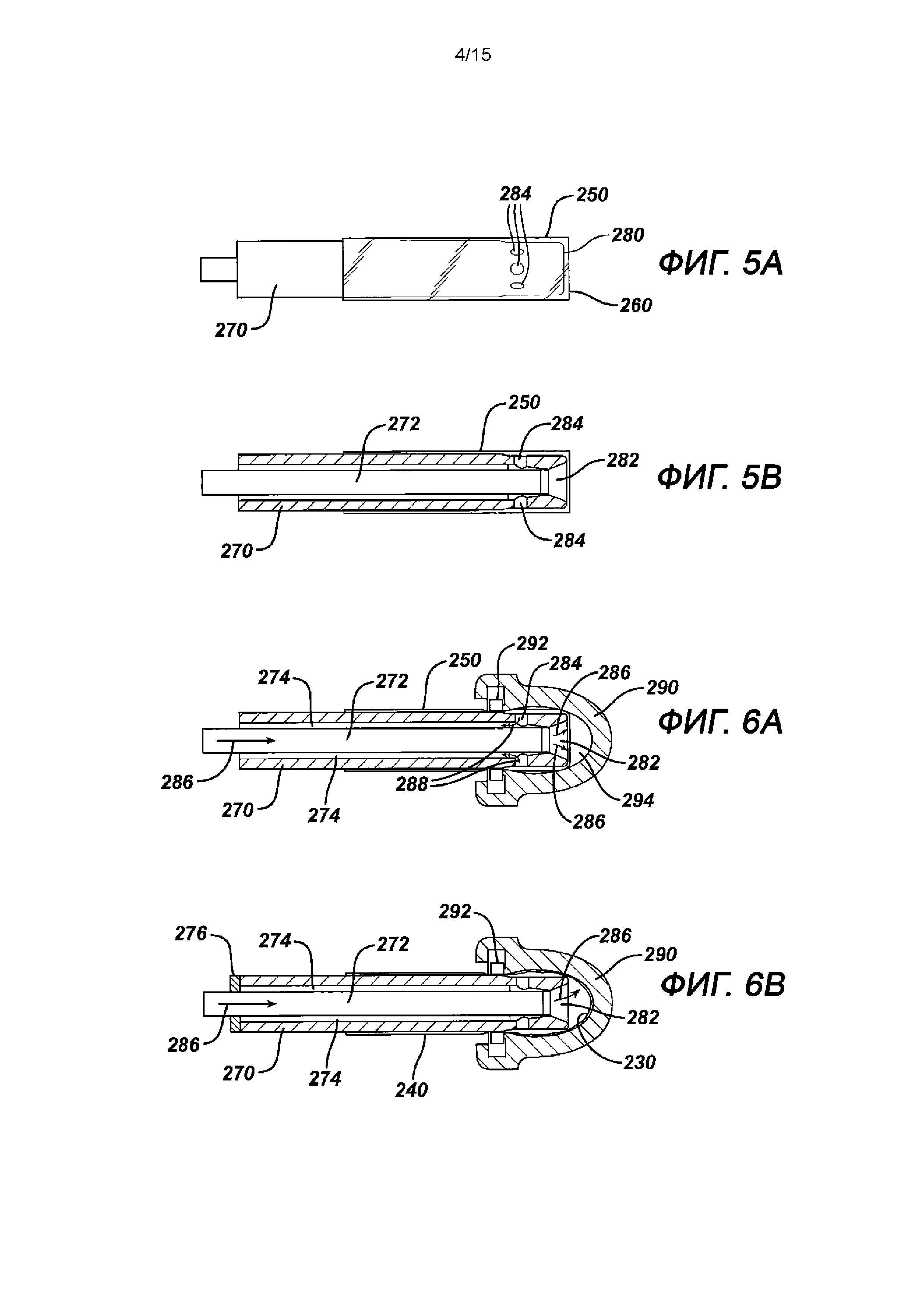
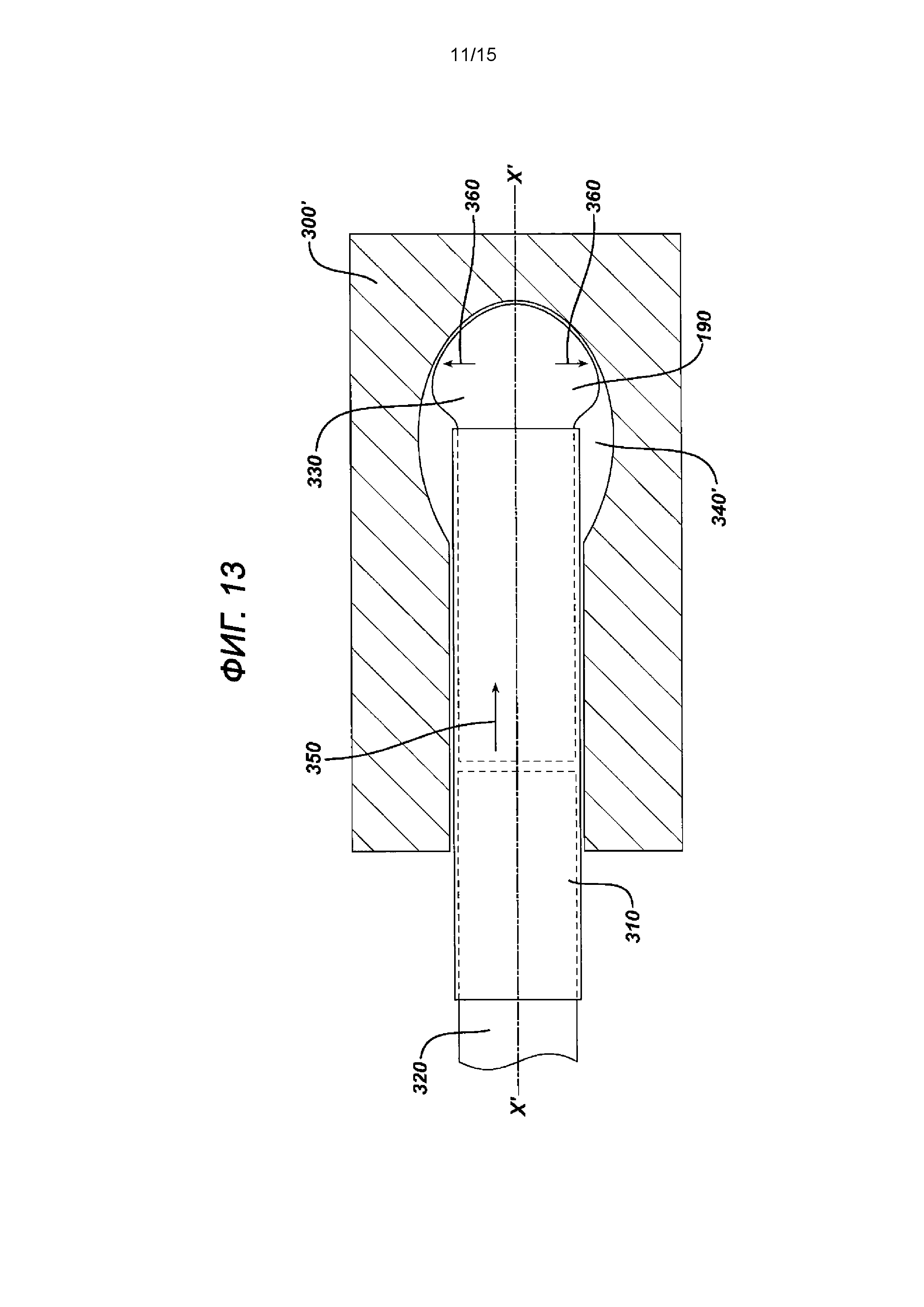
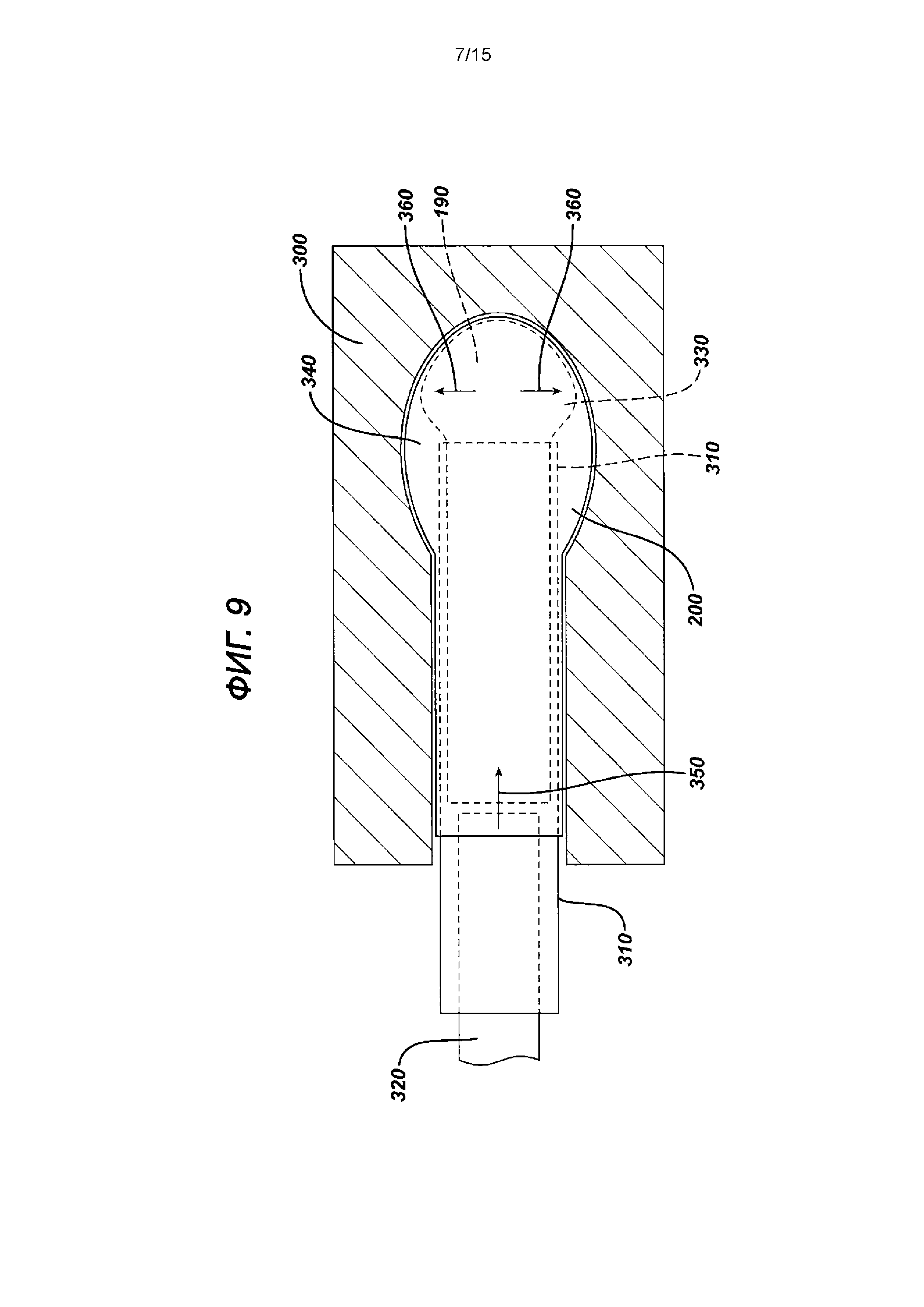
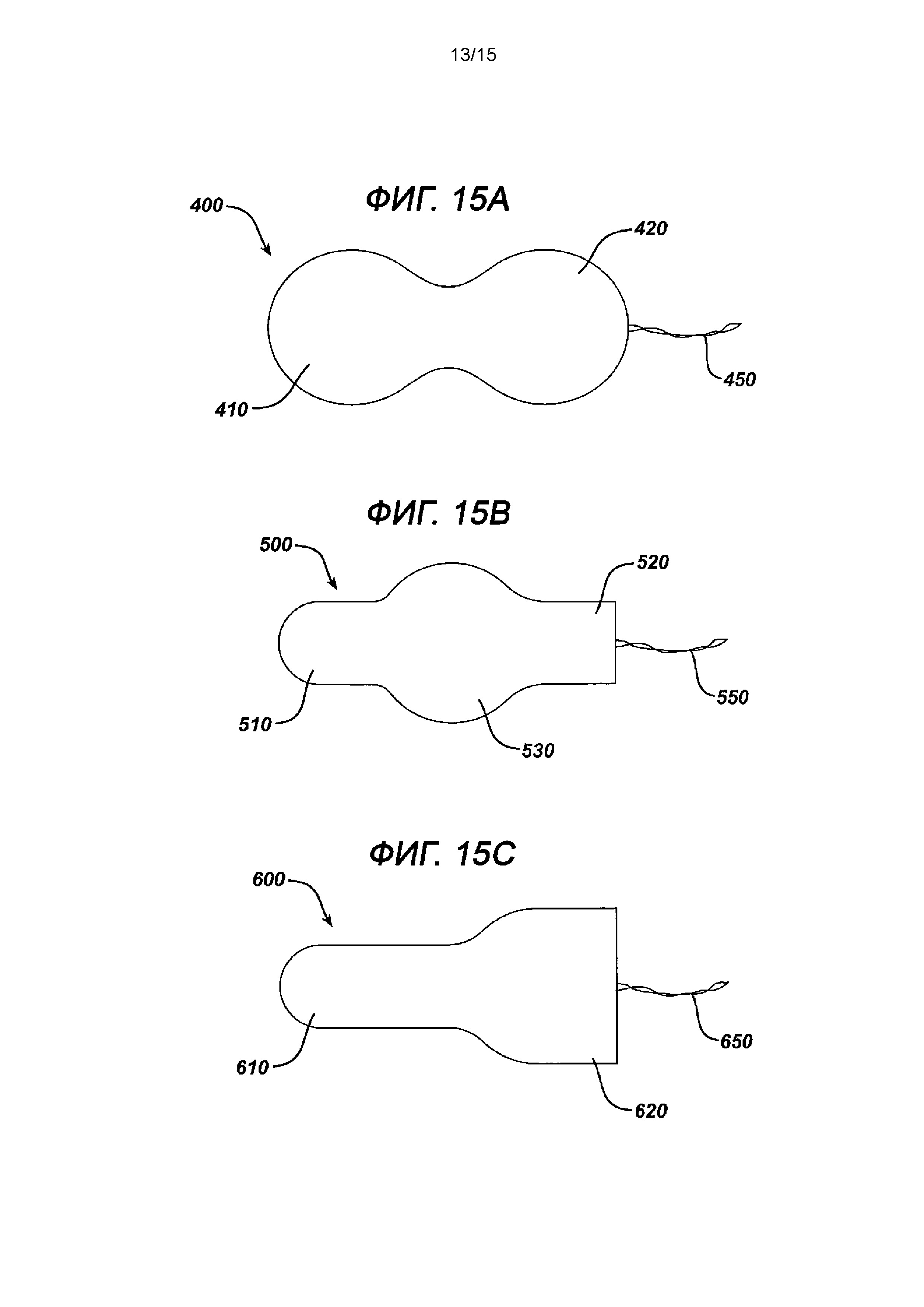
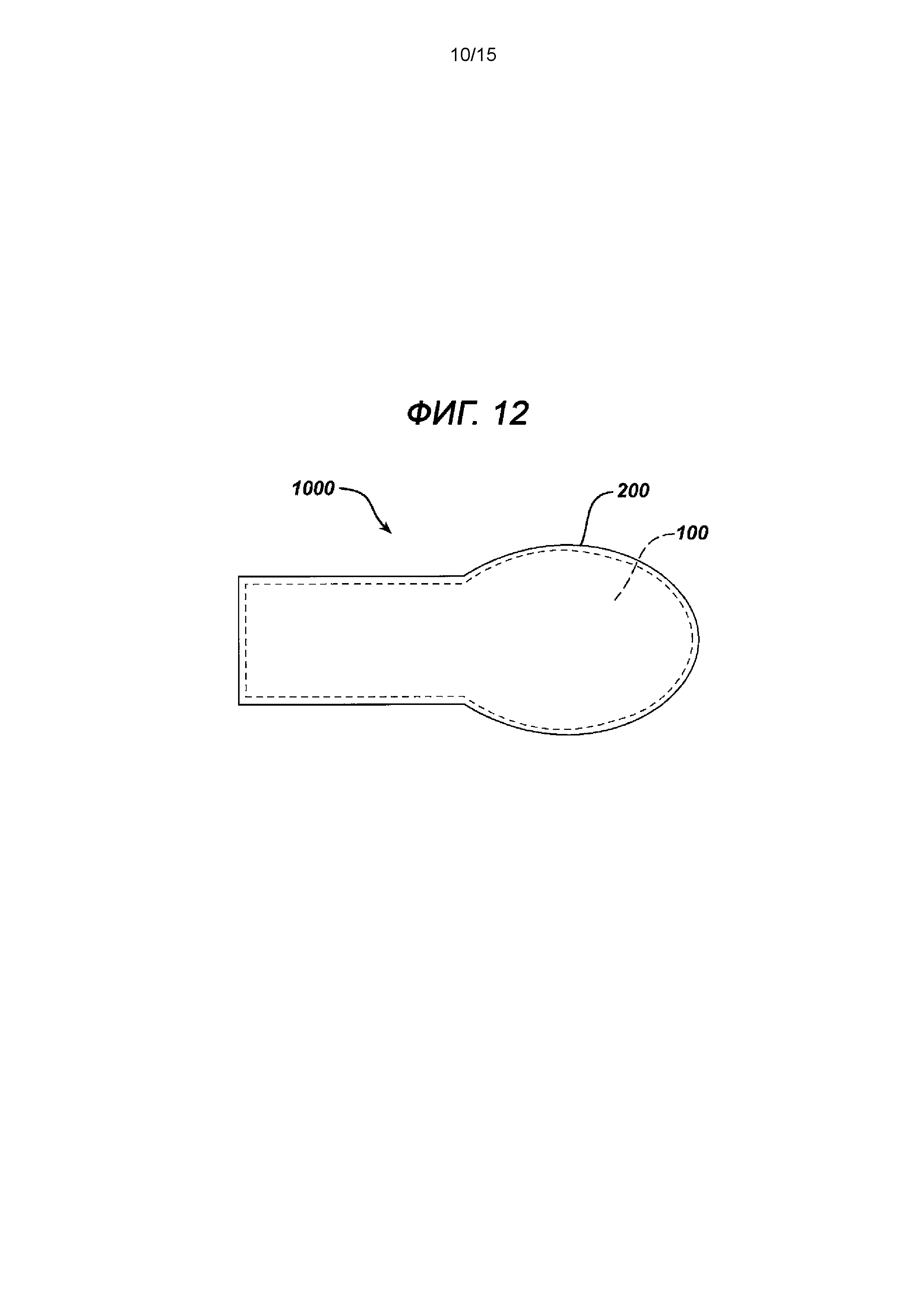
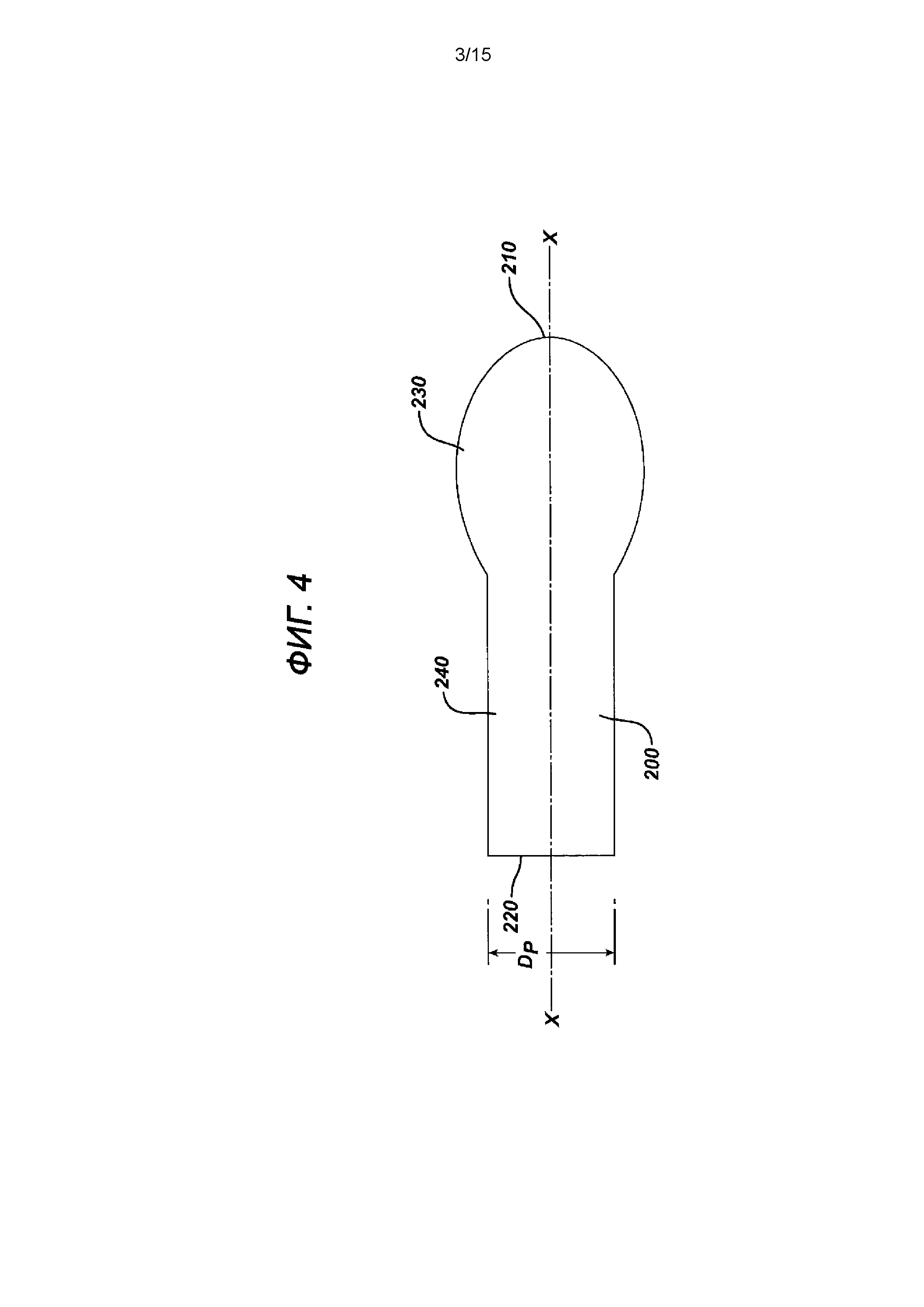
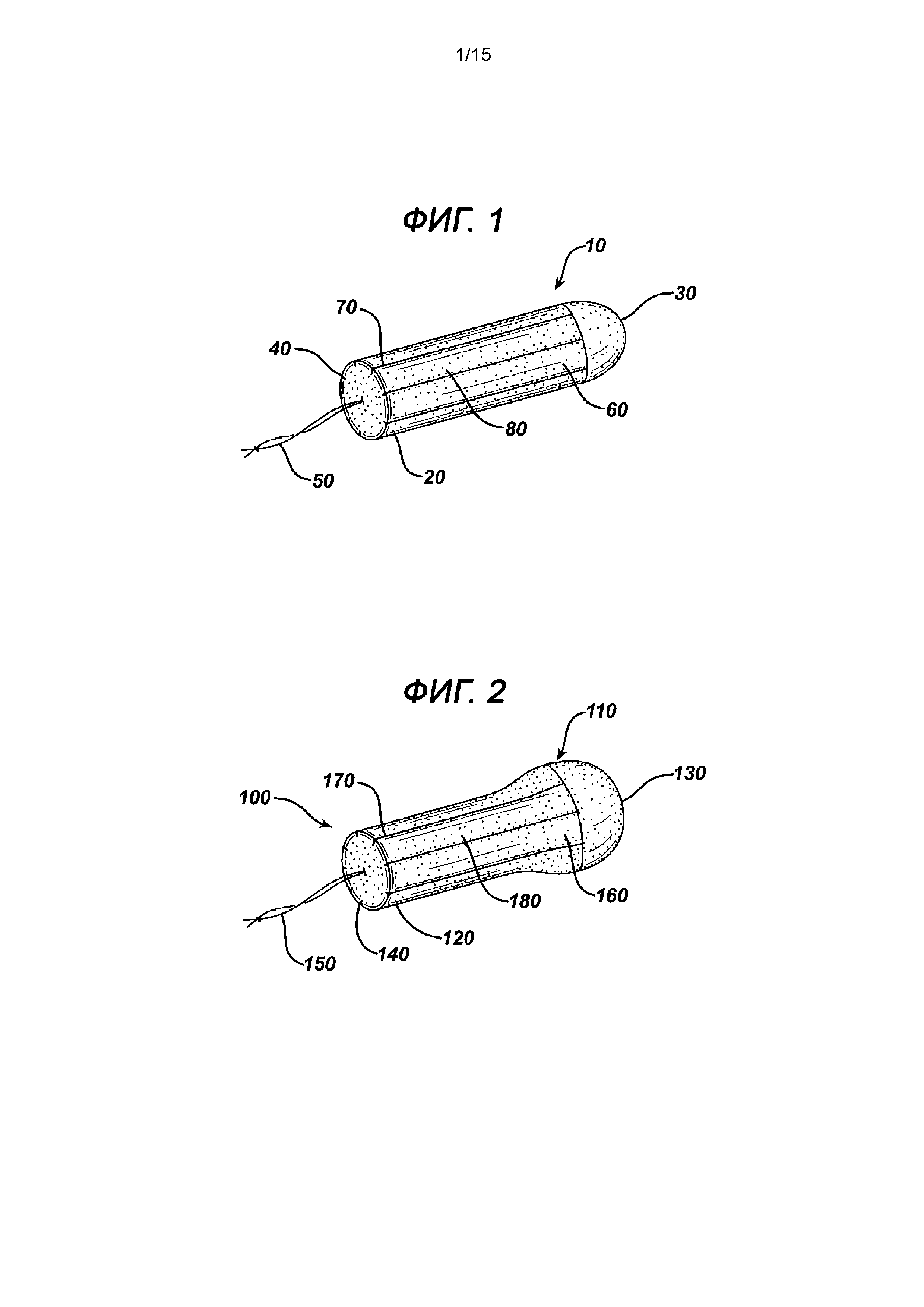
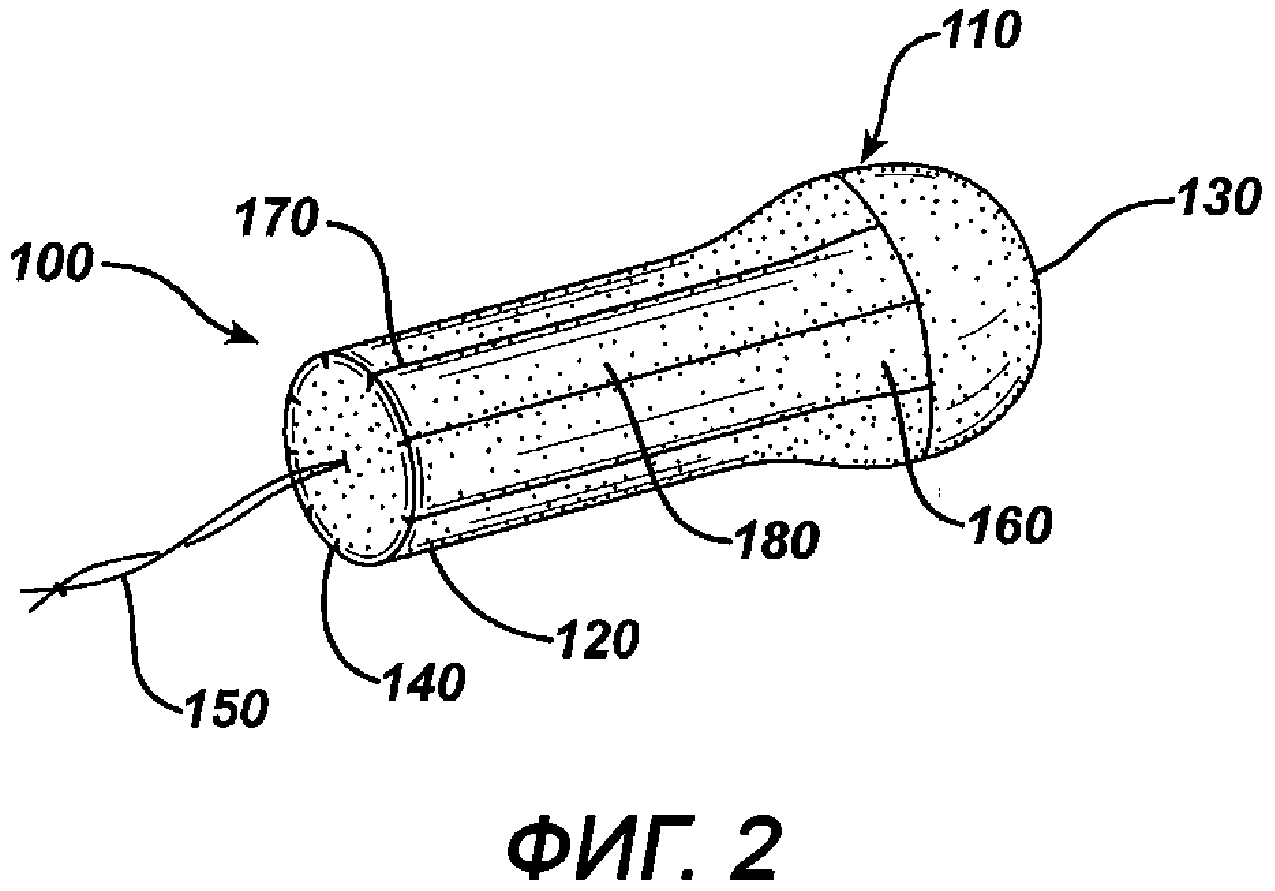
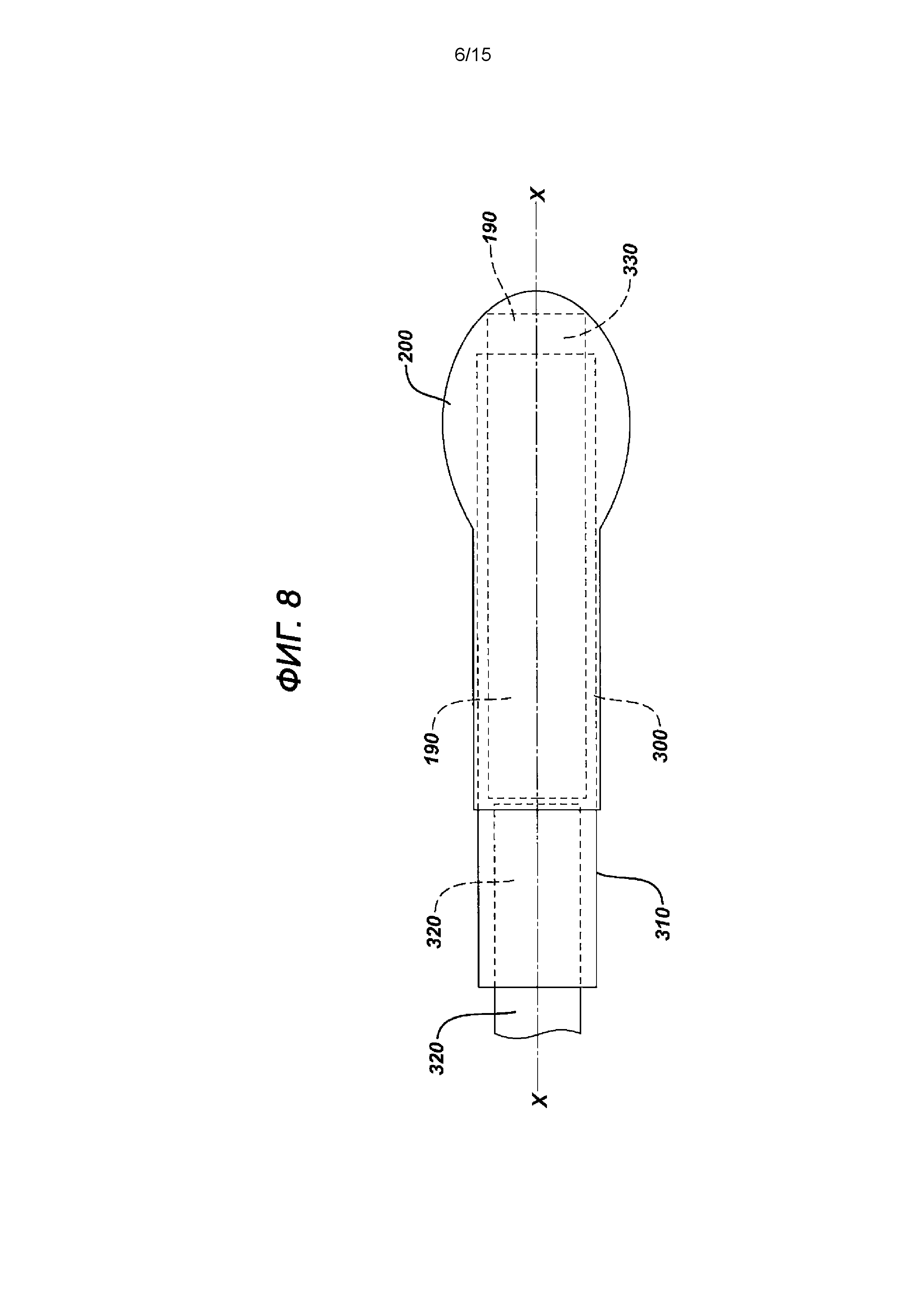
Схема уплотнения для оболочки тампона
Оболочка тампона
Оболочка тампона
Тампон с непрерывными формами желобка
Тампон с вытянутыми формами желобка
Тампоны с проникающими сегментами желобка
Упакованный, закрытый пленкой тампон
Способ и устройство для тестирования тампона
Зажимные губки для тампонов
Способ формирования многослойного формованного пленочного продукта в один проход
Процесс формирования многослойной имеющей форму пленки
Способ формования пленочного продукта

