Результат интеллектуальной деятельности: Способ изготовления плоских деталей из высокопрочного чугуна
Вид РИД
Изобретение
Изобретение относится к машиностроению, в частности, к области обработки металлов давлением и может быть использовано при изготовлении плоских деталей из высокопрочного чугуна для дальнейшего изготовления из них штампованных изделий.
Высокопрочный чугун характеризуется повышенными литейными свойствами, более плотной структурой, высокой теплостойкостью, хладостойкостью, коррозионной стойкостью. Он может подвергаться сварке и автогенной резке и обладает высоким сопротивлением износу. Из высокопрочного чугуна изготавливают такие изделия, как станины станков, прессов и прокатных станов, корпуса редукторов, гильзы двигателей внутреннего сгорания и компрессоров, распределительные и коленчатые валы, пальцы траков гусеничных машин, крупномодульные шестерни, зубчатые колеса. Благодаря перечисленному комплексу технологических и эксплуатационных свойств изделия из высокопрочного чугуна пользуются повышенным спросом при производстве транспортеров, а также в сельскохозяйственном машиностроении при производстве комбайнов, сеялок, косилок и других уборочных машин, в которых получили распространение цепные передачи. Традиционной технологией изготовления чугунных деталей является литье с последующей механической обработкой, к недостаткам которой относится газовая пористость, снижающая механические характеристики, кроме того, изделия небольших размеров литьем получать экономически не выгодно.
Наиболее уязвимыми звеньями привода цепных передач являются собственно цепь и звездочки. Согласно ГОСТ 592-81 «Звездочки для пластинчатых цепей. Методы расчета и построения профиля зубьев. Предельные отклонения» одноходовые звездочки представляют собой плоские детали, которые целесообразно изготавливать с помощью разделительных операций листовой штамповки: вырубкой наружного контура с зубчатым венцом и пробивкой центрального отверстия для установки на вал. Для этой цели в качестве исходного металла используют плоские заготовки в виде полос или листов.
Поиск показал, что в настоящее время листовые заготовки из чугунов необходимой толщины промышленностью не выпускаются.
Плоские детали можно получить по технологии, предложенной в НИТУ МИСиС [Кобелев О.А. Моделирование и совершенствование клинового инструмента для развертки кованных труб большого диаметра // Кузнечно-штамповочное производство. Обработка металлов давлением. 2010. №7. С. 27-29], согласно которой полученную ковкой крупногабаритную полую заготовку разрезают и разворачивают с помощью клинового фигурного инструмента. Недостатком технологии является то, что она реализуется с применением большого количества переходов (9-10) и пригодна, в основном, для получения плоских плит больших размеров (до 5000 мм).
Известен другой способ получения крупногабаритных плит из алюминиевых сплавов [Буркин С.П., Разинкин А.В., Исхаков Р.В., Бабайлов Н.А. Анализ новой технологии ковки крупногабаритных плит из алюминиевых сплавов. Металлофизика, механика материалов, наноструктур и процессов деформирования: В 2-х томах. Т. 2. С. 38-49. Труды международной научно-технической конференции. Металлдеформ-2009 (Самара, 3-5 июня 2009 г.). Самара: СГАУ, издательство учебн. литературы, 2009. 366 с], заключающийся в поперечной осадке предварительно надрезанной в 2-х местах кованой трубной заготовки в несколько этапов. Недостатком способа является большая трудоемкость способа, включающего 8-10 переходов.
Из уровня техники известен способ прокатки листовых заготовок из чугуна с шаровидным графитом [Патент №2137560 RU.Способ производства листового проката из чугуна. Опубл. 20.09.1999]. Недостатками известного способа прокатки являются многопереходность процесса (более 5) с необходимостью поворота длинномерной заготовки на 90° и последующей прокаткой за 4-5 переходов, а также недопустимо большой разброс температурно-скоростных режимов прокатки.
К числу немногих известных, принятому за прототип, относится способ изготовления плоских деталей из высокопрочного чугуна, согласно которому предварительно нагретую до 900…1100°C трубную заготовку осаживают на прессе в поперечном направлении за два перехода без нагрева инструмента с получением сдвоенной плоской заготовки и последующим срезанием зон перегиба [Пономарев А.С, Сосенушкин Е.Н. Исследование технологических возможностей разделительных операций для получения полуфабрикатов из высокопрочного чугуна с шаровидным графитом // Состояние, проблемы и перспективы развития кузнечно-прессового машиностроения и кузнечно-штамповочных производств: Сб. докладов и материалов X Конгресса «Кузнец-2010». Рязань, 2010. С. 226-229].
К недостаткам прототипа следует отнести низкую производительность, обусловленную количеством переходов (два) формирования сдвоенной плоской заготовки.
Задачей изобретения является снижение количества переходов без снижения стабильных гарантированных физических и эксплуатационных показателей.
Технический результат - повышение производительности способа изготовления плоских деталей из высокопрочного чугуна за счет снижения количества переходов.
Поставленная задача решается, а заявленный технический результат достигается тем, что в способе изготовления плоских деталей из высокопрочного чугуна, согласно которому предварительно нагретую трубную заготовку осаживают на прессе плоскими бойками в поперечном направлении с получением сдвоенной плоской заготовки и последующим срезанием зон перегиба, нагрев трубной заготовки осуществляют до температуры Т1, удовлетворяющей неравенству 950°c<Т1<TC, а плоские бойки нагревают до температуры Т2, удовлетворяющей неравенству ТМн<Т2<Т1, где TC - температура солидус высокопрочного чугуна, ТМн - температура начала фазовых превращений аустенита в мартенсит в высокопрочном чугуне.
Изобретение основано на следующем.
Экспериментально установлено, что высокопрочный чугун (в определении и номенклатуре действующего в РФ на момент подачи заявки ГОСТ 7293-85. Чугун с шаровидным графитом для отливок. Марки) обладает пластичностью, достаточной для его пластической деформации в изделие с сохранением сплошности материала и его физико-механических характеристик у изделия не хуже, чем в литом изделии, в интервале температур горячей штамповки (ГШ) от 950°C до температуры солидус. При этом, как показывают эксперименты, попытки штамповки выше температуры солидус приводят к разрушению заготовки и/или ее элементов ввиду собирательной рекристаллизации и/или оплавления по границам зерен. При температуре ниже 950°C резко увеличивается сопротивление деформированию высокопрочного чугуна с одновременным снижением пластичности, что приводит к появлению трещин и иного рода разрушений в изделии.
При этом контакт заготовки с инструментом (плоскими бойками пресса), имеющим температуру ниже температуры начала фазовых превращений аустенита в мартенсит в высокопрочном чугуне, инициирует появление в - месте контакта термически напряженной зоны - концентратора напряжений - источника трещинообразования. Причем, как показали эксперименты, нагрев инструмента (плоских бойков пресса) выше температуры начала фазовых превращений аустенита в мартенсит в высокопрочном чугуне, полностью исключает возникновение означенной напряженной зоны, что позволяет осуществить осадку трубной заготовки до сдвоенной плоской заготовки за один переход.
Верхняя граница нагрева инструмента (плоских бойков пресса) обуславливается термостойкостью самого инструмента и температурой солидус высокопрочного чугуна, нагрев заготовки выше которой приводит к разрушению заготовки и/или ее элементов ввиду собирательной рекристаллизации и/или оплавления по границам зерен.
Изобретение поясняется изображениями:
Фиг. 1 - изделие одноходовая звездочка цепной передачи с зубчатым венцом;
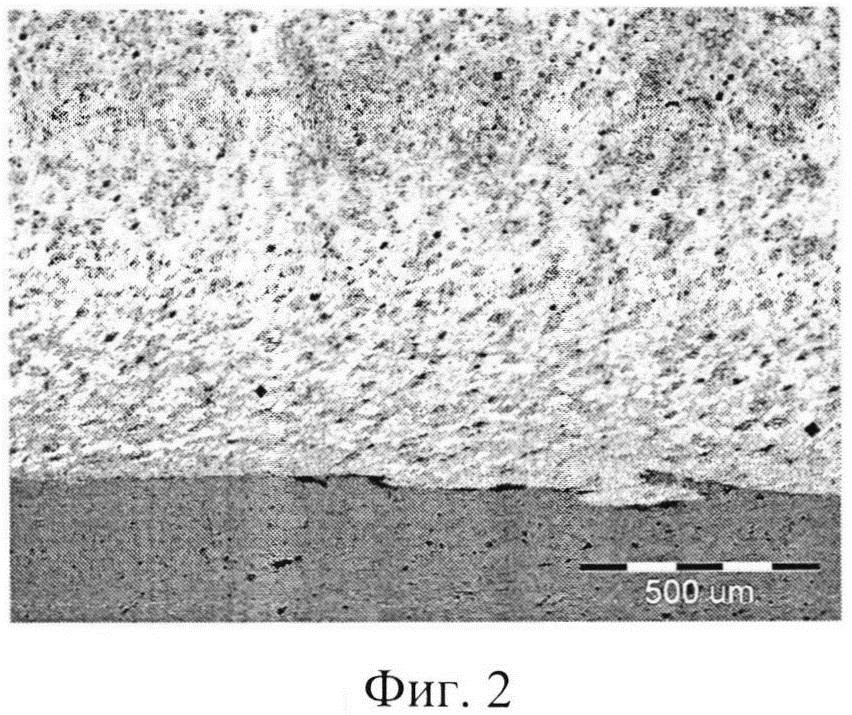
Фиг. 2 - микрошлиф качественной поверхности разделения (без трещин) при соблюдении температурных режимов;
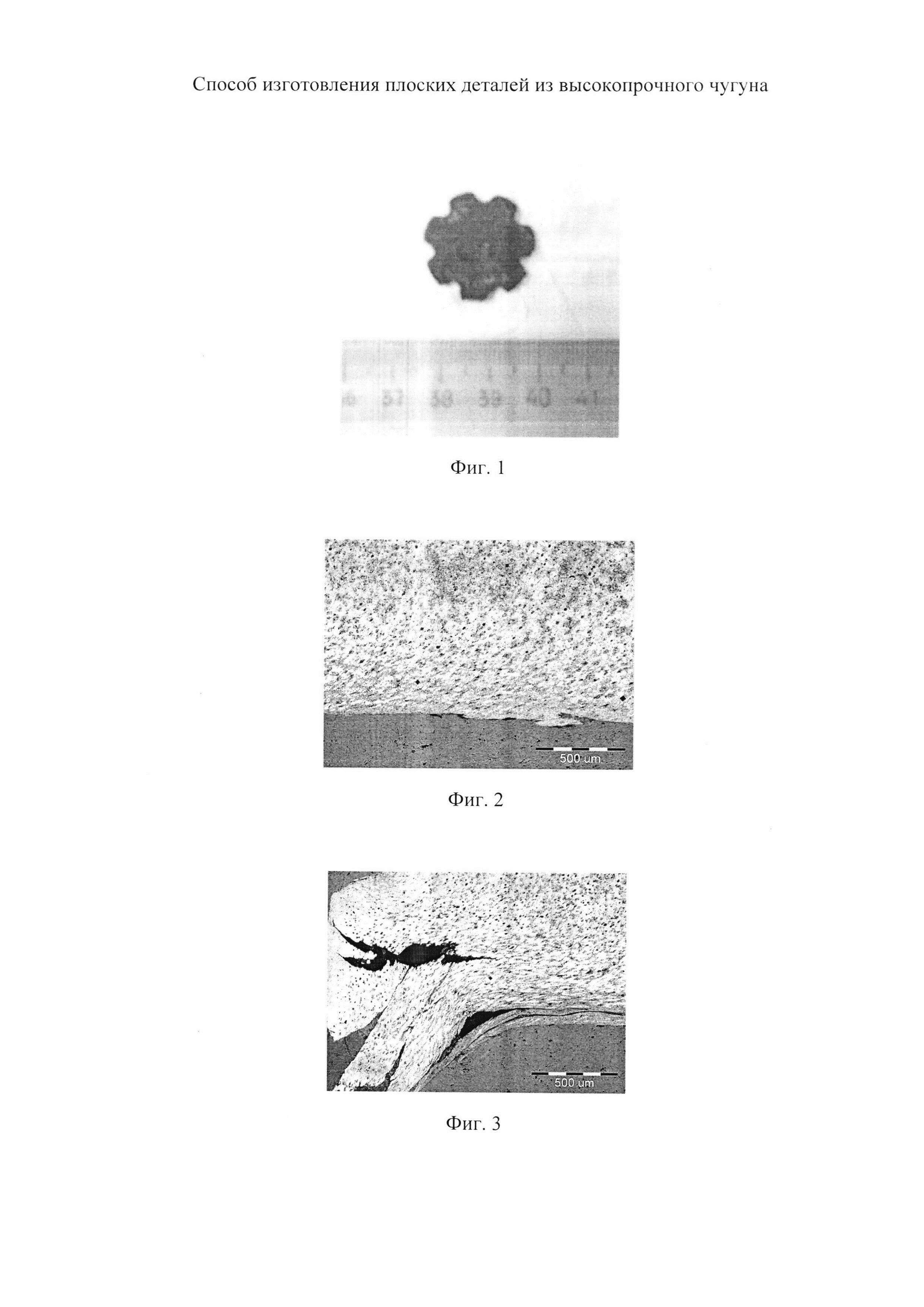
Фиг. 3 - микрошлиф поверхности разделения при нарушении температурных режимов (с трещинами).
Пример осуществления способа изготовления плоских деталей из высокопрочного чугуна.
В технологическом процессе штамповки плоской детали из высокопрочного чугуна типа одноходовой звездочки цепной передачи, имеющей сложный наружный контур с зубчатым венцом, согласно которому предварительно нагретую трубную заготовку осаживают на прессе плоскими бойками в поперечном направлении с получением сдвоенной плоской заготовки и последующим срезанием зон перегиба, нагрев трубной заготовки осуществляют до температуры Т1, удовлетворяющей неравенству 950°С<Ti<TC, а плоские бойки нагревают до температуры Т2, удовлетворяющей неравенству ТМн<Т2<Т1, где TC - температура солидус высокопрочного чугуна, ТМн - температура начала фазовых превращений аустенита в мартенсит в высокопрочном чугуне.
Далее полученную плоскую заготовку нагревают до температуры Т1, удовлетворяющей неравенству 950°C<Т1<TC, а рабочие детали штампа - пуансон и матрицу нагревают до температуры Т2, удовлетворяющей неравенству ТМн<Т2<Т1. Затем в штампе для осуществления разделительных операций из плоской заготовки вырубкой получают плоское изделие (Фиг. 1) со сложным наружным контуром. Операция вырубки осуществлялась на гидравлическом прессе П3234А со стандартными технологической силой Рн=2 МН и скоростью деформирования 4 мм/с.
Экспериментальные исследования показали, что если строго выдерживать указанные температурные интервалы нагрева заготовки и инструмента, то трещин на поверхности разделения в изделии не возникает, что подтверждается микроструктурным анализом (Фиг. 2).И наоборот, если указанные температурные интервалы не выдерживать, то на поверхности разделения появляются нежелательные трещины (Фиг. 3), распространяющиеся вглубь изделия и приводящие к браку.
Из рассмотренных примеров следует, что при соблюдении заявленных в формуле изобретения параметров качество получаемой заготовки полностью удовлетворяет общим требованиям заготовок из высокопрочного чугуна (ГОСТ 7293-85), а выход за пределы заявленных диапазонов ведет к появлению брака.
Изложенное позволяет сделать вывод о том, что при реализации изобретения поставленная задача - снижение количества переходов без снижения стабильных гарантированных физических и эксплуатационных показателей - решена, а заявленный технический результат - повышение производительности способа изготовления плоских деталей из высокопрочного чугуна за счет снижения количества переходов - достигнут.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле изобретения признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к машиностроению, в частности, к области обработки металлов давлением и может быть использовано при получении плоских деталей из высокопрочного чугуна;
- для заявленного объекта в том виде, как он охарактеризован в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна» и «промышленная применимость» по действующему законодательству.
Штамп для получения цилиндрических металлических деталей с однородной мелкозернистой структурой из прутковых заготовок
Способ управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой чпу
Устройство для лазерного спекания изделия из порошкообразных материалов
Устройство для высокоскоростной съемки
Способ управления охлаждением высокоскоростного мотор-шпинделя металлорежущего станка
Способ спекания изделий из порошков твердых сплавов группы wc-co
Способ управления фазовым сдвигом в интерференционных системах
Лазерный интерферометр
Устройство для синтеза и осаждения металлических покрытий на токопроводящих изделиях
Способ получения черного керамокомпозитного изделия
Головка полой насосной штанги
Способ изготовления полой насосной штанги для газонефтяных скважин
Способ формообразования шаровых мелющих тел из чугуна
Штамп для равноканального углового прессования
Способ штамповки изделий из высокопрочного чугуна
Штамп для канального углового прессования
Штамп для равноканального углового прессования
Способ формообразования тонкополотной поковки
Штамп для канального углового прессования
Способ формообразования тонкополотной поковки

