Результат интеллектуальной деятельности: СПОСОБ ВЫПОЛНЕНИЯ ЛИНИЙ СГИБА
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к способу выполнения линий сгиба. Более конкретно, настоящее изобретение относится к усовершенствованному способу выполнения линий сгиба на упаковочном материале, содержащем основной слой, например, на ламинированном упаковочном материале на основе картона, используемом для упаковывания жидких пищевых продуктов. Настоящее изобретение также относится к инструменту для выдавливания и системе для выполнения линий сгиба, содержащей такой инструмент для выдавливания.
Предпосылки создания изобретения
В технологии упаковывания часто используют одноразовые упаковки однократного применения, и очень большую группу данных так называемых одноразовых упаковок однократного применения изготавливают из ламинированного имеющего форму листа или полотна, упаковочного материала, содержащего сравнительно толстый основной слой, например, из бумаги или картона и наружные не проницаемые для жидкостей покрытия из пластика. В определенных случаях, в частности, при упаковывании продуктов, особенно скоропортящихся и чувствительных к воздействию газообразного кислорода, упаковочный материал также включает в себя алюминиевую фольгу для придания упаковкам лучших характеристик непроницаемости по отношению к газу и свету.
В области упаковывания пищевых продуктов и особенно в области упаковывания жидких пищевых продуктов одноразовые упаковки по предшествующему уровню техники в наиболее общем случае изготавливают с помощью современных упаковочных и наполнительных машин такого типа, которые выполняют как формование, так и наполнение и запечатывание готовых упаковок из имеющего форму листа или полотна, упаковочного материала. Подобный способ включает первый этап преобразования полотна упаковочного материала в полую трубу. После этого трубу заполняют соответствующим содержимым и впоследствии разделяют на закрытые, заполненные упаковочные элементы. Упаковочные элементы отделяют друг от друга, и в завершение им придают заданную геометрическую конфигурацию и форму посредством операции формования перед их выгрузкой из упаковочной и наполнительной машины для дальнейшего процесса отделки или транспортировки готовых упаковок и погрузочно-разгрузочных операций с готовыми упаковками.
Для облегчения преобразования упаковочного материала в упаковки, которым придана определенная форма, упаковочный материал выполняют с соответствующим рисунком линий ослабления материала или линий сгиба, образующих линии фальцовки. Помимо облегчения фальцевания линии сгиба в сфальцованном состоянии также способствуют механической прочности и стабильности готовых упаковок; таким образом, упаковки могут быть подвергнуты штабелированию и погрузочно-разгрузочным операциям без риска их деформирования или порчи иным образом при обычных погрузочно-разгрузочных операциях. Помимо этого линии сгиба могут также создать возможность получения особых геометрических характеристик и внешнего вида упаковок.
Были предложены некоторые разные способы выполнения линий сгиба. Например, известен способ, в котором выполняется этап ввода упаковочного материала в зону зажима между двумя приводными роликами. Один из роликов выполнен с некоторой схемой расположения полосообразных элементов для образования линий сгиба, в то время как другой ролик выполнен с соответствующей схемой расположения углублений.
В вышеупомянутых способах упаковочный материал сдавливается между жесткими полосообразными элементами/углублениями роликов для выдавливания. Следовательно, упаковочный материал будет подвергнут значительным напряжениям, в результате чего его целостность может быть частично нарушена и, тем самым, он может быть ослаблен.
Полосообразные элементы, предназначенные для образования линий сгиба, и углубления вызовут увеличенные напряжение и деформацию в упаковочном материале, особенно в тех местах, где упаковочный материал расположен в непосредственной близости от вертикальных краев полосообразного элемента, то есть краев, определяющих ширину полосообразного элемента. Таким образом, каждый полосообразный элемент/каждое углубление вызовут образование линии сгиба, имеющей две зоны повышенного напряжения, то есть вызванного напряжения, или две зоны инициирования сдвигового надлома, при этом данные зоны проходят вдоль линии сгиба и отделены друг от друга массой материала, при этом ширина данной массы приблизительно такая же, как ширина полосообразного элемента. Таким образом, упаковочный материал будет сфальцован вдоль двух параллельных линий инициирования надлома или продолжений зон инициирования сдвигового надлома вдоль линии сдвига, расположенных на расстоянии друг от друга. Масса материала между зонами инициирования надлома превращается в зону надлома, имеющую больший размер, в сфальцованном состоянии, при этом указанная зона надлома образует шарнир двойного действия с двумя осями поворота. Фальцевание может быть симметричным относительно двух линий надлома, но наиболее часто оно является несимметричным относительно данных одной или другой линии. Поскольку фальцевание может происходить с равной вероятностью у обеих линий инициирования надлома, обстоятельства будут определять, вдоль какой линии упаковочный материал будет сфальцован несимметрично. Таким образом, упаковочный материал может быть сфальцован вдоль первой линии инициирования надлома на некоторых участках линии сгиба и затем может «переключиться» на фальцовку вдоль другой линии и снова обратно. Подобная непредсказуемая и неточная фальцовка приведет к сгибу на сфальцованной упаковке, который является менее четким, чем желательно. Качество готовой упаковки имеет важное значение, особенно в том случае, когда дело касается упаковывания жидких пищевых продуктов и асептических упаковок. К упаковкам предъявляются очень высокие требования для гарантирования безопасности пищевых продуктов, при этом одновременно упаковки должны быть устойчивыми и имеющими геометрически четко выраженные границы для улучшения хранения и погрузочно-разгрузочных операций. Авторы изобретения осознали, что стабильность размеров упаковок может быть повышена за счет использования способов, обеспечивающих возможность получения резких краев и углов в местах расположения линий сгиба. При обычной технологии образования линий сгиба отпечаток или тиснение с большей глубиной обеспечивает улучшенный сгиб и более высокую жесткость при захвате упаковки, изготовленной с такими сгибами, полученными фальцовкой. Однако при линиях сгиба с большей глубиной тиснения/вдавливания будет существовать повышенный риск чрезмерного нарушения целостности основного слоя упаковочного материала и даже его разрезания или его значительного ослабления. В том случае, когда к упаковочному материалу путем ламинирования присоединяют тонкую фольгу из алюминия, функционирующую в качестве барьера для кислорода, также существует повышенный риск образования трещин в алюминиевой фольге вследствие отпечатков с большей глубиной, что приводит к образованию мест с захваченным воздухом, которые делают алюминиевую фольгу менее прочной вследствие того, что она не опирается на соседние слои.
Следовательно, существует потребность в усовершенствованных способе и системе для выполнения линий сгиба на упаковочном материале, которые обеспечивают возможность повышения стабильности размеров готовых упаковок без снижения качества и безопасности упаковок.
Сущность изобретения
Следовательно, задача настоящего изобретения состоит в разработке способа и системы, преодолевающих вышеупомянутые недостатки.
Идея настоящего изобретения состоит в разработке способа и системы для выполнения линий сгиба на упаковочном материале, подлежащем фальцовке, при этом каждая линия сгиба имеет только одну наблюдаемую зону, подвергнутую воздействию увеличенного напряжения сдвига и, следовательно, вызванной деформации. Это означает, что линия сгиба при фальцовке будет создавать зону надлома, вызываемую инициированием разрушения или надлома, образующую непрерывный шарнирный механизм, имеющий одну ось поворота.
В соответствии с первым аспектом предложен способ выполнения линий сгиба на упаковочном материале, имеющем основной слой. Способ включает этапы размещения материала, на котором должны быть образованы линии сгиба, между упругой опорой и инструментом для выдавливания, имеющим, по меньшей мере, один гребнеобразный выступ, обращенный к опоре, и поджима гребнеобразного выступа по направлению к опоре таким образом, чтобы упаковочный материал подвергался образованию отпечатка, при этом ширина отпечатка непрерывно увеличивается по мере поджима гребнеобразного выступа к опоре. Каждая линия сгиба имеет только одну линию инициирования разрушения или надлома, предназначенную для облегчения одной операции фальцовки и соответствующую одному гребнеобразному выступу на инструменте для выдавливания.
В соответствии с одним вариантом осуществления изобретения основной слой представляет собой волокнистый слой, такой как слой, содержащий один или более однородных слоев волокон. В соответствии с дополнительным вариантом осуществления основной слой является волокнистым и имеет плотность, превышающую 300 кг/м3, и показатель жесткости при изгибе, составляющий от 6,0 до 24,0 Нм6/кг3, в соответствии со способом ISO 2493-1 и SCAN-P-29:95 (эквивалентно 0,5-2,0 Нм7/кг3).
Этап поджима гребнеобразного выступа по направлению к опоре может быть выполнен так, что ширина отпечатка будет увеличиваться симметрично вдоль средней линии отпечатка.
Этап поджима гребнеобразного выступа по направлению к опоре может быть выполнен так, что ширина отпечатка будет увеличиваться несимметрично вдоль средней линии отпечатка.
Этап поджима гребнеобразного выступа по направлению к опоре может быть выполнен так, что ширина отпечатка будет непрерывно увеличиваться до тех пор, пока линия сгиба не будет полностью выдавлена.
Этап размещения упаковочного материала между упругой опорой и инструментом для выдавливания может быть выполнен посредством подачи упаковочного материала через зону зажима, образованную между роликом, представляющим собой упругую опору, и роликом, представляющим собой инструмент для выдавливания.
Этап поджима гребнеобразного выступа по направлению к опоре может быть выполнен посредством приведения в движение, по меньшей мере, одного из указанных роликов.
Упаковочный материал в некоторых вариантах осуществления может содержать ламинат, имеющий слой основного материала, покрытый пластиковыми покрытиями с каждой его стороны.
В соответствии со вторым аспектом предложен упаковочный материал, имеющий основной слой и, по меньшей мере, одну линию сгиба, выполненную способом согласно первому аспекту.
В соответствии с третьим аспектом предложен упаковочный контейнер, содержащий упаковочный материал согласно второму аспекту, сфальцованный вдоль указанной, по меньшей мере, одной линии сгиба.
В соответствии с четвертым аспектом предложен инструмент для выдавливания линий сгиба, предназначенный для использования в способе согласно первому аспекту. Инструмент для выдавливания содержит плиту, от которой, по меньшей мере, один гребнеобразный выступ проходит в направлении нормали, при этом гребнеобразный выступ имеет базовую часть и часть для выполнения отпечатка, при этом ширина части для выполнения отпечатка непрерывно уменьшается от базовой части до вершины.
Вершина может иметь кривизну, соответствующую радиусу, находящемуся в диапазоне от 0,1 до 0,5 мм.
В некоторых вариантах осуществления плита снабжена средствами для крепления инструмента для выдавливания к ролику или к плоскому штампу.
В некоторых вариантах осуществления часть для выполнения отпечатка является симметричной вдоль средней линии, и в некоторых вариантах осуществления часть для выполнения отпечатка является несимметричной вдоль средней линии.
В соответствии с пятым аспектом предложена система для выполнения линий сгиба на упаковочном материале, имеющем основной слой. Система содержит упругую опору, инструмент для выдавливания согласно четвертому аспекту и средства для поджима гребнеобразного выступа указанного инструмента для выдавливания по направлению к опоре так, чтобы материал, на котором должны быть образованы линии сгиба и который размещен между опорой и инструментом для выдавливания, подвергался образованию отпечатка.
Упругая опора может быть выполнена в виде опорного ролика и инструмент для выдавливания может быть предусмотрен на ролике, представляющем собой инструмент для выдавливания.
Ролик, представляющий собой упругую опору, может иметь наружную поверхность, образованную упругим материалом, обладающим способностью к упругому деформированию, таким как материал с составом, содержащим резину или полимер, имеющий эластомерные свойства.
Диаметр опорного ролика может отличаться от диаметра ролика, представляющего собой инструмент для выдавливания, и один из роликов может быть выполнен с возможностью смещения в аксиальном направлении.
Следует отметить, что термин «упаковочный материал, имеющий основной слой» следует во всей данной заявке толковать в широком смысле как охватывающий основные слои из одного слоя, такого как бумага, тонкий картон, картон или другой материал на целлюлозной основе, а также многослойные ламинаты, содержащие, по меньшей мере, один слой основного материала и дополнительные слои пластика. Помимо этого данный термин также следует толковать как охватывающий ламинаты, включающие в себя различные барьеры, такие как алюминиевая фольга, полимерные пленки барьерных материалов, пленки, покрытые барьерным слоем, и т.д. Таким образом, термин «упаковочный материал, имеющий основной слой» охватывает материал, готовый к использованию для наполнения или упаковывания, а также материал, который будет подвергнут дополнительной обработке, такой как ламинирование, перед тем, как он будет готов к использованию в целях упаковывания.
Краткое описание чертежей
Эти и другие аспекты, признаки и преимущества, которые может обеспечить изобретение, будут очевидными и проясненными из нижеприведенного описания вариантов осуществления настоящего изобретения, выполненного со ссылкой на сопровождающие чертежи, в которых:
фиг.1 представляет собой схематическое изображение фасовочной машины для получения отдельных упаковок;
фиг.2а представляет собой вид сбоку системы для выполнения линий сгиба в соответствии с одним вариантом осуществления;
фиг.2b представляет собой вид спереди системы, показанной на фиг.2а;
фиг.3 представляет собой вид сбоку системы для выполнения линий сгиба в соответствии с дополнительным вариантом осуществления;
фиг.4 представляет собой вид сверху инструмента для выдавливания линий сгиба в соответствии с одним вариантом осуществления;
фиг.5 представляет собой вид сверху части полотна упаковочного материала;
фиг.6а-f представляют собой сечения гребнеобразного выступа инструмента для выдавливания линий сгиба в соответствии с различными вариантами осуществления;
фиг.7а-i представляют собой сечения плиты инструмента для выдавливания линий сгиба в соответствии с различными вариантами осуществления;
фиг.8а-b представляют собой сечения плиты инструмента для выдавливания линий сгиба в соответствии с дополнительными вариантами осуществления;
фиг.8с представляет собой сечение плиты инструмента для выдавливания в соответствии с одним вариантом осуществления;
фиг.9а представляет собой сечение системы по предшествующему уровню техники, предназначенной для выполнения линий сгиба;
фиг.9b представляет собой вид сбоку упаковочного материала, подвергнутого воздействию системы по предшествующему уровню техники, показанной на фиг.9а;
фиг.9с-d представляют собой сечения линии сгиба по предшествующему уровню техники;
фиг.10а представляет собой сечение системы для выполнения линий сгиба в соответствии с одним вариантом осуществления;
фиг.10b представляет собой вид сбоку упаковочного материала, подвергнутого воздействию системы по фиг.10а;
фиг.10с представляет собой сечение линии сгиба упаковочного материала, показанного на фиг.10b;
фиг.11 представляет собой вид сверху упаковочного материала, предназначенного для использования вместе со способом в соответствии с одним вариантом осуществления;
фиг.12 представляет собой изометрическое изображение упаковки в соответствии с одним вариантом осуществления;
фиг.13 представляет собой схематическое изображение способа в соответствии с одним вариантом осуществления;
фиг.14а представляет собой изображение линии сгиба в соответствии с изобретением, видимой посредством микроскопа с 50-кратным увеличением, со стороны декора, то есть с наружной стороны упаковочного материала, имеющего основной слой;
фиг.14b представляет собой изображение линии сгиба по предшествующему уровню техники, видимой посредством микроскопа с 50-кратным увеличением, со стороны декора, то есть с наружной стороны упаковочного материала такого же типа, имеющего основной слой;
фиг.15а схематически показывает профиль поперечного сечения линии сгиба по изобретению по фиг.10а-с, оцениваемой прибором Creasy;
фиг.15b схематически показывает профиль поперечного сечения линии сгиба по предшествующему уровню техники по фиг.9а-d, оцениваемой прибором Creasy;
фиг.16 представляет собой такое же изображение, как на фиг.10с, с указаниями, как измерять ширину 161 зоны 54 надлома, толщину 162 упаковочного материала и толщину 163 зоны 54 надлома;
фиг.17а иллюстрирует неповрежденные линии сгиба, как они должны выглядеть на изображении под микроскопом перед выполнением измерений для их оценки;
фиг.17b иллюстрирует поврежденные линии сгиба, которых следует избегать при определении характеристик, рассматриваемых в данной заявке;
фиг.18а представляет собой полученное увеличивающим объективом камеры изображение плоского, еще не подвергнутого фальцовке, упаковочного материала по предшествующему уровню техники в угловой зоне упаковки Tetra Brik;
фиг.18b представляет собой полученное увеличивающим объективом камеры изображение плоского, еще не подвергнутого фальцовке, упаковочного материала с линиями сгиба, выполненными в соответствии со способом по изобретению, в угловой зоне упаковки Tetra Brik; и
фиг.18с представляет собой схематическую иллюстрацию значения по существу пересекающихся линий сгиба по изобретению, то есть почти пересекающихся линий сгиба, то есть линий сгиба, почти соединенных с точкой пересечения так, что они будут автоматически удлиняться и затем пересекаться при фальцовке.
Подробное описание
Упаковочный материал, имеющий основной слой, может быть использован во многих различных применениях для выполнения экономичных, не оказывающих отрицательного воздействия на окружающую среду и технически лучших упаковок для огромного количества продуктов. При упаковывании жидких продуктов, например, при упаковывании жидких пищевых продуктов упаковочный материал на основе картона часто используется для образования готовых отдельных упаковок. Упаковочный материал на основе картона выполнен с конфигурацией, обеспечивающей его пригодность для упаковывания жидкостей, и имеет в соответствии с одним вариантом осуществления определенные свойства, пригодные для данной цели. Таким образом, упаковочный материал имеет основной слой из картона, который выполняет требования, связанные с приданием жидкости и стабильности размеров упаковочному контейнеру, изготовленному из упаковочного материала. Таким образом, обычно используемый картон представляет собой волокнистый тонкий картон, то есть фибровый картон, имеющий основу из сетчатой структуры из целлюлозных волокон, обладающий соответствующей плотностью, жесткостью и способностью противодействовать возможному воздействию влаги. С другой стороны, нефибровый картон на основе целлюлозы типа гофрированного картона или сотовидного или ячеистого картона представляет собой так называемый конструкционный картон и не пригоден для цели данного изобретения. Подобный конструкционный картон фальцуют и выполняют с линиями ослабления, предназначенными для фальцовки, посредством механизмов, отличных от настоящего изобретения. Данный картон создан в соответствии с принципом двутавровой балки, в соответствии с которым средний слой структуры (например, гофрированный, сотовидный, ячеистый) при ламинировании размещают между тонких «полок» из бумажных слоев. Вследствие неоднородности среднего слоя структуры наружные «полки» присоединены к подобному среднему слою структуры только в ограниченных зонах или точках и не присоединены к нему на всех их поверхностях. При таких основных слоях линия ослабления может быть получена простым сжатием среднего слоя структуры посредством сдавливания трехслойного основного материала вместе вдоль некоторой линии так, чтобы пустые внутренние пространства (такие как ячейки пористого материала, сотовидные ячейки или зоны между гофрированными волнообразными рельефными элементами) уплотнялись и устранялись из структуры вдоль данных линий ослабления. В частности, основные слои волокнистого типа или тонкий картон, или картон, применимые для упаковочных материалов и способов по настоящему изобретению, представляют собой, таким образом, волокнистые структуры из однородных волокнистых слоев, которые предпочтительно также конфигурированы в виде конструкции типа двутавровой балки или многослойной конструкции, однако с соответствующим средним слоем и «полками», присоединенными друг к другу на всех их поверхностях, обращенных друг к другу. Типовыми волокнами, пригодными для волокнистой основы, являются целлюлозные волокна из целлюлозы, химической термомеханической целлюлозы, термомеханической целлюлозы, крафт-целлюлозы или тому подобного. В соответствии с одним вариантом осуществления волокнистые основные слои, тонкий картон или картон, пригодные для цели изобретения, имеют плотность, превышающую 300 кг/м3, и показатель жесткости при изгибе, составляющий от 6,0 до 24,0 Нм6/кг3, в соответствии со способом ISO 2493-1 и SCAN-P-29:95 (эквивалентно 0,5-2,0 Нм7/кг3). Показатель жесткости при изгибе рассчитывают как геометрическое среднее значение для направления перемещения полуфабриката в машине и поперечного направления.
Фиг.1 показывает пример такой системы, то есть общую компоновку фасовочной машины 1, используемой для заполнения жидким пищевым продуктом отдельных упаковок 8 на основе картона. Упаковочный материал может подаваться в виде отдельных листов для создания отдельных упаковок в фасовочной машине или в виде полотна материала 2, которое подают в фасовочную машину, как показано на фиг.1. Полотно упаковочного материала 2 обычно поставляют на рынок в больших рулонах 3, при этом фасовочная машина выполнена с конфигурацией, обеспечивающей возможность подачи упаковочного материала 2 из указанных больших рулонов 3 через различные станции обработки, такие как стерилизаторы, формующие секции 4, наполнительные секции 5 и распределительные секции фасовочной машины.
Упаковочный материал 2 может быть преобразован в трубу 6 с открытым концом. Труба 6 расположена вертикально в фасовочной машине 1 и подвергается непрерывному заполнению по мере транспортирования упаковочного материала через фасовочную машину. Когда упаковочный материал 2 и, таким образом, труба 6 перемещается, выполняют поперечные сварные швы для формирования отдельных упаковок из трубы. Каждую упаковку отделяют от трубы сварочным и разрезающим инструментом, функционирующим для выполнения поперечного сварного шва и соответствующего разреза в сваренной зоне, и отдельные упаковки 8 транспортируют для обеспечения возможности отделения последующих упаковок от трубы.
Формующая секция 4 также может быть выполнена с конфигурацией, обеспечивающей возможность фальцовки частей отдельных упаковок, например, для формирования клапанов, плоских концов и т.д. Как можно видеть на фиг.1, формующая секция 4 выполнена с возможностью преобразования цилиндрической формы трубы 6 в прямоугольный или кубовидный или коробчатый элемент, имеющий два закрытых конца. Подобное изменение формы выполняют посредством фальцовки сваренной/запечатанной части трубы 6 вдоль заданных линий 9 сгиба.
Линии 9 сгиба выполняют во время изготовления упаковочного материала. В некоторых вариантах осуществления линии сгиба выполняют непосредственно на картонном слое перед ламинированием, в то время как в некоторых вариантах осуществления линии сгиба выполняют на упаковочном материале после ламинирования картонного слоя.
Следовательно, фасовочная машина 1 получает упаковочный материал 2, уже выполненный с линиями 9 сгиба. Тем не менее, следует понимать, что системы для выполнения линий сгиба, описанные ниже, могут быть выполнены также в виде секции образования линий сгиба, предусмотренной в фасовочной машине.
Далее рассматриваются фиг.2а-2b, на которых показан один вариант осуществления системы 10 для выполнения линий сгиба на упаковочном материале, имеющем основной слой. Система 10 содержит инструмент 12 для выдавливания линий сгиба, выполненный в виде ролика, представляющего собой инструмент для выдавливания, и опору 14 в виде опорного ролика. По меньшей мере, один из роликов 12, 14 является приводным, так что упаковочный материал 2 может подаваться в зону 16 зажима и может проходить через зону 16 зажима, образованную между роликами 12, 14. Как показано на фиг.2а, упаковочный материал 2 для данного варианта осуществления предпочтительно может быть выполнен в виде полотна, в результате чего обеспечивается возможность непрерывной работы системы 10.
Инструмент 12 для выдавливания выполнен с плитой 20, закрывающей, по меньшей мере, часть наружной периферии ролика 12, представляющего собой инструмент для выдавливания. Плита 20 может представлять собой, например, металлический элемент, который может быть изогнут для адаптации к цилиндрической форме ролика 12, или плита 20 может быть образована множеством криволинейных сегментов, которые вместе образуют наружный кожух ролика 12.
Плита 20 содержит, по меньшей мере, один гребнеобразный выступ 22 (см., например, фиг.6-8), проходящий в направлении нормали, то есть радиально наружу по направлению к опорному ролику 14.
Опора 14 образует ролик, имеющий наружный слой 15 из упругого материала, обладающего способностью к упругому деформированию, такого как материал с составом, содержащим резину или полимер, имеющий эластомерные свойства. Упругий материал предпочтительно покрывает всю поверхность ролика 14, находящуюся в контакте с упаковочным материалом, на котором должны быть образованы линии сгиба. Упругий материал может представлять собой, например, резиновый материал, имеющий толщину, составляющую приблизительно 2-50 мм, и имеющий твердость от 70 единиц по шкале А Шора до 80 единиц по шкале D Шора, например, 60 единиц по шкале D Шора или 95 единиц по шкале А Шора.
Предпочтительно, если диаметр ролика 12, представляющего собой инструмент для выдавливания, не равен диаметру опорного ролика 14. Как показано на фиг.2а, опорный ролик 14 имеет меньший диаметр, чем ролик 12, представляющий собой инструмент для выдавливания, однако опорный ролик 14 может иметь больший диаметр, чем ролик 12, представляющий собой инструмент для выдавливания, в некоторых вариантах осуществления. При выполнении разных диаметров роликов 12, 14 гребнеобразные выступы плиты 20 инструмента для выдавливания не будут воздействовать на одни и те же места опорного ролика 14 во время эксплуатации, в результате чего гарантируется повышенная долговечность опорного ролика 14. Таким образом, следует понимать, что в наиболее предпочтительном варианте осуществления диаметр одного из роликов 12, 14 отличается от диаметра другого ролика 12, 14, а также отличается от любых величин, кратных длине окружности другого ролика.
Фиг.2b показывает вид спереди системы 10 по фиг.2а. Плита 20 инструмента для выдавливания выполнена со средствами 21 для крепления плиты 20 к ролику 12, представляющему собой инструмент для выдавливания; средства 21 могут быть выполнены, например, в виде сквозных отверстий, которые могут быть выровнены относительно резьбовых отверстий в ролике 12, так что винты или аналогичные крепежные детали могут быть использованы для крепления плиты 20 к ролику 12. Средства 21 предусмотрены, например, на боковых концах плиты 20.
По меньшей мере, один из роликов 12, 14 может опираться с возможностью бокового смещения во время работы. На фиг.2b опорный ролик 14 показан выполненным с возможностью смещения, в результате чего положение в боковом направлении может быть смещено для гарантирования того, что гребнеобразный выступ плиты 20 не будет воздействовать в одном и том же месте в боковом направлении на опорный ролик 14. Предусмотрены средства (непоказанные), такие как столики для линейного позиционирования, электродвигатели или тому подобное, для обеспечения возможности бокового перемещения одного или обоих из роликов 12, 14.
На фиг.3 показан дополнительный вариант осуществления системы 10ʹ для выполнения линий сгиба на упаковочном материале, имеющем основной слой. Аналогично тому, что было описано со ссылкой на фиг.2а-b, система 10ʹ содержит инструмент 12ʹ для выдавливания и опору 14ʹ. Однако для данного варианта осуществления система 10ʹ выполнена в виде плоского штампа, при этом инструмент 12ʹ для выдавливания выполнен в виде каркасной конструкции, которая может быть поднята и опущена относительно опоры 14, также имеющей форму каркасной конструкции. Инструмент 12ʹ для выдавливания содержит плоскую плиту 20ʹ, имеющую, по меньшей мере, один гребнеобразный выступ 22 (см., например, фиг.6-8), проходящий в направлении нормали, то есть по направлению к опорному ролику 14ʹ. Опора 14ʹ соответственно предусмотрена с упругим слоем 15ʹ. Когда упаковочный материал, имеющий основной слой 2, размещен между инструментом 12ʹ для выдавливания и опорой 14ʹ, может осуществляться управление инструментом 12ʹ для выдавливания для его опускания и поджима к опоре 14ʹ, - таким образом, гребнеобразные выступы плиты 20ʹ выполнят отпечаток на упаковочном материале, при этом указанный отпечаток образует линию сгиба для последующей фальцовки.
Далее рассматривается фиг.4, на которой показана плита 20. Плита 20 выполнена с несколькими гребнеобразными выступами 22, при этом каждый из гребнеобразных выступов 22 образован в виде выступа, проходящего от поверхности плиты 20. Плита 20, показанная на фиг.4, выполнена с конструкцией, обеспечивающей возможность образования линий сгиба, которые могут быть использованы для облегчения фальцовки одной отдельной упаковки. Продольные гребнеобразные выступы 22а будут образовывать линии сгиба, используемые для изменения формы цилиндрического трубчатого элемента до прямоугольного или кубовидного или коробчатого элемента. Поперечные гребнеобразные выступы 22b будут образовывать линии сгиба, используемые для придания концам прямоугольного элемента формы плоских поверхностей, и диагональные гребнеобразные выступы 22с выполнены для образования линий сгиба, которые обеспечат возможность фальцовки клапанов.
Если плита 20 будет смонтирована на ролике 12, представляющем собой инструмент для выдавливания, плита 20 может быть разделена на несколько сегментов 24, при этом каждый сегмент образует часть периферии ролика 12. Плита 20 может быть выполнена с конструкцией, содержащей гребнеобразные выступы, необходимые для образования линий сгиба одной отдельной упаковки. Тем не менее, плита 20 может содержать гребнеобразные выступы 22, используемые для образования линий сгиба множества упаковок. В таком варианте осуществления плита 20, показанная на фиг.4, может быть удлинена в любом направлении (в поперечном направлении в случае более широкого упаковочного материала, в продольном направлении в случае большего диаметра ролика). В некоторых вариантах осуществления плита 20 может быть выполнена в виде гильзы, расположенной так, что она закрывает наружную поверхность ролика 12.
Фиг.5 показывает пример части упаковочного материала 2, имеющего совокупность линий 9 сгиба, выполненных посредством плиты 20. Линии 9 сгиба, показывающие несколько повторяющихся длин упаковок, то есть рисунки, соответствующие каждому упаковочному контейнеру, расположены относительно одной или более линий CL разрезания, при этом упаковочный материал 2 может быть разрезан вдоль линии CL разрезания для образования двух или более отдельных рулонов упаковочного материала перед заполнением и/или фальцовкой. Таким образом, операция образования линий сгиба может выполняться на широком полотне картона или упаковочного материала, которое затем разделяют на отдельные полотна, которые имеют повторяющиеся участки с длиной, соответствующей одной упаковке, и которые имеют ширину только одной упаковки, посредством разрезания или разделения вдоль направления перемещения полотна в машине. При сравнении совокупности линий 9 сгиба упаковочного материала 2 с гребнеобразными выступами 22 плиты 20, показанной на фиг.4, очевидно, что рисунок гребнеобразных выступов на плите 20 перенесен на упаковочный материал 2. Следовательно, упаковочный материал 2 содержит продольные линии 9а сгиба, которые будут способствовать изменению формы цилиндрического трубчатого элемента до прямоугольного или кубовидного, или коробчатого элемента. Поперечные линии 9b сгиба будут способствовать приданию концам прямоугольного элемента формы закрытых нижних и верхних поверхностей, являющихся плоскими в соответствии с некоторыми вариантами осуществления, и диагональные линии 9с сгиба выполнены для того, чтобы способствовать фальцовке клапанов.
В соответствии с одним вариантом осуществления линии 9 сгиба могут быть выполнены только на одной стороне упаковочного материала 2, то есть на стороне, которая будет образовывать наружную сторону готовой упаковки. В соответствии с другим вариантом осуществления они могут быть выполнены на стороне, которая будет образовывать внутреннюю сторону готовой упаковки. В дополнительных вариантах осуществления одна или более линий 9 сгиба могут быть выполнены на одной стороне упаковочного материала, при этом одна или более линий 9 сгиба могут быть выполнены на противоположной стороне упаковочного материала. Каждая линия сгиба имеет только одну линию инициирования надлома, и каждая линия 9 сгиба на упаковочном материале на фиг.5 соответствует одному гребнеобразному выступу 22 на инструменте для выдавливания по фиг.4.
Далее различные варианты осуществления гребнеобразного выступа 22 будут описаны со ссылкой на фиг.6-8. Как уже упомянуто, гребнеобразный выступ 22 образован в виде выступа, проходящего от плоской поверхности плиты 20 инструмента для выдавливания. Выступ имеет некоторую длину, то есть продолжается в направлении, соответствующем направлению линии фальцовки, которая должна быть образована на упаковочном материале, а также ширину, то есть некоторую протяженность в направлении, перпендикулярном к направлению длины и параллельном плоскости плиты 20. Помимо этого гребнеобразный выступ 22 также имеет некоторую высоту, в результате чего трехмерная форма гребнеобразного выступа 20 будет перенесена в виде отпечатка на упаковочный материал.
Как будет понятно из нижеприведенного описания различных вариантов осуществления гребнеобразного выступа 22, все варианты осуществления обеспечивают выполнение отпечатка вследствие выдавливания, при котором гребнеобразный выступ 22 вдавливают в упаковочный материал так, что ширина отпечатка непрерывно увеличивается по мере поджима гребнеобразного выступа 22 к опоре. Для этого гребнеобразный выступ 22 содержит базовую часть 25 и часть 26 для выполнения отпечатка, при этом ширина части 26 для выполнения отпечатка непрерывно уменьшается от базовой части 25 до вершины 27. Как правило, часть 26 для выполнения отпечатка во всем данном описании следует толковать как часть гребнеобразного выступа 22, которая реально образует отпечаток в упаковочном материале 2, то есть часть гребнеобразного выступа 22, находящуюся в контакте с упаковочным материалом 2 во время процесса образования линий сгиба.
Начиная с фиг.6а, показан вариант осуществления гребнеобразного выступа 22. Гребнеобразный выступ 22 имеет часть 26 для выполнения отпечатка, проходящую от базовой части 25; базовая часть 25 расположена рядом с поверхностью плиты 20 и в виде продолжения поверхности плиты 20 (непоказанной). Высота гребнеобразного выступа 22, то есть суммарная высота части 26 для выполнения отпечатка и базовой части 25, составляет приблизительно 3 мм, в то время как ширина гребнеобразного выступа 22 составляет приблизительно 4 мм. Вершина 27 скруглена с радиусом, составляющим приблизительно 0,2 мм, и угол при вершине 27 составляет приблизительно 75°. Во время эксплуатации было обнаружено, что прогиб упругой опоры будет составлять приблизительно 0,5 мм в месте, в котором обеспечивается максимальный сгиб, то есть максимальное вдавливание в упругую опору, то есть в месте расположения вершины 27 гребнеобразных выступов 22. Высота части 26 для выполнения отпечатка предпочтительно немного превышает 0,5 мм, например, находится в диапазоне 1-1,5 мм.
Фиг.6b показывает другой вариант осуществления гребнеобразного выступа 22. Гребнеобразный выступ 22 имеет часть 26 для выполнения отпечатка, проходящую от базовой части 25; базовая часть 25 расположена рядом с поверхностью плиты 20 и в виде продолжения поверхности плиты 20. Высота гребнеобразного выступа 22 составляет приблизительно 3 мм, в то время как ширина гребнеобразного выступа 22 составляет приблизительно 4 мм. Вершина 27 скруглена с радиусом, составляющим приблизительно 0,2 мм, и угол при вершине 27 составляет приблизительно 75°. Гребнеобразный выступ 22 образует выпуклую форму, так что наклонная поверхность, проходящая от вершины 27, является криволинейной. Высота части 26 для выполнения отпечатка может составлять 1-1,5 мм.
Аналогичный вариант осуществления показан на фиг.6с, однако выпуклая форма заменена вогнутой формой. Высота гребнеобразного выступа 22 составляет приблизительно 3 мм, в то время как ширина гребнеобразного выступа 22 составляет приблизительно 4 мм. Вершина 27 скруглена с радиусом, составляющим приблизительно 0,2 мм, и угол при вершине 27 составляет приблизительно 75°. Высота части 26 для выполнения отпечатка может составлять 1-1,5 мм.
На фиг.6d показан дополнительный вариант осуществления гребнеобразного выступа 22. Высота гребнеобразного выступа 22 составляет приблизительно 3 мм, в то время как ширина гребнеобразного выступа 22 составляет приблизительно 4 мм. Вершина 27 скруглена с радиусом, составляющим приблизительно 0,2 мм, и угол при вершине 27 составляет приблизительно 60°, однако быстро уменьшается до приблизительно 80°. Высота части 26 для выполнения отпечатка может составлять 1-1,5 мм.
Фиг.6е и 6f показывают дополнительные варианты осуществления гребнеобразного выступа 22, аналогичные варианту осуществления, показанному на фиг.6а. Тем не менее, на фиг.6е угол при вершине 27 составляет приблизительно 65°, и на фиг.6f угол при вершине 27 составляет приблизительно 55°. Высота части 26 для выполнения отпечатка может составлять 1-1,5 мм.
Фиг.7а-i показывают другие варианты осуществления гребнеобразного выступа 22, имеющего часть 26 для выполнения отпечатка, проходящую от базовой части 25 до вершины 27. Для всех вариантов осуществления высота части 26 для выполнения отпечатка составляет приблизительно 1,5 мм. Размеры части 26 для выполнения отпечатка приведены ниже, при этом d1 представляет собой угол между горизонтальной плоскостью и направлением протяженности одной из сторон треугольной формы (см. фиг.7а), d2 представляет собой угол при вершине 27, и d3 представляет собой радиус вершины 27.
|
Варианты осуществления по фиг.7а-i могут быть модифицированы, так что базовые части 25 могут образовывать часть плоской или слегка изогнутой поверхности плиты 20 инструмента для выдавливания.
Для всех вариантов осуществления, описанных со ссылкой на фиг.6 и 7, гребнеобразный выступ 22 является асимметричным, то есть d1 ≠ (180-d2)/2. Данная особая конфигурация имеет некоторые преимущества, которые будут дополнительно описаны ниже.
На фиг.8а-b показаны два варианта осуществления, в которых гребнеобразный выступ 22 является симметричным вдоль средней линии, проходящей в направлении нормали от плиты 20, то есть d1=(180-d2)/2. Гребнеобразный выступ 22 имеет высоту, составляющую приблизительно 21,5 мм, из которой высота базовой части 25 составляет приблизительно 20 мм; следовательно, высота части 26 для выполнения отпечатка составляет приблизительно 1,5 мм. На фиг.8а d1=15°, при этом радиус вершины составляет приблизительно 0,4 мм. На фиг.8b d1=70°, при этом радиус вершины составляет приблизительно 0,4 мм. Варианты осуществления по фиг. а-b могут быть модифицированы, так что базовые части 25 могут образовывать часть плоской или слегка изогнутой поверхности плиты 20 инструмента для выдавливания.
Фиг.8с показывает дополнительный вариант осуществления конфигурации гребнеобразного выступа 22, включающего в себя базовую часть 25, часть 26 для выполнения отпечатка и вершину 27. Показана плита 20, содержащая, по меньшей мере, два разнесенных гребнеобразных выступа 22, каждый из которых проходит для образования продольного конструктивного элемента, пригодного для выполнения линии сгиба на упаковочном материале. Поперечное сечение гребнеобразных выступов 22 является треугольным, при этом базовая часть 25 образована нижней частью гребнеобразного выступа 22, то есть частью, расположенной рядом с плоской поверхностью плиты 20. Часть 26 для выполнения отпечатка, то есть часть гребнеобразного выступа 22, находящаяся в контакте с упаковочным материалом 2 во время образования линий сгиба, проходит от базовой части 25 до вершины 27.
Для полного разъяснения преимуществ использования описанных гребнеобразных выступов 22 в способе или системе для выполнения линий сгиба на упаковочном материале, имеющем основной слой, будут приведены некоторые комментарии в отношении системы по предшествующему уровню техники, в которой используется ранее известный тип выступа.
На фиг.9а показана часть системы 30 по предшествующему уровню техники. Система имеет инструмент 32 для выдавливания с полосообразным элементом 34 для образования линий сгиба, выполненным в виде прямоугольного профиля. Инструмент 32 для выдавливания расположен рядом с опорой 36, имеющей углубление 37 для сопряжения с полосообразным элементом 34, предназначенным для образования линий сгиба. Во время эксплуатации упаковочный материал 38 размещают между инструментом 32 для выдавливания и опорой 36, и по мере поджима инструмента 32 для выдавливания к опоре 36 упаковочный материал 38 будет подвергаться выдавливанию для придания ему формы, соответствующей форме зоны сопряжения между полосообразным элементом и углублением. Вследствие прямоугольной формы полосообразного элемента 34, предназначенного для образования линий сгиба и включающего в себя вертикальные боковые стенки соответствующей части для выполнения отпечатка, ширина отпечатка не будет непрерывно увеличиваться по мере поджима полосообразного элемента к опоре. Вместо этого ширина отпечатка будет в значительной степени постоянной в течение всего выдавливания.
Данный способ выполнения линий сгиба на упаковочном материале обеспечит создание двух зон 39 инициирования сдвигового надлома в упаковочном материале в местах, соответствующих положениям вертикальных боковых стенок полосообразного элемента 34, предназначенного для образования линий сгиба. Зоны 39 инициирования сдвигового надлома в сочетании с массой 40 материала у линии сгиба приведут к локальному уменьшению сопротивления изгибу, в результате чего большая зона 41 надлома будет образована между двумя зонами 39 инициирования надлома при последующей фальцовке упаковочного материала. Это показано на фиг.9b, на которой упаковочный материал 38 проиллюстрирован после выполнения на нем линий сгиба посредством системы 30, показанной на фиг.9а. Получающуюся в результате линию сгиба, то есть зону 41 надлома, можно описать как шарнир двойного действия, то есть шарнир, имеющий более одной оси поворота. На фиг.9с показан пример фальцовки вдоль линии сгиба, формирующей таким образом зону 41 надлома. Вследствие двух зон 39 инициирования сдвигового надлома, каждая из которых образует ось поворота для фальцовки, упаковочный материал 38а, расположенный с первой стороны зоны 41 надлома, может быть загнут по отдельности и отдельно от упаковочного материала 38b, расположенного с противоположной стороны зоны 41 надлома. Таким образом, линия 40 сгиба приведет к образованию зоны 41 надлома при фальцовке, при этом указанная зона надлома, как правило, имеет ширину, которая больше удвоенной толщины упаковочного материала, в результате чего создается возможность разной фальцовки; при этом на фиг.9d показан один дополнительный пример, в котором упаковочный материал 38 был согнут почти только в месте расположения одной из зон 39 инициирования сдвигового надлома. На данной фигуре ширина зоны 41 надлома равна расстоянию между двумя зонами 39 инициирования сдвигового надлома. Как можно видеть, ширина зоны 41 надлома более чем в два раза превышает толщину материала после фальцовки.
Таким образом, после фальцовки зона 41 надлома образует «рояльную петлю» или шомпольный шарнир, имеющий длину, соответствующую полной длине сгиба. Двойное действие, как правило, обеспечивается двумя осями, проходящими параллельно вдоль всей длины и соответствующими положению зон 39 инициирования сдвига, вокруг которых может происходить сгиб. В некоторых исключительных случаях могут быть образованы две зоны надлома, имеющие меньший размер и расположенные рядом друг с другом, вместо одной большой зоны надлома между двумя зонами 39 инициирования сдвигового надлома. Это не является характерным для сгиба, образованного линиями сгиба по предшествующему уровню техники, и если это наблюдают при измерениях, ширину двух зон надлома, имеющих меньший размер, следует просуммировать и воспринимать как одну общую ширину зоны надлома.
Таким образом, каждый полосообразный элемент/каждое углубление, предназначенные для образования линий сгиба, вызовут образование линии сгиба, имеющей две зоны повышенного напряжения, при этом под напряжением понимается вызванное механическое напряжение, или две зоны инициирования сдвигового надлома, при этом данные зоны проходят вдоль линии сгиба и отделены друг от друга массой материала, при этом ширина данной массы приблизительно такая же, как ширина полосообразного элемента. Таким образом, упаковочный материал будет сфальцован вдоль двух параллельных линий инициирования надлома, расположенных на расстоянии друг от друга. Масса материала между линиями/зонами инициирования надлома, как правило, превращается в зону надлома, имеющую больший размер, в сфальцованном состоянии, при этом указанная зона надлома образует шарнир двойного действия с двумя осями поворота. Фальцевание может быть симметричным относительно двух линий надлома или несимметричным относительно данных одной или другой линии. Поскольку фальцевание может происходить с равной вероятностью или у данной одной, или у другой линии инициирования надлома, обстоятельства будут определять, вдоль какой линии упаковочный материал будет сфальцован несимметрично. Таким образом, упаковочный материал может быть сфальцован вдоль первой линии инициирования надлома на некоторых участках линии сгиба и затем может «переключиться» на фальцовку вдоль другой линии и снова обратно непредсказуемым образом. Подобная непредсказуемая и неточная фальцовка приведет к сгибу на сфальцованной упаковке, который является менее четким, чем желательно. Соответственно, при выполнении подобных стандартных линий сгиба по предшествующему уровню техники эффект ослабления большей частью и почти полностью обеспечивается за счет сдвига и расслоения в пределах зон надлома и инициирования надлома.
Далее рассматриваются фиг.10а-с, на которых показана система 10 в соответствии с одним вариантом осуществления настоящего изобретения. Система 10 содержит плиту 20 или в виде плоского тела, используемого в плоских штампах, или в виде слегка изогнутого тела, соответствующего по форме цилиндрической форме соответствующего ролика для выдавливания. Плита 20 выполнена с одним или несколькими гребнеобразными выступами 22 в соответствии с вышеприведенным описанием; гребнеобразный выступ 22 проходит в направлении нормали и имеет базовую часть и часть для выполнения отпечатка, при этом ширина части для выполнения отпечатка непрерывно уменьшается от базовой части к вершине. Плита образует часть инструмента 12 для выдавливания. Система 10 дополнительно содержит упругую опору 14, например, в виде ролика. Опора 14 полностью покрыта упругим материалом 15, по меньшей мере, в зонах, соответствующих местам, в которых гребнеобразные выступы 22 будут прижиматься к ней. Кусок упаковочного материала, имеющего основной слой 2, размещают между инструментом 12 для выдавливания и опорой 14. Упаковочный материал, имеющий основной слой 2, является таким же, как упаковочный материал 38 по фиг.9а-d.
Во время эксплуатации упаковочный материал 2 размещают между инструментом 12 для выдавливания и опорой 14, и по мере поджима инструмента 12 для выдавливания к опоре 14 упаковочный материал 2 будет подвергаться выдавливанию для придания ему формы, соответствующей форме гребнеобразного выступа 22. Таким образом, упругий слой 15 будет сжиматься или деформироваться, что обеспечивает возможность изменения формы упаковочного материала 2. Вследствие треугольной формы гребнеобразного выступа 22, не имеющего вертикальных боковых стенок или имеющего только одну вертикальную боковую стенку, ширина отпечатка будет непрерывно увеличиваться по мере поджима гребнеобразного выступа 22 к опоре 14. Таким образом, выдавленная линия сгиба на упаковочном материале, имеющем основной слой, будет образована в виде удлиненной канавки, имеющей треугольный профиль. Каждая линия сгиба имеет только одну линию инициирования надлома, имеющую вызванное напряжение. Основной слой является волокнистым и содержит один или более однородных слоев волокон. Треугольный профиль может быть оценен посредством прибора Creasy, который представляет собой переносную измерительную систему на основе камеры, используемую для измерения и документирования размеров, углов и симметрии сгибов и отогнутых краев упаковочного материала. Прибор промышленно изготавливается и поставляется на рынок компанией Peret/Bobst. Оценки, выполненные в связи с настоящим изобретением посредством данного оборудования, были выполнены в соответствии с временным руководством для пользователя, версия 1.5.9, датированная 27 мая 2014. Таким образом, профиль поперечного сечения линий сгиба, проходящих в направлении перемещения полуфабриката в машине, то есть в направлении вдоль волокон волокнистого основного слоя, оценивался с наружной стороны, то есть со стороны декора упаковочного материала, которая будет образовывать наружную сторону упаковочного контейнера, изготовленного из него. Таким образом, оценка выполнялась на не подвергнутом фальцовке, упаковочном материале и для линий сгиба, направленных вдоль волокон основного слоя. Оценка выполнялась для неповрежденных, прямых линий сгиба при отсутствии печати или при однородной печати на них и вокруг них.
Кроме того, выдавленная линия сгиба имеет толщину, уменьшенную на 5% - 25%, например, на 10-25% от толщины упаковочного материала без линий сгиба, при этом толщину также оценивали посредством прибора Creasy.
Как видно на фиг.15а, линия сгиба, полученная способом по изобретению, имеет треугольный профиль в отличие от более прямоугольного профиля, получаемого способом образования линий сгиба по предшествующему уровню техники, подобного показанному на фиг.15b и описанному в связи с фиг.9. Прямоугольный профиль линии сгиба по предшествующему уровню техники соответствует инструменту для образования линий сгиба, имеющему охватываемый выступ 34 и охватывающую канавку 37, которые имеют прямоугольную форму, как показано на фиг.9а.
Способ выполнения линий сгиба в соответствии с изобретением на упаковочном материале, имеющем основной слой, в отличие от способа по предшествующему уровню техники, описанного в связи с фиг.9а, обеспечит создание только одной существенной зоны 52 инициирования сдвигового надлома в упаковочном материале 2 в месте, соответствующем положению боковой стенки части для выполнения отпечатка, особенно в том случае, когда используется асимметричный гребнеобразный выступ 22 (подобный показанному на фиг.10а). При наличии асимметричной предназначенной для выполнения отпечатка части гребнеобразного выступа будет образована одна особенно четко определенная зона, в которой в значительной мере происходит инициирование сдвигового надлома и которая обеспечивает очень четко очерченную зону 54 надлома при фальцовке. При приведении в действие инструмента 12 для выдавливания приложенная сила вызовет напряжения снизу на стороне упаковочного материала, обращенной к плите 20.
Если используется симметричная часть для выполнения отпечатка, виден аналогичный эффект, то есть обнаруживается одна концентрированная и четко определенная зона инициирования надлома. Однако симметричный отпечаток на упаковочном материале, имеющем основной слой, становится более «резким», и при выполнении способа критически важно контролировать работу в пределах «узкого окна» рабочих режимов для избежания простого прорезания материала симметричным треугольным ножом инструмента для выдавливания. Таким образом, несимметричные ножи для образования линий сгиба обеспечивают более четко определенные сгибы и обеспечивают возможность более устойчивой работы при образовании линий сгиба. Устойчивость становится особенно важной при выполнении операций образования линий сгиба при вращении с высокой скоростью вращения, например, от 100 м/мин и выше, например, от 300 м/мин и выше, например, от 500 м/мин и выше.
Помимо инициирования сдвигового надлома в соответствии с данным способом будет иметь место уменьшение толщины упаковочного материала 2, а именно за счет треугольной формы гребнеобразного выступа 22, не имеющего вертикальных боковых стенок или имеющего только одну вертикальную боковую стенку, и за счет того, что ширина отпечатка непрерывно увеличивается по мере поджима гребнеобразного выступа 22 к опоре 14.
Таким образом, линии сгиба в соответствии с изобретением обеспечивают уменьшение толщины упаковочного материала, подвергнутого выдавливанию/образованию отпечатка или тиснению, по сравнению с материалом, не подвергнутым образованию линий сгиба, которое составляет от приблизительно 5% до приблизительно 25%, например, от приблизительно 10 до приблизительно 25%. Типовой сгиб по предшествующему уровню техники, показанный на фиг.9, будет иметь уменьшение толщины на выдавленной линии сгиба, составляющее менее 10%, например, менее 5%, например, будет вообще не иметь или фактически не иметь уменьшения толщины упаковочного материала.
При последующей фальцовке упаковочного материала зона 52 инициирования надлома обеспечит локальное уменьшение сопротивления изгибу, при этом одна малая зона 54 надлома в виде массы деформированного материала будет создана рядом с зоной 52 инициирования надлома. Малая зона 54 надлома образует шарнирный механизм, который вследствие ограниченного увеличения ширины отпечатка, то есть поперечного размера поперечного сечения одной линии фальцовки, а также вследствие образования только одной зоны инициирования сдвигового надлома (или двух зон инициирования сдвигового надлома, расположенных очень близко друг к другу) обеспечит только одну ось поворота. Это показано на фиг.10b, на которой упаковочный материал 2 проиллюстрирован после выполнения на нем линий 9 сгиба посредством системы 10, показанной на фиг.10а. Образованная зона 54 надлома, то есть зона образования шарнирного механизма 54, может быть описана как шарнир простого действия, то есть шарнир, имеющий только одну ось поворота. На фиг.10с показан пример фальцовки вдоль линии сгиба, образующей такую зону 54 надлома.
При фальцовке плоского упаковочного материала по изобретению можно видеть, что шарнирный механизм имеет только одну ось поворота, посредством рассматривания с помощью микроскопа с 50-кратным увеличением, с наружной стороны упаковочного материала, то есть со стороны декора, то есть со стороны упаковочного материала, которая будет образовывать наружную сторону упаковочного контейнера, изготовленного из него. На неповрежденной и не подвергнутой фальцовке линии сгиба, которая направлена в направлении перемещения полуфабриката в машине, то есть вдоль направления волокон волокнистого основного слоя, можно видеть, что имеется только одна узкая линия инициирования надлома, видимая в пределах линии сгиба, ширина которой обозначена Х, как видно на изображении под микроскопом на фиг.14а. С другой стороны, при исследовании линии сгиба по предшествующему уровню техники согласно фиг.9, образованной на аналогичном упаковочном материале, на изображении под микроскопом по фиг.14b четко видно, что линия сгиба содержит две линии инициирования надлома, которые при фальцовке вместе образуют более широкую зону надлома, ширина которой обозначена Y. Линия сгиба предпочтительно должна быть исследована в отношении данного признака в луче света, направленном диагонально к линии сгиба с двух противоположных направлений. Одна линия инициирования надлома и две линии инициирования надлома в расчете на одну линию сгиба указывают на то, что имеются соответственно одна и две оси поворота. При фальцовке упаковочного материала на экспериментальной фальцевальной установке, предназначенной для стандартизированной фальцовки, наличие одной или двух точек поворота или осей поворота может быть дополнительно исследовано посредством исследований под микроскопом при 50-кратном увеличении. Как можно видеть на фиг.10с, упаковочный материал имеет по существу постоянную толщину материала за исключением места расположения зоны 54 надлома. Толщина соответственно зоны надлома и упаковочного материала представляет собой размер, измеряемый в направлении z упаковочного материала, то есть в направлении, перпендикулярном к плоскости.
Ширина зоны 54 надлома, то есть поперечный размер поперечного сечения единственной линии фальцовки/сгиба, всегда будет меньше удвоенной толщины материала после фальцовки. Это всегда имеет место при использовании упаковочного материала, содержащего волокнистый тонкий картон для упаковывания жидкостей, содержащий один или более однородных слоев волокон, и в особенности в том случае, когда основной слой имеет характеристику плотности, превышающую 300 кг/м3, и показатель жесткости при изгибе, составляющий от 6,0 до 24,0 Нм6/кг3, в соответствии со способом ISO 2493-1 и SCAN-P-29:95 (эквивалентно 0,5-2,0 Нм7/кг3). При измерении ширины зоны надлома и толщины не подвергнутого образованию линий сгиба, упаковочного материала следует следить за тем, чтобы измерение выполнялось только на неповрежденных линиях сгиба и прямых сфальцованных краях (при отсутствии печати или при однородной печати на и вокруг линии сгиба) при сгибании до угла, составляющего 90 градусов, на экспериментальной фальцевальной установке. Фальцовка должна выполняться с изгибающим моментом, обеспечивающим чистый изгиб, для избежания скошенных сгибов. Измерения могут выполняться при использовании микроскопа USB с 20-220-кратным увеличением. Результирующее значение должно быть рассчитано как среднее из минимум 20 разных измерений на каждом типе упаковочного материала для получения статистически надежного результата. Для каждого измерения образец в виде полосы плоского упаковочного материала вырезают с размерами 25 мм на 100 мм и размещают в экспериментальной фальцевальной установке. Измерения выполняют во время сгибания до 90 градусов. Ширина зоны надлома может быть измерена на линиях сгиба, проходящих во всех направлениях на образце, то есть в направлении перемещения полуфабриката в машине (в направлении волокон), а также в поперечном направлении (в направлении поперек волокон). Фиг.16 иллюстрирует, как измерять ширину 161 зоны 54 надлома (на фиг.10с) и толщину 162 упаковочного материала. Толщина зоны 54 надлома также обозначена ссылочной позицией 163.
При исследовании линий сгиба после фальцовки на заполненном и запечатанном упаковочном контейнере может быть использована рентгенотехника для определения соотношения между шириной зоны надлома и удвоенной толщиной упаковочного материала. Это может быть выполнено на линиях сгиба, проходящих в любом направлении волокнистого основного слоя.
Неповрежденные линии сгиба являются прямыми и подвергнуты фальцовке вдоль одной единственной линии инициирования надлома, как показано на фиг.17а, которая показывает рентгеновский снимок линии сгиба в соответствии с изобретением на упаковке Tetra Brik® Aseptic. С другой стороны, подобная повреждения линия сгиба показана на соответствующем рентгеновском снимке на фиг.17b, на котором линия фальцовки является «зигзагообразной» вследствие нерегулярно проявляющихся неоднородных характеристик картона или основного слоя, что приводит к изогнутому и нерегулярному «распространению» вдоль линии фальцовки. В варианте осуществления, проиллюстрированном на фиг.10с, упаковочный материал согнут приблизительно на 90° для образования резкого, четко определенного продольного наружного края на готовой упаковке с единственной линией сгиба, обращенной внутрь в упаковке. Сторона отпечатка линии сгиба находится с наружной стороны упаковки.
Далее рассматривается фиг.11, на которой показан дополнительный вариант осуществления инструмента 12 для выдавливания линий сгиба. Инструмент 12 для выдавливания содержит плиту 20, имеющую один или более гребнеобразных выступов 22 одинаковой формы, подобных описанным ранее. Помимо этого плита 20 содержит одну или более меток 23. Каждая метка 23 расположена в заданном месте относительно одного или более гребнеобразных выступов 22 и выполнена с конфигурацией, обеспечивающей возможность ее обнаружения датчиком во время дальнейшей обработки упаковочного материала, такой как заполнение или фальцовка. Следовательно, каждая метка выполнена для гарантирования того, что последующая обработка будет выполняться точно, при этом положение метки 23 непрямым образом определяет положение линий сгиба. Метки 23 могут быть выполнены, например, в виде оптических меток, таких как штриховые коды, двумерные штриховые коды, цветовые коды и т.д. В дополнительных вариантах осуществления метки 23 могут быть выполнены в виде меток с магнитной записью. При выполнении упаковочного материала с меткой 23, имеющей вполне определенное положение относительно гребнеобразных выступов 22 инструмента для образования линий сгиба, точное функционирование и положение формующего оборудования фасовочной машины могут быть точно определены. Следовательно, фальцовка упаковочного материала будет выполняться точно вдоль линий сгиба. Упаковочный материал 2, показанный на фиг.5, содержит подобные метки 9е, выполненные в фиксированном месте относительно совокупности линий сгиба, для обеспечения возможности более точной фальцовки упаковочного материала 2. Более высокая точность линий сгиба по изобретению в сочетании с более высокой точностью позиционирования вследствие усовершенствованной технологии маркирования совместно обеспечивают возможность получения более точной и строго заданной конфигурации линий сгиба по сравнению с конфигурациями линий сгиба по предшествующему уровню техники, предназначенными для повторяющихся участков упаковочного материала, соответствующих отдельным упаковкам. Допуски, в пределах которых линия сгиба будет расположена относительно других линий сгиба и элементов упаковки, могут быть сделаны меньшими, и, таким образом, полотно упаковочного материала или заготовка из упаковочного материала могут быть использованы более эффективно для проектирования упаковочных контейнеров заданных объемов. Соответственно, будет меньше отходов со стороны краев и углов повторяющихся участков, соответствующих отдельным упаковкам, полотен и заготовок, и/или то же самое число упаковок может быть изготовлено из уменьшенного количества упаковочного материала. При перемещении одной или более линий сгиба на несколько десятых миллиметра в пределах повторяющегося участка, соответствующего одной упаковке, (то есть повторяющейся конфигурации линий сгиба для фальцовки одного упаковочного контейнера), незначительном изменении угла где-либо в конфигурации из линий сгиба, проходящих в направлении перемещения полуфабриката в машине и поперечном направлении, тот же самый объем упаковки может быть получен при меньшем количестве материала, например, при более узком полотне или более короткой заготовке из упаковочного материала.
Кроме того, более узкие и имеющие более высокую точность линии сгиба по изобретению обеспечивают расходование меньшей длины полотна упаковочного материала, определяемой в направлении перемещения полуфабриката в машине, по сравнению с линиями сгиба по предшествующему уровню техники, имеющими две зоны инициирования надлома, которые расслаиваются при тиснении упаковочного материала. Таким образом, линии сгиба по изобретению вызывают меньшее расслоение упаковочного материала, имеющего волокнистый основной слой. В полотне, смотанном в рулон на подающей бобине, подобная экономия материала будет заметной, даже если она не является прямо распознаваемой на повторяющемся участке, соответствующем одной упаковке, или на более коротком участке полотна.
Далее рассматривается фиг.12, на которой показан пример упаковки 200. Упаковка представляет собой запечатанную упаковку для жидкого пищевого продукта и изготовлена фальцовкой и сваркой упаковочного материала, имеющего основной слой 2 и подготовленного с линиями сгиба посредством инструментальной системы 10 для выдавливания, описанной выше.
Линии сгиба на упаковочном материале 2 обеспечат облегчение фальцовки за счет того, что линии фальцовки будут соответствовать фактической и заданной линии сгибания, в результате чего будут получены четко выраженные и повторяемые формы углов упаковки. Четко определенные геометрические характеристики упаковок получают заданным способом. Преимуществами являются лучшие эксплуатационные характеристики упаковок с точки зрения стабильности размеров, например, потребительские свойства, способность к штабелированию, сжатие под нагрузкой, действующей сверху, и жесткость при захвате. Например, при размещении упаковок, подлежащих транспортировке, на грузовых транспортных средствах их, как правило, укладывают в стопу одну поверх другой с регулярной конфигурацией на основе слоев. Таким образом, контейнеры должны быть достаточно жесткими для обеспечения возможности штабелирования нескольких слоев из заполненных упаковок таким образом без разрушения, обусловленного сжатием упаковок из нижнего слоя под нагрузкой, действующей сверху.
Кроме того, поскольку линии сгиба упаковки обеспечивают возможность фальцовки углов с более высокой точностью, упаковки могут быть образованы при уменьшенном расходе материала, что, тем самым, создает возможность экономии материала и преимуществ для окружающей среды. Кроме того, исходная жесткость материала может быть уменьшена при сохранении потребительских свойств упаковки благодаря более высокой устойчивости краев упаковки.
Были выполнены эксперименты, в которых прочность при сжатии и жесткость при захвате были измерены для четырех различных упаковок, которые все представляли собой упаковки Tetra Brik Aseptic емкостью 1 литр. Первая упаковка была изготовлена из упаковочного материала на основе картона с линиями сгиба, образованными инструментом для выдавливания, выступы которого являются прямоугольными и имеют ширину 0,7 мм. Опора не имела упругой поверхности, но вместо этого имела углубления, имеющие ширину, составляющую приблизительно 1,6 мм, и предназначенные для приема соответствующих выступов. Следовательно, система линий сгиба, используемая для упаковочного материала на основе картона, применяемого в первой упаковке, соответствует системе, показанной на фиг.9а. Вторая, третья и четвертая упаковки были изготовлены из упаковочного материала на основе картона с разными степенями жесткости, выраженными сгибающим усилием, и с линиями сгиба, образованными инструментом для выдавливания, гребнеобразные выступы которого являются треугольными, при этом d1=90°, d2=75° и d3=0,2°. Для данных упаковок опора имела упругую поверхность. Следовательно, система линий сгиба, используемая для упаковочного материала на основе картона, применяемого в первой упаковке, соответствует системе, показанной на фиг.10а.
Сгибающее усилие было зарегистрировано как заданный параметр материала.
Прочность при сжатии измеряли, используя способ сжатия под нагрузкой, действующей сверху, при приложении увеличивающейся силы к верхнему концу упаковки и регистрации силы, при которой упаковка сминается. Таким образом, статическую, вертикальную сжимающую нагрузку прикладывали к верху упаковки (в направлении высоты упаковки), и определяли нагрузку в момент повреждения. Момент повреждения представляет собой момент, когда отмечают, что повреждение является неустранимым и создает дефекты, не приемлемые в соответствии с внутренними установленными нормами.
Жесткость при захвате измеряли, используя способ смещения при захвате при приложении силы на соответствующих краях боковых стенок упаковки и измерении смещения на краях боковых стенок. Сила, составляющая 14 Н, была выбрана как подходящая для диапазона значений жесткости тонкого картона, используемого в протестированных упаковках.
Измеренные значения были приведены в виде средних значений из результатов измерений для 20 упаковок.
|
Из вышеприведенной таблицы очевидно, что усилие сгибания упаковочного материала может быть уменьшено, если использовать усовершенствованные линии сгиба в соответствии с вариантами осуществления, описанными в данном документе, при одновременном обеспечении таких же жесткости при захвате и прочности при сжатии, как и в случае упаковки, сформированной посредством линий сгиба по предшествующему уровню техники. Уменьшенное сгибающее усилие обычно также подразумевает уменьшенный граммаж, то есть экономию материала.
Кроме того, предложенные система и способ выполнения линий сгиба оказались особенно предпочтительными для фальцовки углов. Как можно видеть на фиг.12, упаковка 200 содержит восемь углов 202. Каждый угол 202 образован фальцовкой упаковочного материала, имеющего основной слой, вдоль пяти пересекающихся линий сгиба. Пересечение выполнено в зонах 9d упаковочного материала (показанных на фиг.5). Нижние четыре угла 202 выполнены для обеспечения возможности фальцовки закрытого нижнего конца 201, имеющего плоскую форму. Сгибы, проходящие между двумя соседними углами 202, выполнены вдоль линий 9 сгиба, из которых, по меньшей мере, одна образует шарнирный механизм 54, имеющий одну ось поворота. В предпочтительном варианте осуществления все линии 9 сгиба, используемые для формирования закрытого нижнего конца 201, а также противоположного верхнего конца, образуют шарнирный механизм 54, имеющий одну ось поворота.
Эксперименты доказали, что при выполнении каждой пересекающейся линии сгиба с поперечным сечением треугольной формы в соответствии с описанием, приведенным выше, в частности, со ссылкой на фиг.10а-с, можно сформировать четко выраженные углы 202, поскольку заостренная вершина гребнеобразных выступов 22 создаст четко очерченный отпечаток также в точке пересечения. Таким образом, термин «пересечение» имеет значение, состоящее в том, что линии сгиба являются ясно различимыми за счет четко определенных отпечатков в точке пересечения, то есть на всем протяжении до точки пересечения или рядом с точкой пересечения. Точка пересечения представляет собой точку, в которой линии сгиба пересекаются или по существу пересекаются, или по существу проходят по направлению к точке пересечения или соединения. Если линии сгиба фактически не перекрещиваются друг с друг и не пересекаются после выдавливания, они в любом случае почти соединяются с точкой пересечения, так что при фальцовке они будут автоматически и легко удлиняться и при этом фактически пересекутся без возникновения неконтролируемых сгибов или неидеальных или дополнительных самовозникающих сгибов и при отсутствии необходимости в каких-либо дополнительных вспомогательных сгибах. Под почти соединяющимися с точкой пересечения в этом случае подразумеваются по существу соединяющиеся с разностью, составляющей от одной десятой миллиметра до миллиметра, в случае обычного картона для упаковывания жидкостей, имеющего однородные и волокнистые слои, какой можно обнаружить на рынке в настоящее время. Это невозможно при использовании систем и способов выполнения линий сгиба по предшествующему уровню техники, в которых прямоугольный профиль выступа обуславливает отпечаток с нерезким контуром в зоне пересечения, то есть в месте расположения угла. Таким образом, в зоне угловых сгибов невозможно создать зоны инициирования надлома, то есть линии сгиба, которые отчетливо пересекаются, при использовании технологии образования линий сгиба по предшествующему уровню техники. Это обусловлено тем, что зона пересечения линий сгиба будет сдавливаться и деформироваться до расплющенного «слепого пятна» при образовании линий сгиба посредством прямоугольных полосообразных элементов и углублений, предназначенных для образования линий сгиба, как можно видеть на фиг.18а, показывающей угловую зону еще не подвергнутого фальцовке, упаковочного материала по предшествующему уровню техники, предназначенного для упаковки Tetra Brik. В угловых сгибах упаковки Tetra Brik имеются, например, по меньшей мере, четыре линии 180 сгиба, которые должны пересекаться, вследствие чего упаковочный материал довольно равномерно деформируется в угловой зоне 181а пересечения линий сгиба, которая может иметь радиус, составляющий приблизительно 3 мм. Следовательно, зона пересечения линий сгиба в упаковочном материале, в котором линии сгиба образованы обычным образом, не будет обладать способностью к использованию линий сгиба или зон инициирования сдвигового надлома для направления сгибов/фальцев на операции фальцовки углов до полного образования углов упаковки. Это имеет место независимо от того, на какой стороне упаковочного материала нанесены такие линии сгиба. Для получения наилучших возможных угловых сгибов предпочтительно, чтобы все линии сгиба, которые должны пересекаться, были образованы в соответствии с изобретением, как показано на фиг.18b, где та же зона 181b очевидно имеет четко определенные и различимые линии сгиба. Тем не менее, улучшенные угловые сгибы также можно будет получить, если только одна или, по меньшей мере, одна из линий сгиба, которые должны пересекаться, образует зону надлома при фальцовке, которая функционирует в качестве шарнирного механизма, имеющего одну ось поворота. Для обеспечения возможности установления четких различий между случаем, когда угловые линии сгиба пересекаются, и случаем, когда угловые линии сгиба создают лишь сглаженную зону пересечения без направляющих линий ослабления, должен быть исследован упаковочный материал, на котором образованы линии сгиба, но который еще не подвергнут фальцовке. Если исследовать упаковочный материал повторно разглаженных углов упаковки, может существовать возможность предположительно сделать заключение о первоначальном расположении линий сгиба и осознать различие в размере зоны пересечения, но это будет труднее увидеть после того, как линии сгиба были подвергнуты фальцовке и повторно разглажены. При исследовании упаковочного материала, на котором образованы линии сгиба, но который еще не подвергнут фальцовке, он предпочтительно должен иметь прямые и неповрежденные линии сгиба для того, чтобы точно определить пересечение линий сгиба и размер зоны пересечения. Кроме того, не должно быть печати или должен быть равномерно отпечатанный декор (цвет и/или текст) на линиях сгиба и вокруг линий сгиба. Для наилучших возможных исследований точки пересечения и пересекающихся линий сгиба упаковочный материал должен быть исследован и задокументирован посредством увеличивающего объектива камеры со стороны отпечатка, то есть с наружной стороны упаковочного материала, со стороны отпечатанного декора, в луче света, направленном под углом 90 градусов по направлению к линиям сгиба, проходящим соответственно в направлении перемещения полуфабриката в машине и в поперечном направлении. Рекомендуемая система получения изображений состоит из камеры с объективом, штатива камеры и системы освещения со световодами.
Фиг.18с показывает пример линий 180 сгиба, почти соединяющихся с точкой пересечения, так что они будут автоматически и легко удлиняться и после этого фактически пересекаться при фальцовке, как описано выше.
Кроме того, эксперименты доказали, что фальцовка вдоль плохо очерченных линий сгиба увеличивает риск образования трещин и неконтролируемого нарушения целостности основного слоя упаковочного материала. Следовательно, система и способ в соответствии с настоящим изобретением обеспечивают повышенные качество и надежность сфальцованных упаковок. Дополнительное преимущество связано с тем, что линия 9 сгиба, полученная посредством инструмента для выдавливания, описанного выше, будет иметь высоту на стороне, не подвергнутой выдавливанию, которая значительно меньше высоты на не подвергнутой выдавливанию стороне линий сгиба по предшествующему уровню техники. Таким образом, деформация упаковочного материала уменьшается по сравнению с линиями сгиба по предшествующему уровню техники. Следовательно, во время операции присоединения ламинированием к внутреннему слою упаковочного материала (который должен быть направлен внутрь в упаковочном контейнере) будет существовать меньший риск включения захваченного воздуха в месте расположения линий сгиба. Кроме того, было видно, что в упаковках, имеющих лучше очерченные и более точно сфальцованные углы благодаря способу выполнения линий сгиба по изобретению, в упаковочном материале создается меньшее напряжение в угловых зонах, так что барьерные свойства упаковочного материала вокруг угловых зон будут также улучшены.
Способ 300 выполнения линий сгиба на упаковочном материале, имеющем основной слой, будет описан со ссылкой на фиг.13. Способ включает первый этап 302 размещения материала, на котором должны быть выполнены линии сгиба, между упругой опорой и инструментом для выдавливания, имеющим, по меньшей мере, один гребнеобразный выступ, обращенный к опоре, и последующий этап 304 поджима гребнеобразного выступа к опоре так, чтобы упаковочный материал был подвергнут образованию отпечатка. Во время этапа 304 ширина отпечатка непрерывно увеличивается по мере поджима гребнеобразного выступа к опоре. Этап 304 поджима гребнеобразного выступа к опоре может выполняться или так, чтобы ширина отпечатка увеличивалась симметрично вдоль средней линии отпечатка, или так, чтобы ширина отпечатка увеличивалась несимметрично вдоль средней линии отпечатка.
Этап 302 размещения упаковочного материала между упругой опорой и инструментом для выдавливания может выполняться или путем подачи упаковочного материала через зону зажима, образованную между роликом, представляющим собой упругую опору, и роликом, представляющим собой инструмент для выдавливания, например, посредством приведения в движение, по меньшей мере, одного из указанных роликов, или посредством приведения в действие плоского штампа.
Из вышеприведенного описания будет очевидно, что настоящее изобретение обеспечивает возможность изготовления упаковок с прямыми, четко очерченными краями, полученными фальцовкой, посредством которых упаковке может быть придана привлекательная геометрическая наружная конфигурация, которую упаковка сохраняет в течение всего ее срока службы.
Для специалиста в данной области техники будет очевидно, что настоящее изобретение не ограничено исключительно линиями сгиба, имеющими определенную геометрическую ориентацию. На практике подобные линии сгиба могут быть ориентированы в любом заданном направлении и с любой заданной конфигурацией, которая в конечном счете определяется заданной наружной конфигурацией готовой упаковки. Линии сгиба в соответствии с настоящим изобретением могут быть ориентированы как в поперечном направлении, так и в аксиальном направлении на полотне упаковочного материала для получения линий сгиба, облегчающих фальцовку соответственно в поперечном или в продольном направлениях, или могут представлять собой диагональные линии сгиба для получения линий сгиба, облегчающих фальцовку, например, клапанов.
Настоящее изобретение также не ограничено в отношении многослойной структуры упаковочного материала. Для специалиста, читающего данное описание, будет очевидно то, что слои материалов, отличные от тех, которые описаны выше, также могут быть использованы и даже могут быть предпочтительными по отношению к тем, которые конкретно описаны выше. Окончательный выбор многослойной структуры и барьерных свойств готового упаковочного материала определяется продуктом или типом продукта, который должен быть упакован в упаковке, изготовленной из упаковочного материала.
Несмотря на то, что настоящее изобретение было описано выше со ссылкой на конкретные варианты осуществления, оно не должно быть ограничено конкретным вариантом, приведенным в данном документе. Точнее, изобретение ограничено только сопровождающей формулой изобретения.
В формуле изобретения термин «содержит/содержащий» не исключает наличия других элементов или этапов. Кроме того, несмотря на то, что они перечислены по отдельности, множество средств, элементов или этапов способа могут быть реализованы, например, посредством одного устройства или процессора. Кроме того, несмотря на то, что отдельные признаки могут быть включены в разные пункты формулы изобретения, в возможном варианте они могут быть предпочтительно объединены, и включение в разные пункты формулы изобретения не означает того, что комбинация признаков является неосуществимой и/или непредпочтительной. Кроме того, упоминания единственного числа не исключают множества. Термины ʺaʺ, ʺanʺ, «первый», «второй» и т.д. не исключают множества. Ссылочные позиции в формуле изобретения приведены только в качестве поясняющего примера и не должны рассматриваться как ограничивающие каким-либо образом объем формулы изобретения.
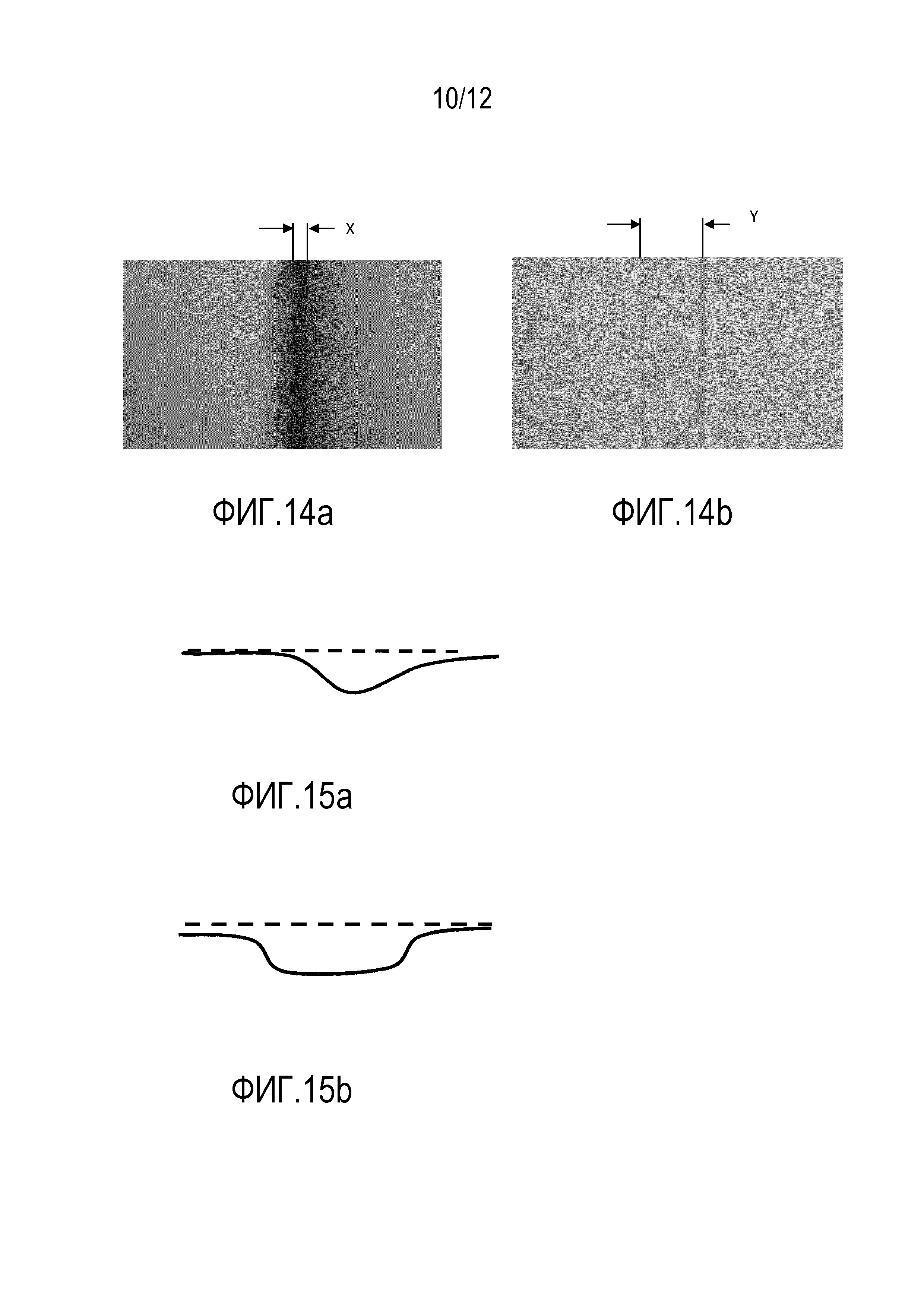
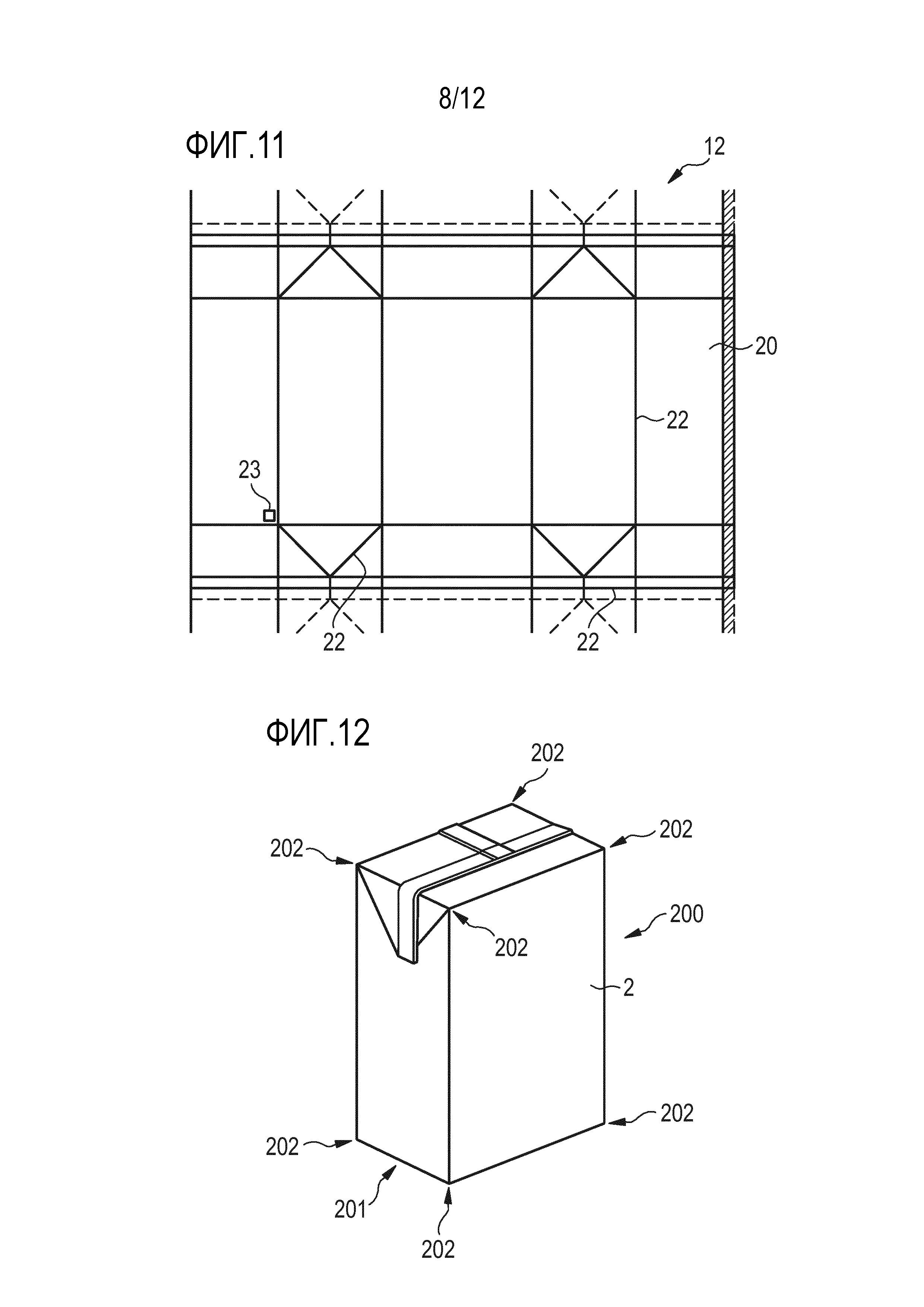
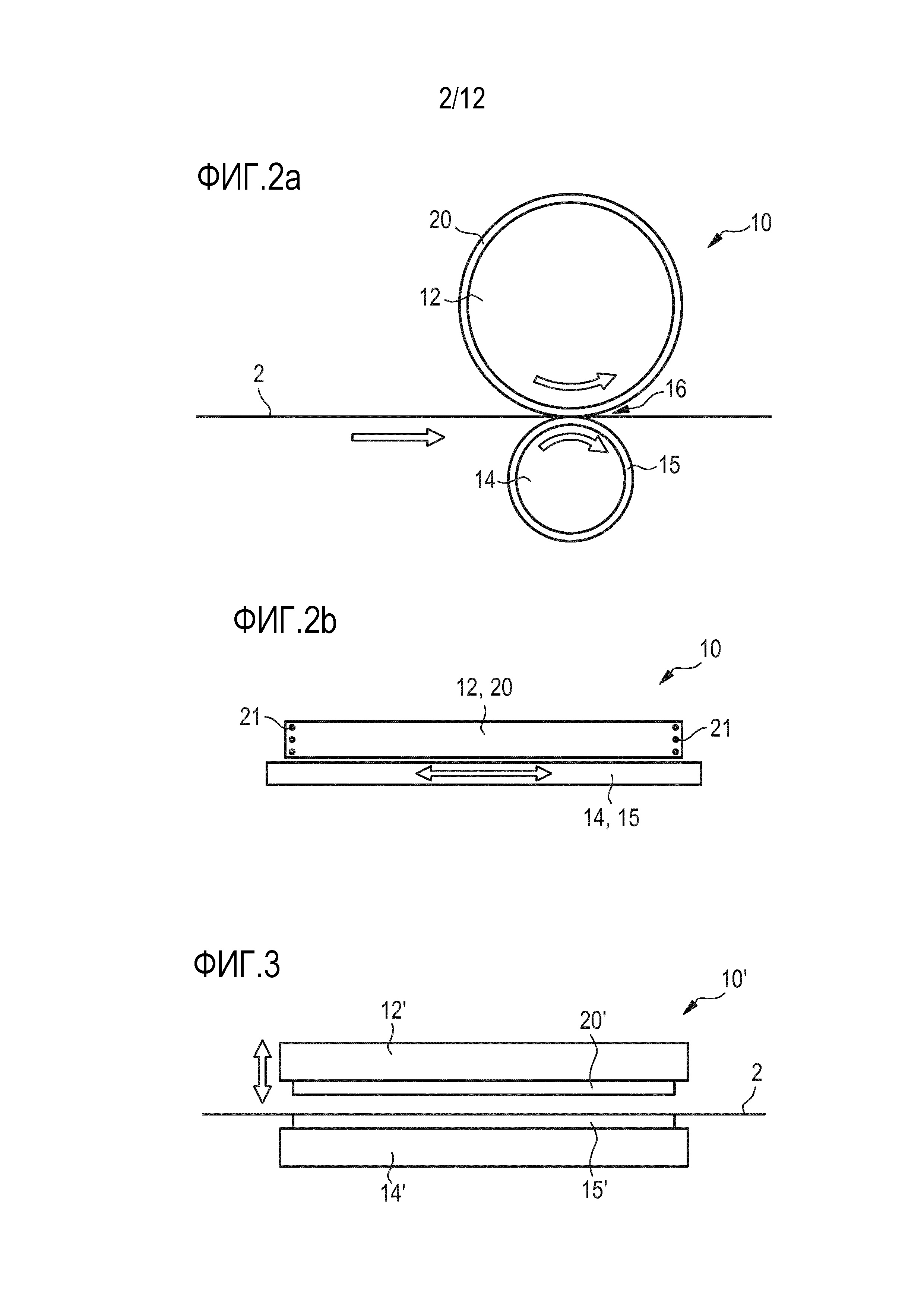
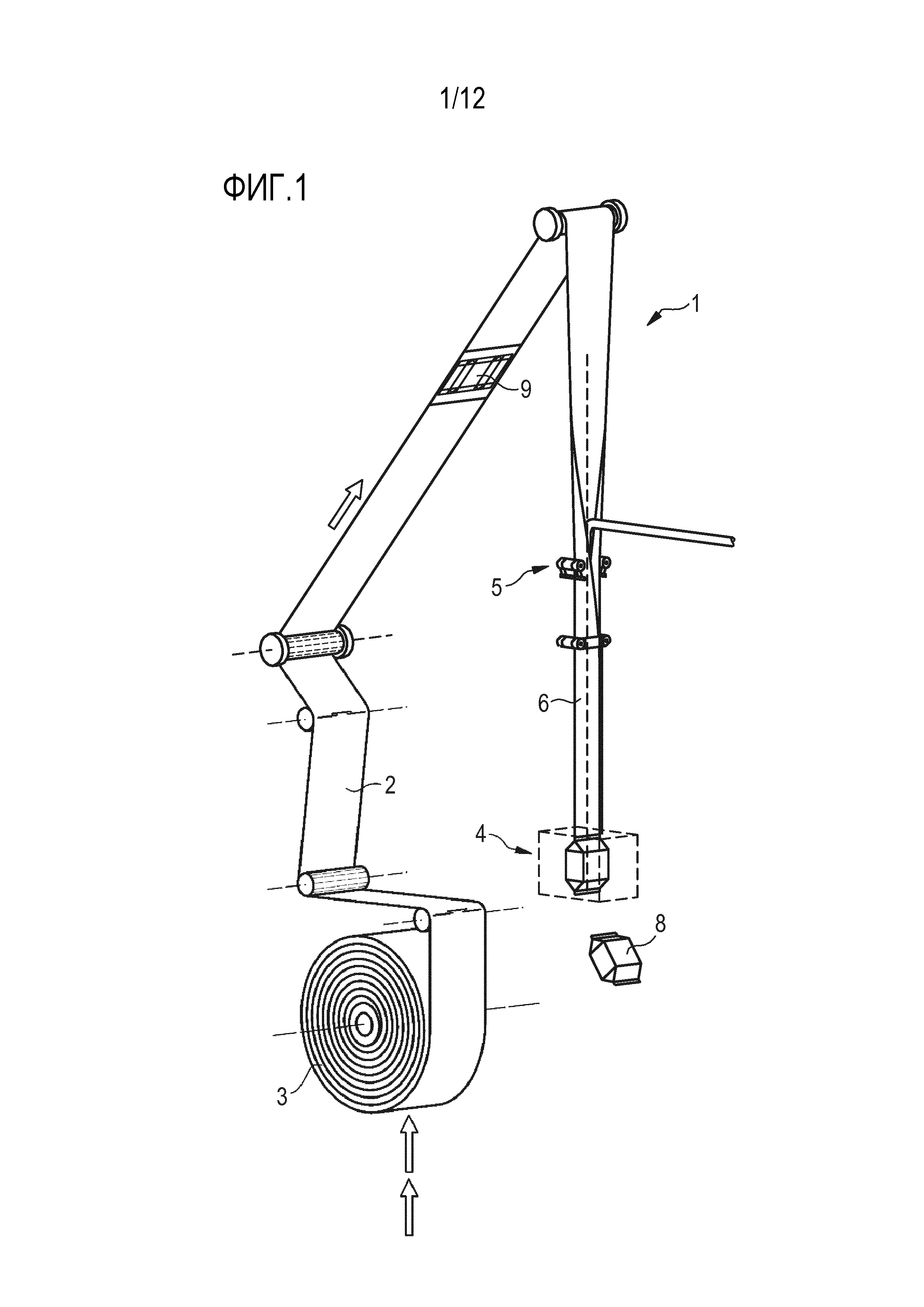
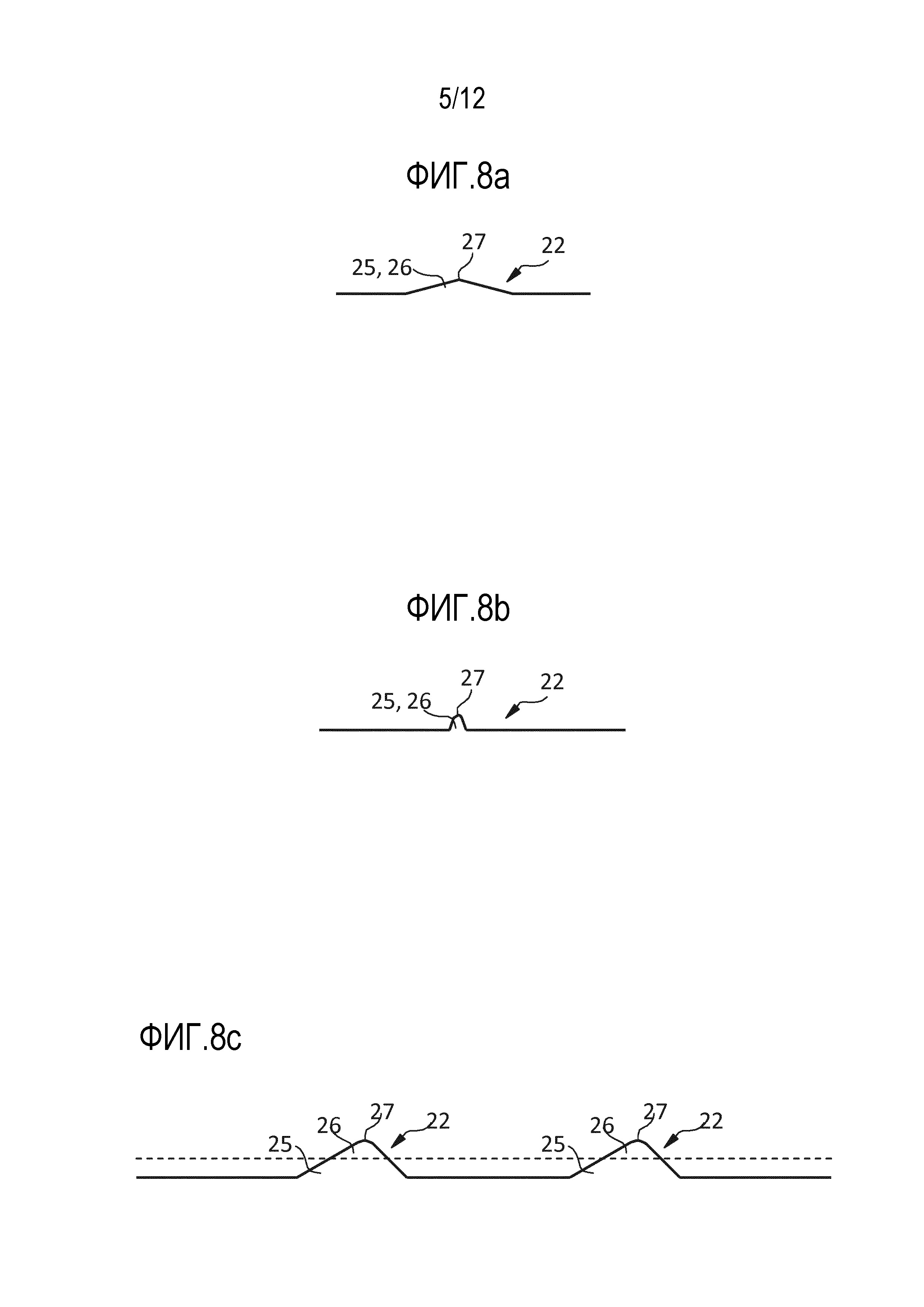
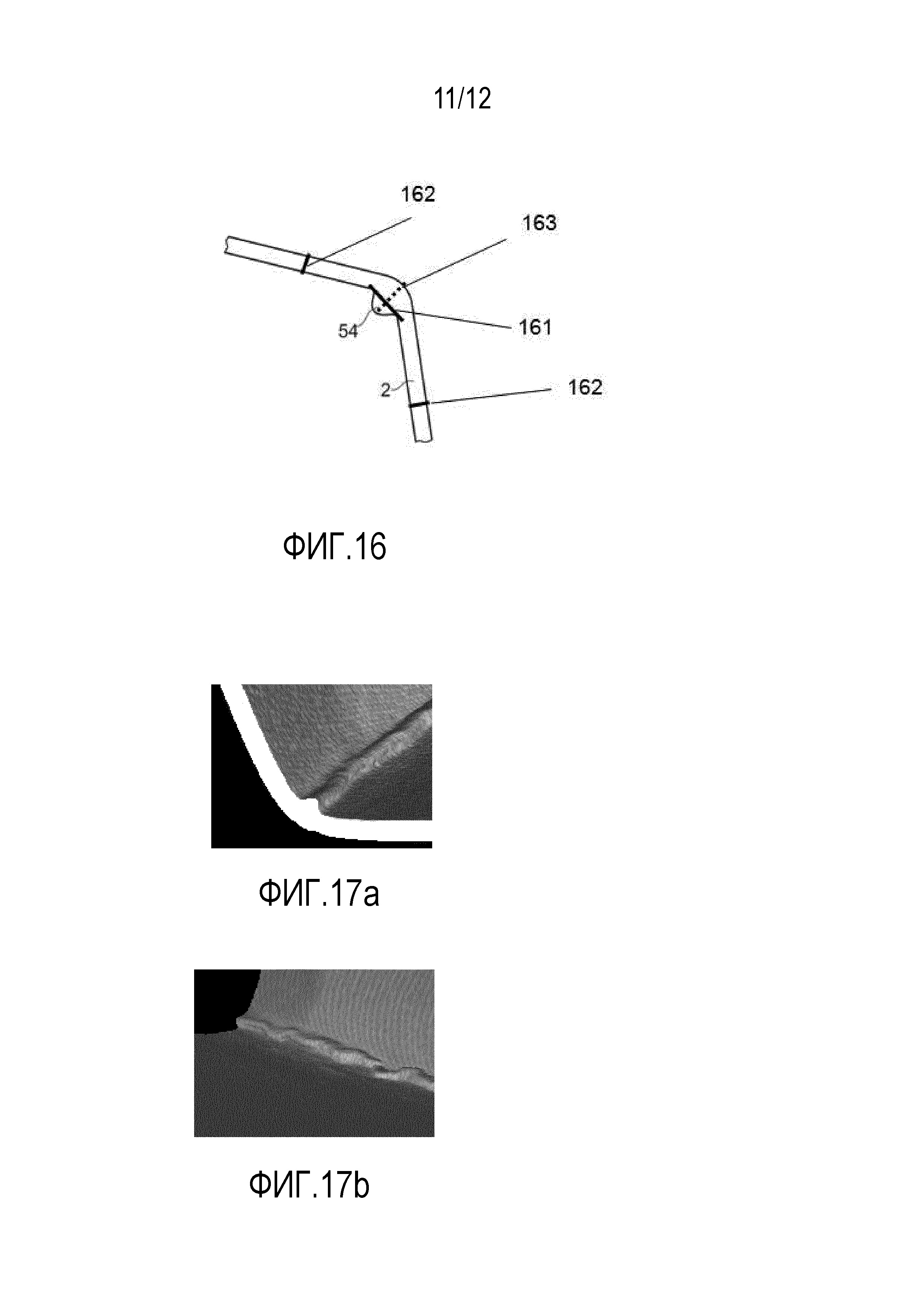
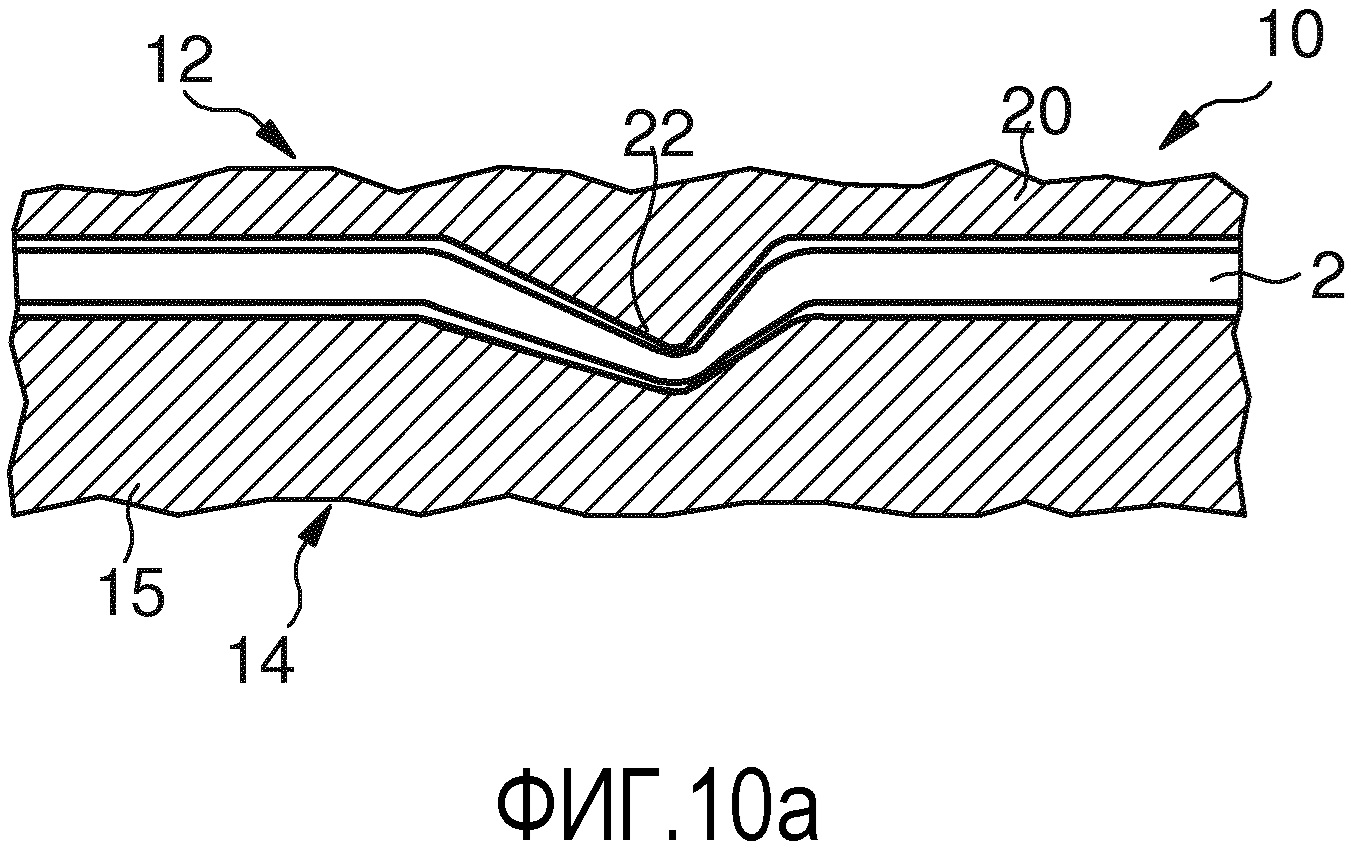
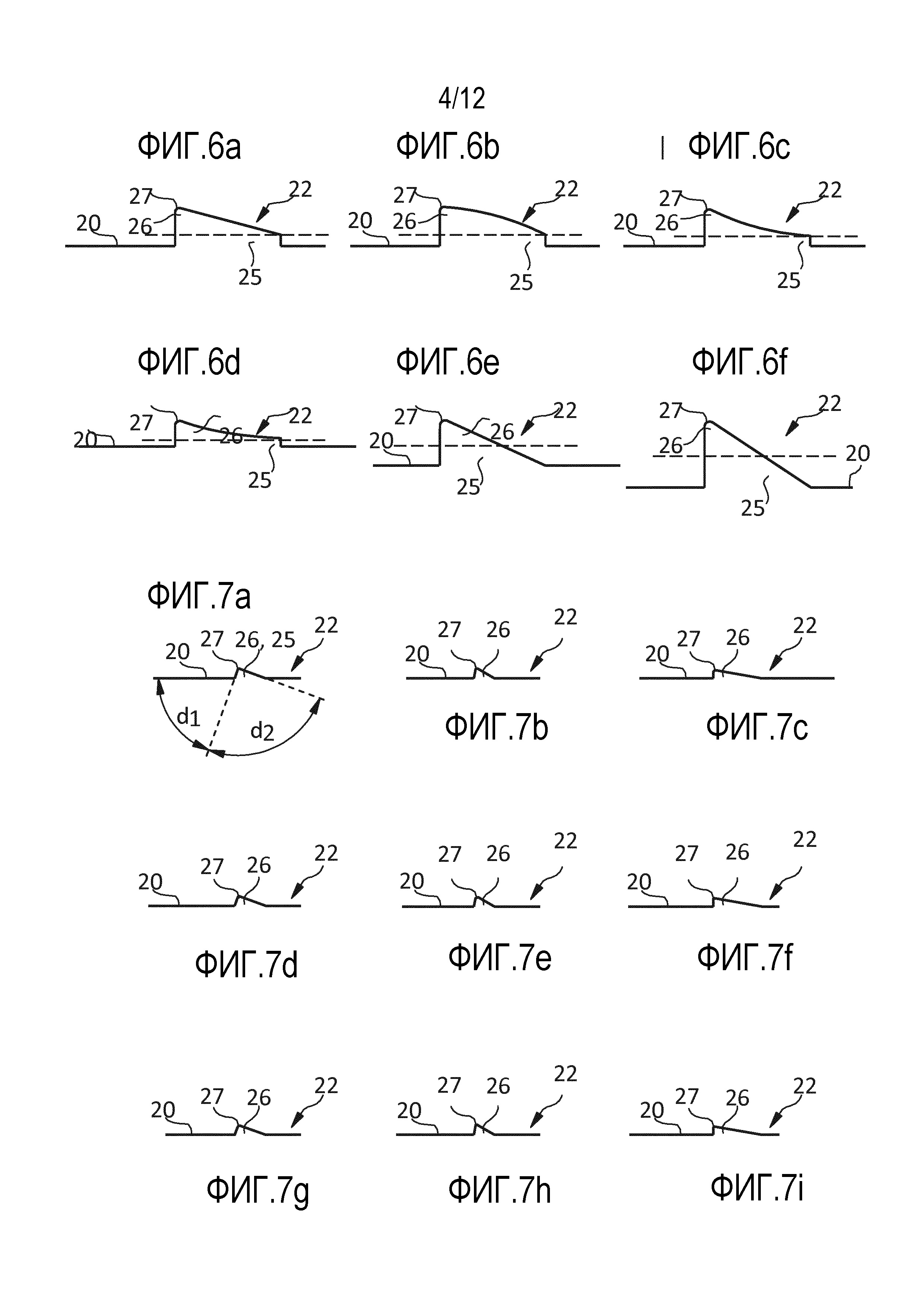
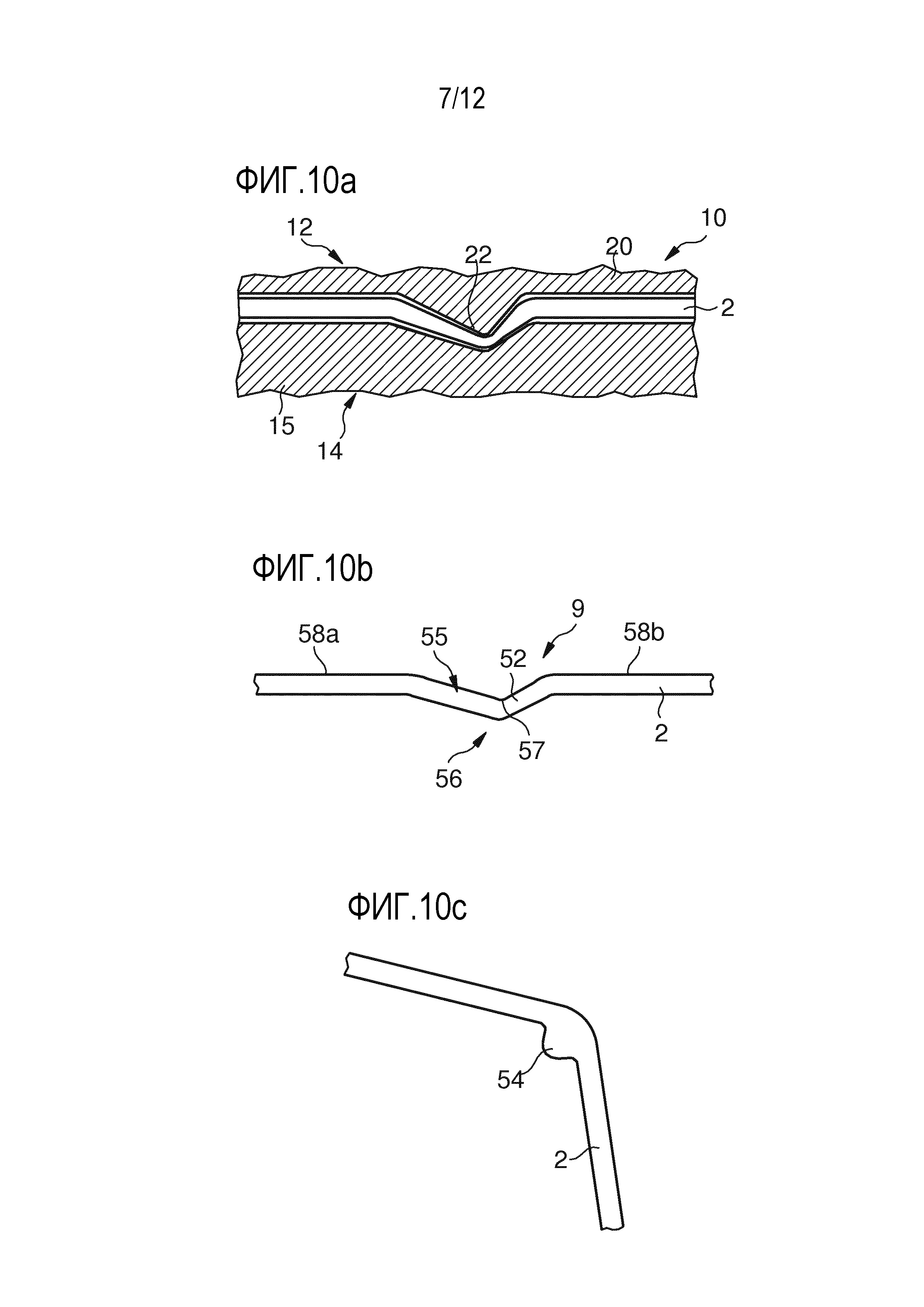
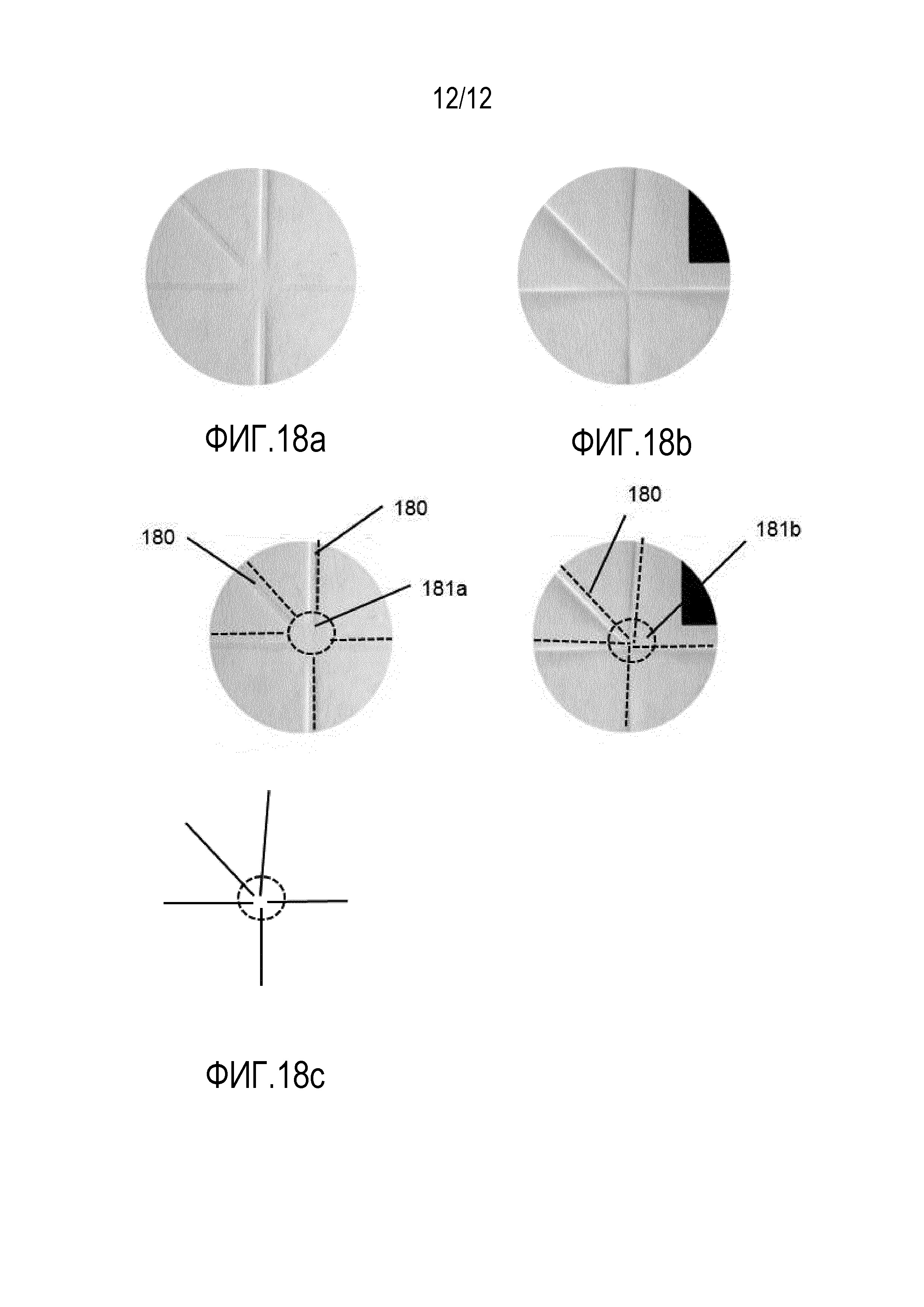
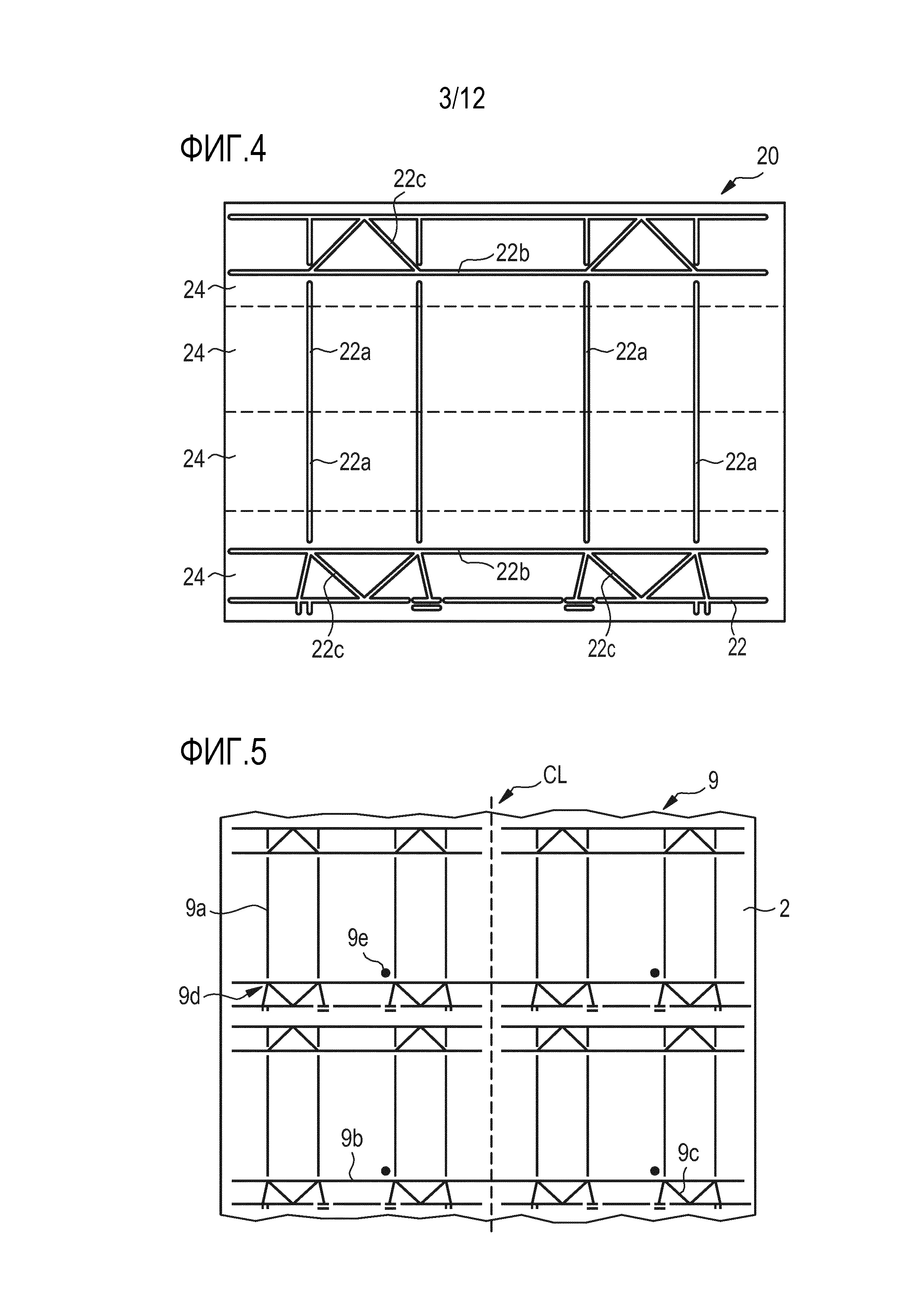
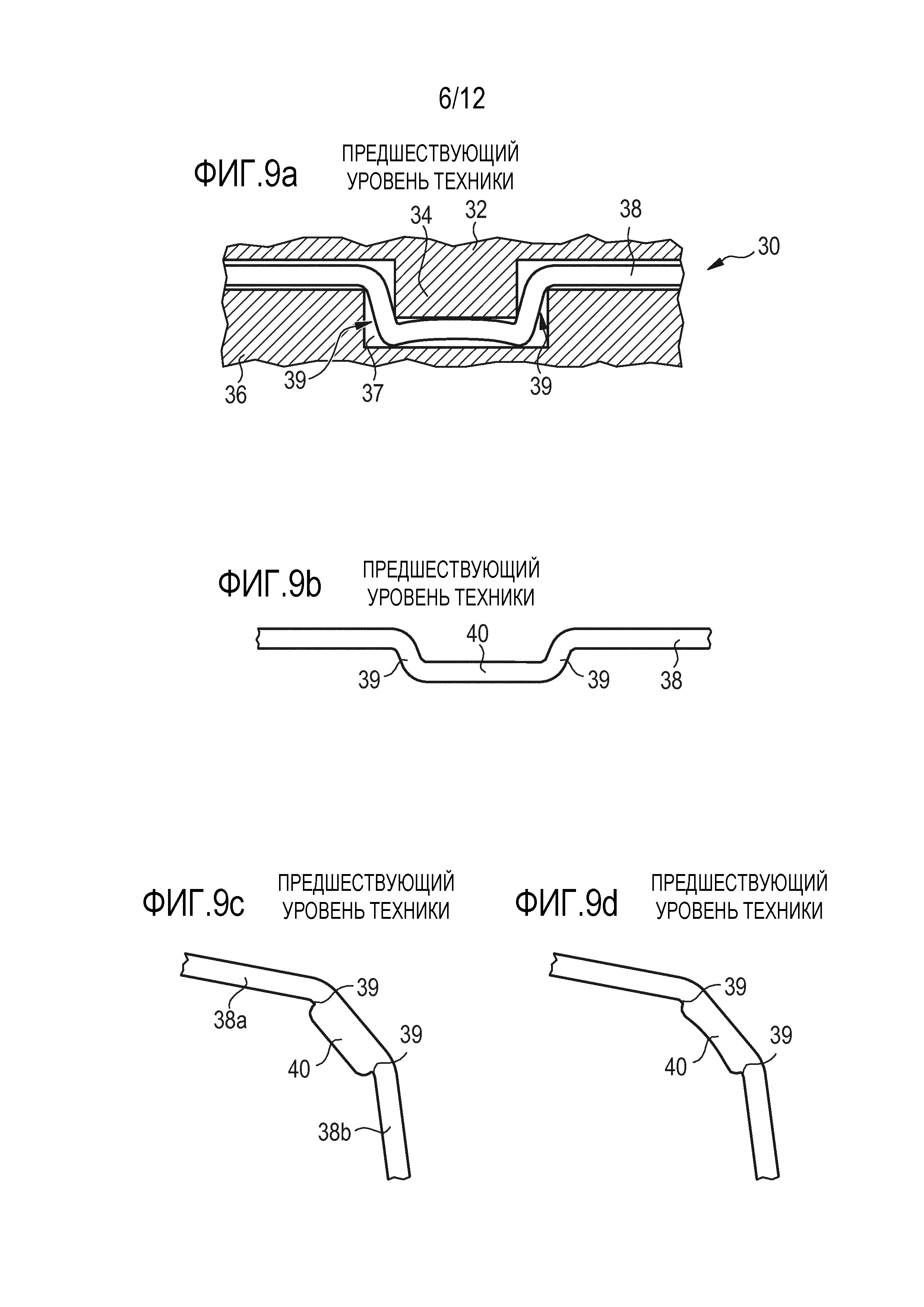
Способ инжекционного формования открывающих устройств на листовом материале для упаковывания текучих пищевых продуктов, а также упаковочный материал и упаковка, получаемые таким способом
Устройство индукционной герметизации с автоматическим конфигурированием для использования в производстве упаковок для жидких пищевых продуктов
Индукционное запечатывающее устройство для термосварки упаковочного материала, предназначенного для изготовления запечатанных упаковок разливных пищевых продуктов
Устройство для преобразования полотна материала
Способ контролирования приводки между отпечатанным изображением и трехмерной структурой на упаковочном материале
Ламинационная станция для ламинирования полотна картона или тонкого картона
Предохранительная камера для использования в упаковочной машине
Упаковочный многослойный материал, способ получения упаковочного многослойного материала и изготовленный из него упаковочный контейнер
Барьерный слой для упаковочного ламината и упаковочный ламинат, включающий такой барьерный слой
Сварочный зажим для получения запечатанных упаковок с пищевым продуктом
Упаковочный ламинат, способ изготовления упаковочного ламината и упаковочный контейнер, изготовленный из него
Упаковочный материал, содержащий намагничиваемые участки
Упаковочный материал, содержащий намагничиваемые участки
Упаковочный материал, содержащий намагничивающиеся участки
Упаковочный материал, содержащий намагничевыемые части
Имеющий детектируемую метку упаковочный материал для изготовления упаковочных контейнеров из картона или на картонной основе
Упаковочный материал, содержащий намагничиваемые части
Упаковочный ламинированный материал, способ его изготовления и упаковочный контейнер, изготовленный из упаковочного ламинированного материала
Упаковочный материал многослойного типа и упаковка для светочувствительных продуктов
Упаковка

