Результат интеллектуальной деятельности: Способ пайки теплообменника
Вид РИД
Изобретение
Изобретение относится к способу изготовления теплообменника, состоящего из тонкостенных деталей из высокопрочных сталей, и может быть использовано в различных отраслях машиностроения, в частности в авиационной и космической технике.
Известен способ изготовления сопла камеры сгорания ЖРД, содержащего выполненные из нержавеющей стали наружную оболочку с переходным кольцом и внутреннюю оболочку с ребрами, с образованием полости между ними. Оболочки имеют конусную поверхность и выполнены из стали с разным коэффициентом термического расширения (КТР). (RU 2454305 С2, 20.06.2009).
Недостатком указанного способа является необходимость увеличения размеров оболочек для создания технологического припуска, изменение технологического процесса фрезерования внутренней оболочки с уменьшением глубины каналов и получением клинообразных щелей в зоне малого диаметра, а также введение дополнительных операций, а именно удаление технологического припуска при формировании малого диаметра сопла.
Техническим результатом, на достижение которого направлено предлагаемое изобретение, является изготовление теплообменника без запаев каналов охлаждающего тракта в зоне малого диаметра с обеспечением плотного контакта соединяемых оболочек в указанной зоне за счет устранения овальности и обеспечения капиллярных зазоров под пайку.
Данный технический результат достигается способом изготовления теплообменника, содержащего выполненные из нержавеющей стали наружную оболочку с переходным кольцом и внутреннюю оболочку с ребрами, имеющие конусную поверхность и выполненные из стали с разным коэффициентом термического расширения (КТР), включающим сборку оболочек с образованием полости между ними, вакуумирование полости, нагрев и пайку оболочек, а согласно изобретению изготавливают технологическое кольцо из стали, имеющей КТР меньше, чем КТР стали внутренней и наружной оболочек, причем на конусной поверхности переходного кольца наружной оболочки со стороны его меньшего диаметра выполняют проточку в виде уступа, в которую плотно до упора устанавливают упомянутое технологическое кольцо и закрепляют его со стороны меньшего диаметра наружной оболочки посредством приварки технологических пластин из стали, удерживающих от перемещения технологическое кольцо при нагреве в процессе пайки.
Изобретение пояснено чертежами.
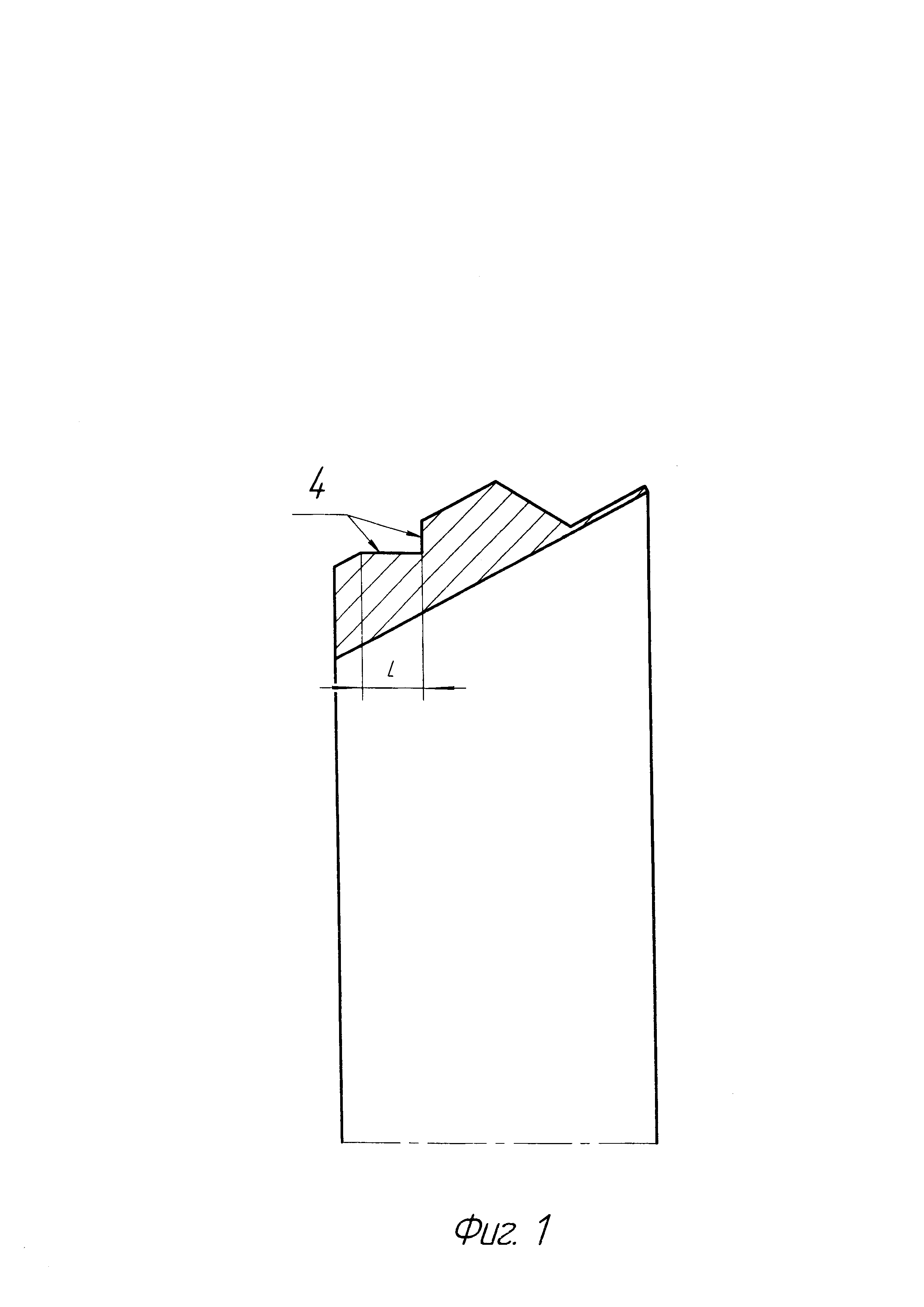
На фиг. 1 показано переходное кольцо малого диаметра с проточкой.
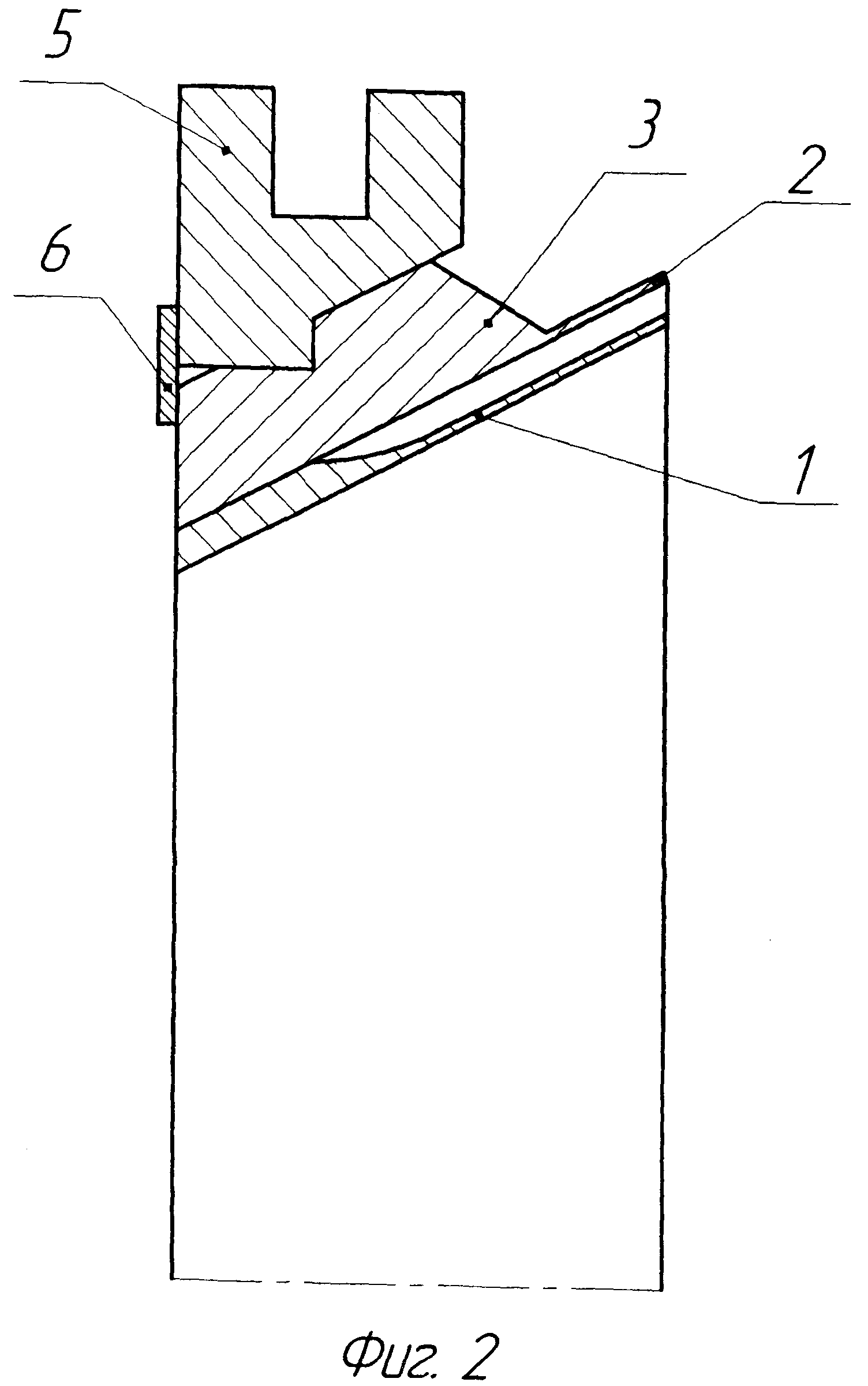
На фиг. 2 показано технологическое кольцо для обеспечения плотного контакта с переходным кольцом.
Теплообменник имеет внутреннюю оболочку 1 и наружную 2 с переходным кольцом малого диаметра 3 (фиг. 2). Для компенсации неравномерного изменения размеров оболочек и перемещения наружной и внутренней оболочек в процессе пайки со стороны малого диаметра теплообменника устанавливают технологический компенсатор линейного перемещения сопрягаемых оболочек (не показан), так как оболочки изготовлены из сталей с различным коэффициентом термического расширения.
Перед установкой компенсатора между наружной и внутренней оболочками допускается зазор до 0,3 мм.
Для устранения образования овальности оболочек и исключения увеличения местных зазоров при пайке пакета оболочек предлагается следующий способ изготовления теплообменника.
На конусной поверхности переходного кольца 3 теплообменника у малого диаметра (фиг. 2) выполняют посадочное место для технологического кольца - проточку 4 в виде уступа (фиг. 1).
Из высокопрочной стали изготавливают технологическое кольцо 5 с наружным диаметром D1-0,1 мм, шириной 20÷35 мм (фиг. 2) При сборке под пайку технологическое кольцо 5 устанавливают плотно до упора по диаметру проточки 4 D1+0,1 на глубину L=10 мм на конусной поверхности переходного кольца 3 в посадочное место (фиг. 1). Для того чтобы исключить перемещение технологического кольца 5 при пайке между ним и переходным кольцом 3 малого диаметра теплообменника сваркой закрепляют пластины 6 из стали (фиг. 2).
В процессе пайки при повышении температуры изменение размеров сопрягаемых деталей определяется коэффициентом термического расширения (КТР) применяемых сталей.
Расчет изменения диаметра теплообменника у малого диаметра наружной и внутренней оболочек и технологического кольца при повышении температуры до 900°С проводился по формуле:

где Dt - диаметр при температуре, в мм;
D0 - диаметр при 20°С, в мм;
α⋅10-6 - коэффициент термического расширения;
Т - температура 500, 600, 700, 800, 900, в °С.
При повышении температуры при пайке с учетом коэффициента термического расширения были рассчитаны изменения размеров диаметра оболочек и технологического кольца.
Таким образом, необходимый контакт между наружной и внутренней оболочками достигается за счет превышения размера диаметров внутренней и наружной оболочек по отношению к размеру диаметра технологического кольца при нагревании во время пайки.
В результате использования указанного технического решения при изготовлении теплообменника в зоне малого диаметра создается плотный контакт оболочек с устранением овальности и обеспечением капиллярных зазоров для исключения запаев в зоне малого диаметра теплообменника.
Способ изготовления теплообменника, содержащего выполненные из нержавеющей стали наружную оболочку с переходным кольцом и внутреннюю оболочку с ребрами, имеющие конусную поверхность и выполненные из стали с разным коэффициентом термического расширения (КТР), включающий сборку оболочек с образованием полости между ними, вакуумирование полости, нагрев и пайку оболочек, отличающийся тем, что изготавливают технологическое кольцо из стали, имеющей КТР меньше, чем КТР стали внутренней и наружной оболочек, причем на конусной поверхности переходного кольца наружной оболочки со стороны его меньшего диаметра выполняют проточку в виде уступа, в которую плотно до упора устанавливают упомянутое технологическое кольцо и закрепляют его со стороны меньшего диаметра наружной оболочки посредством приварки технологических пластин из стали, удерживающих от перемещения технологическое кольцо при нагреве в процессе пайки.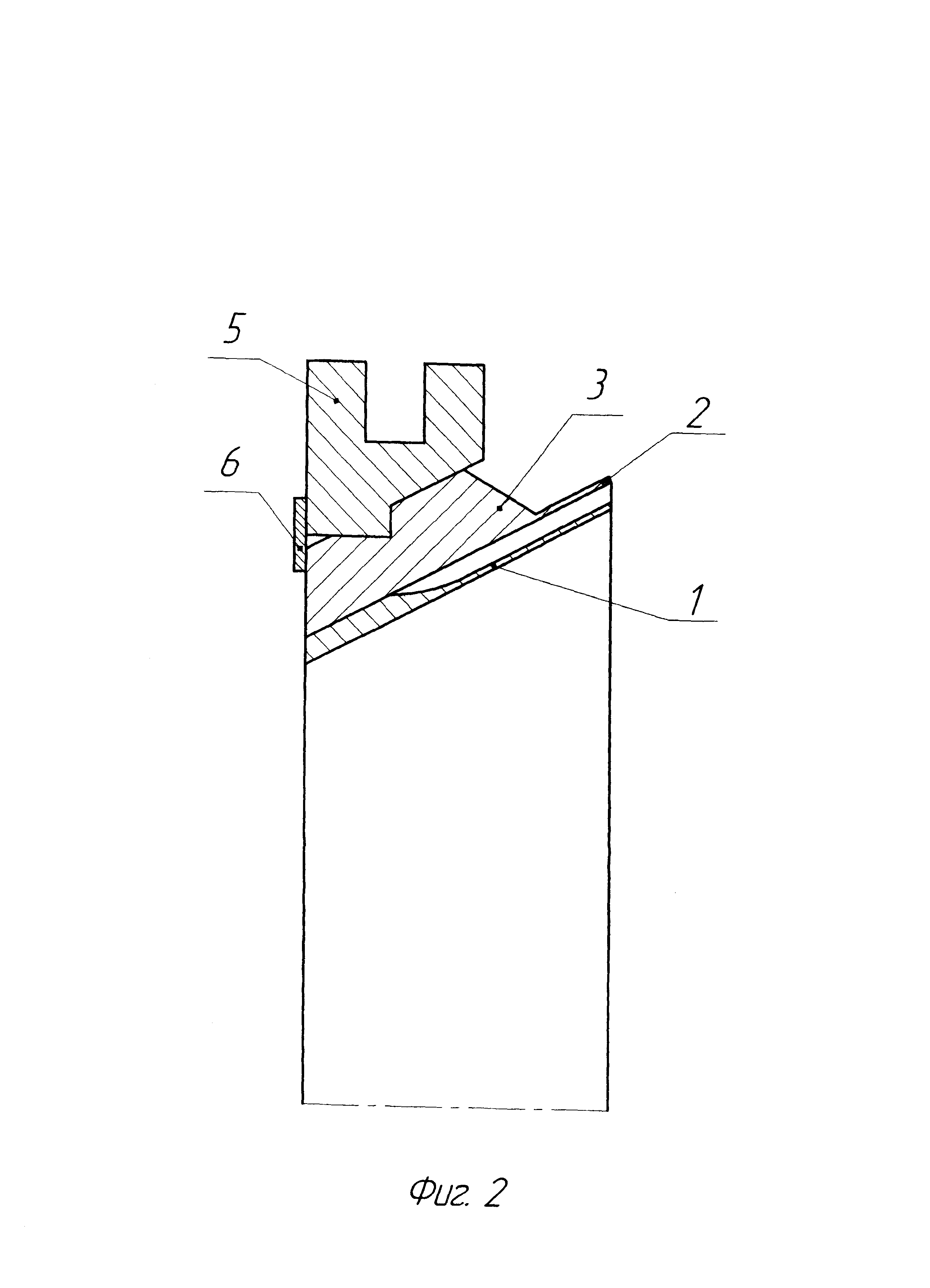
Способ динамической градуировки термометров сопротивления
Способ электронно-лучевой сварки деталей
Способ получения эрозионно-стойких теплозащитных покрытий
Разъединитель колонны регулируемый
Способ изготовления вытяжкой полой детали сферической неполного контура формы из труднодеформируемого титанового сплава вт14 в одном комбинированном штампе
Система охлаждения рентгеновской трубки
Способ изготовления и шаблон для электрохимического получения углублений в пазах охлаждающего канала детали
Способ пайки
Способ подготовки под пайку поверхности детали из высокопрочной стали, легированной ванадием, молибденом и вольфрамом
Способ изготовления сварно-паяной конструкции крупногабаритного сопла камеры жидкостного ракетного двигателя

