Результат интеллектуальной деятельности: Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Вид РИД
Изобретение
Изобретение относится к металлургическому производству для получения горячей штамповкой заготовок- валов с утолщением на конце. Известна нижняя часть штампа для получения поковок типа стержней с головкой на конце, например, болтов, содержащая обойму с закрепленной в ней матрицей с формообразующей полостью и выталкивателем в ее нижней части (см. книгу Ковка и штамповка / Е.Н. Семенов и др. - М. Машиностроение, 1986. - Т. 2, с. 32-33).
Его недостатки: незначительная стойкость формообразующей полости матрицы из- за значительных тепловых и силовых нагрузок, действующих на нее при получении поковки.
Известна формообразующая часть штампа для получения заготовок горячей штамповкой типа вал с конической шестерней на конце, содержащая обойму с верхней и нижней кольцевыми канавками на внутренней поверхности с открытыми в них поперечными ^окнами под хладагент и концами ее и матрицы винтовых канавок, открытых также противоположными концами в среднюю кольцевую канавку ее, расположенную ниже зоны сопряжения частей полости матрицы (зсчпм) с выполненными в этой зоне ее наклонными каналами под хладагент с началом их в винтовых канавках обоймы, а концом их в начале наружных винтовых канавок матрицы, охваченной обоймой, с частью ее полости меньшего диаметра (см.патент РФ №2670508 С2 от 23.10.2018). Недостатки этого решения: из-за расположения средней канавки ниже зсчпм усложнено попадание хладагента из канавок матрицы в канавки обоймы, что также затрудняет сборку этих деталей между собой из-за необходимости совмещения концов этих канавок.
Выполнение у матрицы наклонных каналов с их ограниченной охлаждаемой поверхностью трудоемко, как и выполнение на ней наклонных канавок. Расположением средней кольцевой канавки обоймы ниже зоны сопряжения частей полости матрицы увеличиваются протяженность винтовых канавок первой и ее трудоемкость. Задачей предлагаемого решения является повышение эффективности охлаждения матрицы и ее стойкости, технологичности этой части штампа с одновременным упрощением ее конструкции.
Технический результат от него: улучшение производственно-экономических показателей этой части штампа. Это достигается тем, что формообразующая часть горячего штампа под заготовку- вал с шестерней на конце, содержащая матрицу с формообразующей полостью, имеющей верхнюю часть большего диаметра, сопряженную по радиусам с расположенной под нею частью меньшего диаметра, охваченную с натягом обоймой с расположенными на внутренней поверхности верхней и нижней кольцевыми канавками с открытыми в них поперечными окнами под хладагент через ее среднюю кольцевую канавку обоймы расположенную ниже зоны сопряжения частей формообразующей полости матрицы, имеющей в этой зоне наклонные каналы под хладагент, начало которых открыты в винтовые канавки обоймы, а конец- в начала канавок на наружной поверхности части матрицы с формообразующей полостью меньшего диаметра, расположенных под наклоном к продольной оси и открытых концами в нижнюю кольцевую канавку обоймы, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО вместо наклонных каналов матрицы выполнены радиусные по доньям наклонные к ее продольной оси или прямые каналы-прорези с концом их в начале наклонных или прямых канавок наружной поверхности части матрицы с формообразующей полостью меньшего диаметра и началом их, расположенным в средней кольцевой канавке обоймы, сформированной в зоне сопряжения частей формообразующей полости « матрицы.
Выполнением вместо наклонных каналов у матрицы радиусных по доньям наклонных к ее продольной оси или прямых каналов-прорезей с концом их в начале наклонных или прямых канавок наружной поверхности части матрицы с формообразующей полостью меньшего диаметра и началом их, расположенным в средней кольцевой канавке обоймы, упрощается их использованием фрезерного оборудования и дискового инструмента вместо сверла.
Этими каналами- прорезями переменной глубины увеличивается охлаждаемая поверхность матрицы в зоне их расположения в несколько раз, чем повышается ее стойкость по сравнению с наклонными каналами-отверстиями.
Размещением средней кольцевой канавки обоймы в зоне сопряжения радиусов формообразующей полости матрицы сохраняется
прочность соединения «обойма-матрица» в этой зоне и уменьшается протяженность винтовых канавок обоймы, чем повышается ее технологичность.
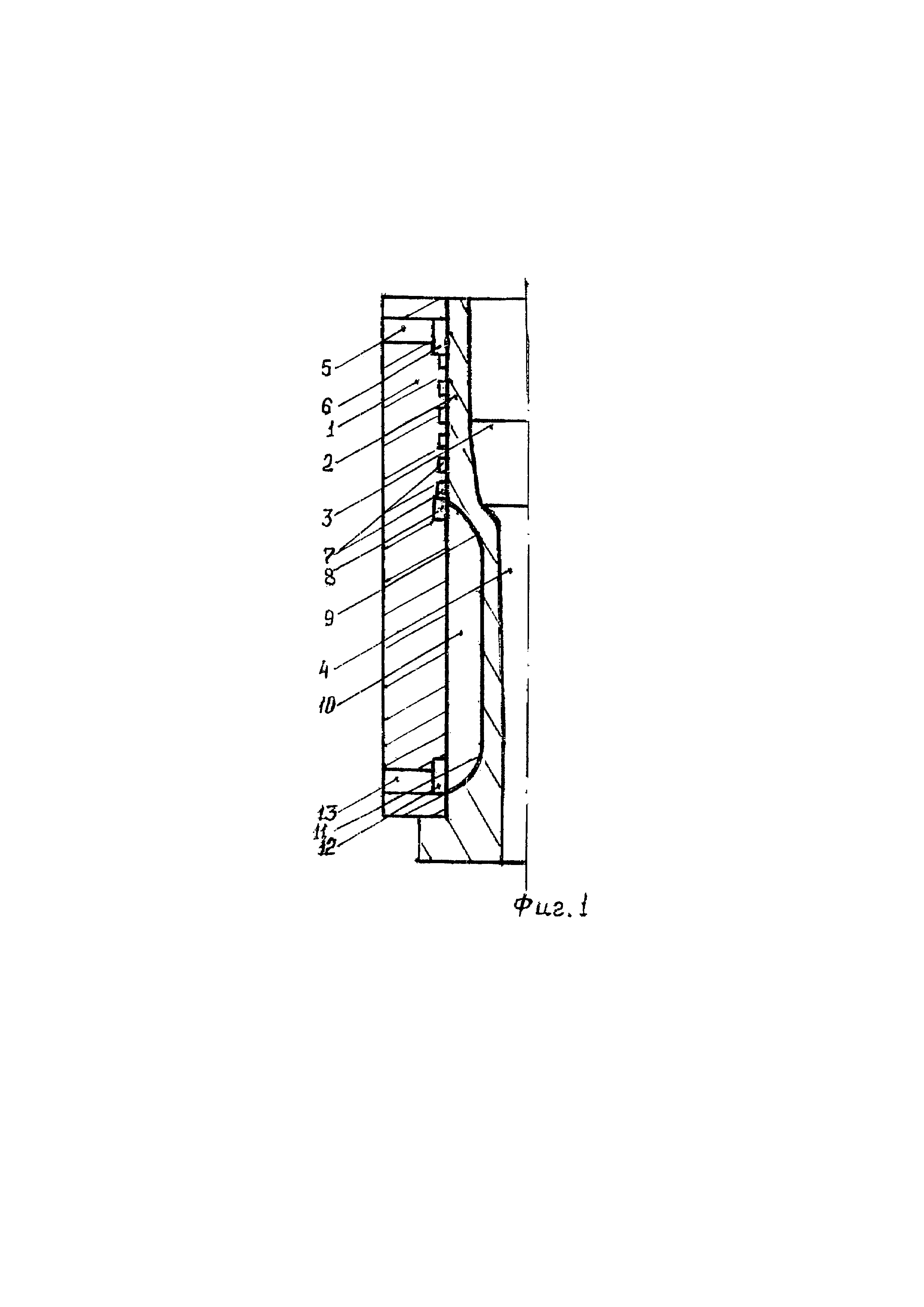
Анализ предлагаемого с известными сейчас решениями показывает его новизну, существенные отличия, промышленную пригодность и соответствие критерию ИЗОБРЕТЕНИЕ. Анализ предлагаемого с известными решениями показывает, что оно ново, с существенными отличиями, промышленно пригодно и отвечает критерию ИЗОБРЕТЕНИЕ. Оно представлено на чертеже фиг. 1 и содержит обойму 1, в цилиндрической полости которой с натягом расположена матрица 2 с формообразующей полостью в верхней части 3 ее большего диаметра, чем в остальной части 4, соединенными между собой не показанными внутренним и наружным радиусами сопряжения; при этом в обойме 1 выполнен верхнее поперечное окно 5 под отводимый нагретый матрицей хладагент, выходящее в ее верхнюю внутреннюю кольцевую канавку 6, куда открыты также и винтовые канавки 7, образованные на ее внутренней поверхности и выходящие концами в ее среднюю кольцевую канавку 8, расположенную в зоне сопряжения выше указанных радиусов ее, куда открыты начало наклонных или прямых криволинейных по доньями каналов- прорезей 9 матрицы, расположенных частично в зоне сопряжения ее радиусов и выходящих концами в начало наклонных к ее продольной оси или прямых канавок 10 на наружной поверхности ее нижней части; эти канавки также открыты своими нижними криволинейными краями 11 в нижнюю кольцевую канавку 12 обоймы 1, куда выходит ее нижнее поперечное окно 13. Предлагаемое охлаждается так: хладагент по окну 13 подается в кольцевую канавку 12 обоймы 1, а из нее в канавки 10 матрицы 2, по которым поступает в концы ее каналов-прорезей 9; по ним и через их начало он оказывается в средней кольцевой канавке 8 обоймы 1, из нее в винтовых канавках 7, по которым устремляется в ее верхнюю кольцевую канавку 6 и затем через поперечное окно 5 обоймы нагретый теплом матрицы 2 хладагент отводится за ее пределы. Эффект охлаждения матрицы 2 определяется величиной ее охлаждаемой поверхности, перепадом температур между ней и хладагентом, скоростью и продолжительностью циркуляции последнего по ее канавкам и обоймы, а также минимально допустимыми толщинами стенок теплообменных поверхностей ее и особенно в зоне сопряжения радиусов частей ее полости, где максимальные силовые, температурные, эрозионные и прочие воздействия деформируемого металла заготовки.
При оптимальных толщинах стенок матрицы перепад температур между ее теплообменными поверхностями дожжен быть минимальным, к которому добавляется как минимум 373 К- уровень нагрева ее наружной охлаждаемой поверхности, и тогда уровень нагрева ее в зоне сопряжения радиусов формообразующей полости будет не более 550-630 К, что обеспечивает повышение стойкости матрицы как минимум в 1,5- 2 раза. Выполнение каналов- прорезей фрезерованием вместо сверления наклонных каналов прототипа сверление гораздо технологичнее, чем снижается трудоемкость матрицы, а расположением средней кольцевой канавки обоймы в зоне сопряжения радиусов матрицы уменьшается протяженность винтовых канавок обоймы, чем повышается ее технологичность. При сборке матрицы с обоймой не надо совмещать концы винтовых канавок обоймы с концами прямых или наклонных канавок матрицы, переходящих в ее каналы-прорези, чем также повышается технологичность этой части штампа. У каналов- прорезей матрицы охлаждаемая поверхность как минимум в 2 раза больше, чем у каналов- отверстий прототипа, что повышает эффект охлаждения матрицы в этой зоне и ее стойкость. Таким образом, предлагаемое решение конструктивно проще, технологичнее, с большей стойкостью матрицы и поэтому улучшенными производственно-экономическими показателями.
Формообразующая часть горячего штампа для получения заготовки в виде вала с шестерней на конце, содержащая матрицу с формообразующей полостью, имеющей верхнюю часть большего диаметра, сопряженную по радиусам с расположенной под нею частью меньшего диаметра, охваченную с натягом обоймой, на внутренней поверхности которой выполнены верхняя и нижняя кольцевые канавки с открытыми в них поперечными окнами под хладагент, средняя кольцевая канавка и винтовые канавки, выходящие концами в верхнюю и среднюю кольцевые канавки, отличающаяся тем, что на наружной поверхности матрицы выполнены радиусные по доньям и расположенные прямо или наклонно по отношению к продольной оси матрицы каналы-прорези, начало которых открыто в среднюю кольцевую канавку обоймы, расположенную в зоне сопряжения частей формообразующей полости матрицы, а конец – в начало канавок, расположенных на наружной поверхности части матрицы с формообразующей полостью меньшего диаметра наклонно или прямо по отношению к ее продольной оси и открытых концами в нижнюю кольцевую канавку обоймы.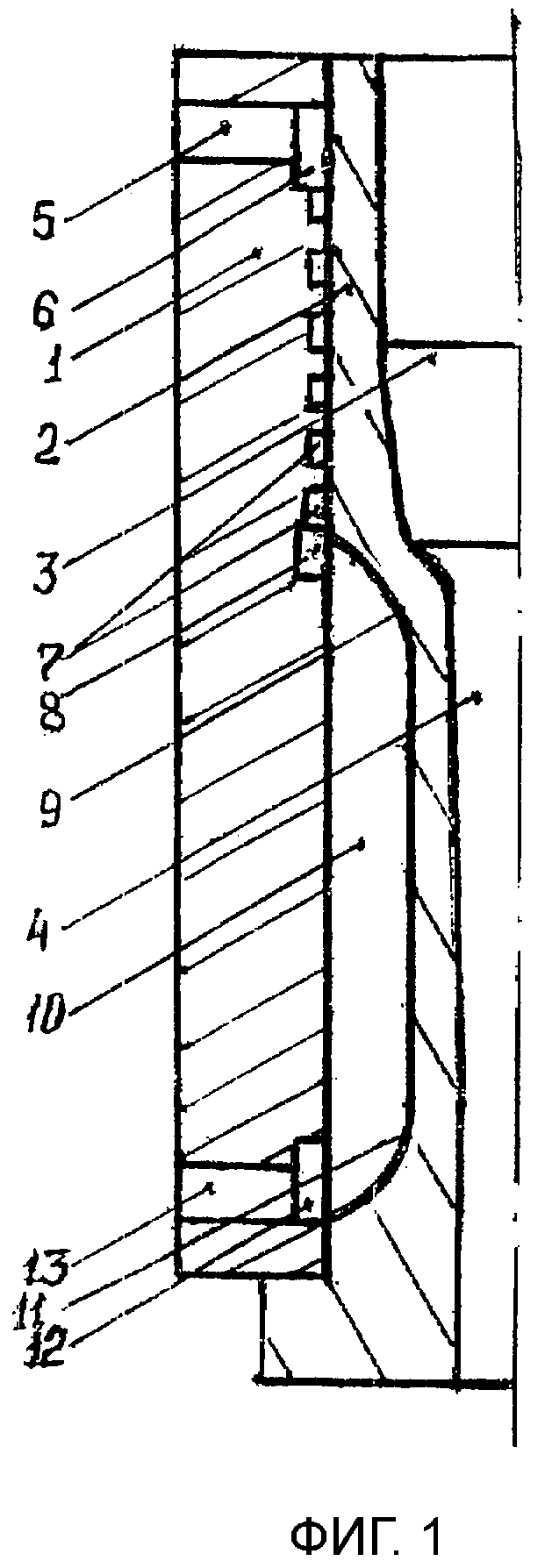
Прессующий поршневой узел машины литья под давлением
Поводковый центр радиально-обжимной машины (ром)
Камера прессования горизонтальной машины литья под давлением
Способ охлаждения нижней части горячего штампа и устройство его реализации
Поршневой узел машины литья под давлением
Устройство для крепления штока с поршнем на горизонтальной машине литья под давлением (гмлпд)
Поршневой узел машины литья под давлением (млпд)
Поршневой узел машины литья под давлением
Поршневой узел машины литья под давлением
Электрод-колпачок для контактной точечной сварки (ктс)
Способ охлаждения электрода сварочных клещей контактной точечной сварки (ктс) и устройство его реализации
Электрододержатель для контактной точечной сварки (ктс)
Электрододержатель сварочных клещей для контактной точечной сварки
Электрододержатель для контактной точечной сварки
Электрододержатель для контактной точечной сварки
Электрододержатель для контактной точечной сварки
Устройство для охлаждения электрода контактной точечной сварки (ктс)
Устройство для контактной точечной сварки прутков
Прессующий узел машины литья под давлением
Устройство для охлаждения электрода-колпачка контактной точечной сварки (ктс)

