Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ЛОПАТОК БЛИСКА
Вид РИД
Изобретение
Изобретение относится к электролитно-плазменному полированию изделий из легированных сталей и титановых сплавов, и может быть использовано в турбомашиностроении при обработке лопаток блиска компрессоров газотурбинных двигателей, для обеспечения необходимых физико-механических и эксплуатационных свойств деталей турбомашин, а также в качестве подготовительной операции перед ионно-имплантационным модифицированием поверхности детали и нанесением защитных ионно-плазменных покрытий.
Рабочие лопатки компрессора газотурбинного двигателя (ГТД) в процессе эксплуатации подвергаются воздействиям значительных динамических и статических нагрузок, а также коррозионному и эрозионному разрушению. Исходя из предъявляемых к эксплуатационным свойствам требований, для изготовления лопаток компрессора газовых турбин применяются высоколегированные стали и титановые сплавы.
Однако лопатки турбин обладают повышенной чувствительностью к концентраторам напряжения. Поэтому дефекты, образующиеся в процессе изготовления этих деталей, недопустимы, поскольку вызывают возникновение интенсивных процессов разрушения. Это вызывает проблемы при механической обработке поверхностей деталей турбомашин. В этой связи развитие способов получения высококачественных поверхностей деталей турбомашин является весьма актуальной задачей.
Наиболее перспективными методами обработки лопаток турбомашин являются электрохимические методы полирования поверхностей [Грилихес С.Я. Электрохимическое и химическое полирование: Теория и практика. Влияние на свойства металлов. Л., Машиностроение, 1987.], при этом наибольший интерес для рассматриваемой области представляют методы электролитно-плазменного полирования (ЭПП) деталей [например, Патент ГДР (DD) №238074 (А1), МПК C25F 3/16, опубл. 06.08.86., а также Патент РБ №1132, МПК C25F 3/16, 1996, БИ №3].
Известно устройство для электрохимической обработки фасонных поверхностей, включающее электрододержатель, диэлектрический экран, основание с токоподводящим элементом, и электролизную ванну (патент РФ №2161551, МКИ В23Н 3/00, Способ электрохимической обработки фасонных полостей. Опубл. 2001 г.).
Наиболее близким к заявляемому техническому решению является устройство для электрохимической обработки деталей, содержащее электроизолирующий экран, выполненный с возможностью его закрепления на поверхности обрабатываемой детали Устройство содержит электрод с рабочей поверхностью, идентичной форме режущей грани инструмента. Напротив формируемого острия в диэлектрическом экране выполнена выборка. [Патент РФ №2150358. МПК В23Н 3/00, В23Н 9/08. Способ электрохимической обработки режущих граней инструмента и устройство для его осуществления. Опубл.: 10.06.2000, Бюл. №16].
Однако, известные устройства не позволяют осуществлять электролитно-плазменное полирование лопаток блисков. Кроме того, при электролитно-плазменной обработке крупных деталей, таких как блиски, имеющих значительную площадь поверхности выделяется чрезмерное количество тепла, что делает процесс нестабильным и приводит к возникновению дефектов на поверхности лопаток. При этом для обработки блисков компрессора ГТД, требуется одновременный подвод значительного количества элекроэнергии, что вызывает дополнительные сложности реализации процесса полирования. В этой связи наиболее целесообразно осуществлять обработку лопаток блиска последовательно, друг за другом, обеспечивая оптимальную площадь обрабатываемой поверхности, снижая тем самым величину подводимой энергии.
Известно устройство для обработки блисков, позволяющее последовательно обрабатывать лопатки моноколеса [Патент РФ №2625698. МПК С23С 14/24. Способ нанесения защитных покрытий и устройство для его осуществления. Опубл.: 18.07.2017 Бюл. №20].
Однако это устройство предназначено для нанесения покрытий и не может быть использовано при электролитно-плазменном полировании лопаток блиска.
Задачей, на решение которой направлено заявляемое изобретение, является создание такого устройства, которое позволяло бы последовательно осуществлять полирование каждой лопатки методом электролитно-плазменного полирования.
Техническим эффектом изобретения является повышение качества и надежности процесса полирования блисков компрессора ГТД.
Поставленная задача решается за счет того, что в устройстве для электролитно-плазменного полирования лопаток блиска газотурбинного двигателя, содержащем токоподводящий элемент для подключения блиска, электроизолирующий экран, выполненный с возможностью его закрепления на блиске, в отличие от прототипа, экран выполнен составным, с индивидуальными съемными экранами для диска блиска и каждой его лопатки, с возможностью удаления индивидуального экрана с текущей обрабатываемой лопатки при ее полировании в электролите, причем съемные экраны выполнены из силиконовой пленки и снабжены уплотнениями-фиксаторами, обеспечивающими заданное расположение и закрепление экранов на блиске и герметизацию блиска от электролита. Кроме того, возможны следующие дополнительные варианты выполнения устройства: уплотнения-фиксаторы выполнены в виде утолщений на кромках экрана, повторяющих профиль лопатки в месте закрепления; толщина силиконовой пленки составляет от 1 до 3 мм.
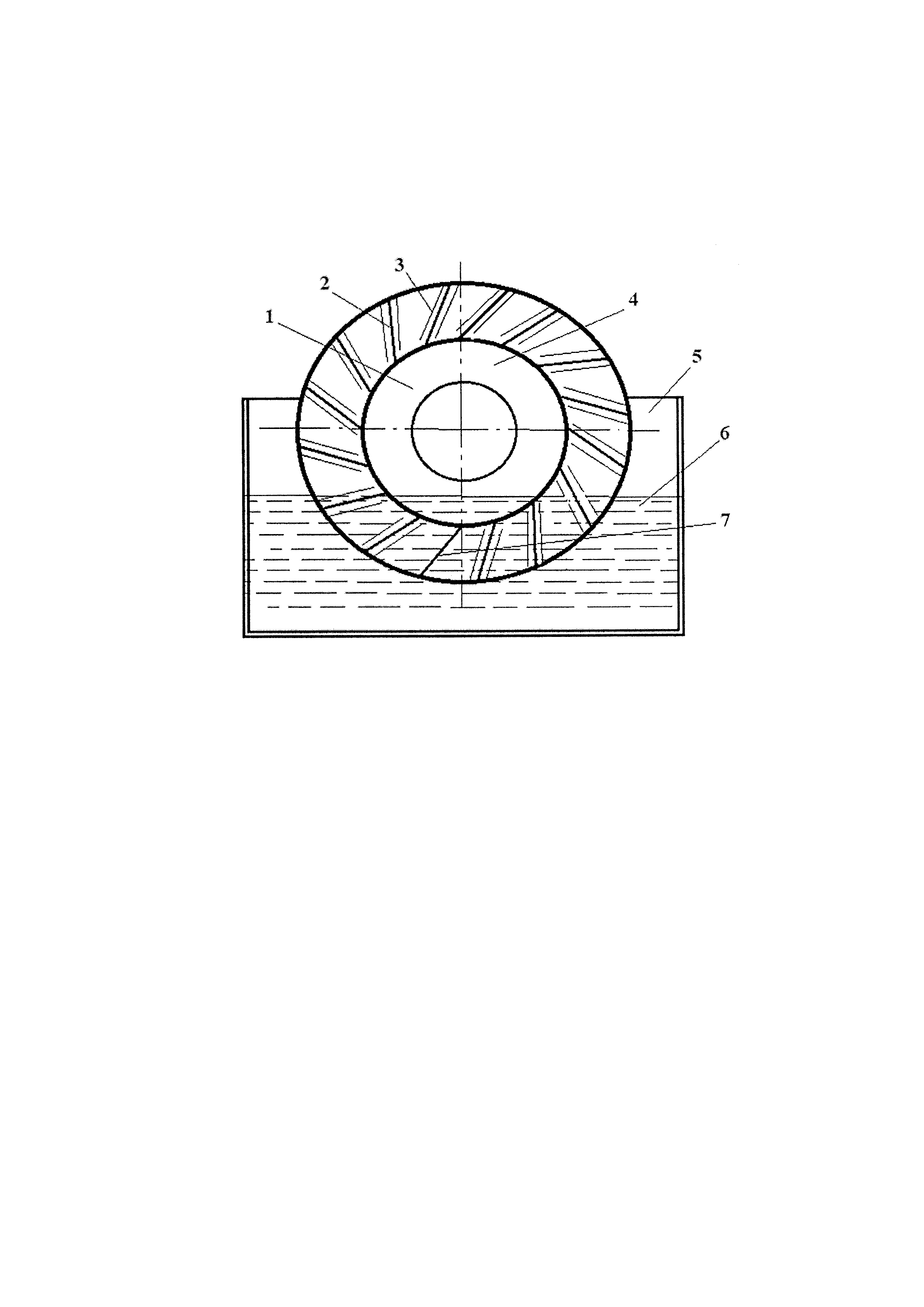
Изобретение поясняется следующей схемой. На фиг. показано устройство для электролитно-плазменного полирования блиска. Фигура содержат: 1 - блиск; 2 - экранированная лопатка блиска; 3 - индивидуальный экран лопатки блиска; 4 - экран диска блиска; 5 - ванна для электролита; 6 - электролит; 7 - текущая обрабатываемая (неэкранированная) лопатка.
Полирование лопаток блиска газотурбинного двигателя при помощи заявляемого устройства осуществляется следующим образом. Не обрабатываемые участки блиска электроизолируют индивидуальными экранами 3 для каждой лопатки 2 и экраном 4 для блиска. Используют экраны из электроизоляционного материала. В качестве электроизоляционного материала используют силиконовую пленку. На каждую лопатку 2 одевают индивидуальные экраны 4, обеспечивающие герметизацию не подвергаемых обработке участков поверхности блиска 1, оставляя не изолированной текущую обрабатываемую лопатку 7 блиска 1. Затем блиск 1 погружают в электролит 6, обеспечивая полное погружение текущей обрабатываемой лопатки 7 блиска 1, прикладывают к блиску 1 положительный электрический потенциал, а к электролиту 6 - отрицательный, в результате чего достигают возникновения разряда между обрабатываемой текущей лопаткой 7 и электролитом 6. Процесс электролитно-плазменного полирования осуществляют электрическом потенциале от 250 В до 320 В, а в качестве электролита используют водный раствор с содержанием от 3 до 7 вес. % гидроксиламина солянокислого чистого, ЧДА или технически чистого, с содержанием неорганической легкорастворимой соли с рН≈7. Полирование ведут при температуре от 70°С до 96°С. Полирование в зависимости от параметров детали можно вести при величине тока от 0,2 А/см2 до 0,7 А/см2 в течение не менее 1,5 минут. Полируемая лопатка турбомашины, должна иметь шероховатость исходной поверхностью не более Ra 0,78…0,82 мкм.
Обработку ведут в среде электролита при поддержании вокруг детали парогазовой оболочки. В качестве ванны используют емкость, выполненную из материала, стойкого к воздействию электролита.
При осуществлении способа происходят следующие процессы. Под действием протекающих токов происходит нагрев поверхности детали и образование вокруг нее парогазовой оболочки. Излишняя теплота, возникающая при нагреве детали и электролита, отводится через систему охлаждения. При этом поддерживают заданную температуру процесса. Под действием электрического напряжения (электрического потенциала между деталью и электролитом) в парогазовой оболочке возникает разряд, представляющий из себя ионизированную электролитическую плазму, обеспечивающую протекание интенсивных химических и электрохимических реакций между обрабатываемой деталью и средой парогазовой оболочки.
При подаче положительного потенциала на текущую обрабатываемую лопатку 7, в процессе протекания указанных реакций, происходит анодирование поверхности лопатки 7 с одновременным химическим травлением образующегося окисла. Причем при анодной поляризации парогазовый слой состоит из паров электролита, анионов и газообразного кислорода. Поскольку травление происходит, в основном, на микронеровностях, где образуется тонкий слой окисла, а процессы анодирования продолжаются, то в результате совместного действия этих факторов происходит уменьшение шероховатости обрабатываемой поверхности и, как следствие, полирование последней. После окончания полирования лопатки 7 блиска 1, блиск 1 полностью вынимают из электролита, промывают, просушивают, переналаживают индивидуальные экраны лопатки 3, оставляя открытой следующую обрабатываемую лопатку, снова погружают в электролит 6 и производят ее новой текущей лопатки и повторяют указанный цикл до окончания полирования всех лопаток блиска 1.
Пример 1. Обработке подвергали лопатки блиска компрессора ГТД из титановых сплавов марок ВТ6, ВТ8, ВТ8М, ВТ1-0. Обрабатываемые лопатки блиска последовательно полировали с использованием, выполненных из силиконовой пленки индивидуальных экранов лопаток и экрана диска блиска, снабженных уплотнениями, обеспечивающими герметизацию необрабатываемых участков блиска. Обрабатываемую лопатку блиска погружали в ванну с водным раствором электролита и прикладывали к блиску положительное, а к электролиту - отрицательное напряжение. К обрабатываемой детали прикладывали электрический потенциал 250 В, 300 В, 320 В. Детали обрабатывались в среде электролита на основе водного раствора с содержанием от 3 до 7 вес. % гидроксиламина солянокислого чистого, ЧДА или технически чистого, с содержанием неорганической легкорастворимой соли с рН≈7. При обработке производили циркуляционное охлаждение электролита (поддерживалась средняя температура процесса в интервале 70°…96°С). Время обработки каждой лопатки составляло 2 минуты. Исходная шероховатость обрабатываемой поверхности составляла Ra 0,25 мкм, после полирования Ra 0,06 мкм.
Способ полирования деталей из титановых сплавов
Способ электролитно-плазменного удаления полимерных покрытий с поверхности пластинчатого торсина несущего винта вертолета
Способ защиты лопаток турбомашин из легированных сталей от эрозии и солевой коррозии
Способ электролитно-плазменного удаления полимерных покрытий с поверхности детали из легированных сталей
Способ нанесения многослойного ионно-плазменного покрытия на поверхность гравюры штампа из жаропрочного никелевого сплава
Способ нанесения многослойного ионно-плазменного покрытия на поверхность гравюры штампа из жаропрочной стали
Способ нанесения защитного покрытия на лопатки блиска из титанового сплава
Установка для нанесения ионно-плазменных покрытий на лопатки блиска
Способ полирования лопаток блиска газотурбинного двигателя из титановых сплавов
Способ формирования нанокристаллического поверхностного слоя на детали из сплава на никелевой основе (варианты)
Способ получения теплозащитного покрытия на детали газовой турбины из никелевого или кобальтового сплава
Установка для ионно-лучевой и плазменной обработки
Составной сегмент прирабатываемого уплотнения турбины
Надбандажное прирабатываемое уплотнение для паровой турбины
Надбандажное лабиринтное уплотнение для паровой турбины
Способ изготовления металлического изделия из порошкового материала цикличным послойным лазерным синтезом
Способ обработки лопатки газотурбинного двигателя
Способ повышения износостойкости резьбовой поверхности детали из легированных сталей
Способ изготовления металлического изделия послойным лазерным нанесением порошкового материала
Способ изготовления металлического изделия лазерным цикличным нанесением порошкового материала и установка для его осуществления

