Результат интеллектуальной деятельности: МЕХАНИЗМ РАСКРУЧИВАНИЯ ЗАГОТОВОК ПЕРЕД ПРОШИВКОЙ
Вид РИД
Изобретение
Известны механизмы раскручивания заготовок перед прошивкой, включающие верхние холостые и нижние приводные гиперболоидальные ролики, вращающиеся от привода синхронно с валками стала.
С целью улучшения захвата заготовки валками, в предложенном механизме раскручивания ролики выполнены цилиндрическими с осями, параллельными оси прошивки и установлены по всей длине входной стороны стана. В таком механизме раскручивания целесообразно верхние ролики смонтировать на откидываемых пневмоприводом рычагах.
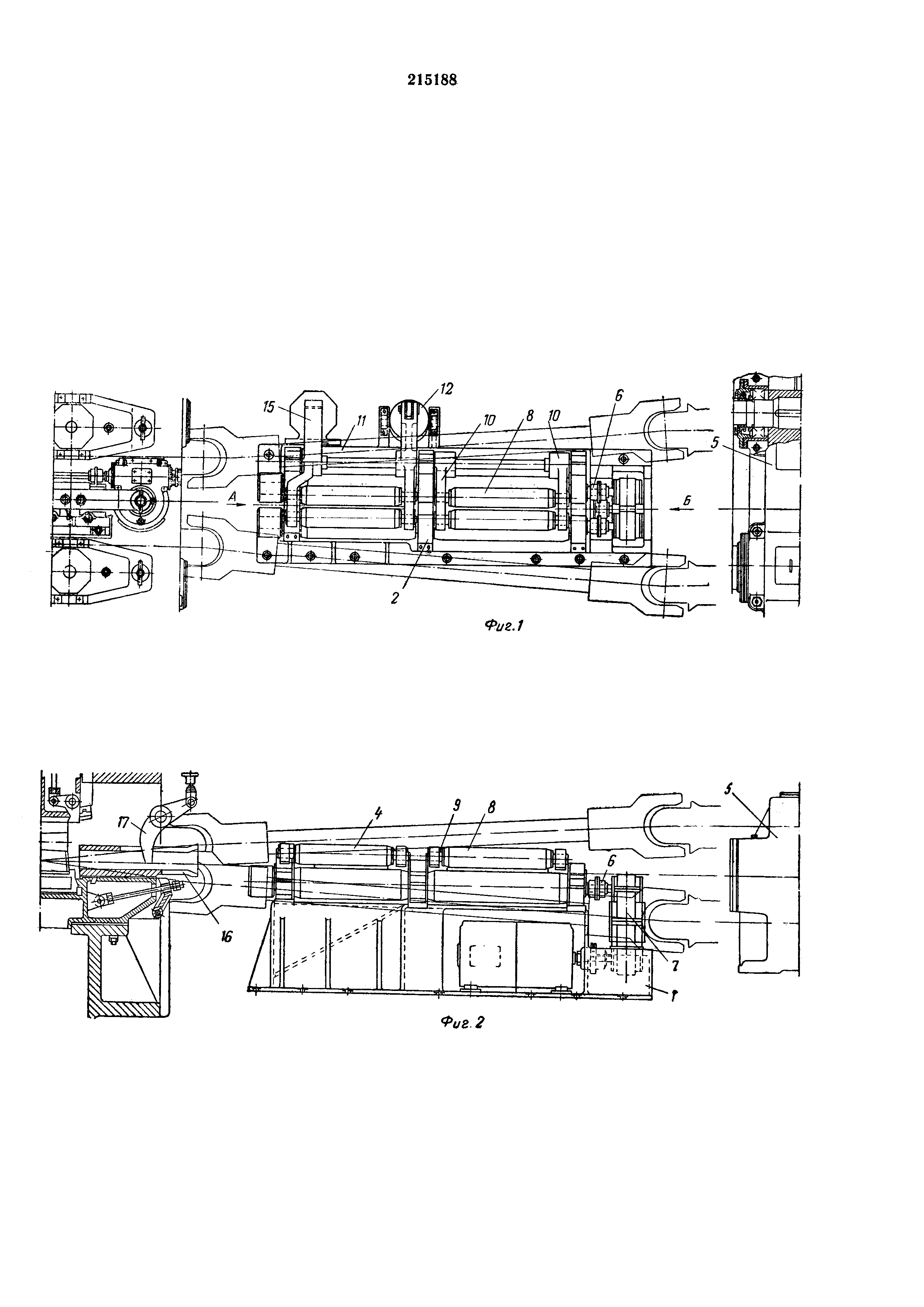
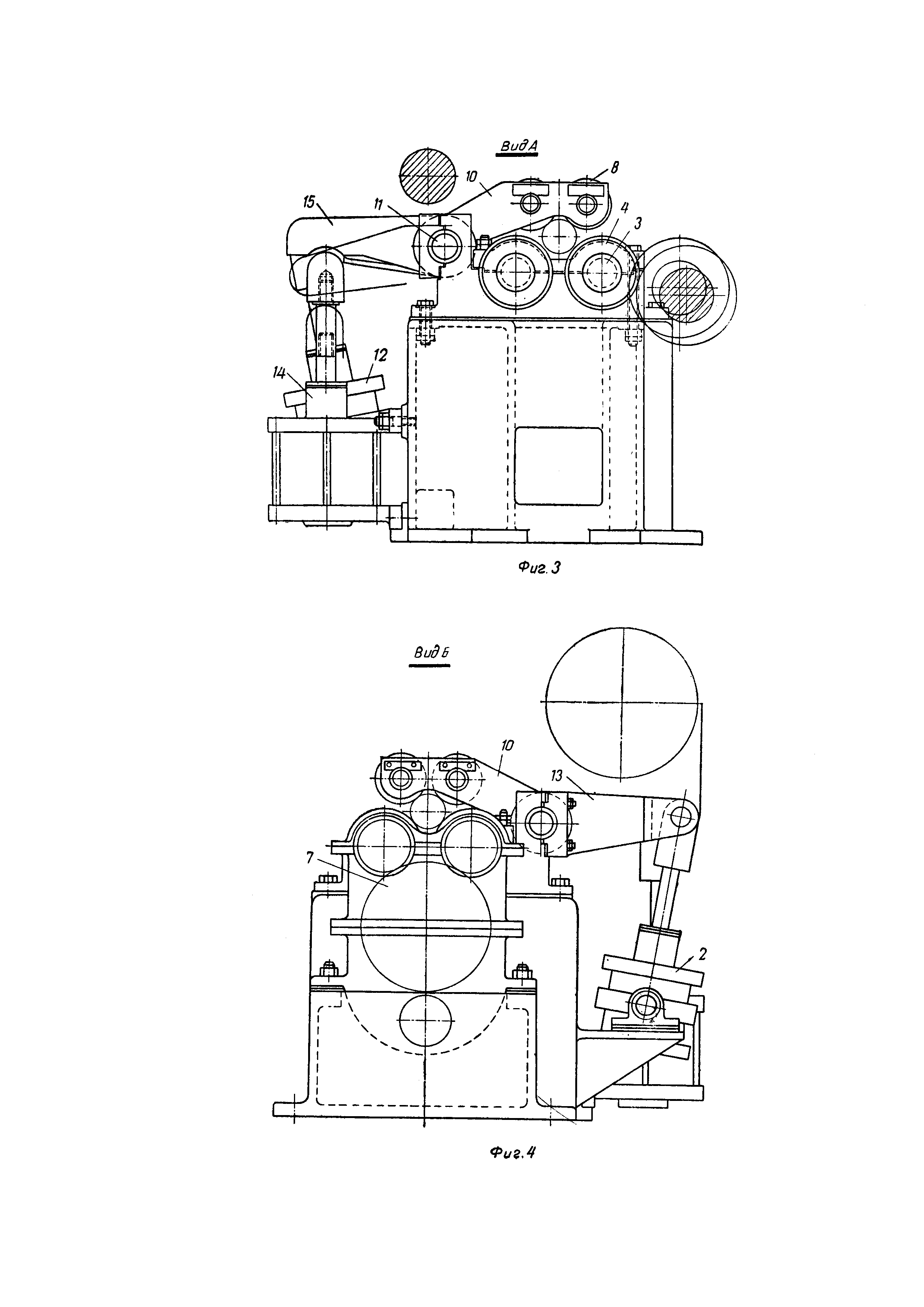
На фиг. 1 изображен описываемый механизм, вид сверху; на фиг. 2 - то же, вид сбоку; на фиг. 3 - вид по стрелке А на фиг. 1; на фиг. 4 - вид но стрелке Б на фиг. 1.
На стационарной раме 1 на подшипниках 2 смонтированы два вала 3, расположенные параллельно оси прошивки на всей длине входной стороны. На валах насажены нижние приводные ролики 4. С шестеренной клетью 5 валы соединены через муфту 6 и редуктор 7. Над приводными роликами размещены холостые ролики 8, оси 9 которых установлены на рычагах 10, касающихся относительно оси 11. Поворот рычагов 10 осуществляется от пневмоцилиндра 12 через рычаг 13. Ход пневмоцилиндра 12 ограничивается пневмоцилиндром 14 и рычагом 15. Между рамой и клетью установлена вводная проводка 16 с упором 17.
Работа механизма заключается в следующем.
Во время процесса прошивки шток пневмоцилиндра 14 находится в крайнем верхнем положении, при этом пневмоцилиндр 12 прижимает рычаг 15 к головке пневмоцилиндра 14 и верхние ролики 8 приподнимаются на 3-4 мм. Ролики в этом случае играют роль проводки, центрирующей непрошитый конец заготовки. Как только задний конец заготовки скроется в вводной проводке 16, шток пневмоцилиндра 14 опускается, одновременно с ним опускается шток пневмоцилиндра 12, поднимая холостые ролики. Когда холостые ролики поднимутся, на нижние ролики 4 сбрасывается очередная заготовка, подаваемая механизмом заталкивания до упора 17. После этого верхние ролики обратным ходом штока пневмоцилиндра 12 опускаются на заготовку, ускоряя процесс ее раскручивания. Таким образом, раскручивание заготовки происходит в момент прошивки предыдущей заготовки и выдачи гильзы из выходной стороны. Одновременно с подъемом штока пневмоцилиндра 12 поднимается шток пневмоцилиндра 14, не доходя до рычага 15 на 3-4 мм. Далее операции повторяются.