Результат интеллектуальной деятельности: СПОСОБ ПОВЫШЕНИЯ АБРАЗИВНОЙ ИЗНОСОСТОЙКОСТИ РЕЖУЩЕ-ЛЕЗВИЙНОЙ ЧАСТИ ЛЕМЕХОВ ПЛУЖНЫХ КОРПУСОВ
Вид РИД
Изобретение
Изобретение относится к области технологии сельскохозяйственного машиностроения, в частности к повышению износостойкости режуще-лезвийной части плужных лемехов и может быть использовано при изготовлении этих деталей, а также при упрочнении в процессе восстановления.
У плужного лемеха, в период эксплуатации различные участки рабочей поверхности нагружены не одинаково [1], что приводит к их неравномерному изнашиванию. Наибольшие давления со стороны почвы присущи режуще-лезвийной области и долоту. Одним из методов увеличения ресурса детали является изготовление лемеха составным - с остовом и крепящимся к нему сменным долотом. В отношении цельнометаллических лемехов используется приваривание термоупрочненного долота к остову с наплавленной твердым сплавом заглубляющей частью [2]. В этом случае предельное состояние детали (как составной, так и цельнометаллической) определяется стойкостью к абразивному изнашиванию режуще-лезвийной области. Повышение ее износостойкости может быть обеспечено различными методами, к которым, прежде всего, относится наплавка материала высокой твердости [3, 4].
Известен способ, где наплавку износостойкого покрытия осуществляют вдоль лезвия цельнометаллического лемеха с тыльной стороны [5]. При этом формирование покрытия производится по всей ширине и длине режуще-лезвийной части. Износостойкий слой представляет собой сплав твердостью примерно 50 HRC. При этом металл детали не проходит предварительной термической обработки.
Упрочнение подобным образом позволяет повысить износостойкость режуще-лезвийной области и соответственно ресурс лемеха. В тоже время, достигаемую наработку до предельного состояния такого изделия нельзя считать достаточной. Кроме этого, различие в твердостях рабочей поверхности (поверхности трения) и наплавленного слоя с тыльной стороны, приводит к неравномерному истиранию упрочненной зоны по толщине т.к. интенсивность износа наружной части превышает интенсивность износа тыльной. Это выражается в проявлении заточки лезвия с наружной стороны, что приводит к скалыванию наплавленного слоя и противодействию процессу самоорганизации износа, способствуя повышению тягового сопротивления агрегата. Помимо этого, наличие абразивостойкого слоя с тыльной стороны не обеспечивает существенного снижения интенсивности изнашивания заглубляющей области долота, что заставляет производителей прибегать к дополнительным мерам упрочнения [6].
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ повышения долговечности составных плужных лемехов, путем приваривания термоупрочненной до 50 HRC компенсирующей пластины взамен изношенной части. С целью повышения абразивной стойкости режуще-лезвийной области производится наплавка с ее тыльной стороны сплава твердостью 58-62 HRC на всю длину и по всей ширине [7].
К недостаткам этого способа следует отнести факторы, которые рассмотрены в предыдущем способе упрочнения. Другим недостатком такой технологии является чрезмерно высокий уровень остаточных напряжений, нередко приводящий к появлению трещин в покрытии и даже разрушению самой детали.
Техническим результатом изобретения является повышение стойкости к абразивному изнашиванию режуще-лезвийной области составных и цельнометаллических лемехов плужных корпусов, а также увеличение ресурса при соблюдении условия самоорганизации процесса износа, и обеспечении низкого уровня остаточных напряжений.
Технический результат достигается тем, что наплавка износостойкого сплава производится как с наружной (рабочей), так и тыльной стороны режуще-лезвийной области лемеха. При этом формирование абразивостойкого покрытия осуществляется по всей ее длине на 0,5 ширины за один проход. Твердость нанесенного материала должна быть не менее 59 HRC при наличии в структуре комплексных карбидов. (Твердость остова составного лемеха не превышает 50 HRC, а цельнометаллического 25 HRC). Высокая твердость, присутствие в металле покрытия комплексных карбидов, а также двухсторонняя защита режуще-лезвийной области от воздействия изнашивающей среды (почвы) обеспечивают высокий уровень абразивной износостойкости упрочненной зоны, приводящей к существенному повышению ресурса лемеха в целом.
Наличие материала высокой твердости с наружной и тыльной стороны обеспечит беспрепятственное прохождение процесса самоорганизации системы «лезвие лемеха - почва» вследствие отсутствия разницы в свойствах покрытий. При этом форма износа лезвия, выражающаяся в расположении заточки, которая может быть, как с наружной, так и внутренней стороны в зависимости от гранулометрического состава почвы. В свою очередь, устранение препятствий к самоорганизации изнашивания позволит снизить тяговое сопротивление агрегата и соответственно расход топлива.
Наплавка твердого покрытия на ширину 0,5 от ширины режуще-лезвийной части позволит избежать чрезмерно высокого уровня остаточных напряжений. Кроме этого, нанесение каждого слоя должно сопровождаться его охлаждением до 60…40°С, что также будет способствовать снижению напряжений.
Формирование твердого покрытия может быть произведено ручным или полуавтоматическим способом.
В период эксплуатации, после истирания упрочненной области необходимо повторить наплавку. Таким образом, за счет неоднократного использования способа можно значительно увеличить долговечность детали.
Проплавление основного металла должно быть минимальным во избежание «глубокого» перемешивания электродного и основного металлов и снижения свойств покрытия.
Заявленный способ осуществляется за счет ряда факторов:
- первый - производится наплавка абразивостойкого слоя на режуще-лезвийную область с двух сторон (наружную и тыльную) за один проход;
- второй - наплавленный материал должен иметь твердость не менее 59 HRC с присутствием в структуре комплексных карбидов;
- третий - упрочняющее покрытие формируется по всей длине режуще-лезвийной части на 0,5 ее ширины;
- четвертый - каждый последующий слой наплавляется только после остывания металла предыдущей наплавки до 40…60°С.
Использование разработанного способа обеспечит существенное увеличение стойкости к абразивному изнашиванию режуще-лезвийной части за счет: высокой твердости покрытия; присутствия в наплавленном металле комплексных карбидов; снижения интенсивности изнашивания упрочненной области из-за наличия абразивостойкого материала с наружной (рабочей) и тыльной стороны.
Повышение ресурса лемеха после упрочнения достигается за счет увеличения стойкости к абразивному изнашиванию режуще-лезвийной части.
Присутствие защитного сплава с одинаковыми свойствами с обеих сторон режуще-лезвийной области позволяет происходить изнашиванию в соответствии с явлениями присущими самоорганизации в период эксплуатации лемеха. В этом случае расположение заточки (с наружной или тыльной стороны) будет определяться гранулометрическим составом почвы.
Нанесение износостойкого сплава на 0,5 ширины режуще-лезвийной части и соблюдение условия, заключающегося в наплавке последующего слоя после остывания предыдущего до 40…60°С будет снижать склонность упроченной детали и области наплавки к росту остаточных напряжений и соответственно к образованию трещин как в покрытии, так и в самом лемехе.
Сопоставительный анализ заявленного решения с прототипом показывает, что заявленный способ отличается от известного тем, что повышение абразивной износостойкости режуще-лезвийной части лемехов плужных корпусов достигается за счет наплавки на тыльную и наружную ее стороны твердого слоя с HRC не менее 59 единиц и присутствием в структуре комплексных карбидов. Для снижения остаточных напряжений и склонности к образованию трещин покрытие формируется на 0,5 ширины упрочняемой зоны, а наплавка каждого последующего слоя производится после остывания предыдущего до 40…60°С.
Таким образом, предлагаемый способ соответствует критерию «новизна».
Известные технические решения подразумевают наплавку износостойкого материала только на тыльную сторону режуще-лезвийной части с формированием покрытия по всей ее длине и на всю ширину, что отсутствует в заявленном способе, и дает основание сделать вывод о его соответствии критерию «существенные отличия».
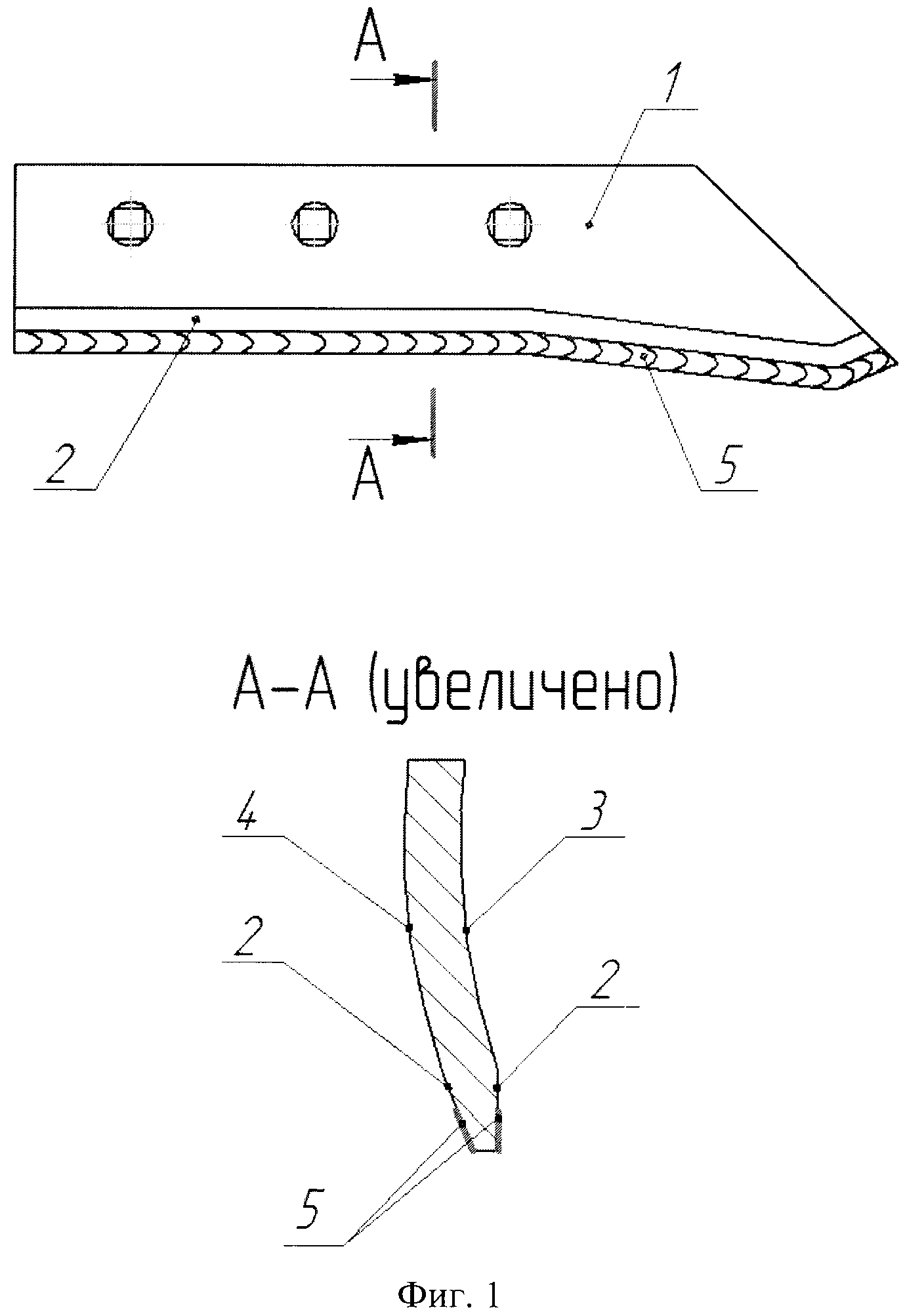
На фиг. 1 представлен цельнометаллический лемех 1 с наплавленным на режуще-лезвийную часть 2 с ее наружной 3 и тыльной 4 стороны абразивостойким покрытием 5.
Реализация заявленного способа выражается технологическим процессом, состоящим из следующих операций:
1. Зачистка режуще-лезвийной части до металлического блеска;
2. Удаление остатков шлама от зачистки;
3. Наплавка износостойкого сплава на наружную поверхность режуще лезвийной области на 0,5 ширины по всей длине;
4. Остывание сформированного слоя до 40…60°С;
5. Наплавка износостойкого сплава на тыльную сторону режуще-лезвийной части на 0,5 ширины по всей длине
Полевые сравнительные испытания лемехов, упрочненных по технологии, описанной в прототипе и по предлагаемому методу показали увеличение ресурса последних в 1,2…1,4 раза. В качестве электродного материла при наплавке использовалась самозащитная порошковая проволока компании «Castolin Eutactic» марки TeroMates AN 4660 на основе высокохромистого чугуна с присутствием ниобия, обеспечивающая твердость сформированного металла около 59 HRC и наличие в структуре комплексных карбидов.
Параметры режима наплавки: диаметр проволоки (dэ) - 2,8 мм; сила сварочного тока (Iсв) - 250 А.
Источники информации:
1. Михальченков A.M., Козарез И.В., Михальченкова М.А. Износ цельнометаллических и составных лемехов // Тракторы и сельхозмашины. - 2014. - №7. - С. 39-43.
2. Михальченков A.M., Новиков А.А., Локтев А.А., Михальченкова М.А. Штампосварной плужный лемех повышенной стойкости к абразивному изнашивании // Патент России №260121. 2016 Бюл. №30.
3. Измайлов А.Ю., Сидоров С.А., Лобачевский Я.П., Хорошенков В.К., Хлусова Е.И., Рябов В.В. Новые материалы и технологиии нанесения твердосплавных покрытий для деталей почвообрабатыващих машин // Вестник российской сельскохозяйственной науки. - 2016. - №2. - С. 66-69.
4. Коломейченко А.В., Титов Н.В., Кондрахин Н.А., Литовченко Н.Н., Поджарая К.С. Исследование технологических возможностей карбовибродугового метода упрочнения рабочих органов почвообрабатывающих машин // Техника и оборудование для села. - 2015. - №2(212). - С. 24-26.
5. Некрасов С.С, Приходько И.Л., Баграмов Л.Г. Технология сельскохозяйственного машиностроения (Общий и специальный курсы). - М.: КолоС. - 2004. - 360 с.
6. Козарез И.В., Новиков А.А., Михальченкова М.А. Повышение твердости компенсирующих элементов при восстановлении деталей // Сельский механизатор. - 2017. - №3. - С. 34-35.
7. Михальченков М.А., Якушенко Н.А. Способ упрочняющего восстановления плужного лемеха // Патент России №2544214. 2015 Бюл. №7.
Способ изготовления лемеха плужного корпуса с упрочнением его режуще-лезвийной области, включающий нанесение наплавкой за один проход слоя абразивостойкого сплава высокой твердости на тыльную и наружную сторону режуще-лезвийной области лемеха по всей ее длине, отличающийся тем, что нанесение наплавкой упомянутого слоя осуществляют сначала на одну из сторон режуще-лезвийной области лемеха, а после остывания наплавленного металла до 40…60°С – на ее другую сторону с получением на каждой из сторон слоя наплавки шириной, равной 0,5 ширины режуще-лезвийной области, при этом используют электродный материал, обеспечивающий получение наплавленного металла твердостью не менее 59 HRC, имеющего в структуре комплексные карбиды.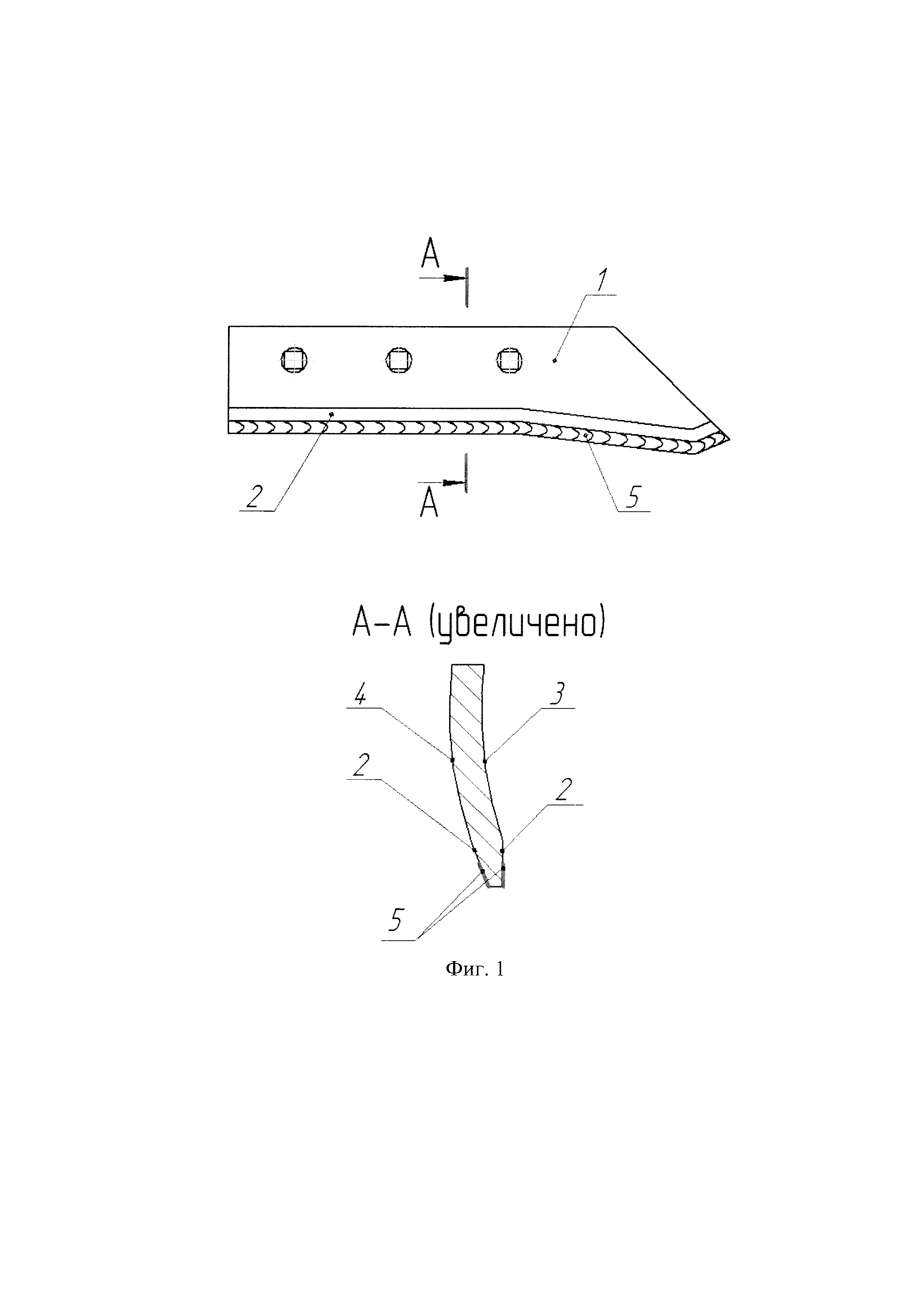
Зерноуборочный комбайн
Устройство для сравнительных ускоренных испытаний материалов с различными свойствами на стойкость к абразивному изнашиванию в не жестко закрепленном абразиве
Транспортер для уборки навоза
Установка для определения запотевания стекол защитных очков
Зерноуборочный комбайн
Зерноуборочный комбайн
Составной лемех плуга
Способ повышения стойкости к абразивному изнашиванию остова и ресурса составных лемехов плужных корпусов
Косилка роторная
Износостойкий плужный лемех
Способ для проведения испытаний на адгезионную прочность клееполимерных дисперсно-армированных композитов
Наклонная камера зерноуборочного комбайна

