Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления листа из текстурированной электротехнической стали и, в частности, относится к способу изготовления листа из текстурированной электротехнической стали, который подавляет изменения магнитных свойств в рулоне без использования высокотемпературного нагрева сляба.
Известный уровень техники
Лист из текстурированной электротехнической стали представляет собой мягкий магнитный материал, используемый в качестве материала железного сердечника трансформатора или генератора, и имеет кристаллическую текстуру, в которой ориентировка <001>, являющаяся осью лёгкого намагничивания железа, в значительной степени упорядочена в направлении прокатки стального листа. Такая текстура образуется путём вторичной рекристаллизации, которая предпочтительно вызывает рост гигантских кристаллических зёрен в ориентировке (110)[001], которая называется ориентировкой Госса, когда отжиг вторичной рекристаллизации выполняется в процессе изготовления листа из текстурированной электротехнической стали.
Лист из текстурированной электротехнической стали обычно получают способом, в котором сляб содержит выделения (ингибиторный компонент), такие как MnS, MnSe и AlN, путем нагрева сляба до высокой температуры, превышающей 1300°C для растворения ингибиторного компонента и образования мелкодисперсных выделений на последующей стадии для проведения вторичной рекристаллизации.
Таким образом, высокотемпературный нагрев сляба, превышающий 1300°С, необходим в обычном процессе изготовления листа из текстурированной электротехнической стали, что требует очень высоких производственных затрат. Поэтому обычный способ не способен удовлетворить современные требования по сокращению издержек производства.
Для решения этой проблемы, например, JP 2782086 B2 (PTL 1) предлагает способ, содержащий кислоторастворимый Al (раств.Al) в количестве 0,010% - 0,060% и ограничение при этом нагрева сляба до низкой температуры, с проведением азотирования в соответствующей атмосфере азотирования на стадии обезуглероживающего отжига, так что выделяется (Al, Si)N и используется в качестве ингибитора при вторичной рекристаллизации.
Согласно PTL 1 (Al, Si)N диспергируется до мелкодисперсного состояния в стали и действует как эффективный ингибитор. В стальном листе после обработки азотированием выделения (Si3N4 или (Si, Mn)N), в основном содержащие нитрид кремния, формируются только в поверхностном слое. В последующем отжиге вторичной рекристаллизации выделения, в основном содержащие нитрид кремния, переходят в Al-содержащий нитрид ((Al, Si)N или AlN), который термодинамически более стабилен. Здесь, согласно Y. Ushigami et al. “Precipitation Behaviors of Injected Nitride Inhibitors during Secondary Recrystallization Annealing in Grain Oriented Silicon Steel («Выделение введённых нитридных ингибиторов при отжиге вторичной рекристаллизации в текстурованной кремниевой стали»)” Materials Science Forum Vols. 204-206 (1996), pp. 593-598. (NPL 1), Si3N4, присутствующий вблизи поверхностного слоя, растворяется при нагреве в ходе отжига вторичной рекристаллизации, тогда как азот диффундирует в сталь и, когда температура превышает 900°С, выделяется в виде Al-содержащего нитрида, приблизительно однородного в направлении толщины листа, при этом можно получить возможность ингибирования роста зерна (эффект ингибирования) по всей толщине листа. Этот способ имеет преимущество в том, что такое же количество и размер зерна выделения можно получить в направлении толщины листа относительно легко по сравнению с регулированием распределения выделения с использованием высокотемпературного нагрева сляба.
Между тем также изучается способ осуществления вторичной рекристаллизации без содержания какого-либо ингибиторного компонента в слябе. Например, JP 2000-129356 A (PTL 2) описывает способ (способ без ингибитора), который обеспечивает вторичную рекристаллизацию без содержания какого-либо ингибиторного компонента.
Способ без ингибитора совершенствует вторичную рекристаллизацию посредством текстуры (контроль текстуры) с использованием более высокоочищенной стали. Способ без ингибитора не требует высокотемпературного нагрева сляба и позволяет изготавливать продукцию без специальной стадии, такой как азотирование, и, также может давать лист из текстурированной электротехнической стали при меньших затратах.
Список цитированных источников
Патентная литература
PTL 1: JP 2782086 B2
PTL 2: JP 2000-129356 A
Непатентная литература
NPL 1: Y. Ushigami et al. “Precipitation Behaviors of Injected Nitride Inhibitors during Secondary Recrystallization Annealing in Grain Oriented Silicon Steel”
Materials Science Forum Vols. 204-206 (1996) pp. 593-598
Краткое изложение существа изобретения
Техническая проблема
Однако, проблема способа без ингибитора состоит в том, что магнитные свойства стального листа значительно изменяются из-за изменения количества следов примесей, таких как S и N, и изменений в таких условиях, как температура горячей прокатки, температура отжига в зоне горячих состояний и температура отжига первичной рекристаллизации. Такие изменения магнитных свойств обусловлены главным образом ингибиторным компонентом, остающимся в очень низком количестве. Однако практически невозможно полностью удалить такое количество ингибиторного компонента из-за технических и экономических сложностей. Кроме того, в то время как такое минимальное количество ингибиторного компонента выделяется во время горячей прокатки, неизбежно возникают изменения температуры в поперечном направлении и в продольном направлении во время прокатки рулона, так что разброс магнитных свойств в рулоне неизбежен.
Поэтому было бы полезно создать способ изготовления листа из текстурированной электротехнической стали, который не требует высокотемпературного нагрева сляба, обеспечивает низкую стоимость и высокую производительность и подавляет изменения потерь в железе в стальном листе.
Решение проблемы
Заявители провели интенсивные исследования для решения вышеуказанных проблем.
В результате они впервые установили, что магнитные свойства могут быть стабильно улучшены даже при нагреве сляба в низкотемпературном диапазоне 1300°С или ниже, путём создания общего содержания S и/или Se в компонентах стального сляба до более 0,0015% и 0,010% или менее, и проведения выдержки в температурном диапазоне 1000°C или выше и 1120°C или ниже (температура выдержки на первой стадии) в течение 200 сек или менее, и затем выполнения выдержки в температурном диапазоне 650°С или более и 1000°С или менее (температура выдержки на второй стадии) в течение 200 сек или менее при отжиге до конечной холодной прокатки, чтобы ограничить количество Al в выделениях после отжига до конечной холодной прокатки до 50% или более общего количества Al (общее количество Al), содержащегося в стальном слябе.
Ниже описаны экспериментальные результаты, которые привели к настоящему раскрытию.
Эксперимент
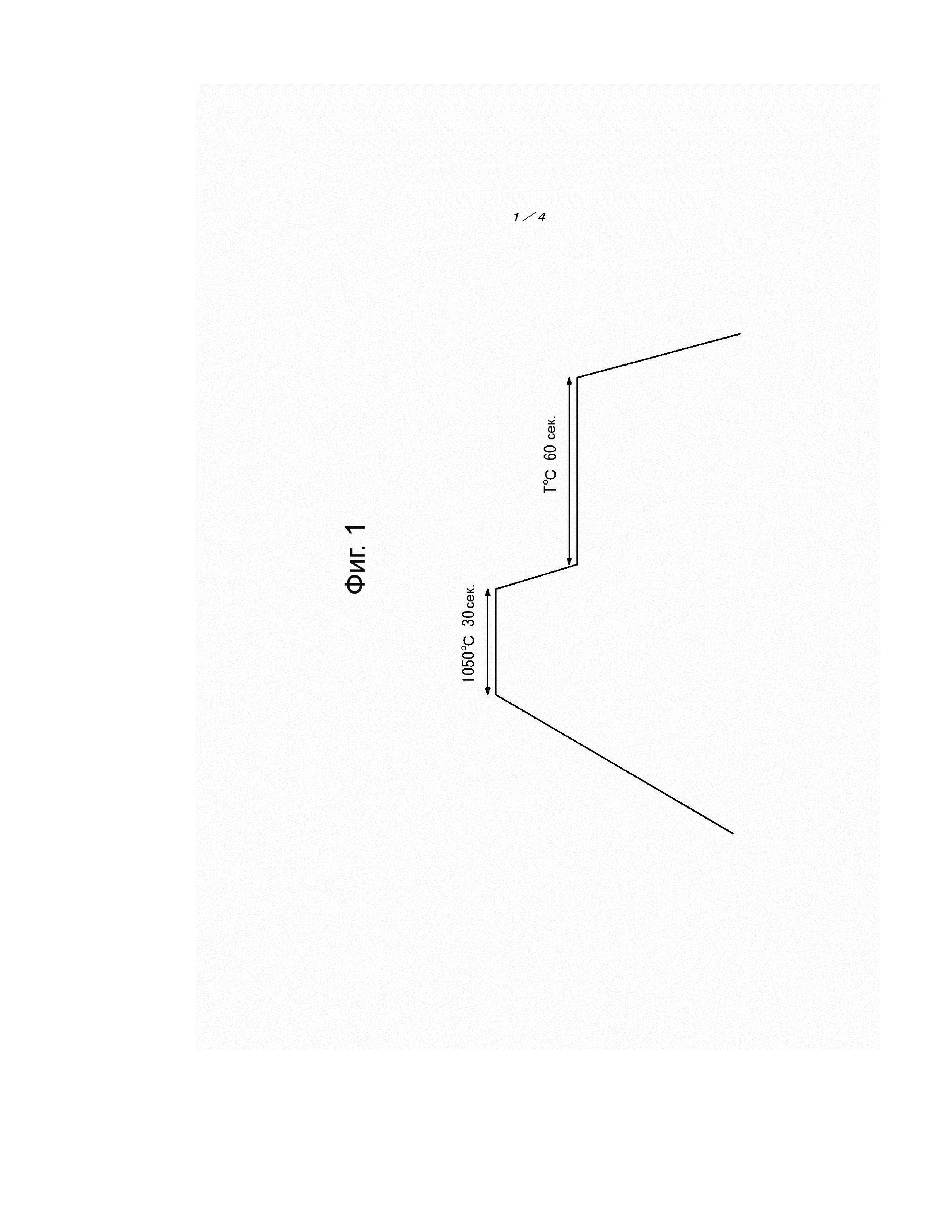
Сляб из стали A, состава, содержащего C: 0,03 мас.%, Si: 3,2 мас.%, Mn: 0,08 мас.%, P: 0,05 мас.%, Cu: 0,10 мас.%, Sb: 0,03 мас.%, раств. Al. 60 ч./млн. масс., N: 40 ч./млн. масс., S: 5 ч./млн. масс., Se: 1 ч./млн. масс., и остальное Fe и неизбежные примеси и сляб из стали В, состава, содержащего C: 0,03 мас.%, Si: 3,2 мас.% , Mn: 0,08 мас.%, P: 0,05 мас.%, Cu: 0,10 мас.%, Sb: 0,03 мас.%, раств. Al: 60 ч./млн. масс., N: 40 ч./млн. масс., S: 75 ч./млн. масс., Se: ч./млн. масс. и остальное Fe и неизбежные примеси, каждый нагревают до 1220°С и затем подвергают горячей прокатке для получения горячекатаного листа толщиной 2,5 мм. Затем горячекатаный лист подвергают отжигу в зоне горячих состояний по схеме, показанной на фиг. 1. После отжига в зоне горячих состояний выделения отделяют и анализируют количество Al в выделениях. Анализ количества выделений Al проводят способом, описанным в Chino, et al. «Tetsu to hagane» (Железо и сталь), the Iron and Steel Institute of Japan, December 1988, vol. 74, pp. 2041-2046. После отжига в зоне горячих состояний стальной лист подвергают холодной прокатке до 0,22 мм.
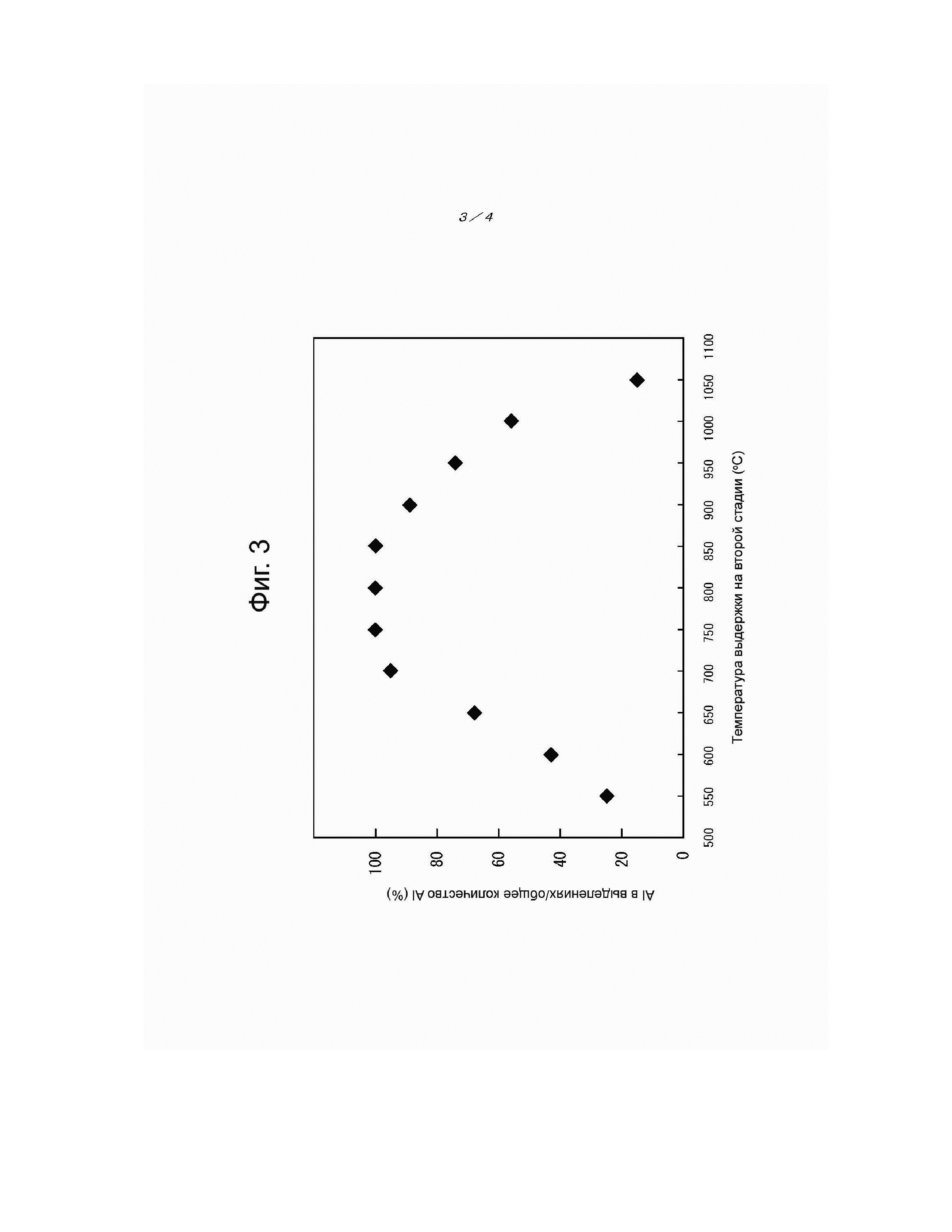
После холодной прокатки отжиг первичной рекристаллизации, также служащий в качестве обезуглероживания при проведении выдержки при 850°С в течение 120 секунд, проводят в атмосфере с парциальным давлением водорода 55%, парциальным давлением азота 45% и точкой росы 55°C. Затем отжиговый сепаратор с MgO в качестве основного ингредиента наносят на лист после отжига первичной рекристаллизации в количестве 15 г/м2 с обеих сторон и сушат. Лист после отжига первичной рекристаллизации затем подвергают отжигу вторичной рекристаллизации в условиях нагрева до 800°С со скоростью нагрева 15°С/ч в атмосфере азота, нагрева от 800°С до 870°С при скорости нагрева 5°C/ч, выдержки при 870°C в течение 50 часов и затем замены на атмосферу водорода и выдержки при 1180°C в течение 10 часов. После окончательного отжига наносят средство, содержащее 50% коллоидного диоксида кремния и фосфат магния, и высушивают, и отжиг-правку проводят при 850°С в течение 20 сек в смешанной атмосфере азота и водорода для корректировки формы. Фиг. 2 иллюстрирует график зависимости между температурой выдержки на второй стадии отжига в зоне горячих состояний (T °C на фиг.1) и плотностью магнитного потока (B8) после отжига-правки для стали A и стали B. Как показано на фиг. 2, в стали B с общим содержанием S и Se 76 ч./млн., получена высокая плотность магнитного потока, когда температура выдержки на второй стадии находилась в диапазоне 650°C - 1000°C и, в частности, в диапазоне 700°C - 900°C, по сравнению со сталью A с общим содержанием S и Se 6 ч./млн.
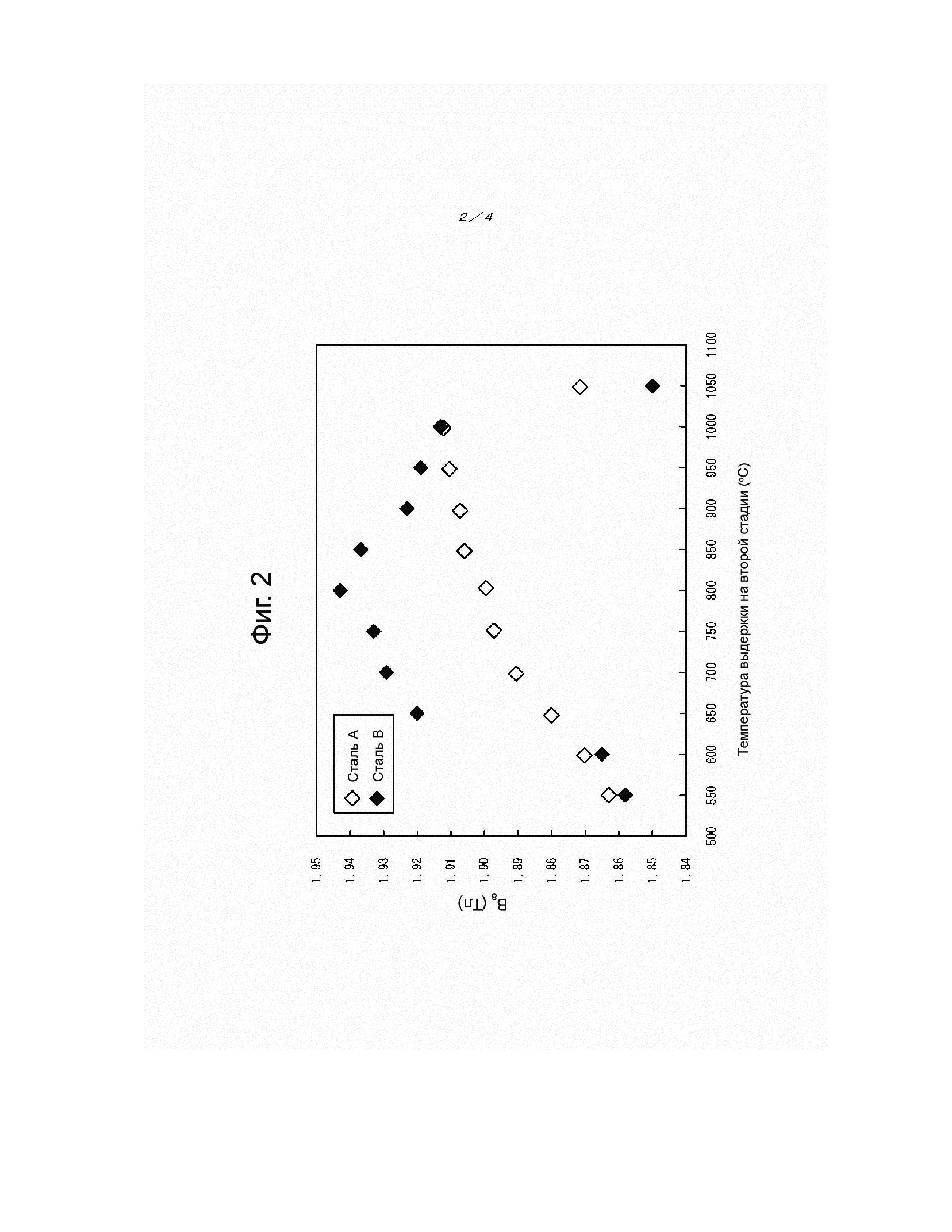
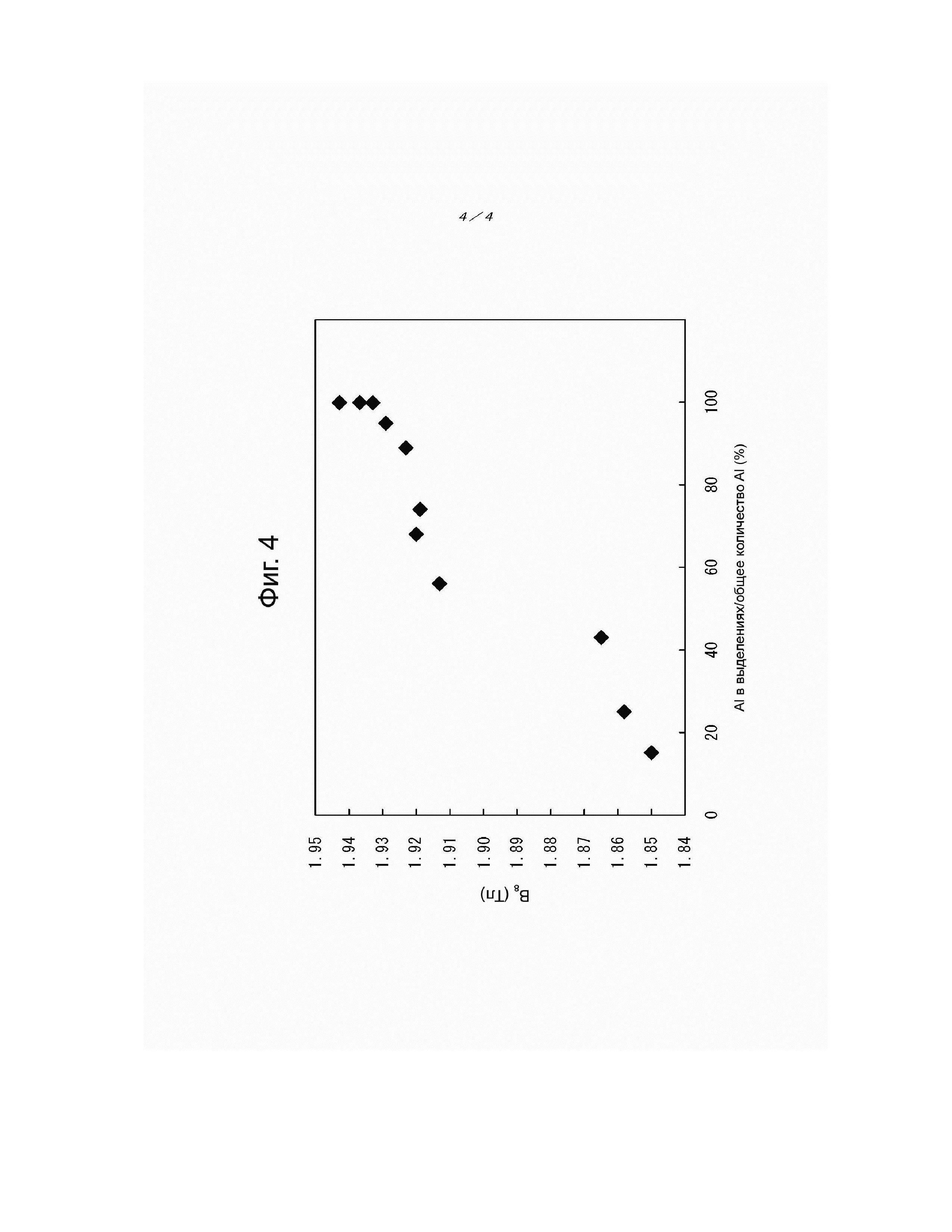
Фиг. 3 иллюстрирует температуру выдержки на второй стадии отжига в зоне горячих состояний, и долю Al в выделениях от общего количества Al для стали B. Общее количество Al означает общее количество Al, содержащегося в стальном слябе. Как показано на фиг. 3, количество в выделениях Al увеличивается, когда температура выдержки на второй стадии находилась в диапазоне 650°С - 1000°С. В частности, приблизительно общее количество алюминия выделяется в диапазоне 700°C - 900°С. Фиг. 4 иллюстрирует взаимосвязь между долей Al в выделениях от общего количества Al и плотностью магнитного потока после отжига-правки. Когда количество Al в выделениях было выше, плотность магнитного потока была выше. В случае, когда количество Al в выделениях составляло 50% или более и, в частности, 90% или более от общего количества Al, получена подходящая плотность магнитного потока.
Причины, по которым при использовании исходного материала с общим содержанием S и Se увеличенным до 76 ч./млн., как в стали B, и выполнении отжига до конечной холодной прокатки в двухстадийной схеме выдержки, количество Al в выделениях увеличивалось при температуре выдержки на второй стадии в диапазоне 650°С - 1000°С и улучшилась плотность магнитного потока, были не совсем ясны, но заявитель рассматривает следующие причины. За счёт выделения Al в качестве примеси обработкой путём выдержки на второй стадии, способность ингибирования роста зерна поддерживается постоянной, тем самым стабилизируя проведение вторичной рекристаллизации. Кроме того, путём добавления S формируются не только выделения, такие как MnS или Cu2S, но и достигается эффект межзёренной сегрегации за счёт присутствия растворённой S. Во время выдержки на второй стадии возрастает эффект межзёренной сегрегации за счёт растворённой S, в результате чего плотность магнитного потока улучшается. В случае, когда содержание S низкое, хотя прохождение вторичной рекристаллизации стабилизируется увеличением количества выделенного Al во время выдержки на второй стадии, эффект межзёренной сегрегации за счёт присутствия растворённой S не достигается, что приводит к недостаточному улучшению плотности магнитного потока. Другими словами, подвергая исходный материал, к которому добавлено незначительное количество S, отжигу до окончательной холодной прокатки с двухстадийной схемой выдержки, способность ингибирования роста зерна поддерживается постоянной, и эффект межзёренной сегрегации S становится максимальным. Это улучшает плотность магнитного потока. Как и в случае S, Se также образует выделения, такие как MnSe или Cu2Se, и даёт эффект межзёренной сегрегации в виде растворённого Se, тем самым улучшая плотность магнитного потока.
Настоящее раскрытие предлагает способ, который может быть назван способом тонкого контроля ингибирования (SIC). Способ SIC лучше, чем традиционный способ с ингибитором или способ без ингибитора, так как он позволяет одновременно осуществлять низкотемпературный нагрев сляба и подавление изменений потерь в железе в рулоне. Настоящее раскрытие основано на этих данных и дальнейших исследованиях. Таким образом, заявитель предлагает следующее.
1. Способ изготовления листа из текстурированной электротехнической стали, включающий: нагрев стального сляба при 1300°С или ниже, причем стальной сляб имеет химический состав, содержащий (состоящий из) в мас.%, С: 0,002% или более и 0,08% или менее, Si: 2,0% или более и 8,0% или менее, Mn: 0,02% или более и 1,00% или менее, S и/или Se: более 0,0015% и 0,010% или менее в сумме, N: менее 60 ч./млн. масс., кислоторастворимый Al: менее 100 ч./млн. масс., и остальное представляет собой Fe и неизбежные примеси; горячую прокатку стального сляба для получения горячекатаного стального листа; необязательно проведение отжига в зоне горячих состояний горячекатаного стального листа; однократную или двукратную, или многократную холодную прокатку горячекатаного стального листа с промежуточным отжигом, выполняемым между ними, для получения холоднокатаного стального листа; отжиг первичной рекристаллизации холоднокатаного стального листа; нанесение отжигового сепаратора на поверхность холоднокатаного стального листа после отжига первичной рекристаллизации; и затем проведение отжига вторичной рекристаллизации холоднокатаного стального листа, при этом в случае отсутствия промежуточного отжига в зоне горячих состояний горячекатаный стальной лист выдерживают в диапазоне температур 1000°С или выше и 1120°С С или ниже в течение 200 сек или менее, и затем выдерживают в диапазоне температур 650°С или выше и 1000°С или ниже в течение 200 сек или менее, и в случае проведения промежуточного отжига в конечном промежуточном отжиге горячекатаный стальной лист выдерживают в температурном диапазоне 1000°C или выше и 1120°C или ниже в течение 200 сек или менее, и затем выдерживают в диапазоне температур 650°C или выше и 1000°C или ниже в течение 200 сек или менее , и в случае отсутствия промежуточного отжига количество Al в выделениях после отжига в зоне горячих состояний ограничено 50% или более общего количества Al, присутствующего в стальном слябе, и в случае выполнения промежуточного отжига количество Al в выделениях после окончательного промежуточного отжига ограничено 50% или более общего количества Al, присутствующего в стальном слябе.
2. Способ изготовления листа из текстурированной электротехнической стали по п. 1, в котором химический состав дополнительно содержит в мас.% один или несколько элементов, выбранных из Sn: 0,001% или более и 0,20%, или менее, Sb: 0,001% или более и 0,20% или менее, Ni: 0,001% или более и 1,50% или менее, Cu: 0,001% или более и 1,50% или менее. Cr: 0,001% или более и 0,50% или менее, P: 0,001% или более и 0,50% или менее, Mo: 0,001% или более и 0,50% или менее, Ti: 0,001% или более и 0,10% или менее, Nb: 0,001% или более и 0,10%, или менее, V: 0,001% или более и 0,10% или менее, B: 0,0002% или более и 0,0025% или менее, Bi: 0,001% или более и 0,10% или менее, Te: 0,001% или более и 0,10% или менее, и Ta: 0,001% или более и 0,10% или менее.
3. Способ изготовления листа из текстурированной электротехнической стали по пп. 1 или 2, включающий обработку холоднокатаного стального листа азотированием.
4. Способ изготовления листа из текстурированной электротехнической стали по пп. 1 или 2, в котором одно или несколько соединений выбранных из сульфида, сульфата, селенида и селената добавляют в отжиговый сепаратор.
Положительный эффект
С использованием способа тонкого контроля ингибирования (SIC), который объединяет незначительное количество выделений и элемент, вызывающий межзёренную сегрегацию, раскрытый способ не требует высокотемпературного нагрева сляба, обеспечивает низкую стоимость и высокую производительность и подавляет изменения потерь в железе стального листа.
Краткое описание чертежей
На прилагаемых чертежах:
фиг. 1 представляет график, иллюстрирующий схему отжига перед окончательной холодной прокаткой;
фиг. 2 представляет график, иллюстрирующий взаимосвязь между температурой выдержки на второй стадии отжига до конечной холодной прокатки и плотностью магнитного потока (В8);
фиг. 3 представляет график, иллюстрирующий взаимосвязь между температурой выдержки на второй стадии отжига до конечной холодной прокатки и долей количества Al в выделениях от общего количества Al; и
фиг. 4 представляет график, иллюстрирующий взаимосвязь между долей количества Al в выделениях от общего количества Al и плотностью магнитного потока.
Подробное описание
Ниже описан способ изготовления листа из текстурированной электротехнической стали в соответствии с одним из раскрытых осуществлений. Сначала описываются причины ограничения химического состава стали. В описании “%” представляющий содержание (количество) каждого элемента компонента, обозначает “мас.%”, если не указано иное, и “ч./млн.” обозначает “ч./млн. масс.”, если не указано иное.
C: 0,002% или менее и 0,08% или более
C является элементом, пригодным для улучшения текстуры первичной рекристаллизации. Однако, если содержание С превышает 0,08% ухудшается текстура первичной рекристаллизации. Поэтому содержание C в настоящем раскрытии ограничено 0,08% или менее. Предпочтительно содержание С находится в диапазоне 0,002% или более и 0,06% или менее с точки зрения магнитных свойств.
Si: 2,0% или более и 8,0% или менее
Si является элементом, пригодным для улучшения потерь в железе за счёт увеличения электрического сопротивления. Однако если содержание Si составляет более 8,0%, вторичная обрабатываемость значительно ухудшается. Поэтому содержание Si ограничивается 8,0% или менее. Содержание Si находится в диапазоне 2,0% или более и 8,0% или менее с точки зрения потерь в железе.
Mn: 0,02% или более и 1,00% или менее
Mn имеет эффект улучшения горячей обрабатываемости во время изготовления. Однако если содержание Mn составляет более 1,00%, ухудшается текстура первичной рекристаллизации, что приводит к ухудшению магнитных свойств. Поэтому содержание Mn ограничено 1,00% или менее. Содержание Mn находится в диапазоне 0,02% или более и 1,00% или менее с точки зрения магнитных свойств.
N: менее 60 ч./млн.
Чрезмерное содержание N затрудняет вторичную рекристаллизацию. В частности, если содержание N составляет 60 ч/млн. или более, вторичная рекристаллизация вряд ли произойдет, и магнитные свойства ухудшатся. Поэтому содержание N ограничивается менее 60 ч./млн.
Кислотнорастворимый алюминий (раств.Al): менее 100 ч./млн.
Избыточный Al также затрудняет вторичную рекристаллизацию. В частности, если содержание раств. Al составляет 100 ч./млн. или более, вторичная рекристаллизация вряд ли пройдёт в условиях низкотемпературного нагрева сляба и магнитные свойства ухудшатся. Поэтому содержание Al ограничивается менее 100 ч./млн. в форме раств. Al
S и/или Se: более 0,0015% и 0,010% или менее в сумме
В настоящем раскрытии наиболее важно, чтобы общее содержание S и/или Se составляло более 0,0015% и 0,010% или менее. Se и S образуют выделения, такие как соединения Mn или соединения Cu, а также ингибируют рост зерна в виде растворённого Se и растворённой S, проявляя эффект стабилизации магнитных свойств.
Если общее содержание S и/или Se составляет 0,0015% или менее, количество растворённых S и/или Se является недостаточным, что приводит к нестабильным магнитным свойствам. Если общее содержание S и/или Se составляет более 0,010%, растворение выделений при нагреве сляба до горячей прокатки является недостаточным, что приводит к нестабильным магнитным свойствам. Поэтому общее содержание S и/или Se находится в диапазоне более 0,0015% и 0,10% или менее.
Основные компоненты в соответствии с настоящим изобретением описаны выше. Остальное, отличное от вышеописанных компонентов, является Fe и неизбежными примесями. Дополнительно следующие элементы необязательно могут быть включены в качестве соответствующих компонентов для более стабильного улучшения магнитных свойств при промышленном производстве.
Sn: 0,001% или более и 0,20% или менее
Sn имеет функцию подавления азотирования или окисления стального листа во время отжига вторичной рекристаллизации и усиления вторичной рекристаллизации кристаллических зёрен, имеющих подходящую кристаллическую ориентировку для эффективного улучшения магнитных свойств, в частности, потерь в железе. Для достижения этого эффекта содержание Sn предпочтительно составляет 0,001% или более. Если содержание Sn составляет более 0,20%, технологичность холодной прокатки ухудшается. Соответственно, содержание Sn предпочтительно находится в диапазоне 0,001% или более и 0,20% или менее.
Sb: 0,001% или более и 0,20% или менее
Sb является полезным элементом, который подавляет азотирование или окисление стального листа во время отжига вторичной рекристаллизации и способствует вторичной рекристаллизации кристаллических зёрен, имеющих подходящую кристаллическую ориентировку для эффективного улучшения магнитных свойств. Для достижения этого эффекта содержание Sb предпочтительно составляет 0,001% или более. Если содержание Sb составляет более 0,20%, технологичность холодной прокатки уменьшается. Соответственно, содержание Sb предпочтительно находится в диапазоне 0,001% или более и 0,20% или менее.
Ni: 0,001% или более и 1,50% или менее
Ni имеет функцию улучшения магнитных свойств за счёт повышения однородности текстуры горячекатаного листа. Для достижения этого эффекта содержание Ni предпочтительно составляет 0,001% или более. Если содержание Ni превышает 1,50%, вторичная рекристаллизация затруднена и магнитные свойства ухудшаются. Соответственно, содержание Ni предпочтительно находится в диапазоне 0,001% или более и 1,50% или менее.
Cu: 0,001% или более и 1,50% или менее
Cu имеет функцию подавления окисления стального листа во время отжига вторичной рекристаллизации и усиления вторичной рекристаллизации кристаллических зёрен, имеющих подходящую кристаллическую ориентировку, для эффективного улучшения магнитных свойств. Для достижения этого эффекта содержание Cu предпочтительно составляет 0,001% или более. Если содержание Cu составляет более 1,50%, технологичность горячей прокатки уменьшается. Соответственно содержание Cu предпочтительно находится в диапазоне 0,001% или более и 1,50% менее.
Cr: 0,001% или более и 0,50% или менее
Cr имеет функцию стабилизации формирования основной плёнки форстерита. Для достижения этого эффекта содержание Cr предпочтительно составляет 0,001% или более. Если содержание Cr превышает 0,50%, вторичная рекристаллизация затруднена и магнитные свойства ухудшаются. Соответственно, содержание Cr предпочтительно находится в диапазоне 0,001% или более и 0,50% или менее.
P: 0,001% или более и 0,50% или менее
P является полезным элементом, который улучшает текстуру первичной рекристаллизации и усиливает вторичную рекристаллизацию кристаллических зёрен, имеющих подходящую кристаллическую ориентировку, для эффективного улучшения магнитных свойств. Для достижения этого эффекта содержание Р предпочтительно составляет 0,001% или более. Если содержание Р превышает 0,50% технологичность холодной прокатки уменьшается. Соответственно содержание Р предпочтительно находится в диапазоне 0,001% или более и 0,50% или менее.
Мо: 0,001% или более и 0,50% или менее
Мо имеет функцию подавления высокотемпературного окисления и уменьшения поверхностных дефектов, называемых пленами. Для достижения этого эффекта содержание Mo предпочтительно составляет 0,001% или более. Если содержание Mo составляет более 0,50%, технологичность холодной прокатки уменьшается. Соответственно содержание Mo предпочтительно находится в диапазоне 0,001% или более и 0,50% или менее.
Ti: 0,001% или более и 0,10% или менее
Ti является полезным элементом, который ингибирует рост зёрен первичной рекристаллизации и усиливает вторичную рекристаллизацию кристаллических зёрен, имеющих подходящую кристаллическую ориентировку, для улучшения магнитных свойств. Для достижения этого эффекта содержание Ti предпочтительно составляет 0,001% или более. Если содержание Ti составляет более 0,10% Ti остаётся в стальной подложке и вызывает увеличение потерь в железе. Соответственно содержание Ti предпочтительно находится в диапазоне 0,001% или более и 0,10% или менее.
Nb: 0,001% или более и 0,10% или менее
Nb является полезным элементом, который ингибирует рост зёрен первичной рекристаллизации и усиливает вторичную рекристаллизацию кристаллических зёрен, имеющих подходящую кристаллическую ориентировку, для улучшения магнитных свойств. Для достижения этого эффекта содержание Nb предпочтительно составляет 0,001% или более. Если содержание Nb превышает 0,10%, Nb остаётся в стальной подложке и вызывает увеличение потерь в железе. Соответственно, содержание Nb предпочтительно находится в диапазоне 0,001% или более и 0,10% или менее.
V: 0,001% или более и 0,10% или менее
V является полезным элементом, который ингибирует рост зёрен первичной рекристаллизации и усиливает вторичную рекристаллизацию кристаллических зёрен, имеющих подходящую кристаллическую ориентировку, для улучшения магнитных свойств. Для достижения этого эффекта содержание V предпочтительно составляет 0,001% или более. Если содержание V превышает 0,10%, V остаётся в стальной подложке и вызывает увеличение потерь в железе. Соответственно содержание V предпочтительно находится в диапазоне 0,001% или более и 0,10% или менее.
B: 0,0002% или более и 0,0025% или менее
B является полезным элементом, который ингибирует рост зёрен первичной рекристаллизации и усиливает вторичную рекристаллизацию кристаллических зёрен, имеющих подходящую кристаллическую ориентировку, для улучшения магнитных свойств. Для достижения этого эффекта содержание B предпочтительно составляет 0,0002% или более. Если содержание B составляет более 0,0025%, B остаётся в стальной подложке и вызывает увеличение потерь в железе. Соответственно, содержание B предпочтительно находится в диапазоне 0,0002% или более и 0,0025% или менее.
Bi: 0,001% или более и 0,10% или менее
Bi является полезным элементом, который сегрегируется на границах зёрен, ингибирует рост зёрен первичной рекристаллизации и усиливает вторичную рекристаллизацию кристаллических зёрен, имеющих подходящую кристаллическую ориентировку, для улучшения магнитных свойств. Для достижения этого эффекта содержание Bi предпочтительно составляет 0,001% или более. Если содержание Bi составляет более 0,10%, Bi остаётся в стальной подложке и вызывает увеличение потерь в железе. Соответственно, содержание Bi предпочтительно находится в диапазоне 0,001% или более и 0,10% или менее.
Te: 0,001% или более и 0,10% или менее
Te является полезным элементом, который сегрегируется на границах зёрен, ингибирует рост зёрен первичной рекристаллизации и усиливает вторичную рекристаллизацию кристаллических зёрен, имеющих подходящую кристаллическую ориентировку, для улучшения магнитных свойств. Для достижения этого эффекта содержание Te предпочтительно составляет 0,001% или более. Если содержание Te составляет более 0,10%, Te остаётся в стальной подложке и вызывает увеличение потерь в железе. Соответственно содержание Te предпочтительно находится в диапазоне 0,001% или более и 0,10% или менее.
Ta: 0,001% или более и 0,10% или менее
Ta является полезным элементом, который ингибирует рост зёрен первичной рекристаллизации и усиливает вторичную рекристаллизацию кристаллических зёрен, имеющих подходящую кристаллическую ориентировку, для улучшения магнитных свойств. Для достижения этого эффекта содержание Ta предпочтительно составляет 0,001% или более. Если содержание Ta превышает 0,10%, Ta остаётся в стальной подложке и вызывает увеличение потерь в железе. Соответственно содержание Ta предпочтительно находится в диапазоне 0,001% или более и 0,10% или менее.
Условия получения листа из текстурированной электротехнической стали в соответствии с настоящим изобретением описаны ниже.
Нагрев
Стальной сляб с вышеуказанным подобранным химическим составов нагревают до 1300°С или ниже. Ограничение температуры нагрева до 1300°C или ниже особенно эффективно для уменьшения формирования окалины, которая образуется при горячей прокатке. Кроме того, путём ограничения температуры нагрева до 1300°С или менее, может быть улучшена кристаллическая текстура, и может быть реализована текстура первичной рекристаллизации с зёрнами однородного размера.
Горячая прокатка
После нагрева выполняется горячая прокатка. Предпочтительно проводят горячую прокатку с начальной температурой 1100°С или выше и конечной температурой 800°С или выше с точки зрения модификации кристаллической текстуры. Конечная температура составляет 1000°C или ниже с точки зрения получения однородной формы кристаллической текстуры.
Отжиг до конечной холодной прокатки
После этого горячекатаный лист необязательно подвергают отжигу в зоне горячих состояний. В случае отсутствия промежуточного отжига, то последующий отжиг в зоне горячих состояний служит в качестве отжига перед конечной холодной прокаткой.
Горячекатаный лист затем подвергают однократной или двукратной или многократной холодной прокатке с промежуточным отжигом, выполняемым между ними, для получения холоднокатаного листа. В случае отсутствия отжига в зоне горячих состояний обязательно выполняется промежуточный отжиг. Этот промежуточный отжиг служит в качестве отжига перед конечной холодной прокаткой.
Для значительного развития текстуры Госса в конечном листе отжиг до окончательной холодной прокатки выполняется в двухстадийной схеме выполнения нагрева при обработке выдержкой на первой стадии в диапазоне температур 1000°С или выше и 1120°С или ниже и обработке выдержкой на второй стадии в диапазоне температур 650°С или выше и 1000°С или ниже, которые ниже чем на первой стадии. Температура в процессе выдержки на каждой из первой и второй стадий не должна быть постоянной, если температура остаётся в соответствующем температурном диапазоне в течение заданного времени.
Если температура выдержки на первой стадии составляет ниже 1000°С, рекристаллизация недостаточна и магнитные свойства ухудшаются. Если температура выдержки на первой стадии составляет выше 1120°С, размер зерна перед холодной прокаткой чрезмерно увеличивается и магнитные свойства ухудшаются. Соответственно температура выдержки на первой стадии составляет 1000°С или выше и 1120°С или ниже. Если время выдержки составляет более 200 сек, усиливается укрупнение сульфидов и снижается способность к ингибированию, в результате чего ухудшаются магнитные свойства. Соответственно, время выдержки на первой стадии составляет 200 сек или менее.
Если температура выдержки на второй стадии ниже 650°С, количество Al в выделениях после отжига до конечной холодной прокатки уменьшается, и количество сегрегирющихся на границах зёрен растворённых S и/или Se уменьшается, в результате чего магнитные свойства ухудшаются. Если температура выдержки на второй стадии составляет более 1000°С, количество Al в выделениях после отжига уменьшается, и вторичная рекристаллизация нестабильна, в результате чего магнитные свойства ухудшаются. Соответственно температура выдержки на второй стадии составляет 650°С или выше и 1000°С или ниже. Если время выдержки на второй стадии составляет более 200 сек, усиливается выделение карбидов на в границах зёрен, и уменьшается количество растворённого С, в результате чего магнитные свойства ухудшаются. Соответственно, время выдержки на второй стадии составляет 200 сек или менее.
При холодной прокатке эффективно выполнять прокатку с повышением температуры прокатки до 100°С или выше и 250°С или ниже или проводить старение один или несколько раз в диапазоне 100°С или более и 250°С или менее во время холодной прокатки, с точки зрения улучшения текстуры Госса.
Отжиг первичной рекристаллизации
Полученный холоднокатаный лист подвергают отжигу первичной рекристаллизации. Цель отжига первичной рекристаллизации состоит в том, чтобы вызвать первичную рекристаллизацию холоднокатаного листа, имеющего микроструктуру прокатки, чтобы приспособить её к оптимальному размеру зерна первичной рекристаллизации для вторичной рекристаллизации. Для этой цели температура отжига в отжиге первичной рекристаллизации предпочтительно составляет около 800°С или выше и ниже около 950°С. Атмосфера отжига может быть влажной атмосферой водорода азота или влажной атмосферой аргона водорода, так что отжиг первичной рекристаллизации также служит в качестве обезуглероживающего отжига.
В отжиге первичной рекристаллизации средняя скорость нагрева в температурном диапазоне 500°С или выше и 700°С или ниже предпочтительно составляет 50°С/с или более. Поскольку этот температурный диапазон представляет собой температурный диапазон, соответствующий восстановлению текстуры после холодной прокатки, путём быстрого нагрева холоднокатаного листа с вышеуказанной средней скоростью нагрева для подавления явления восстановления и рекристаллизации, количество кристаллических зёрен в ориентировке Госса увеличивается, и размер кристаллического зерна после вторичной рекристаллизации уменьшается, при этом можно улучшить потери в железе.
Азотирование
Во время отжига первичной рекристаллизации или перед нанесением отжигового сепаратора после отжига может следовать азотирование. Азотирование может стабилизировать вторичную рекристаллизацию.
Способ азотирования не ограничен. Например, газовое азотирование может быть выполнено с использованием атмосферы NH3 или газовое азотирование листа в форме рулона или движущиеся полосы могут непрерывно подвергаться газовому азотированию. Также может быть использовано азотирование в соляной ванне с более высокой способностью к азотированию, чем газовое азотирование. В качестве соляной ванны в случае использования азотирования в соляной ванне подходит соляная ванна, в основном состоящая из цианата. Температура азотирования и время азотирования предпочтительно составляют 500°С или выше и 1000°С или ниже и около 20 сек - 600 сек в случае газового азотирования и 300°С или выше и 600°С или ниже и около 20 сек - 600 сек в случае азотирования в соляной ванне.
Нанесение отжигового сепаратора
Отжиговый сепаратор наносится на поверхность стального листа после отжига первичной рекристаллизации и перед отжигом вторичной рекристаллизации.
В случае, когда один или несколько соединений выбранных из сульфида, сульфата, селенида и селенита добавляют в отжиговый сепаратор, разложение происходит при около 700°С, и способность ингибирования роста зерна усиливается, причём возможно улучшить магнитные свойства. Хотя этот эффект достигается даже при сравнительно небольшом количестве, эффект является низким, если добавляемое количество составляет менее 1 части масс. на 100 частей по масс. MgO. Если добавляемое количество составляет более 30 частей масс., окисляемость является чрезмерно высокой, и плёнка форстерита является чрезмерно толстой, так что стойкость к отслаиванию при изгибе сформированной плёнки форстерита уменьшается. Соответственно, одно или несколько соединений выбранных из сульфида, сульфата, селенида и селенита, добавленных в отжиговый сепаратор, предпочтительно составляют 1 часть масс. или более и 30 частей масс. или менее на 100 частей масс. MgO.
Отжиг вторичной рекристаллизации
После этого проводят отжиг вторичной рекристаллизации, также служащий в качестве отжига рафинирования.
Заданием температуры рафинирования в отжиге вторичной рекристаллизации более 1180°С и использованием газовой атмосферы Н2 в качестве газовой атмосферы при рафинировании, где, например, Н2 составляет 10 об.% или более, могут быть тщательно удалены такие компоненты, как С, N, Аl , S и Se, которые ухудшают магнитные свойства даже в чрезвычайно малых количествах. Время рафинирования не ограничено, но обычно составляет 2 час - 20 час.
Изолирующее покрытие
После отжига вторичной рекристаллизации изолирующее покрытие дополнительно может быть нанесено на поверхность стального листа и прокалено для формирования изоляционного покрытия. Тип изолирующего покрытия не ограничен и может быть любым известным изолирующим покрытием. Например, предпочтительным является способ нанесения жидкого продукта, содержащего фосфат-хромат-коллоидный диоксид кремния, на стальной лист и его прокаливания при температуре около 800°С.
Отжиг-правка
После этого может быть выполнен отжиг-правка для корректировки формы стального листа. Этот отжиг-правка может также служить в качестве прокаливания изоляционного покрытия. Температура отжига при отжиге-правке предпочтительно составляет 800 - 900°С. Время отжига-правки предпочтительно составляет 10 сек или более и 120 сек или менее.
Другие условия производства могут соответствовать обычным способам изготовления листа из текстурированной электротехнической стали.
Примеры
Пример 1
Каждый сляб, имеющий состав, содержащий C: 0,03%, Si: 3,4 %, Mn: 0,10%, Cu: 0,06% Sb: 0,06%, P: 0,06%, Mo: 0,06 %, раств. Al: 60 ч./млн., N: 45 ч./млн., S: 50 ч./млн., Se: 1 ч./млн. и остальное Fe и неизбежные примеси, нагревают до 1250oC и затем подвергают горячей прокатке для получения горячекатаного листа с толщиной листа 2,4 мм. После этого горячекатаный лист подвергают отжигу в зоне горячих состояний в условиях, перечисленных в таблице 1. После отжига в зоне горячих состояний определяют количество Al в выделениях.
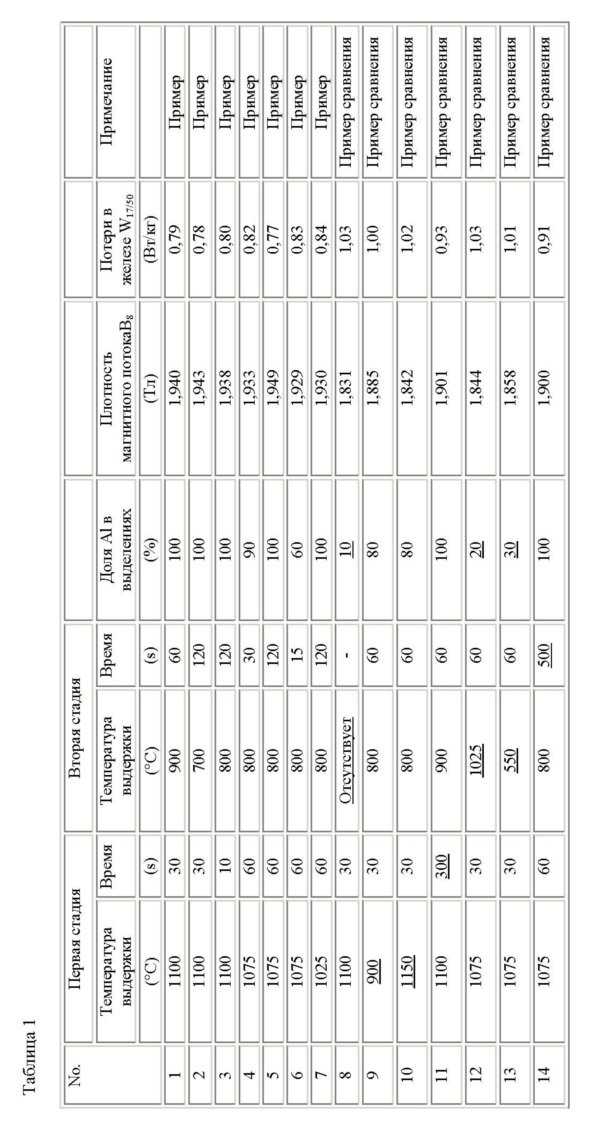
Затем стальной лист подвергают холодной прокатке при 200°С для получения холоднокатаного листа с толщиной листа 0,23 мм. Затем холоднокатаный лист подвергают отжигу первичной рекристаллизации, который также служит обезуглероживанием при 850°С в течение 120 сек в атмосфере H2: 55%, N2: 45% и с точкой росы 55°С со скоростью нагрева от 500°C до 700°С, составляющей 150°C/с.
После отжига первичной рекристаллизации отжиговый сепаратор, содержащий MgO в качестве основного ингредиента, наносят на лист, подвергнутый первичной рекристаллизации в количестве 12,5 г/м2 с обеих сторон и высушивают. Лист после отжига первичной рекристаллизации подвергают отжигу вторичной рекристаллизации в условиях нагрева до 800°С при скорости нагрева 15°С/ч, нагрева от 800°C до 850°С при скорости нагрева 2,0°С/ч, затем выдержки при 850°С в течение 50 час, затем нагрева до 1160°С при 5,0°С/ч и выдержки в течение 5 час. В качестве газовой атмосферы используют газообразный N2 до 850°С, и газообразный Н2 используют при 850°С или выше.
Рабочий раствор, содержащий фосфат-хромат-коллоидный диоксид кремния с массовым отношением 3:1:3, наносят на поверхность листа после отжига вторичной рекристаллизации, полученного в вышеуказанных условиях, для проведения отжига-правки. Измеряют плотность магнитного потока после отжига-правки.
Как видно из таблицы 1, путём создания общего содержания S и/или Se в стальном слябе более 0,0015% и 0,010% или менее и проведения отжига до конечной холодной прокатки с заданной схемой нагрева, количество Al в выделениях может быть увеличено, и межзёренная сегрегация растворённых S и/или Se может быть облегчена для достижения подходящих магнитных свойств.
Пример 2
Каждый стальной сляб, имеющий состав, содержащий компоненты, перечисленные в таблице 2, и остальное Fe и неизбежные примеси, нагревают до 1250°С и затем подвергают горячей прокатке для получения горячекатаного листа с толщиной листа 2,6 мм. После этого горячекатаный лист подвергают отжигу в зоне горячих состояний в двухстадийной схеме нагрева. Выдержку на первой стадии проводят при 1075°С в течение 30 сек и выдержку на второй стадии проводят при 850°С в течение 60 сек.
После отжига в зоне горячих состояний определяют количество Al в выделениях.
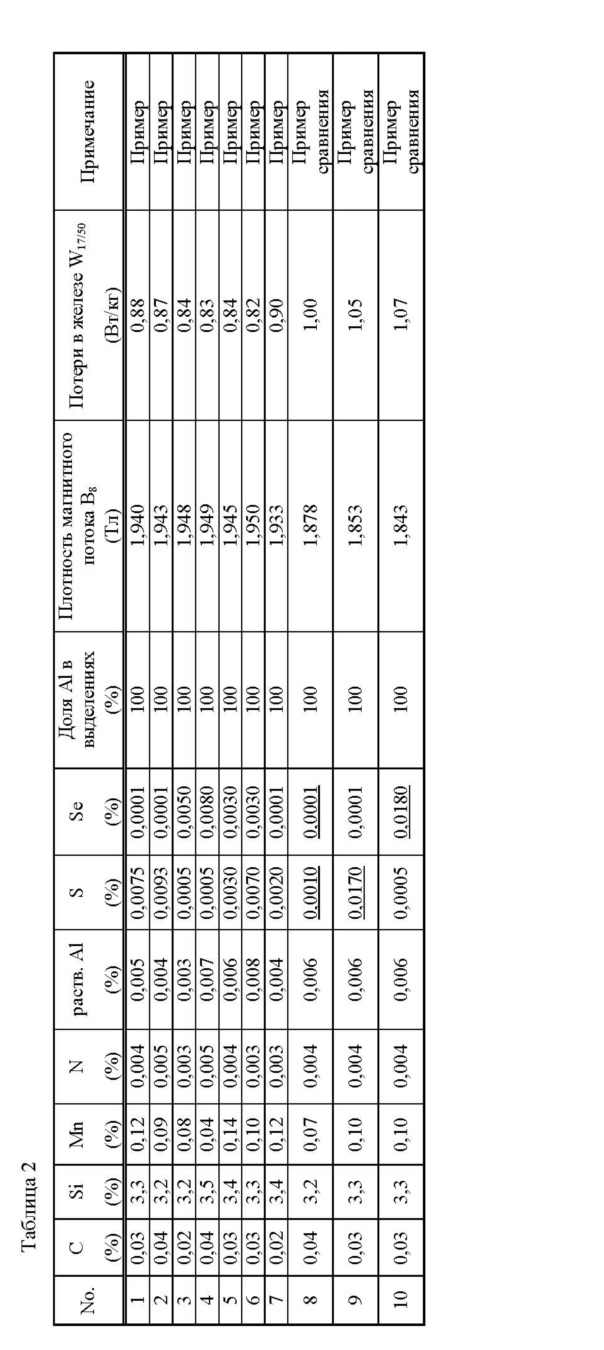
Затем стальной лист подвергают холодной прокатке при 180°С для получения холоднокатаного листа с толщиной листа 0,27 мм. Затем холоднокатаный лист подвергают отжигу первичной рекристаллизации, который также служил обезуглероживанием при 840°С в течение 150 сек в атмосфере H2: 55%, N2: 45% и с точкой росы 58°С со скоростью нагрева от 500°C до 700°С, составляющей 100°C/с.
После отжига первичной рекристаллизации отжиговый сепаратор, содержащий MgO в качестве основного ингредиента, наносят на лист после отжига первичной рекристаллизации в количестве 12,5 г/м2 с обеих сторон и высушивают. Лист после отжига первичной рекристаллизации подвергают отжигу вторичной рекристаллизации в условиях нагрева до 800°С при скорости нагрева 5°С/ч, нагрева от 800°С до 840°С при скорости нагрева 2,0°С/ч, затем выдержке при 840°С в течение 50 часов, затем нагрева до 1160°С при 5,0°С/ч и выдержке в течение 5 часов. В качестве газообразной атмосферы газообразный N2 используют до 840°С, и газообразный Н2 используют при 840°С или выше.
Рабочий раствор, содержащий фосфат-хромат-коллоидный диоксид кремния с массовым отношением 3:1:3, наносят на поверхность листа после отжига вторичной рекристаллизации, полученного в вышеуказанных условиях, для проведения отжига-правки. Результаты измерения плотности магнитного потока (B8) и потерь в железе (W17/50) после отжига-правки приведены в таблице 2.
Как видно из таблицы 2, путём создания общего содержания S и/или Se в стальном слябе более 0,0015% и 0,010% или менее и проведения отжига до конечной холодной прокатки с заданной схемой нагрева, количество Al в выделениях может быть увеличено, и межзёренная сегрегация растворённых S и/или Se может быть облегчена для достижения подходящих магнитных свойств.
Пример 3
Каждый стальной сляб, имеющий состав, содержащий компоненты, перечисленные в таблице 3, и остальное Fe и неизбежные примеси, нагревают до 1260°С, и затем подвергают горячей прокатке для получения горячекатаного листа с толщиной листа 2,8 мм. После этого горячекатаный лист подвергают отжигу в зоне горячих состояний при 1025°С в течение 30 сек. Затем горячекатаный лист подвергают холодной прокатке при 120°С для получения холоднокатаного листа 1,8 мм. Затем промежуточный отжиг проводят с двухстадийной схемой нагрева. Выдержку на первой стадии проводят при 1050°С в течение 30 сек и выдержку на второй стадии проводят при 800°С в течение 90 сек. После промежуточного отжига определяют количество Al в выделениях.
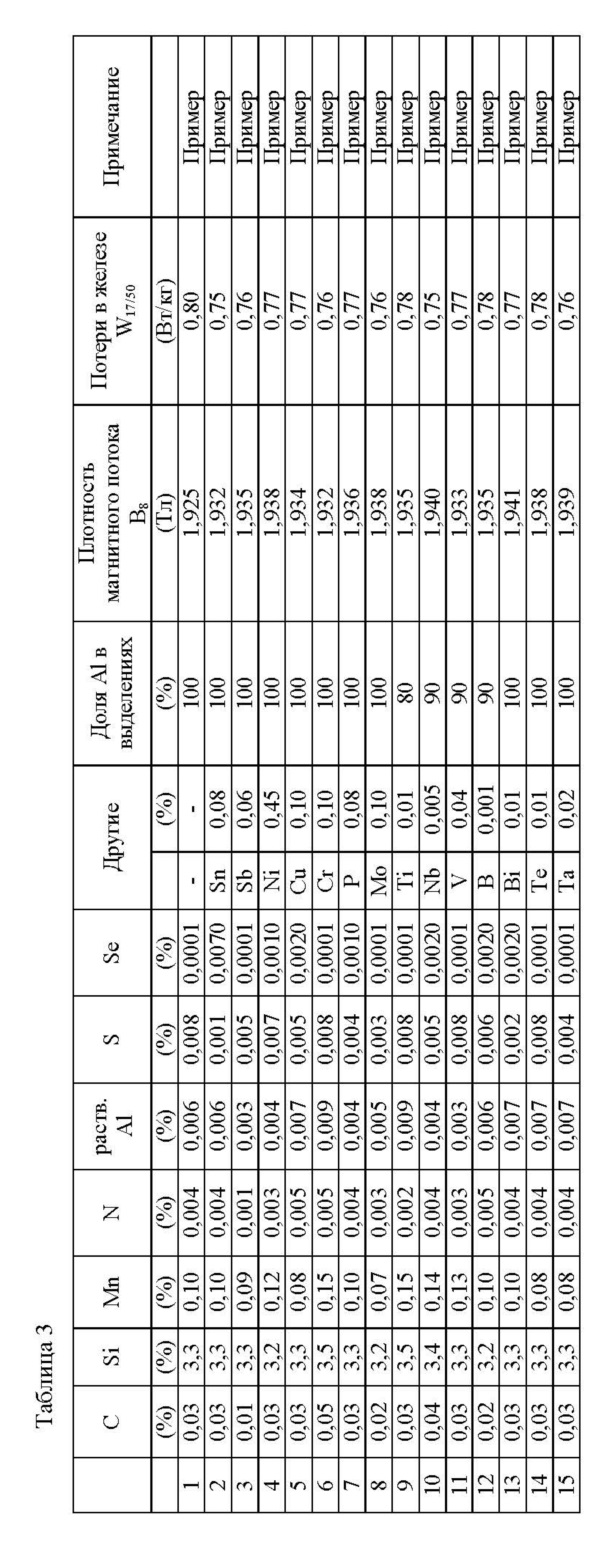
Затем стальной лист подвергают холодной прокатке при 180°С для получения холоднокатаного листа с толщиной листа 0,20 мм. Затем холоднокатаный лист подвергают отжигу первичной рекристаллизации, который также служит обезуглероживанием при 840°С в течение 100 сек в атмосфере H2: 55%, N2: 45% и с точкой росы 53°С со скоростью нагрева от 500°C до 700°C составляющей 50°C/сек.
После отжига первичной рекристаллизации отжиговый сепаратор, полученный добавлением MgSO4 к MgO с массовой долей 10%, на лист, подвергнутый отжигу первичной рекристаллизации, наносят на лист в количестве 12,5 г/м2 с обеих сторон и высушивают. Затем лист после отжига первичной рекристаллизации подвергают отжигу вторичной рекристаллизации в условиях нагрева до 800°С при скорости нагрева 5°С/ч, нагрева от 800°С до 880°С при скорости нагрева 2,0°С/ч, затем выдержки при 880°С в течение 50 ч, затем нагрева до 1160°С при 5,0°С/ч и выдержки в течение 5 часов. В качестве газообразной атмосферы газообразный N2 используют до 840°С, и газообразный Н2 используют при 840°С или выше.
Рабочий раствор, содержащий фосфат-хромат-коллоидный диоксид кремния в с массовым отношением 3:1:3, наносят на поверхность листа после отжига вторичной рекристаллизации, полученного в вышеуказанных условиях, для проведения отжига-правки. Результаты измерения плотности магнитного потока (B8) и потерь в железе (W17/50) после отжига-правки приведены в таблице 3.
Как видно из таблицы 3, путём создания общего содержания S и/или Se в стальном слябе более 0,0015% и 0,010% или менее и проведения отжига до конечной холодной прокатки с заданной схемой нагрева, количество Al в выделениях может быть увеличено, и межзёренная сегрегация растворённых S и/или Se может быть облегчена для достижения подходящих магнитных.
Пример 4
Каждый сляб, имеющий состав, содержащий C: 0,02%, Si: 3,1 %, Mn: 0,10%, Cu: 0,06% Sb: 0,06%, P: 0,06%, Mo: 0,06 %, Cr: 0,06%, раств.Al: 50 ч./млн., N: 45 ч./млн., S: 70 ч./млн., Se: 10 ч./млн. и остаток Fe и неизбежные примеси, нагревают до 1240°C и затем подвергают горячей прокатке для получения горячекатаного листа с толщиной листа 2,4 мм. После этого горячекатаный лист подвергают отжигу в зоне горячих состояний. Отжиг в зоне горячих состояний выполняют по двухстадийной схеме. Выдержку на первой стадии проводят при 1100°С в течение 20 с, и выдержку на второй стадии выполняют при 800°С в течение 60 с. После отжига в зоне горячих состояний определяют количество Al в выделениях.
Затем стальной лист подвергают холодной прокатке при 180°С для получения холоднокатаного листа с толщиной листа 0,22 мм. Затем холоднокатаный лист подвергают отжигу первичной рекристаллизации, который также служит обезуглероживанием при 840°С в течение 150 сек в атмосфере H2: 55%, N2: 45% и с точкой росы 55°С со скоростью нагрева от 500°C до 700°С, составляющей 100°C/с. После этого проводят азотирование в условиях, перечисленных в таблице 4.
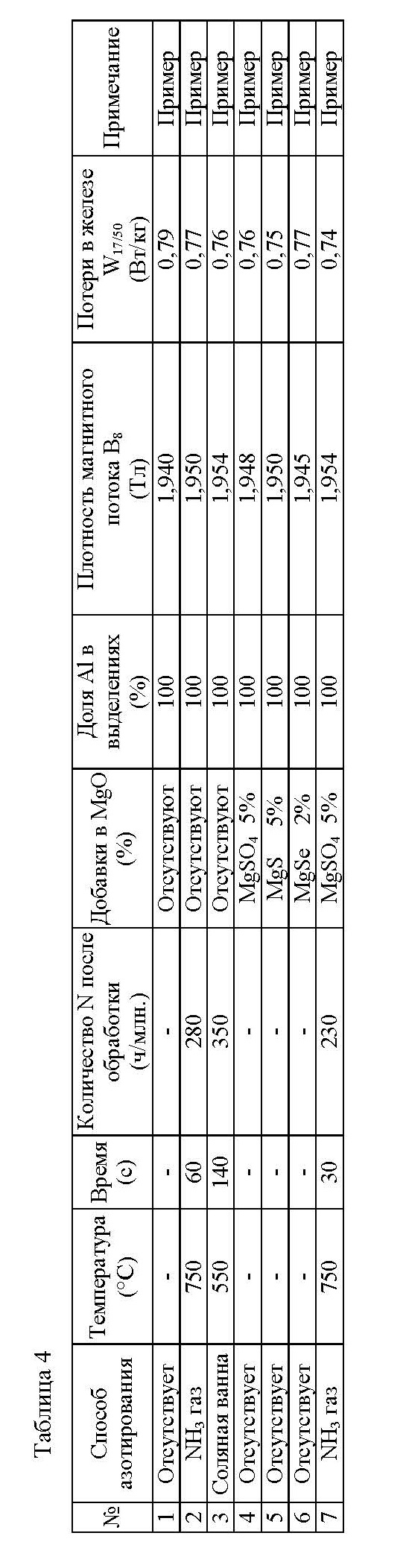
После отжига первичной рекристаллизации отжиговый сепаратор, полученный добавлением соединений, перечисленных в таблице 4, к MgO, являющимся основным ингредиентом, наносят на лист, подвергнутый отжигу первичной рекристаллизации в количестве 12,5 г/м2 с обеих сторон и высушивают. Затем лист после отжига первичной рекристаллизации подвергают отжигу вторичной рекристаллизации в условиях нагрева до 800°С при скорости нагрева 5°С/ч, нагрева от 800°С до 880°С со скоростью нагрева 2,0°С/ч, затем выдержки при 880°С в течение 50 ч, затем нагрева до 1160°С при 5,0°С/ч и выдержки в течение 5 часов. В качестве газовой атмосферы газообразный N2 используют до 880°С, и газообразный Н2 используют при 880°С или выше.
Как видно из таблицы 4, магнитные свойства могут быть улучшены более стабильно дополнительно к созданию общего содержания S и/или Se в стальной слябе более 0,0015% и 0,010% и менее, выполнением отжига перед конечной холодной прокаткой по заданной схеме нагрева, выполнением азотирования и/или добавлением одного или нескольких соединений, выбранных из сульфида, сульфата, селенида и селенита, в отжиговый сепаратор, нанесённый на стальной лист перед отжигом вторичной рекристаллизации.
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Способ изготовления листа электротехнической текстурированной стали
Способ производства текстурированного листа из электротехнической стали и первично-рекристаллизованный стальной лист для производства текстурированного листа из электротехнической стали
Способ производства текстурированного листа из электротехнической стали
Устройство и способ азотирования листа из текстурированной электротехнической стали
Устройство и способ азотирования листа из текстурированной электротехнической стали
Способ и устройство для азотирования текстурированного листа из электротехнической стали
Способ производства текстурированного листа из электротехнической стали
Способ изготовления листа из текстурированной электротехнической стали
Способ изготовления текстурированной листовой электротехнической стали
Лист электротехнической стали с ориентированной структурой и способ его производства

