Результат интеллектуальной деятельности: ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ В УГЛЕКОМПОЗИТНЫХ КОНСТРУКЦИЯХ
Вид РИД
Изобретение
Изобретение относится к машиностроению, а также может быть использовано в авиастроении и других отраслях народного хозяйства, для получения неразъемных соединений клепкой при производстве и ремонте высоконагруженных деталей из волокнистых полимерных композиционных материалов (ПКМ) типа угле-боро-органопластиков.
При выполнении клепальных работ при производстве и, особенно, при ремонте конструкций летательного аппарата имеются такие места, которые не допускают двухстороннего подхода к ремонтируемому участку.
Известно, что для производства клепальных работ в местах, не имеющих двухстороннего подхода, разработаны и применяются следующие специальные типы заклепок из металлических сплавов, замыкающая головка которых может быть образована специальным инструментом или способом, это: заклепки с сердечником, штырьковые, гайкопистоны и взрывные двухкамерные заклепки (см., например, Горюнов Ю.Б. Клепальные работы. - М. Военное издательство МО СССР, 1960, с. 54-67).
Недостатком всех этих заклепок из различных металлических материалов является то, что они сами по своей сути являются несовместимыми с соединяемыми деталями, если последние выполнены из ПКМ, с точки зрения электрохимической коррозии, радиозаметности при облучении самолета радиолокационными станциями обнаружения противника, сравнительно большой их массой. Кроме того, исследование технологических процесов сборки и ремонта деталей планера летательного аппарата, выполненных из ПКМ, при визуальном и инструментальном методах контроля показало, что в местах установки таких специальных заклепок (взрывных, заклепок с сердечником и штырьковых, гайкопистонов) возникают внешние и подповерхностные повреждения в виде трещин и сколов, которые возникают в результате разрушения связующего ПКМ соединяемых деталей при их постановке. Это существенно снижает прочность заклепочного соединения.
Наиболее близким к изобретению по технической сущности и достигаемому результату является заклепка и способ получения неразъемного заклепочного соединения деталей из ПКМ (см., например, Патент RU 2582472, С1, МПК7 F16В 19/06, В21J 15/02, опубл. 27.04.2016, Бюл. №12 - 11 с: ил.).
Заклепка, состоит из стержня, выполненного из полимерного композиционного материала с волокнами, ориентированными вдоль оси стержня, с цилиндрической головкой на одном конце и неотвержденной верхней частью стержня на другом конце, установлена в корпус, выполненный из отвержденного препрега родственного соединяемым деталям композиционного материала и состоящий из цилиндрических соосных закладной головки и втулки, при этом закладная головка прозенкована, а нижняя часть втулки выполнена на конус, между цилиндрической головкой заклепки и нижней частью втулки корпуса установлено кольцо из тканного неотвержденного препрега, при этом длина втулки корпуса равна толщине соединяемых деталей, а конус нижней части втулки корпуса находится под соединяемыми деталями на толщину кольца, внешний диаметр втулки корпуса равен диаметру цилиндрической головки заклепки, а внутренний - диаметру стержня, внешний диаметр кольца равен внешнему диаметру втулки, при этом только на неотвержденную верхнюю часть стержня установлена фторопластовая обечайка.
Недостатком такой заклепки является низкая надежность и прочность заклепки, что обусловлено обеспечением недостаточной стяжкой соединяемых деталей в пакет, так как кольцо выполнено из неотвержденного препрега, а стержень и втулка не имеют резьбы.
Способ получения неразъемного заклепочного соединения заключается в размещении заклепки в соосных отверстиях соединяемых деталей, не имеющих двухстороннего подхода к заклепочному шву, фиксируя закладную головку корпуса заклепки, вытягивают за фторопластовую обечайку стержень заклепки вверх, образуя при этом замыкающую головку с внутренней стороны соединяемых деталей, удаляют фторопластовую обечайку с верхней части стержня заклепки и после полимеризации препрега кольца пропитывают неотвержденные волокна стержня заклепки клеевой композицией и в холодном состоянии формируют фиксирующую часть закладной головки в прозенкованных отверстиях корпуса заклепки.
Недостатком указанного способа является низкая технологичность и прочность заклепочного шва, обусловленные тем, что кольцо из препрега в момент поставки находится в неотвержденном (неполимеризованном) состоянии, что приводит к недостаточной стяжке соединяемых деталей в пакет.
Техническим результатом изобретения является повышение надежности и прочности заклепки и неразъемного заклепочного соединения деталей из ПКМ в целом.
Указанный технический результат достигается тем, что заклепка, состоящая из стержня, выполненного из полимерного композиционного материала с волокнами, ориентированными вдоль его оси, с цилиндрической головкой на одном конце, установлена в корпус, выполненный из отвержденного препрега, родственного соединяемым деталям композиционного материала, и состоящий из цилиндрически соосных закладной головки и втулки, при этом нижняя часть втулки выполнена на конус, между цилиндрической головкой заклепки и нижней частью втулки корпуса установлено кольцо, длина втулки корпуса равна толщине соединяемых деталей, а конус нижней части втулки корпуса находится под соединяемыми деталями на толщину кольца, внешний диаметр втулки корпуса равен диаметру цилиндрической головки заклепки, а внутренний - диаметру стержня, внешний диаметр кольца равен внешнему диаметру втулки, согласно изобретению на стержне выполнена резьба во всю его длину и калиброванная шейка, расположенная от цилиндрической головки заклепки на расстоянии равном толщине соединяемых деталей, от калиброванной шейки до конца стержня выполнена двухсторонняя продольная лыска, при этом втулка корпуса и стержень образует винтовую пару, а закладная головка корпуса имеет шестигранную форму, при этом кольцо выполнено из титанового сплава.
Техническим результатом изобретения является повышение технологичности получения и прочности неразъемного заклепочного соединения деталей из ПКМ при отсутствии двухстороннего подхода (одновременно к закладной и замыкающей головкам) к заклепочному шву, что достигается за счет того, что кольцо выполнено из титанового сплава с высокой коррозионной стойкостью.
Указанный технический результат достигается тем, что способ получения неразъемного заклепочного соединения, заключающийся в том, что после размещения заклепки в соосных отверстиях соединяемых деталей, согласно изобретению вращают закладную головку корпуса заклепки до появления на уровне ее внешней поверхности калиброванной шейки стержня, а выступающую часть стержня удаляют по калиброванной шейке.
Сущность изобретения устройства заключается в том, что на стержне выполнена резьба во всю его длину для образования винтовой пары с втулкой корпуса и калиброванная шейка, расположенная от цилиндрической головки заклепки на расстоянии равном толщине соединяемых деталей для производства контроля величины затягивания винтовой пары при стягивании соединяемых деталей в пакет, от калиброванной шейки до конца стержня выполнена двухсторонняя продольная лыска для удерживания стержня от вращения, при этом втулка корпуса и стержень образует винтовую пару, а закладная головка корпуса имеет шестигранную форму, при этом кольцо выполнено из титанового сплава для образования замыкающей головки заклепки при его пластической деформации о конус втулки корпуса.
Сущность изобретения способа заключается в том, что вращают закладную головку корпуса заклепки, удерживая стержень от вращения по плоским поверхностям продольных лысок, до появления на уровне ее внешней поверхности калиброванной шейки стержня, что определяет требуемую стяжку пакета соединяемых деталей, а выступающую часть стержня удаляют по калиброванной шейке.
Этим достигается технический результат изобретения устройства и способа.
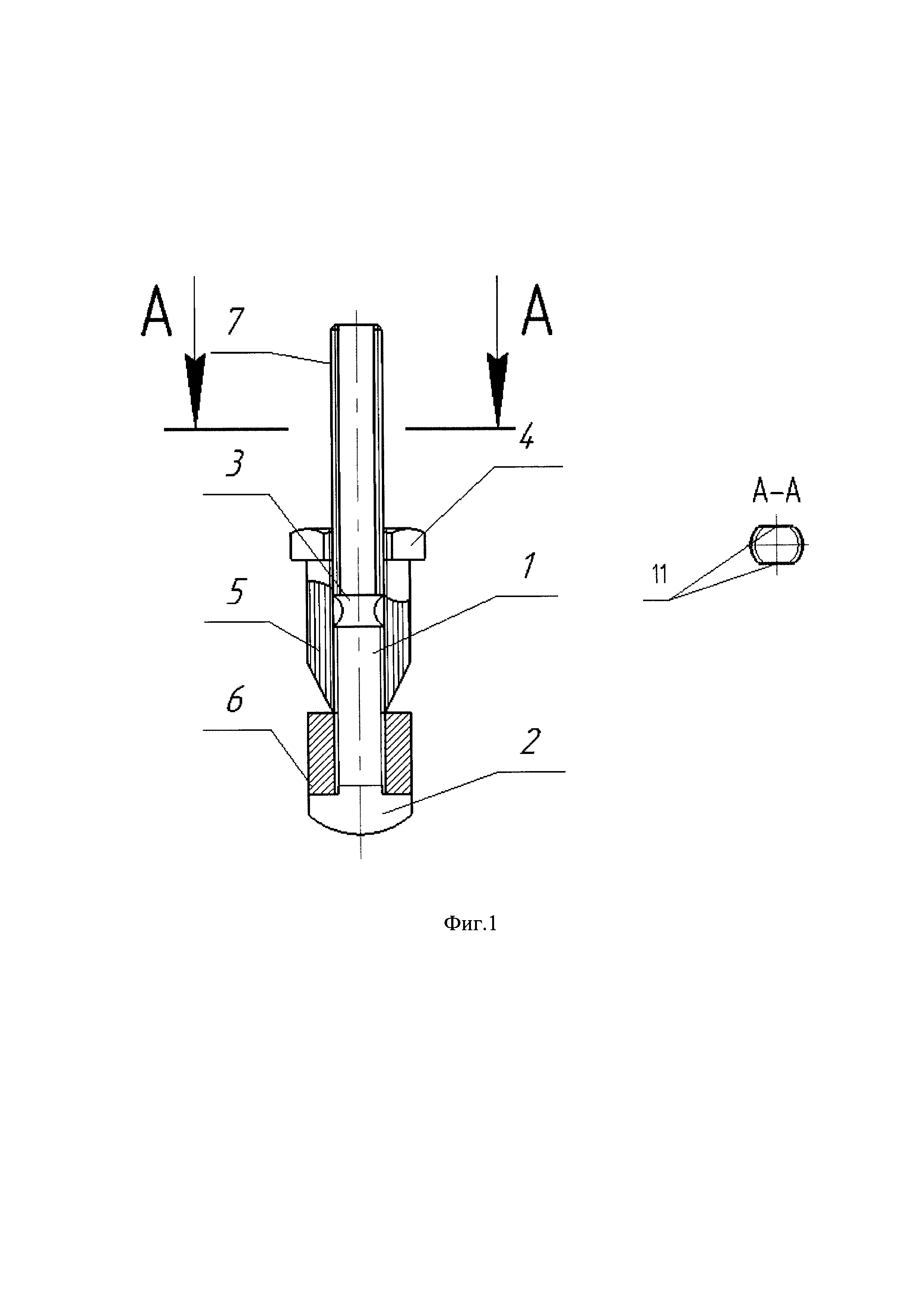
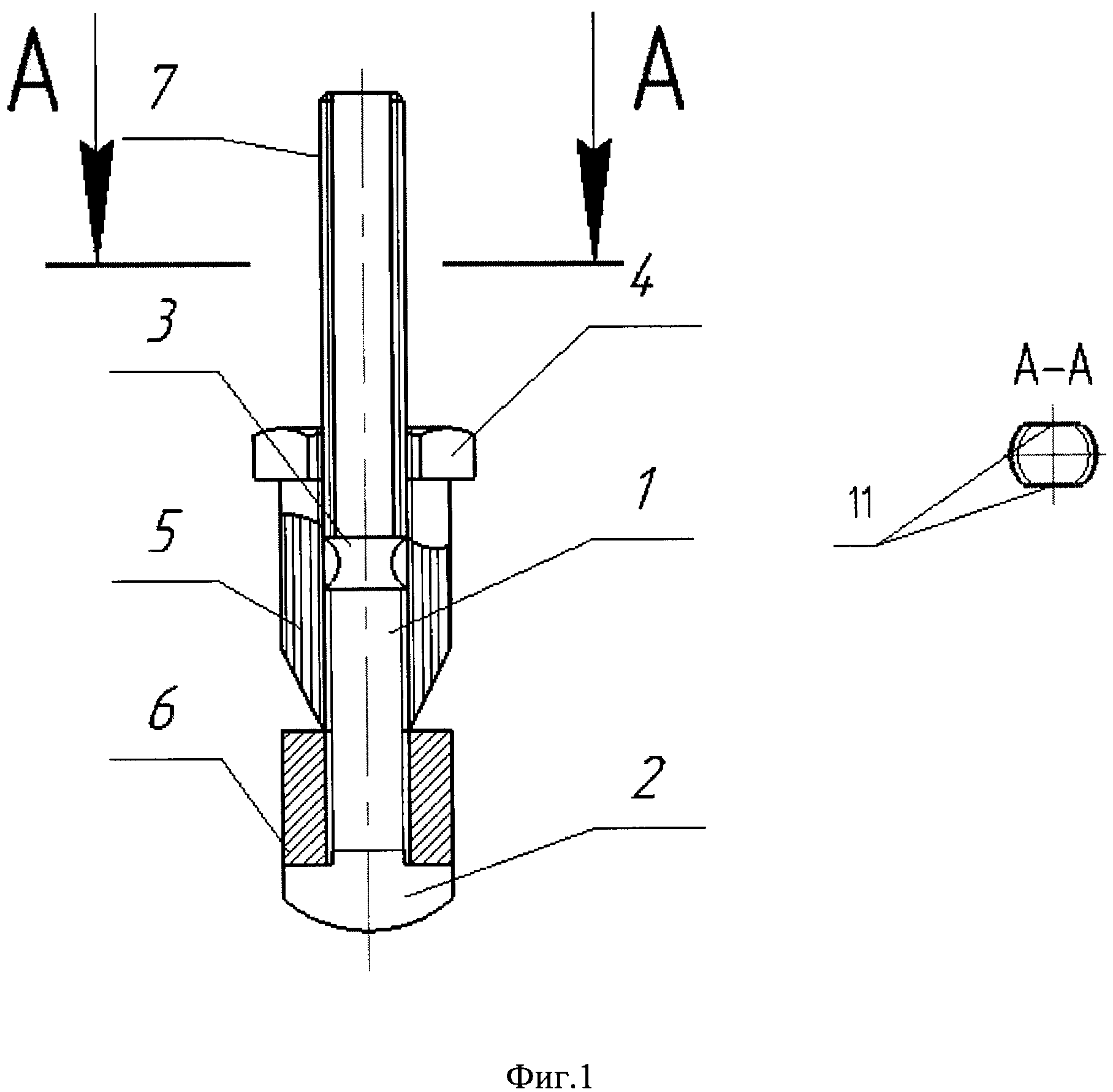
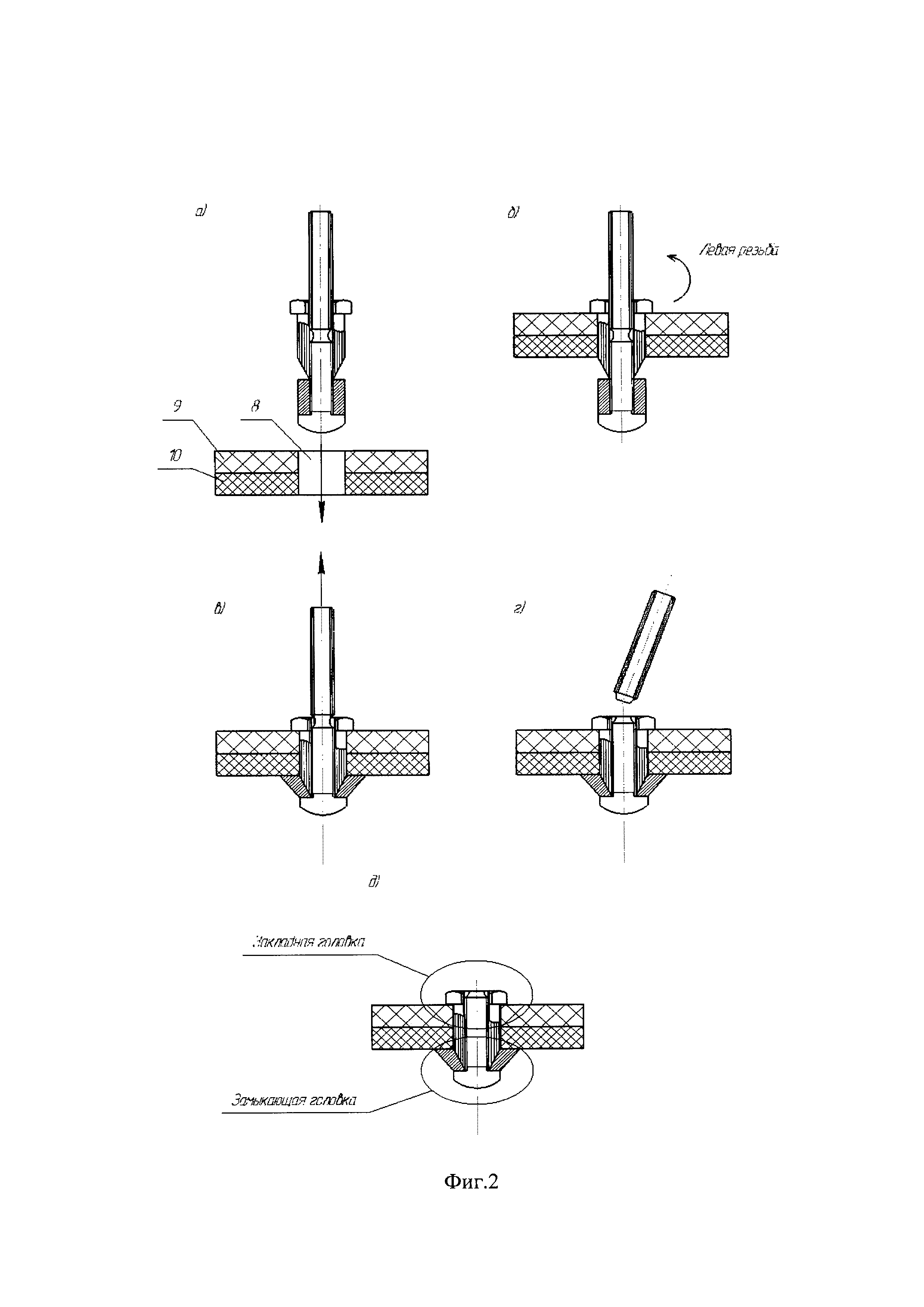
Конструкция заклепки и способ получения неразъемного заклепочного соединения приведены на фиг.1 и фиг.2 соответственно, где обозначенно: 1 - стержень заклепки, 2 - цилиндрическая головка, 3 - калиброванная шейка стержня, 4 - закладная шестигранная головка корпуса заклепки, 5 - втулка корпуса заклепки, 6 - кольцо из титанового сплава, 7 - выступающая часть стержня, 11 - двухсторонняя продольная лыска на концевой части стержня; а, б) размещение заклепки в отверстиях соединяемых деталей, в) образование замыкающей головки, г) удаление выступающей части стержня по калиброванной шейке, д) заклепка в рабочем состоянии с закладной и замыкающей головками.
Стержень заклепки 1 выполнен с цилиндрической головкой 2 на одном конце и имеет левую резьбу во всю длину стержня. На стержне имеются двухсторонняя продольная лыска 11 и калиброванная шейка 3, которая располагается от цилиндрической головки заклепки на расстоянии равном толщине соединяемых деталей. По калиброванной шейке стержня заклепки производится контроль величины затягивания винтовой пары (стержень-корпус) при стягивании соединяемых деталей в пакет до полной пластической деформации кольца 6 о конусную концевую часть корпуса заклепки. Стержень заклепки устанавливается во втулку корпуса 5 заклепки на левую резьбу, левую резьбу имеет и втулка корпуса.
Корпус заклепки состоит из цилиндрических соосных закладной шестигранной головки 4 и втулки 5. Шестигранная головка необходима для стягивания в пакет соединяемых деталей, что обеспечивает надежность и прочность заклепки и соединения в целом.
Корпус заклепки с закладной головкой 4, втулкой 5 и стержень выполнены из отвержденного препрега, родственного соединяемым деталям композиционного материала, то есть содержат аналогичный наполнитель (упрочнитель) и связывающее (матрицу). Упрочнителем корпуса заклепки и стержня являются продольные углеволокна (в качестве которого может быть использована углелента типа ЛУП-0,1), а матрицей (связующим) - полимерная композиционная смола, например, марки ЭНФБ (ЭНФБ-2М). Углеволокна корпуса заклепки и стержня расположены вдоль продольной оси.
Внешний диаметр втулки корпуса 5 заклепки равен диаметру цилиндрической головки 2 стержня, а внутренний - диаметру стержня 1 заклепки. Корпус заклепки вместе со стержнем образуют винтовую пару с левой резьбой, что позволяет после установки заклепки в соединяемые детали стягивать их в единый пакет, повышая надежность и прочность заклепки, и соединения в целом. Цилиндрическая часть втулки с резьбой корпуса 5 равна толщине соединяемых деталей.
Между цилиндрической головкой заклепки 2 и нижней конусной частью втулки корпуса заклепки установлено кольцо 6 из коррозионностойкого титанового сплава, например, марки ВТ-16, применяемого для крепежных деталей (см., например, Всероссийский научно-исследовательский институт авиационных материалов (ВИАМ). Алюминиевые, титановые, магниевые и бериллиевые сплавы. Под общей редакцией академика РАН Е.Н. Каблова. Ответственный за выпуск буклета КТН В.В. Антипов: URL: http://www.admin@viam.ru, с. 28 (дата обращения 12.11.2017).
Кольцо предназначено для образования замыкающей головки заклепки за счет его пластической деформации о конус втулки корпуса при вращении винтовой пары втулка-стержень, что обеспечивает надежную фиксацию заклепки с внутренней стороны соединяемых деталей, значительно повышая надежность, прочность и технологичность заклепки.
Внутренний диаметр кольца 6 равен диаметру стержня 1, а внешний диаметр кольца равен диаметру цилиндрической головки 2 стержня и внешнему диаметру корпуса.
Конус втулки корпуса заклепки выступает под соединяемыми деталями на расстояние равное толщине кольца 6.
Способ получения неразъемного заклепочного соединения деталей авиационных конструкций, выполненных из полимерных композиционных материалов, при помощи заклепки заключается в следующем (фиг.1, 2).
Соединяемые детали 9, 10, не имеющие двухстороннего подхода (одновременно к закладным и замыкающим головкам) к заклепочному шву, выполнены с соосными отверстиями 8.
Заклепки размещают в соосных отверстиях (фиг.2 а, б) соединяемых деталей таким образом, чтобы закладная шестигранная головка заклепки упиралась на соединяемые детали (фиг.2, б).
Фиксируют стержень заклепки по плоским поверхностям продольных лысок 11 стержня 1 от вращения.
Вращая закладную головку 4 заклепки по винтовой паре с левой резьбой, вытягивают стержень заклепки 1 вверх (фиг2, в), деформируя при этом кольцо из титанового сплава ВТ-16 о конус втулки заклепки (фиг.2, в). При этой деформации кольца 6 из него образуется замыкающая головка, а соединяемые детали стягиваются в пакет, что повышает прочность и надежность заклепочного шва.
Вращение закладной шестигранной головки корпуса заклепки производиться до появления на уровне ее внешней поверхности калиброванной шейки стержня. Это говорит о том, что титановое кольцо пластически деформировалось и полностью обжало конусную концевую часть корпуса заклепки.
Выступающую часть стержня заклепки «заподлицо» удаляют по калиброванной шейке по внешней поверхности закладной головки заклепки (фиг.2, г).
Сравнительный анализ с прототипом разработанной заклепки показывает, что она отличается наличием винтовой пары с левой резьбой в виде корпуса заклепки с закладной шестигранной головкой 4 и стержня из отвержденного препрега, родственного соединяемым деталям композиционного материала, волокна которых имеют высокую удельную прочность на срез.
Заклепка имеет кольцо из титанового сплава ВТ-16, обладающего высокой коррозионной стойкостью, внешний диаметр которого равен диаметру цилиндрической головки стержня, который имеет левую резьбу, левую резьбу имеет и внутренняя поверхность корпуса заклепки.
Это позволяет образовывать замыкающую головку за счет деформации титанового кольца о конусную (концевую) часть корпуса заклепки, при отсутствии двухстороннего подхода (одновременно к закладной и замыкающей головкам) к заклепочному шву, стягивая соединяемые детали в пакет, улучшая прочность, надежность и технологичность соединения.
Таком образом, предлагаемая заклепка и способ получения неразъемного заклепочного соединения при помощи нее, соответствует критерию «новизна».
Эффективность от применения предлагаемых технических решений достигается за счет повышения прочности, надежности и технологичности получения неразъемного заклепочного соединения деталей авиационной конструкции из полимерных композиционных материалов, при отсутствии двухстороннего подхода к заклепочному шву.
Способ определения координат наземного источника радиоизлучения при радиопеленговании с борта летательного аппарата
Способ управления приемниками воздушного давления
Способ определения расстояния до неподвижного источника излучения движущимся пеленгатором
Способ формирования маршрута носителя пеленгатора
Устройство адаптивной маскировки объектов
Способ определения дальности до неподвижного источника излучения движущимся пеленгатором
Фазовый пеленгатор
Способ буксировки самолетов с использованием малогабаритного буксировщика с дистанционным управлением
Способ измерения задержки радиосигналов
Способ амплитудного двухмерного пеленгования
Заклепка и способ получения неразъемного заклепочного соединения

