Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ЕМКОСТИ ДЛЯ ТЕПЛОВОЙ КУЛИНАРНОЙ ОБРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ, ИМЕЮЩЕЙ ОКРАШЕННУЮ ТВЕРДО АНОДИРОВАННУЮ ВНЕШНЮЮ ПОВЕРХНОСТЬ
Вид РИД
Изобретение
Изобретение относится к области устройств и посуды для тепловой кулинарной обработки пищевых продуктов, содержащих емкость для тепловой кулинарной обработки пищевых продуктов.
Более конкретно, но не исключительно, изобретение относится к таким предметам кухонной утвари, как кастрюли, сковороды или воки, а также к электрическим устройствам для тепловой кулинарной обработки пищевых продуктов, снабженным чашей для пищевых продуктов.
Из документа GB 1099486 известен способ изготовления алюминиевых емкостей для тепловой кулинарной обработки пищевых продуктов с твердо анодированным поверхностным слоем. При необходимости этот поверхностный слой может быть окрашен. Чистить получаемую таким образом поверхность легче, чем неанодированную поверхность, однако труднее, чем поверхность, покрытую антипригарным слоем.
В документах ЕР 0424072 и ЕР 0902105 предложено изготавливать емкости для тепловой кулинарной обработки пищевых продуктов, имеющие противопригарное покрытие типа политетрафторэтилена (PTFE) на алюминиевой подложке с твердым анодированием, при этом твердое анодирование выполняют перед нанесением PTFE покрытия. Такая последовательность позволяет повысить износостойкость покрытия PTFE и его стойкость к появлению царапин. PTFE покрытие обычно используют для нанесения на внутреннюю поверхность емкостей для тепловой кулинарной обработки пищевых продуктов из-за ограниченной механической прочности покрытий такого типа.
Из документа EP 1894502 известен способ нанесения золь-гель покрытия по меньшей мере на одну сторону предмета кухонной утвари, имеющего подложку из алюминия или алюминиевого сплава, причем такая подложка может быть выполнена из анодированного алюминия. Толщина анодированного слоя выбрана здесь в пределах от 5 до 100 мкм. На другую сторону при необходимости можно нанести PTFE покрытие. Упомянутое золь-гель покрытие позволяет повысить стойкость емкости для тепловой кулинарной обработки пищевых продуктов при мытье в посудомоечной машине, а также его огнестойкость.
Одной из задач настоящего изобретения является разработка стойких красок для анодированной внешней поверхности емкости для тепловой кулинарной обработки пищевых продуктов.
Другая задача изобретения состоит в разработке для анодированной внешней поверхности емкости для тепловой кулинарной обработки пищевых продуктов красок, стойких к воздействию моющих средств, используемых в посудомоечных машинах.
Еще одна задача заключается в разработке для анодированной внешней поверхности емкости для тепловой кулинарной обработки пищевых продуктов красок, стойких к воздействию пламени, используемого для выполнения тепловой кулинарной обработки пищевых продуктов.
Наконец, дополнительная задача изобретения заключается в разработке для анодированной внешней поверхности емкости для тепловой кулинарной обработки пищевых продуктов красок, совместимых с PTFE покрытием на внутренней поверхности упомянутой емкости для тепловой кулинарной обработки пищевых продуктов.
Для выполнения вышеперечисленных задач предложен способ изготовления емкости для тепловой кулинарной обработки пищевых продуктов, содержащий следующие этапы:
изготовление чаши, имеющей алюминиевую внешнюю поверхность и внутреннюю поверхность,
выполнение твердого анодирования по меньшей мере внешней поверхности чаши,
выполнение золь-гель покрытия на анодированной внешней поверхности,
в соответствии с которым по меньшей мере один этап окрашивания проводят после твердого анодирования, причем этап(ы) окрашивания проводят перед и/или во время этапа выполнения золь-гель покрытия.
Благодаря этим мерам удается обеспечить защиту пигментов и/или красителей, используемых на этапе(ах) окрашивания, путем их удержания в твердо анодированном слое и/или в золь-гель покрытии, что позволяет получить стойкое окрашивание.
В соответствии с одним из вариантов осуществления, на этапе или на одном из этапов окрашивания используют окрашивающий раствор, содержащий минеральные пигменты, и/или органические пигменты, и/или органические красители. В результате обеспечивается удержание пигментов и/или красителей в твердо анодированном слое благодаря пористости упомянутого твердо анодированного слоя.
В соответствии с другим вариантом осуществления, на этапе выполнения золь-гель покрытия используют с целью окрашивания минеральные пигменты, и/или органические пигменты, и/или органические красители. В результате возможно удержание пигментов и/или красителей в упомянутом золь-гель покрытии.
В соответствии с одним из предпочтительных вариантов осуществления, упомянутый способ содержит этап выполнения PTFE покрытия на внутренней поверхности чаши. При необходимости, этап выполнения PTFE покрытия может включать в себя подготовку поверхности, а также наложение одного или множества промежуточных слоев. PTFE покрытие может быть выполнено, в частности, посредством нанесения.
В этом случае, согласно одному из вариантов осуществления, этап выполнения твердого анодирования проводят после этапа выполнения PTFE покрытия на внутренней поверхности чаши. Преимущество выполнения анодирования после выполнения PTFE покрытия состоит в том, что анодируется только внешняя поверхность чаши, что позволяет уменьшить время обработки, а также снизить потребление тока и кислоты по сравнению с анодированием внешней и внутренней поверхностей чаши. Кроме того, PTFE хорошо выдерживает действие раствора серной кислоты, используемого обычно при выполнении анодирования. В случае выполнения окрашивания после этапа выполнения PTFE покрытия и выполнения твердого анодирования, удается использовать более широкий ассортимент пигментов и/или красителей, конкретнее органических пигментов и/или красителей, благодаря тому, что при выполнении золь-гель покрытия используются более низкие температуры, чем при выполнении PTFE покрытия.
При необходимости, способ может включать в себя этап выполнения предварительного анодирования внешней поверхности и внутренней поверхности чаши, осуществляемый перед этапом выполнения PTFE покрытия на внутренней поверхности чаши, причем этап выполнения твердого анодирования внешней поверхности чаши осуществляют после этапа декапировки внешней поверхности чаши, следующего за этапом нанесения покрытия из PTFE на внутреннюю поверхность чаши. Подобная обработка, состоящая в предварительном анодировании, проводится как для внутренней, так и для внешней поверхностей чаши, позволяя получить твердое основание перед выполнением PTFE покрытия.
В соответствии с другим вариантом осуществления, этап выполнения твердого анодирования внешней поверхности чаши проводят перед этапом выполнения PTFE покрытия на внутренней поверхности чаши. Подобное анодирование проводится как для внутренней, так и для внешней поверхностей чаши, позволяя получить твердое основание перед выполнением PTFE покрытия. По сравнению со случаем предварительного анодирования, сопровождающегося твердым анодированием внешней поверхности после выполнения PTFE покрытия, заявляемый способ позволяет уменьшить количество этапов, но, с другой стороны, при этом требуется использование пигментов или красителей, стойких к воздействию температур, имеющих место при выполнении PTFE покрытия, и в частности, минеральных пигментов. При этом выбор красок становится более ограниченным.
Упомянутые задачи выполняются также благодаря использованию емкости для тепловой кулинарной обработки пищевых продуктов, изготовленной в соответствии со способом согласно по меньшей мере одному из перечисленных выше признаков.
В соответствии с одним из предпочтительных вариантов осуществления, чаша изготовлена посредством штамповки подложки, имеющей по меньшей мере одну алюминиевую поверхность, при этом упомянутая поверхность образует собой внешнюю поверхность чаши.
При этом в соответствии с одним из вариантов осуществления, подложка имеет две алюминиевых поверхности. Подложка может быть выполнена, в частности, из цельного алюминия или двухслойного проката, одна поверхность которого выполнена из алюминия, а вторая - из стали. При необходимости в качестве стали можно использовать нержавеющую сталь.
В этом случае, согласно другому варианту осуществления, подложка выполнена из двухслойного проката, одна поверхность которого выполнена из алюминия, а вторая - из нержавеющей стали, причем упомянутая поверхность из нержавеющей стали предпочтительно покрыта PTFE.
В соответствии с другим предпочтительным вариантом осуществления, чаша изготовлена из алюминиевой отливки.
В соответствии с одним из предпочтительных вариантов осуществления, внешняя поверхность чаши имеет матированную поверхность или поверхность, прошедшую стеклоструйную обработку. Анодирование представляет собой вид поверхностной обработки, при которой изменяется материал поверхности, а не нанесение покрытия, при котором на существующую поверхность добавляют один или множество слоев. Применение обработки, называемой «твердым анодированием», не ограничено гладкими или полированными поверхностями, ей может быть также подвергнута, в частности, матированная поверхность или поверхность, прошедшая стеклоструйную обработку.
В соответствии с одним из предпочтительных вариантов осуществления, для получения емкости для тепловой кулинарной обработки пищевых продуктов, пригодной для индукционного нагрева, чаша должна быть снабжена по меньшей мере одним вкладышем, выполненным из ферромагнитного материала.
Упомянутые задачи выполняются также благодаря использованию предмета кухонной утвари, содержащего емкость для тепловой кулинарной обработки пищевых продуктов и захват, закрепленный на упомянутой емкости для тепловой кулинарной обработки пищевых продуктов посредством по меньшей мере одной заклепки или посредством сварки, причем упомянутая емкость для тепловой кулинарной обработки пищевых продуктов соответствует по меньшей мере одному из перечисленных выше признаков.
Упомянутые задачи выполняются также благодаря использованию электрического устройства для тепловой кулинарной обработки пищевых продуктов, содержащего емкость для тепловой обработки пищи, связанный со средствами нагрева, причем упомянутая емкость для тепловой кулинарной обработки пищевых продуктов соответствует по меньшей мере одному из перечисленных выше признаков.
Для облегчения понимания сущности изобретения, ниже представлены варианты его осуществления, не имеющие ограничительно характера и проиллюстрированные на прилагаемых чертежах.
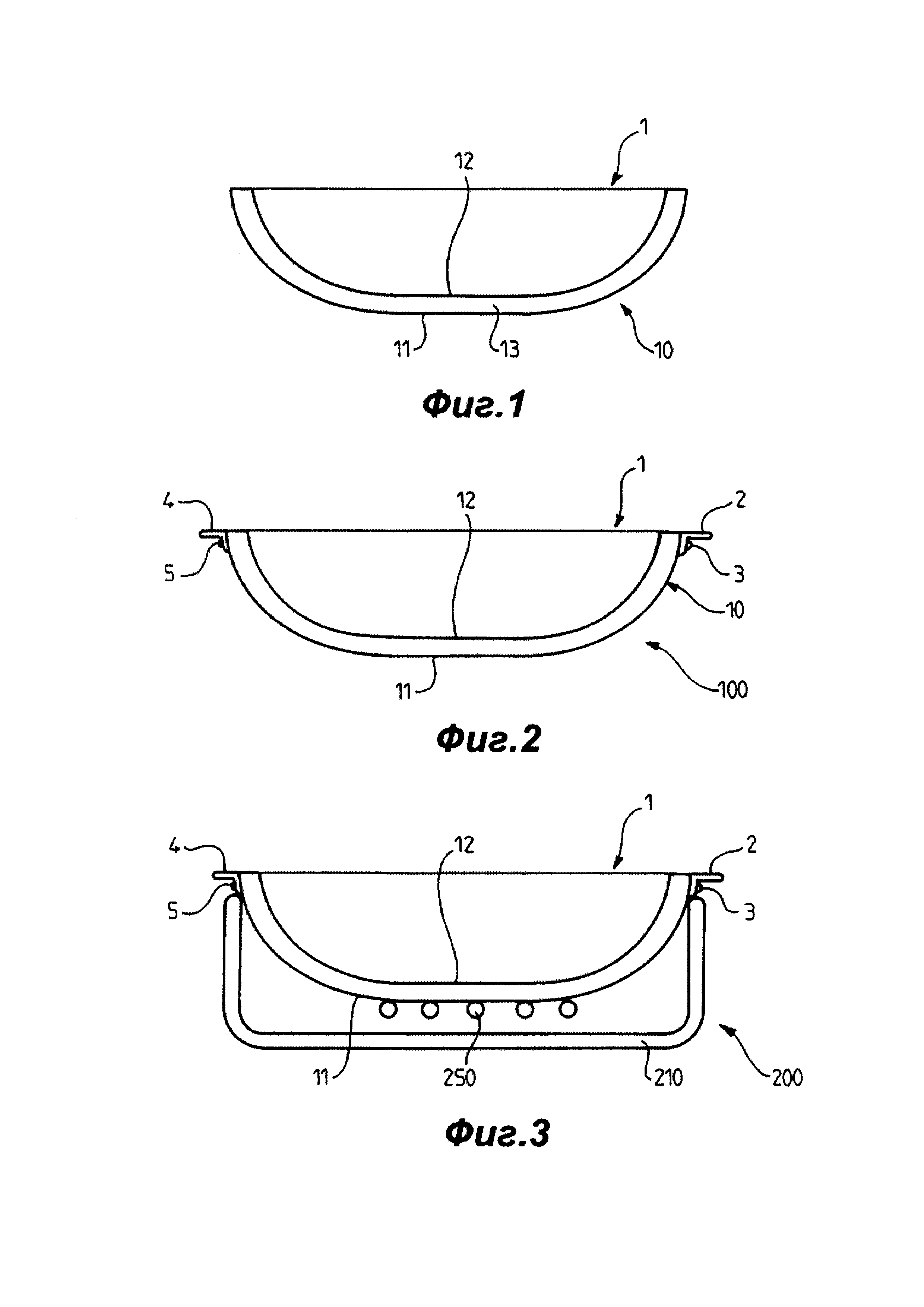
На фиг. 1 изображена емкость 1 для тепловой кулинарной обработки пищевых продуктов согласно изобретению.
На фиг. 2 изображен предмет 100 кухонной утвари, содержащий заявляемую емкость 1 для тепловой кулинарной обработки пищевых продуктов.
На фиг. 3 схематично изображено электрическое устройство 200 для тепловой кулинарной обработки пищевых продуктов, содержащее емкость 1 для тепловой кулинарной обработки пищевых продуктов.
Емкость 1 для тепловой кулинарной обработки пищевых продуктов, представленная на фиг. 1 и 2, содержит чашу 10, которая имеет алюминиевую внешнюю поверхность 11 и внутреннюю поверхность 12.
В соответствии с одним из вариантов осуществления, чаша 10 изготовлена посредством штамповки подложки 13, которая имеет по меньшей мере одну алюминиевую поверхность, образующую собой внешнюю поверхность 11 упомянутой чаши.
В соответствии с одним из вариантов осуществления, подложка 13 имеет две алюминиевых поверхности, образующих собой, соответственно, внешнюю поверхность 11 и внутреннюю поверхность 12 чаши 10.
При необходимости, подложка 13 может быть выполнена из цельного алюминия. Для этой цели может подойти, в частности, алюминиевый сплав 3003. При этом подложку 13, используемую для формирования чаши 10, вырезают из алюминиевого листа.
В соответствии с другим вариантом осуществления, подложка 13 выполнена из двухслойного проката, одна поверхность которого выполнена из алюминия, а вторая - из нержавеющей стали, при этом алюминиевая поверхность образует собой внешнюю поверхность 11 чаши 10, а поверхность из нержавеющей стали - внутреннюю поверхность 12 этой чаши.
В соответствии с другим вариантом осуществления, чаша 10 изготовлена из алюминиевой отливки, например, из алюминиевого сплава AlSi12.
При необходимости, внешняя поверхность 11 чаши 10 не обязательно выполнена гладкой или полированной, а может быть, в частности, матирована или подвергнута стеклоструйной обработке.
При необходимости, чаша 10 может быть снабжена по меньшей мере одним вкладышем, выполненным из ферромагнитного материала, например ферритной стали, что позволит получить емкость 1 для тепловой кулинарной обработки пищевых продуктов, пригодной для индукционного нагрева. Предпочтительно, чтобы в качестве ферромагнитного материала была использована нержавеющая ферритная сталь. При необходимости, вкладыш из ферромагнитного материала может быть образован пластиной с одной или множеством перфораций. Этот вкладыш предпочтительно соединяется посредством горячей или холодной штамповки с алюминиевой подложкой 13 или покрывается литым алюминием, при этом перфорацию(ии) предпочтительно заполняют алюминием. Вкладыш из ферромагнитного материала может иметь по меньшей мере одну видимую часть, которую необходимо защитить посредством маскирования перед погружением в кислые химические растворы, например, в раствор для анодирования.
Емкость 1 для тепловой кулинарной обработки пищевых продуктов согласно изобретению изготавливают с применением способа, содержащего следующие этапы:
изготовление чаши 10, имеющей алюминиевую внешнюю поверхность 11 и внутреннюю поверхность 12,
выполнение твердого анодирования по меньшей мере внешней поверхности 11 чаши 10,
выполнение золь-гель покрытия на анодированной внешней поверхности 11, в соответствии с которым по меньшей мере один этап окрашивания проводят после твердого анодирования, причем упомянутый(ые) этап(ы) окрашивания проводят перед и/или во время этапа выполнения золь-гель покрытия.
Точнее, упомянутый(ые) этап(ы) окрашивания, осуществляемые после твердого анодирования, выполняют на анодированной внешней поверхности после твердого анодирования упомянутой анодированной внешней поверхности.
В соответствии с одним из предпочтительных вариантов осуществления, способ содержит этап выполнения покрытия из PTFE на внутренней поверхности чаши. Этап выполнения PTFE покрытия может быть реализован, в частности, посредством нанесения. При необходимости на этапе выполнения PTFE покрытия можно использовать PTFE с наполнителем с целью повышения механической прочности внутренней поверхности 12 чаши 10 с покрытием из PTFE. В качестве упрочняющего наполнителя можно использовать, в частности, какие-либо минеральные частицы. Для получения поверхности для тепловой кулинарной обработки пищевых продуктов из PTFE, соответствующее PTFE покрытие нагревают до температуры выше 400°C (как правило, порядка 420°C).
В соответствии с одним из вариантов осуществления, этап выполнения твердого анодирования внешней поверхности 11 чаши 10 проводят перед этапом выполнения PTFE покрытия на внутренней поверхности 12 чаши 10. Один из способов выполнения PTFE покрытия после твердого анодирования раскрыт, в частности, в документе EP 0902105. Такая последовательность позволяет получить твердую основу, обеспечивающее повышение механической прочности PTFE покрытия. Однако возможности окрашивания ограничены из-за температур, необходимых для окончательной обработки покрытия из PTFE, так как существует мало красящих веществ, способных выдерживать подобные температуры.
В соответствии с другим вариантом осуществления, этап выполнения твердого анодирования внешней поверхности 11 чаши 10 проводят после этапа выполнения PTFE покрытия на внутренней поверхности 12 чаши 10. Преимущество этого варианта состоит в том, что появляется возможность использовать более широкий ассортимент красящих веществ типа минеральных пигментов, а также органических пигментов или органических красителей.
При необходимости, может быть предусмотрен этап выполнения предварительного твердого анодирования внешней поверхности 11 и внутренней поверхности 12 чаши 10, осуществляемый перед этапом выполнения PTFE покрытия на внутренней поверхности 12. Такая обработка, состоящая в предварительном твердом анодировании, позволяет получить твердое основание под покрытием из PTFE. Однако при этом требуется проведение декапировки внешней поверхности 11 чаши 10 с целью повторного анодирования этой поверхности перед переходом к этапу окрашивания, если этот последний не ограничивается использованием цветного золь-гель покрытия. В этом случае этап выполнения твердого анодирования внешней поверхности 11 чаши 10 осуществляют после этапа декапировки этой поверхности, который следует за этапом выполнения PTFE покрытия на внутренней поверхности 12 чаши 10.
При необходимости, предусматривают подготовку поверхности перед твердым анодированием, которая может включать в себя кислотное или щелочное обезжиривание и/или нейтрализацию с использованием HNO3. Удовлетворительные результаты могут быть получены при обезжиривании в течение нескольких минут в растворе NaOH с концентрацией 50 г/л при температуре порядка 50°C.
Твердое анодирование можно производить, в частности, посредством замачивания в ванне. Такая же технология годится и для операции предварительного анодирования. Преимущество твердого анодирования заключается в высокой стойкости к появлению царапин и к ударным воздействиям. Можно предусмотреть более широкий ассортимент материалов для изготовления чаши 10 по сравнению с эмалировкой с сохранением в то же время чистящих свойств, обеспечиваемых при выполнении PTFE покрытия на внутренней поверхности 12 чаши 10.
Твердое анодирование может быть осуществлено, например, с использованием раствора H2SO4 с концентрацией 130 г/л в течение 90 мин. при температуре порядка 10°C при плотности тока порядка 1,8 А/дм2. Время обработки можно уменьшить, используя более низкие температуры, около 0°C, но более высокую плотностью тока.
Твердо анодированный слой толщиной от 10 до 30 мкм имеет твердость порядка 350 Hv и дает удовлетворительные результаты как по механической стойкости, так и по возможностям окрашивания.
В соответствии с одним из предпочтительных признаков, анодированная внешняя поверхность 11 имеет поры размером менее 30 нм, предпочтительно менее 20 нм.
В соответствии с одним из вариантов осуществления, на этапе окрашивания используют окрашивающий раствор, содержащий минеральные пигменты, и/или органические пигменты, и/или органические красители. Минеральные пигменты обладают высокой температурной стойкостью, которая может превышать 300°C и даже 400°C (это относится, например, к желтому пигменту Orminal Gold4N de Clairant). Таким образом, некоторые из пигментов пригодны для окрашивания внешней поверхности 11 чаши 10 перед выполнением PTFE покрытия на внутренней поверхности 12 чаши 10. Что касается органических пигментов и/или органических красителей, то их температурная стойкость обычно ниже, чем у минеральных пигментов, хотя при их использовании возможна более широкая гамма получаемых красок, чем в случае с минеральными пигментами, - могут быть получены желтый, зеленый, красный, каштановый, синий и светло-коричневый цвета. Кроме того, органические пигменты и/или красители лучше подходят для окрашивания внешней поверхности 11 чаши 10 после выполнения PTFE покрытия на внутренней поверхности 12 чаши.
Окрашивание анодированного слоя может быть осуществлено с помощью солей металлов, состоящих по меньшей мере из одного иона металла и одного противоиона. Ионы металлов предпочтительно выбирают из числа металлов переходной группы. Противоионы или лиганды превосходно растворяются в водной среде или растворителе и облегчают проникновение ионов металлов в поры твердо анодированного слоя. После этого ионы металлов окисляют посредством традиционной термообработки с целью получения оксида, дающего требуемый оттенок окраски. Дозировку и тип используемых солей металлов определяют, исходя из требуемого оттенка и красящей способности, а также исходя из возможностей обработки, возможностей хранения и стоимости.
Способ включает в себя также этап нанесения золь-гель покрытия на анодированную внешнюю поверхность. Этот этап осуществляют после этапа твердого анодирования внешней поверхности 11 чаши 10. Благодаря такому золь-гель покрытию удается получить более широкий ассортимент пигментов и/или красителей, а конкретнее - органических пигментов или органических красителей, что позволяет добиться более высокой огнестойкости внешней поверхности 11 чаши 10. Кроме того, такое покрытие позволяет получить емкость для тепловой кулинарной обработки пищевых продуктов, стойкую к воздействию моющих средств, используемых в посудомоечных машинах. Рассматриваемое здесь золь-гель покрытие может быть получено с использованием технологии, описанной в документе EP 1894502. Предпочтительная температура для обжига золь-гель покрытия составляет порядка 300°C. Такая температура дает возможность придать покрытию достаточную плотность, способствующую достижению высоких показателей стойкости к абразивному износу, огнестойкости и стойкости при мытье в посудомоечной машине. Эта температура не является чрезмерной и не приводит к ухудшению свойств PTFE. Кроме того, такая температура вполне совместима с используемыми органическими пигментами и/или органическими красителями.
При необходимости, на этапе нанесения золь-гель покрытия можно использовать с целью окрашивания минеральные пигменты, и/или органические пигменты, и/или органические красители, при этом применять следует только один тип красителя или пигмента. Так, окрашивание золь-гель покрытия можно производить посредством добавления пигментов и/или красителей с целью получения нужной окраски в качестве альтернативы или дополнения к этапу окрашивания между твердым анодированием внешней поверхности 11 чаши 10 и нанесением золь-гель покрытия на внешнюю поверхность 11 твердо анодированной чаши.
При необходимости, этап нанесения PTFE и этап выполнения золь-гель покрытия могут содержать по меньшей мере один совместный обжиг.
Ниже перечислены различные возможные примеры реализации способа согласно изобретению.
Пример 1: нанесение PTFE на внутреннюю поверхность 12, твердое анодирование внешней поверхности 11, окрашивание твердо анодированной внешней поверхности 11, выполнение прозрачного золь-гель покрытия на окрашенной твердо анодированной внешней поверхности 11.
Пример 2: нанесение PTFE на внутреннюю поверхность 12, твердое анодирование внешней поверхности 11, выполнение цветного золь-гель покрытия на твердо анодированной внешней поверхности 11.
Пример 3: нанесение PTFE на внутреннюю поверхность 12, твердое анодирование внешней поверхности 11, окрашивание твердо анодированной внешней поверхности 11, выполнение цветного золь-гель покрытия на окрашенной твердо анодированной внешней поверхности 11.
Пример 4: предварительное двустороннее твердое анодирование чаши 10 для получения твердого основания, нанесение PTFE на внутреннюю поверхность 12, твердое анодирование внешней поверхности 11, окрашивание твердо анодированной внешней поверхности 11, выполнение прозрачного золь-гель покрытия на окрашенной твердо анодированной внешней поверхности 11.
Пример 5: предварительное двустороннее твердое анодирование чаши 10 для получения твердого основания, нанесение PTFE на внутреннюю поверхность 12, выполнение цветного золь-гель покрытия на твердо анодированной внешней поверхности 11.
Пример 6: предварительное двустороннее твердое анодирование чаши 10 для получения твердого основания, нанесение PTFE на внутреннюю поверхность 12, твердое анодирование внешней поверхности 11, окрашивание твердо анодированной внешней поверхности 11, выполнение цветного золь-гель покрытия на окрашенной твердо анодированной внешней поверхности 11.
Пример 7: двустороннее твердое анодирование чаши 10 для получения твердого основания, окрашивание твердо анодированных внешней поверхности 11 и внутренней поверхности 12, нанесение PTFE на внутреннюю поверхность 12, выполнение прозрачного золь-гель покрытия на окрашенной твердо анодированной внешней поверхности 11.
Пример 8: двустороннее твердое анодирование чаши 10 для получения твердого основания, окрашивание твердых анодированных внешней поверхности 11 и внутренней поверхности 12, нанесение PTFE на внутреннюю поверхность 12, выполнение цветного золь-гель покрытия на окрашенной твердо анодированной внешней поверхности 11.
Пример 9: двустороннее твердое анодирование чаши 10 для получения твердого основания, окрашивание твердых анодированных внешней поверхности 11 и внутренней поверхности 12, нанесение PTFE на внутреннюю поверхность 12, твердое анодирование внешней поверхности 11, окрашивание твердо анодированной внешней поверхности 11, выполнение цветного золь-гель покрытия на окрашенной твердо анодированной внешней поверхности 11.
Пример 10: двустороннее твердое анодирование чаши 10 для получения твердого основания, окрашивание твердых анодированных внешней поверхности 11 и внутренней поверхности 12, выполнение прозрачного золь-гель покрытия на окрашенной твердо анодированной внешней поверхности 11.
Пример 11: двустороннее твердое анодирование чаши 10 для получения твердого основания, окрашивание твердых анодированных внешней поверхности 11 и внутренней поверхности 12, выполнение цветного золь-гель покрытия на окрашенной твердо анодированной внешней поверхности 11.
Пример 12: двустороннее твердое анодирование чаши 10 для получения твердого основания, выполнение цветного золь-гель покрытия на окрашенной твердо анодированной внешней поверхности 11.
На фиг. 2 представлен предмет 100 кухонной утвари, содержащий емкость 1 для тепловой кулинарной обработки пищевых продуктов и захват 2, закрепленный на упомянутой емкости с помощью по меньшей мере одной заклепки 3. Для этого заклепка установлена в отверстии, выполненном в чаше 10 емкости 1 для тепловой кулинарной обработки пищевых продуктов. При необходимости, для крепления захвата 2 на емкости 1 для тепловой кулинарной обработки пищевых продуктов можно использовать несколько заклепок, предпочтительно от двух до четырех штук. Альтернативно, захват 2 может быть закреплен на емкости 1 для тепловой кулинарной обработки пищевых продуктов посредством сварки. При необходимости, на емкости для тепловой кулинарной обработки пищевых продуктов может быть закреплен еще один захват 4 посредством второй заклепки 5 или посредством сварки.
На фиг. 3 показано электрическое устройство 200 для тепловой кулинарной обработки пищевых продуктов, содержащее емкость 1 для тепловой кулинарной обработки пищевых продуктов, соединенную со средствами 250 нагрева. Упомянутая емкость 1 для тепловой кулинарной обработки пищевых продуктов образует собой чашу, расположенную в нагревательном цоколе 210, содержащем средства нагрева 250. Внешняя поверхность 11 чаши 10 опирается на упомянутые средства нагрева 250. При необходимости внешняя поверхность 11 может быть интегрирована со средствами нагрева 250.
В другом варианте, на внутреннюю поверхность 12 чаши 10 наносят покрытие не обязательно из PTFE. При необходимости, могут быть рассмотрены покрытия других типов.
В другом варианте, внутренняя поверхность 12 чаши 10 не обязательно должна иметь покрытие. При необходимости, внутренняя поверхность 12 чаши 10 может быть, в частности, полированной.
Изобретение никоим образом не ограничено описанными выше вариантами реализации, а охватывает самые разнообразные модификации в рамках объема формулы изобретения.
Противопригарная емкость для приготовления пищи
Съемное захватное устройство с зажимом для емкости для приготовления пищи
Массажное устройство, имеющее по меньшей мере одну массажную насадку, выполненную с возможностью эксцентричного вращения
Сменный блок для устройства для ухода за волосами, имеющий присоединительный рельефный элемент
Устройство для обработки волос, имеющее съемный качающийся прижимной элемент
Аппарат, содержащий анод и катод для осаждения карбоната кальция
Устройство для обработки волос
Сменный блок для вставки путем поворота в устройство для ухода за волосами
Антипригарное покрытие, содержащее по меньшей мере один функционально-декоративный слой, и изделие, снабженное таким покрытием
Прибор для изготовления ферментированных молочных продуктов, в частности жидких продуктов

