Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕПЛАКИРОВАННОГО СТАЛЬНОГО ЛИСТА С ИСПОЛЬЗОВАНИЕМ ГОРЯЧЕЙ ПРОКАТКИ, ХОЛОДНОЙ ПРОКАТКИ БЕЗ ТРАВЛЕНИЯ И НИЗКОГО ОТЖИГА
Вид РИД
Изобретение
Настоящее изобретение относится к способу изготовления горячеплакированного стального листа и, в частности, к способу изготовления горячеплакированного стального листа с использованием горячей прокатки, прямой холодной прокатки без травления и низкого восстановительного отжига.
Уже долгие годы производство холоднокатаных оцинкованных горячим способом стальных листов осуществляется по следующей традиционной технологии: сначала горячекатаный лист подвергают обработке на участке кислотного травления для удаления слоя окислов железа на поверхности горячекатаного листа, выполняют деформацию холодной прокаткой до надлежащей толщины, после чего после обезжиривания путем промывки щелочным раствором выполняют оцинковку методом горячего погружения, а затем проводят низкий отжиг, завершая горячую гальванизацию.
Этот традиционный процесс производства горячеоцинкованного стального листа имеет ряд недостатков: длительность процесса, низкая производительность обработки и загрязнение окружающей среды в результате использования процедуры травления, которая является самой большой проблемой для металлургических предприятий с точки зрения энергосбережения и охраны окружающей среды. Кроме того, удаление большого количества оксидов железа в процессе травления приводит к низкому выходу годной продукции, а высокие требования к производственному оборудованию в связи с использованием сильнодействующих агрессивных кислот и таких стадий, как обработка отработанной кислотой и т.п., приводят к увеличению затрат на производство и техническое обслуживание. Таким образом, разработка производственного процесса для изготовления стальных листов, оцинкованных горячим способом без использования травления - это давняя мечта руководителей производственных предприятий, осуществляющих нанесение покрытий на поверхности стальных листов, и имеет существенное значение для устойчивого развития металлургических предприятий.
Известен способ изготовления горячекатаного стального листа, оцинкованного горячим способом без травления, см. US 6258186 В1 и KR 100905653 В1. Основной принцип указанного способа состоит в замене операции травления на использование восстановительного газа, например - водорода для уменьшения слоя окислов железа на поверхности горячекатаного стального листа; тем не менее, так как скорость уменьшения слоя окислов железа меньше, чем при использовании травления, затягивается работа всей производственной линии; и для того, чтобы увеличить скорость уменьшения слоя железа, предусмотрено уменьшение содержания оксида железа в окислах не менее чем на 20% путем регулирования скорости охлаждения в процессе намотки горячекатаного листа. Так как количество оксида железа легко уменьшить, но эффект от этого весьма ограничен, темп сокращения и эффективность по-прежнему ограничивают развитие всей технологии.
Относительно исследований по пригодности к использованию окислов железа на поверхности горячекатаного листа, патент JP 06-033449 раскрывает способ изготовления стального листа с «прочной окалиной», в котором слой окислов на поверхности, в основном, состоит из магнитной окиси железа и имеет плотную структуру; слой окислов деформируется вместе со стальным листом и не отслаивается в ходе последующего процесса деформации с глубокой обработкой, что позволяет использовать технологию со слоем окислов железа, исключающую последующую холодную прокатку.
Известны способы получения стальных листов без травления для изготовления автомобильных рам, в которых технологический процесс горячей прокатки управляется таким образом, чтобы слой окислов на поверхности горячекатаного листа, в основном, состоял из магнитной окиси железа, CN201010235928.X, CN201010298939.2A, CN200710010183.5A, CN201010010116.5A, CN201010209526.2A, CN201010189410.7A и CN200510047958.7A. Вышеуказанные документы описывают технику непосредственного использования горячекатаного стального листа со слоем окислов железа, при этом деформация горячекатаного листа со слоем окислов железа представляет собой сгибание, исключая деформацию холодной прокаткой или последующее горячее цинкование или покрытие другим сплавом.
Задачей настоящего изобретения является создание способа изготовления горячеплакированного стального листа посредством горячей прокатки, прямой холодной прокатки без травления и низкого восстановительного отжига, обеспечивающего быстрое, высокоэффективное, недорогое и экологически чистое производство горячеплакированного стального листа за счет исключения некоторых стадий, в частности, травления и связанных с ним процедур. При этом слой окислов железа на поверхности горячекатаного стального листа имеет состав, в который входят, в основном, Fe3O4 и FeO, и он тоньше, а горячекатаный стальной лист подвергают холодной прокатке и нанесению покрытия методом горячего погружения вместе со слоем окислов железа.
Поставленная задача решается за счет того, что в способе изготовления горячеплакированного стального листа, включающем горячую прокатку на стане горячей прокатки, холодную прокатку без травления на стане холодной прокатки, низкий отжиг в печи восстановления в среде восстановительного газа, нанесение покрытия методом горячего погружения, на стадии горячей прокатки после дефосфоризации горячекатаный стальной лист последовательно подвергают черновой прокатке на стане грубой прокатки, чистовой прокатке на стане чистовой прокатки, охлаждению с помощью охлаждающего устройства, и наматыванию с помощью моталки, при этом толщина слоя окислов железа на поверхности листа уменьшается за счет снижения температуры выпуска и увеличения скорости прокатки, причем одновременно регулируют скорость охлаждения после прокатки и температуру наматывания, чтобы контролировать структуру слоя окислов железа на поверхности горячекатаного стального листа, повысить адгезионную прочность слоя окислов железа и уменьшить его толщину; на стадии холодной прокатки оптимизируют параметры низкотемпературного процесса прокатки, такие как давление прокатки, натяжение, скорость деформации и количество проходов, при этом происходит пластическая деформация слоя окислов железа вместе с подложкой, кроме того используют смазывающе-охлаждающую жидкость, при этом достигается высокое качество поверхности и надлежащая форма стального листа со слоем окислов железа на его поверхности; на стадии низкого отжига в печь восстановления вводят восстановительный газ, регулируют температуру и время восстановления, причем температура восстановления составляет 500-1000°С, время восстановления составляет 60-300 сек, а восстановительный газ представляет собой смесь Н2 или СО с инертным газом, в котором концентрация Н2 или СО не ниже 3%, при этом слой окислов железа частично восстанавливается в железистый металл, после чего стальной лист охлаждают до температуры, при которой допускается погружение стального листа в ванну с расплавом металла; на стадии нанесения покрытия методом горячего погружения стальной лист погружают в ванну с расплавом металла и выдерживают в течение нескольких секунд для завершения процесса горячего плакирования.
После стадии холодной прокатки способ может дополнительно включать стадию обезжиривания в промывочной машине с использованием щелочного обезжиривающего состава, при этом удаляются масляные пятна и пыль, оставшиеся на поверхности листа после его холодной прокатки, промывки и сушки.
На стадии горячей прокатки температура выпуска может составлять 1100-1250°С, преимущественно 1150-1200°С, наиболее преимущественно 1170 или 1200°С, конечная температура прокатки может составлять 800-900°С, преимущественно 840-870°С, наиболее преимущественно 850 или 860°С, температура наматывания может составлять 550-600°С, преимущественно 550-570°С, наиболее преимущественно 550 или 560°С, скорость прокатки может составлять 8-20 м/сек, преимущественно 14-18 м/сек, наиболее преимущественно 17 или 18 м/сек, а скорость охлаждения после прокатки может составлять 7-30°С/сек, преимущественно 15-20°С/сек, наиболее преимущественно 19 или 20°С/сек.
На стадии горячей прокатки толщина полученного горячекатаного стального листа может составлять 1.0-6.0 мм, преимущественно 1.5-4 мм, средняя толщина слоя окислов железа на поверхности горячекатаного стального листа может составлять 5-10 мкм, слой окислов железа может иметь состав, в который входят, в основном, Fe3O4 и FeO, причем масса Fe3O4 составляет не менее 50%, преимущественно -не менее 65%.
На стадии холодной прокатки прокатку могут выполнять в 1 или 2 прохода, преимущественно в 1 проход, а скорость деформации на каждом проходе могут поддерживать в диапазоне 1.0-90%, преимущественно - в диапазоне 50-80%; в качестве смазочно-охлаждающей жидкости может быть использована эмульсия или вода, при этом в качестве эмульсии может быть использована деионизированная вода или пальмовое масло, а степень обжатия при холодной прокатке могут поддерживать в диапазоне 1.0-90%, преимущественно 50-80%.
На стадии низкого отжига температура восстановления может составлять 500-1000°С, преимущественно 750-950°С, наиболее преимущественно 800°С, 850°С или 900°С, время восстановления может составлять 60-300 сек, а восстановительный газ может представлять собой смесь Н2 или СО с инертным газом, в котором концентрация Н2 или СО не ниже 3%. При этом время выдержки может составлять 120-300 сек, преимущественно 180, 240 или 300 сек, а концентрация Н2 или СО может составлять составляет 10-75%, преимущественно 15%, 25% или 30%. На стадии низкого отжига Н2 или СО, не участвующие в реакции, могут быть переработаны.
После нанесения покрытия методом горячего погружения может быть получен горячеплакированный стальной лист, покрытый чистым цинком, или сплавом цинка алюминия и магния, или сплавом цинка и алюминия, или сплавом алюминия и кремния.
Способ изготовления стального листа, плакированного горячим способом, с использованием горячей прокатки, прямой холодной прокатки без травления, а также низкого отжига, согласно настоящему изобретению, по сравнению с традиционными процессами, исключает процедуру травления; способ представляет собой короткий и высокоэффективный процесс, результаты которого удовлетворяют фактические потребности; по сравнению с традиционными методами гальванизации, данный способ не включает в себя процедуру травления для удаления слоя окислов железа, и не подразумевает использования какой-либо агрессивной среды, такой как соляная или серная кислота, и поэтому принципиально решает серьезную проблему загрязнения окружающей среды; настоящее изобретение может использоваться для выпуска стального листа с различными характеристиками толщины, особенно горячеплакированного стального листа с высокими значениями толщины; получаемый в результате стальной лист особенно хорошо подходит для случаев, когда требования к качеству поверхности не высоки, и при этом есть также определенные требования к коррозионной стойкости и механическим свойствам, в различных областях, таких как конструкционная сталь, сталь для строительства объектов электроэнергетики, сталь для строительства автомагистралей и различных мостовых ограждений, строительства складов и фабрик.
В дальнейшем сущность изобретения поясняется подробным описанием примеров конкретного исполнения со ссылками на чертежи, на которых изображено:
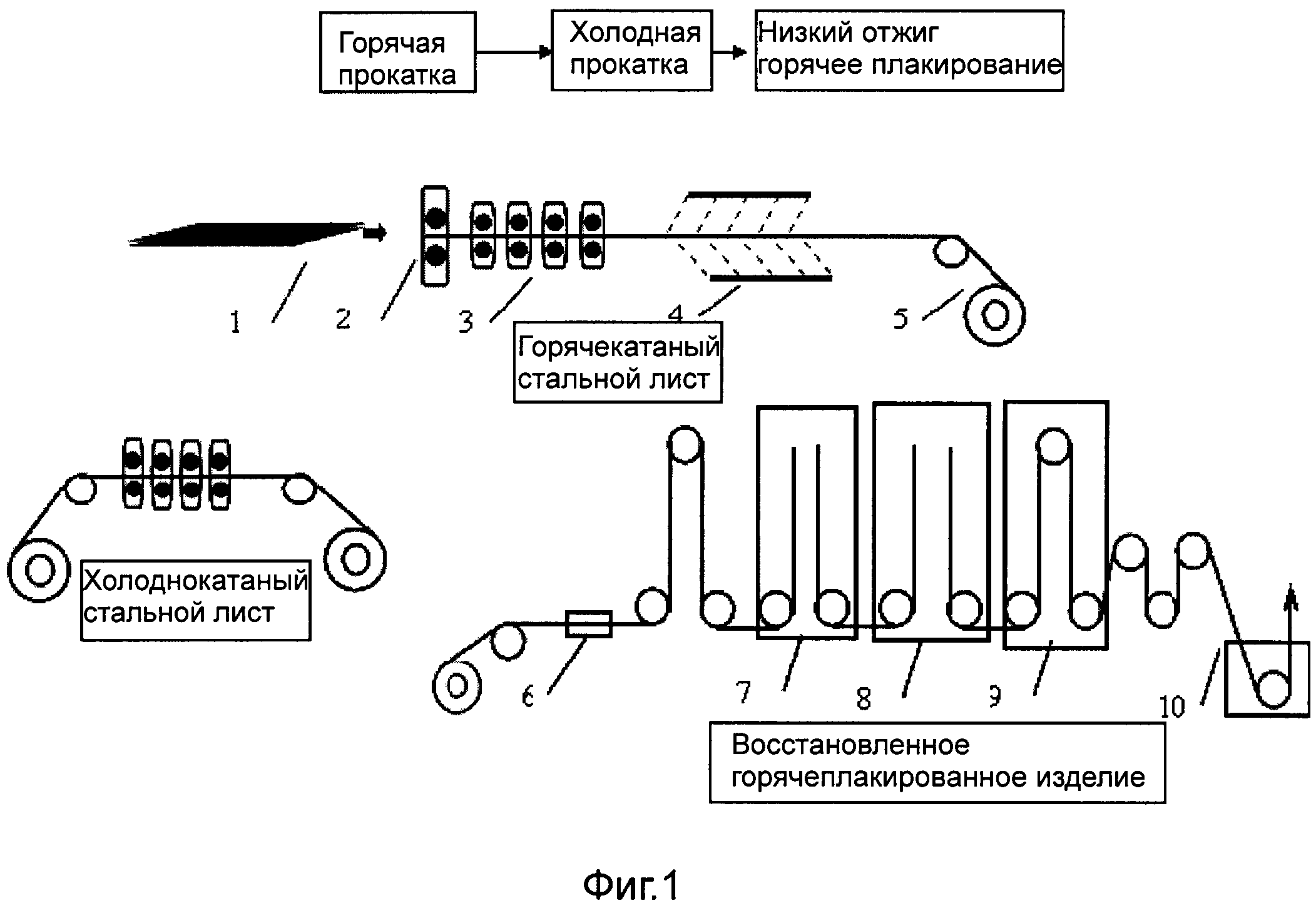
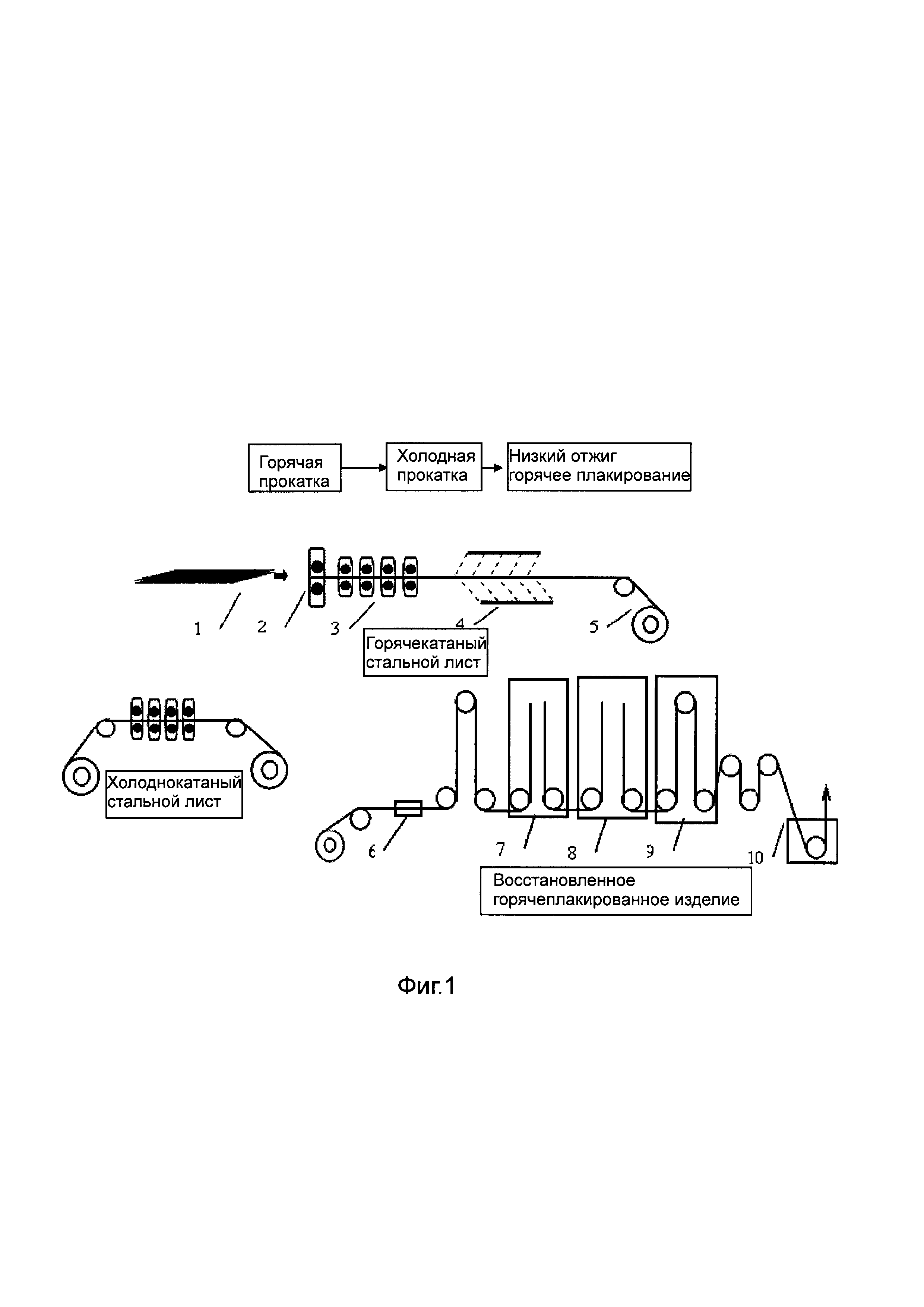
на Фиг. 1 - схема технологического маршрута способа изготовления горячеплакированного стального листа методом горячей прокатки, прямой холодной прокатки без травления и низкого восстановительного отжига;
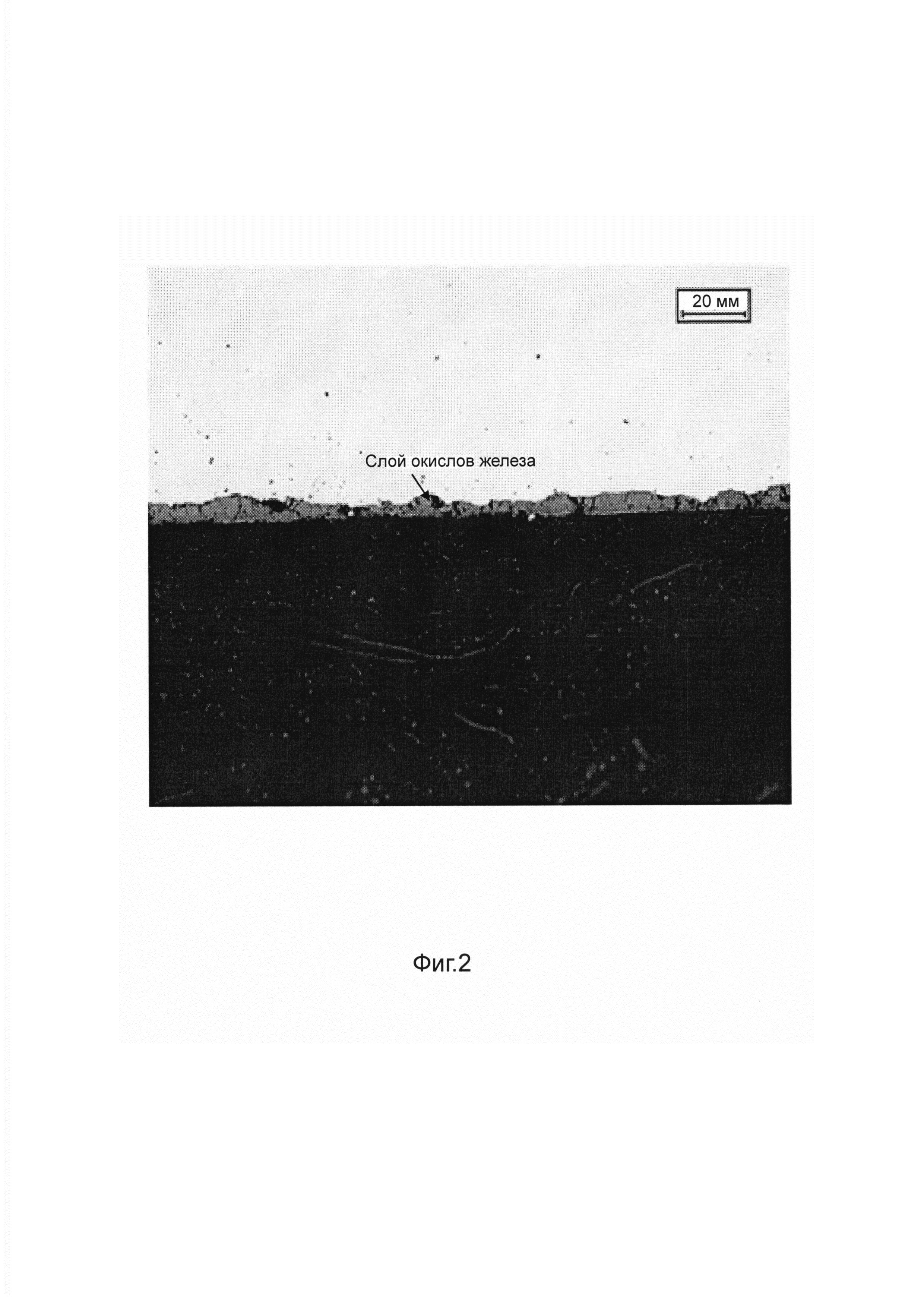
на Фиг. 2 - металлографическая микрофотография сечения поверхности слоя окислов железа, полученного путем обработки горячекатаного стального листа посредством 50% холодной прокатки в соответствии с первым примером осуществления настоящего изобретения;
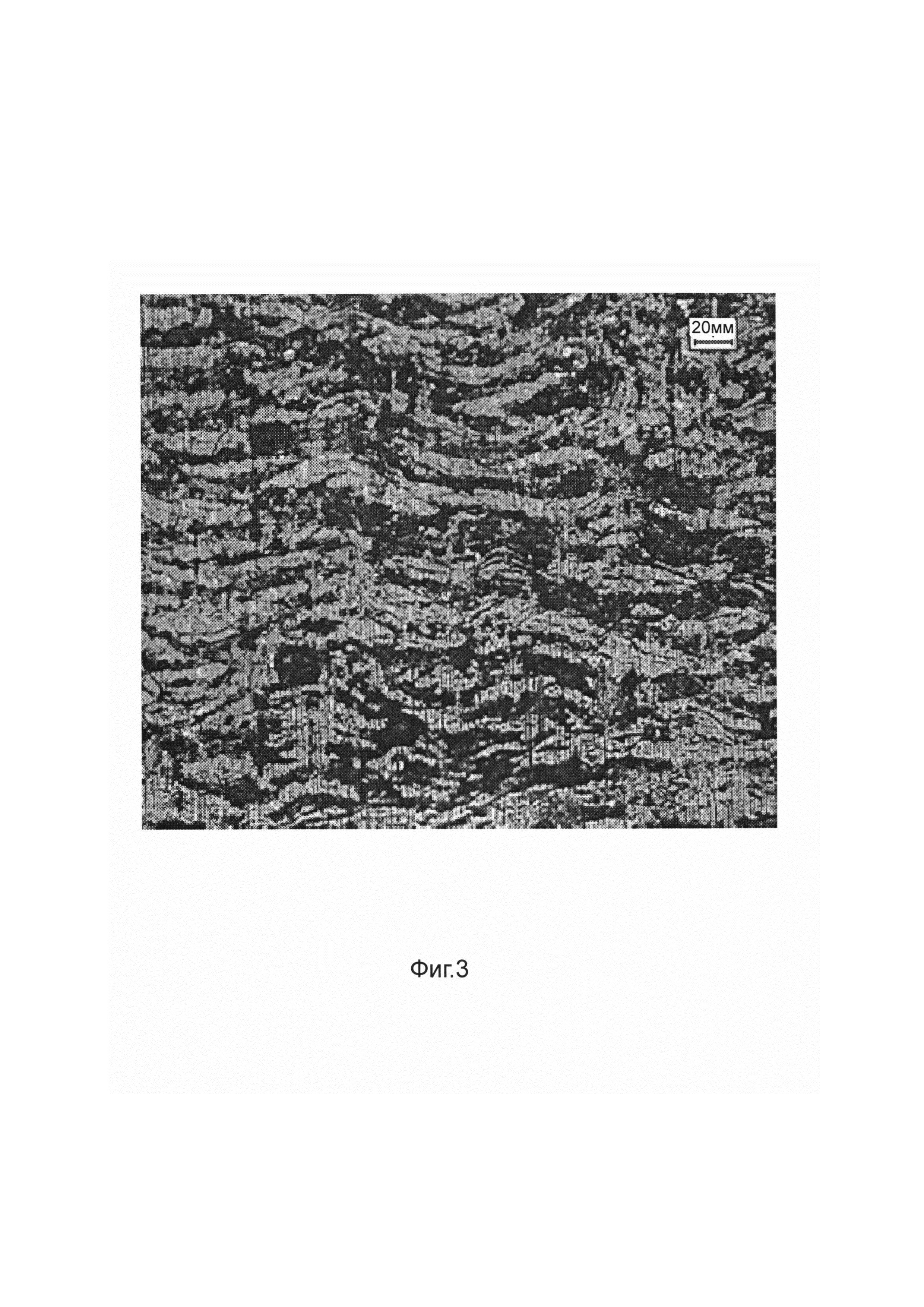
На Фиг. 3 - фотография морфологии поверхности слоя окислов железа, полученного путем обработки горячекатаного стального листа посредством 50% холодной прокатки в соответствии с первым примером осуществления настоящего изобретения;
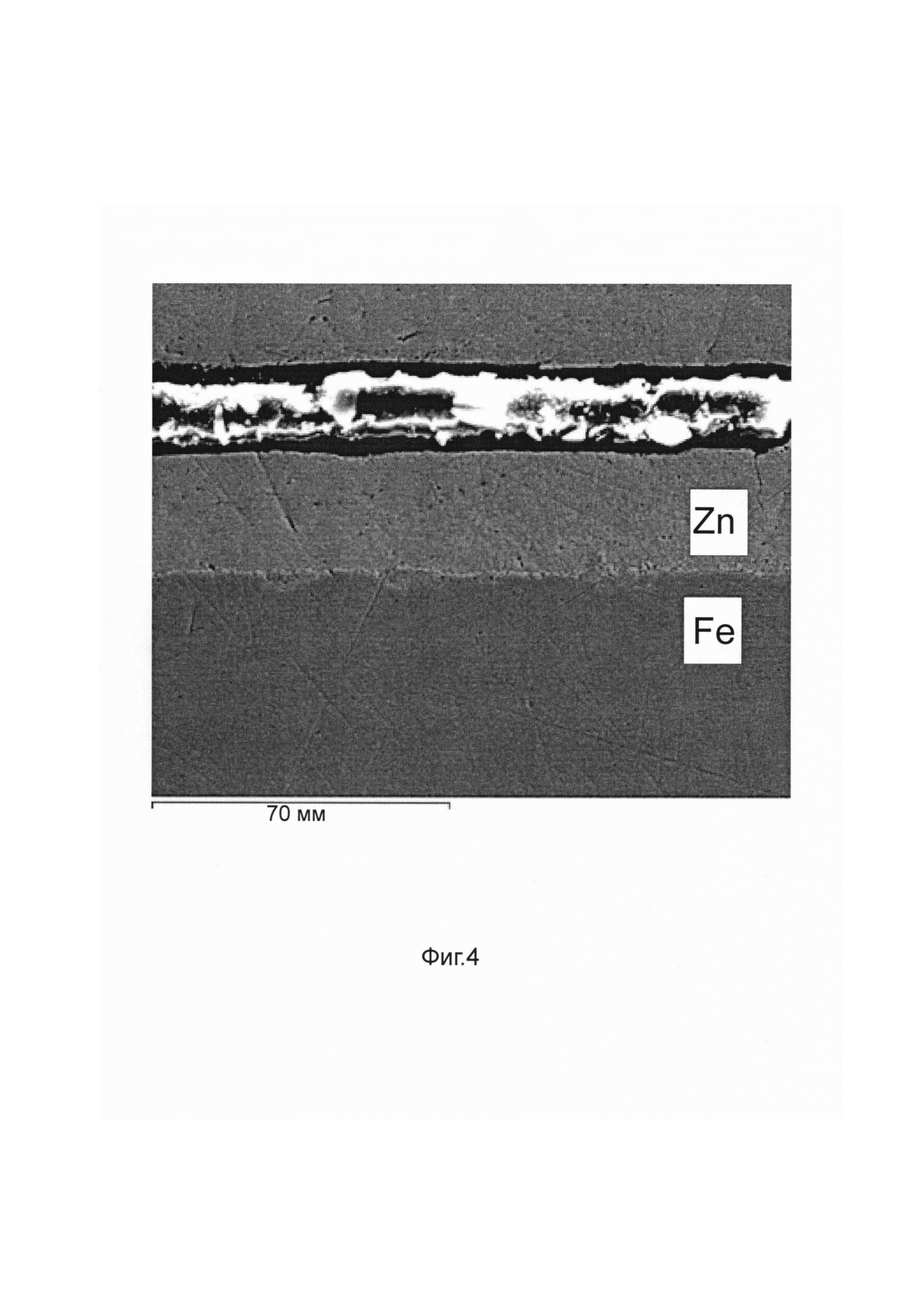
На Фиг. 4 - фотография, сделанная при сканировании сечения оцинкованного листа, полученного в соответствии с первым примером осуществления настоящего изобретения;
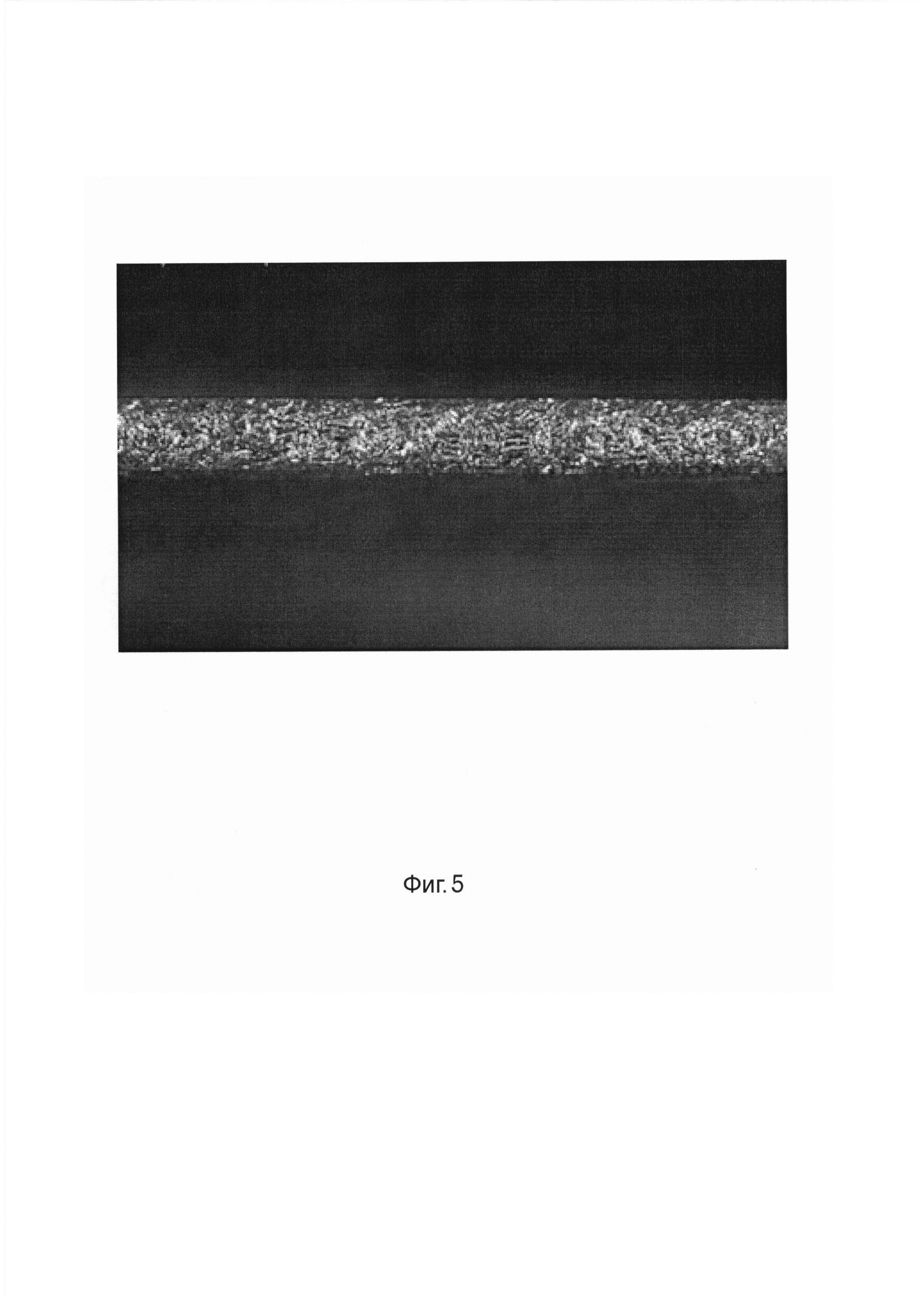
На Фиг. 5 - фотография поверхности покрытия оцинкованного стального листа, полученной в соответствии с первым примером осуществления настоящего изобретения после изгиба на 180°С;
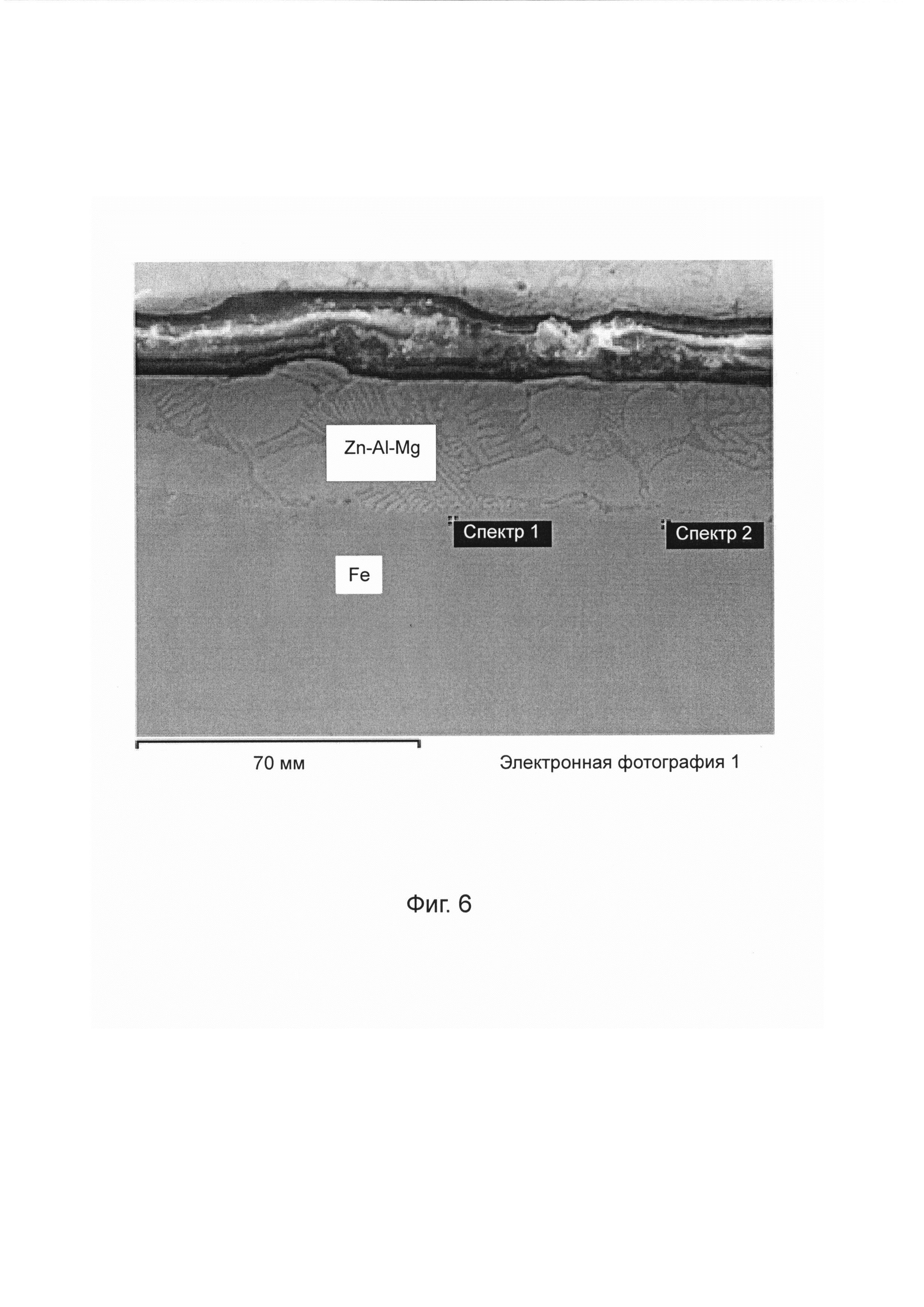
На Фиг. 6 - фотография, сделанная при сканировании поверхности стального листа, плакированного сплавом цинка, алюминия и магния, полученной в соответствии со вторым примером осуществления настоящего изобретения.
Следует отметить, что настоящее изобретение не ограничено следующими частными конкретными примерами его осуществления.
Задача, поставленная перед изобретением, решена с помощью способа изготовления горячеплакированного стального листа с использованием горячей прокатки, прямой холодной прокатки без травления, обезжиривания в промывочной машине и низкого восстановительного отжига, в котором выполняют следующие стадии способа в названной последовательности:
- (1) горячая прокатка на стане горячей прокатки: после дефосфоризации горячекатаного листа 1 его последовательно подвергают черновой прокатке на стане 2 грубой прокатки, чистовой прокатке на стане 3 чистовой прокатки, охлаждению с помощью охлаждающего устройства 4, и наматыванию с помощью моталки 5; при этом толщина слоя окислов железа на поверхности стального листа уменьшается за счет снижения температуры выпуска и увеличения скорости прокатки; скорость охлаждения после прокатки и температуру наматывания регулируют, чтобы контролировать структуру слоя окислов железа на поверхности горячекатаного стального листа, повысить адгезионную прочность слоя окислов железа и уменьшить его толщину. Таким образом, получают горячекатаный стальной лист, который тоньше и имеет определенную структуру слоя окислов железа, что не только позволяет увеличить скорость восстановления до полного восстановления, но также предотвращает отслаивание слоя окислов железа в процессе холодной прокатки вместе с горячекатаным стальным листом;
- (2) холодная прокатка без травления на стане 11 холодной прокатки: горячекатаный лист подвергают холодной прокатке вместе со слоем окислов железа и раскатывают до нужной толщины в соответствии с потребностями; параметры прокатки корректируют в ходе процесса, при этом надлежащая пластическая деформация слоя окислов железа вместе с подложкой происходит за счет оптимизации параметров низкотемпературного процесса прокатки, таких как давление прокатки, натяжение, скорость деформации и количество проходов прокатки; кроме того, используют смазывающе-охлаждающую жидкость, в качестве которой используют эмульсию или чистую воду, при этом достигается высокое качество поверхности и надлежащая форма стального листа со слоем окислов железа на его поверхности, без таких дефектов, как отслоение и прилипание ролика;
- (3) обезжиривание в промывочной машине 6: используют щелочной обезжиривающий состав для удаления масляных пятен и пыли, оставшихся на поверхности в процессе холодной прокатки, промывки и сушки. Если в качестве смазочно-охлаждающей жидкости в процессе холодной прокатки используется чистая вода, использовать щелочной обезжириватель в этом процессе нет необходимости;
- (4) низкого восстановительный отжиг в печи восстановления в среде восстановительного газа: стальной лист помещают в печь восстановления, при этом он проходит через секцию 7 нагрева и секцию 8 восстановления, в которую для основательного уменьшения слоя окислов железа вводят восстановительный газ, регулируя температуру в пределах 500-1000°С и время восстановления в течение 60-300 сек, при этом восстановительный газ представляет собой смесь Н2 или СО с инертным газом, в котором концентрация Н2 или СО не ниже 3%, после чего стальной лист охлаждают до температуры, как правило, около 460°С, в секции 9 охлаждения для дальнейшего погружения стального листа в ванну с расплавом металла;
- (5) нанесение покрытия методом горячего погружения: стальной лист с остаточным слоем окислов железа погружают в ванну 10 с расплавом металла для нанесения покрытия и выдерживают его в течение нескольких секунд для завершения процесса горячего плакирования.
После ряда многократных экспериментов и расчетов, на описанной выше стадии (1), температуру выпуска было решено поддерживать в пределах диапазона 1100-1250°С, конечную температуру прокатки - в пределах диапазона 800-900°С, температуру наматывания - в пределах диапазона 550-600°С, скорость прокатки - в пределах диапазона 8-20 м/сек, а скорость охлаждения после прокатки - в пределах диапазона 7-30°С/сек. Предпочтительно, температура выпуска должна составлять 1150-1200°С, конечная температура прокатки - 840-870°С, температура наматывания - 550-570°С, скорость прокатки - 14-18 м/сек, а скорость охлаждения после прокатки - 15-20°С/сек. Более предпочтительно, температура выпуска должна составлять 1170°С или 1200°С, конечная температура прокатки - 850°С или 860°С, температура наматывания -550°С или 560°С, скорость прокатки - 17 м/сек или 18 м/сек, а скорость охлаждения после прокатки - 19°С/сек или 20°С/сек. Вышеупомянутые контролируемые значение обеспечивают толщину полученного горячекатаного стального листа в пределах 1.0-6 мм, предпочтительно, 1,5 - 4 мм, что значительно тоньше, чем в предшествующем уровне техники, а средняя толщина слоя окислов железа на поверхности горячекатаного стального листа составляет 5-10 мкм (средняя толщина слоя окислов железа на поверхности горячекатаного листа представляет собой результат деления суммы толщин слоя окислов железа, замеренных в точках измерения в показательных позициях, таких как передняя часть, средняя часть, задняя часть, боковая часть и т.д. горячекатаного листа, причем в каждой позиции принимаются, по меньшей мере, три точки по общему количеству точек). Слой окислов железа имеет состав, в который входят, в основном, Fe3O4 и FeO, причем масса Fe3O4 составляет не менее 50%, предпочтительно не менее 65%. Таким образом, слой окислов железа имеет меньшую толщину, что благоприятно сказывается на восстановлении, обеспечивает хорошую силу сцепления и облегчает холодную прокатку вместе с этим слоем.
На стадии (2) в качестве эмульсии используют деионизированную воду или пальмовое масло, а степень обжатия при холодной прокатке составляет 1.0-100%, предпочтительно 50-80%. Прокатка выполняется в 1 или 2 прохода, а скорость деформации на каждом проходе контролируется на 1.0-100%. Более предпочтительно, чтобы прокатка выполнялась в 1 проход, а скорость деформации поддерживалась в диапазоне 50-80%.
Хорошая пластическая деформация слоя окислов железа вместе с подложкой происходит без таких явлений, как отслоение и прилипание ролика в ходе процесса холодной прокатки.
На стадии (4) восстановительный газ представляет собой смесь Н2 или СО с инертным газом, в котором концентрация Н2 или СО не ниже 3%. Предпочтительно, чтобы температура восстановления составляла 750-950°С, время выдержки - 120-300 сек, а концентрация Н2 или СО - 10-75%. Более предпочтительно, чтобы температура восстановления составляла 800°С, 850°С или 900°С, время выдержки составляло 180 сек, 240 сек или 300 сек, а концентрация Н2 или СО составляла 15%, 25% или 30%.
На стадии (4) слой окислов железа сокращается, практически, до чистого железа, что улучшает восстановление металла; кроме того, восстановительный газ Н2 или СО окисляется в H2O или CO2, которые не вызывают вторичное загрязнение окружающей среды, а Н2 или СО, не участвующие в реакции, зацикливают.
На стадии (5) после нанесения покрытия методом горячего погружения получают горячеплакированный стальной лист, покрытый чистым цинком, или сплавом цинка алюминия и магния, или сплавом цинка и алюминия, или сплавом алюминия и кремния.
Технологический процесс изготовления горячеплакированного стального листа, с использованием прямой холодной прокатки без травления, восстановления и горячей гальванизации с использованием настоящего изобретения подробно описан ниже путем приведения вариантов его осуществления со ссылками на чертежи.
Пример 1.
Горячекатаный стальной лист нагревали до 1200°С, выдерживали в печи в течение 180 мин, при этом температура выпуска составляла 1100°С, и подвергали дефосфоризации с использованием воды под высоким давлением. После дефосфоризации горячекатаного стального листа его последовательно подвергали черновой прокатке, вторичной дефосфоризации с использованием воды под высоким давлением и чистовой прокатке, при этом начальная температура чистовой прокатки составляла 980°С, конечная температура чистовой прокатки - 870°С, температура наматывания - 600°С, скорость прокатки - 20 м/сек, скорость охлаждения после прокатки - 8°С/сек, толщина полученного горячекатаного листа составила 3,6 мм, а средняя толщина слоя окислов железа на поверхности составила около 8 мкм, с содержанием магнитной окиси железа, по меньшей мере, 50%. Используя в качестве смазывающего вещества эмульсию или чистую воду, горячекатаный стальной лист подвергали холодной прокатке вместе со слоем окислов железа, раскатывая до толщины 1,8 мм с коэффициентом деформации 50%, промывали с использованием щелочного раствора, при этом, если для смазки в ходе прокатки была использована чистая вода, щелочная промывка не требуется, а стальной лист промывается только горячей водой. Промытый стальной лист обдували воздухом досуха, а затем помещали в печь восстановления и восстанавливали при температуре восстановления 1000°С в течение 60 сек при концентрации водорода 20%, после чего стальной лист охлаждали до температуры, примерно, 460°С, а затем погружали в ванну с расплавом металла и выдерживали в ней в течение 3 сек для завершения процесса горячего цинкования, В результате получили оцинкованный стальной лист толщиной около 1,8 мм.
Металлографическая микрофотография поверхности сечения слоя окислов железа, полученного путем обработки горячекатаного листа методом 50% холодной прокатки согласно Примеру 1, показана на Фиг. 2; толщина слоя окислов железа уменьшается, и слой окислов становится прерывистым, но ни одного признака явного отслаивания или вжатия в подложку на слое окислов железа не замечено. Фотография морфологии поверхности слоя окислов железа показана на Фиг. 3, а оксид, т.е. слой окислов железа, распределяется в форме полосы в направлении прокатки и становится прерывистым при распределении. Фотография, сделанная при сканировании сечения оцинкованного листа, полученного в Примере 1, показана на Фиг. 4; слой окислов железа тщательно восстанавливается без очевидных остатков слоя окислов железа. Фотография поверхности покрытия после того, как оцинкованный лист был согнут на 180°, показана на Фиг. 5; адгезионная прочность гальванического покрытия находится на хорошем уровне, без явного растрескивания или отслаивания.
Пример 2
Горячекатаный стальной лист нагревали до 1230°С, выдерживали в печи в течение 210 мин, при этом температура выпуска доставляла 1170°С, и подвергали дефосфоризации с использованием воды под высоким давлением. После дефосфоризации горячекатаного стального листа его последовательно подвергали черновой прокатке, вторичной дефосфоризации с использованием воды под высоким давлением и чистовой прокатке, при этом начальная температура чистовой прокатки составляла 930°С, конечная температура чистовой прокатки - 850°С, температура наматывания - 560°С, скорость прокатки - 12 м/сек, скорость охлаждения после прокатки - 20°С/сек, толщина полученного горячекатаного листа составила 3,05 мм, а средняя толщина слоя окислов железа на поверхности составила около 7 мкм, с содержанием магнитной окиси железа, по меньшей мере, 65%. Используя в качестве смазывающего вещества эмульсию или чистую воду, горячекатаный стальной лист подвергали холодной прокатке вместе со слоем окислов железа, раскатывая до толщины 2,9 мм с коэффициентом деформации 5%, промывали с использованием щелочного раствора, при этом, если для смазки в ходе прокатки была использована чистая вода, щелочная промывка не требуется, а стальной лист промывается только горячей водой. Промытый стальной лист обдували воздухом досуха, а затем помещали в печь восстановления и восстанавливали при температуре восстановления 800°С в течение 180 сек при концентрации водорода 50%, после чего стальной лист охлаждали до температуры, примерно, 470°С, а затем погружали в ванну с расплавом металла и выдерживали в ней в течение 5 сек для завершения процесса горячего плакирования. В результате получили горячеплакированный стальной лист толщиной около 2,9 мм, покрытый сплавом цинка, алюминия и магния методом горячего плакирования.
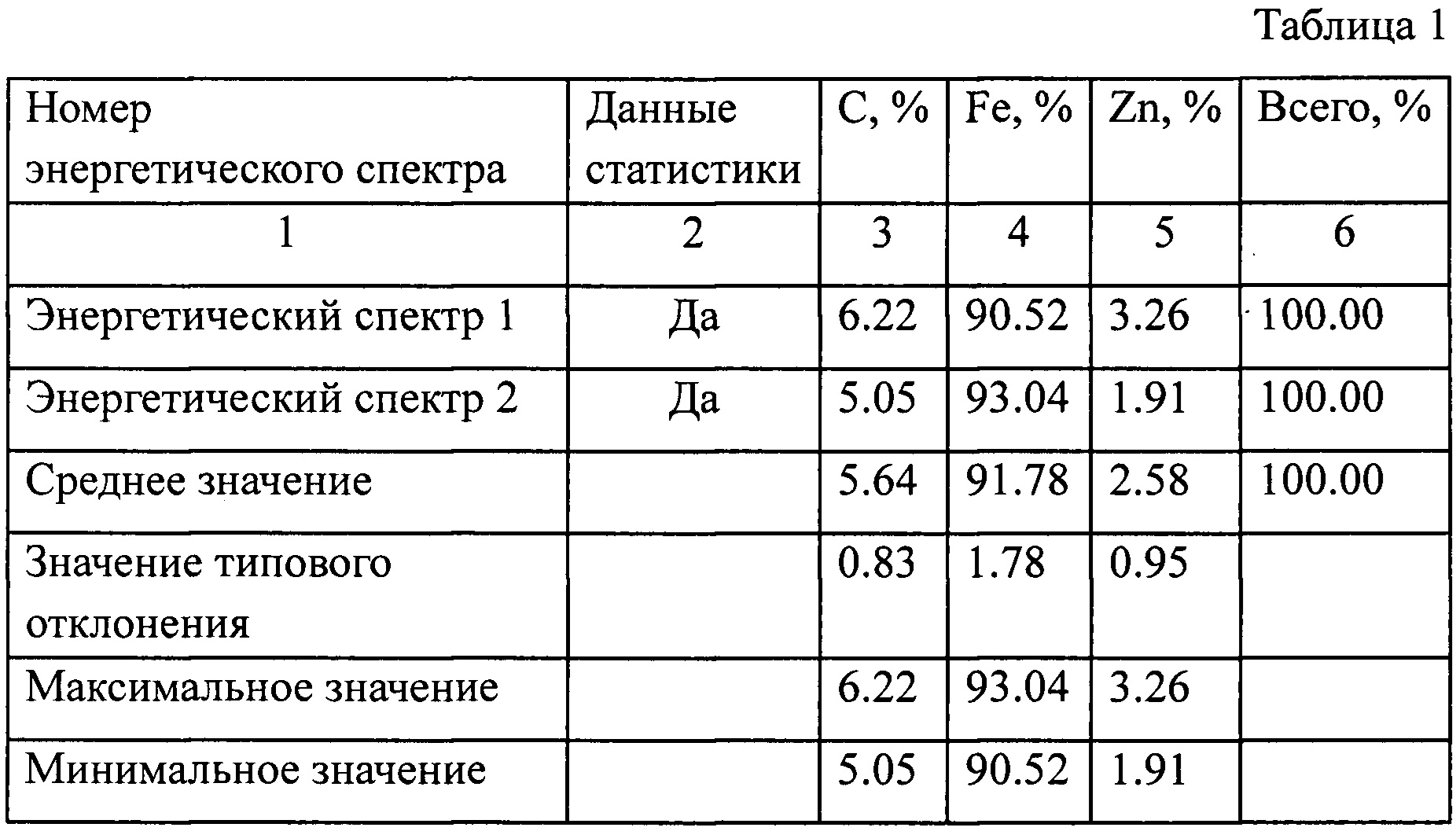
На Фиг. 6 показана фотография, сделанная при сканировании поверхности сечения листа, плакированного сплавом цинка, алюминия и магния; плакировка непрерывная и полная, слой окислов железа тщательно восстановлен; анализ энергетического спектра показан в таблице 1.
Анализ энергетического спектра
Пример 3
Горячекатаный стальной лист нагревали до 1180°С, выдерживали в печи в течение 250 мин, при этом температура выпуска составляла 1200°С, и подвергали дефосфоризации с использованием воды под высоким давлением. После дефосфоризации горячекатаного стального листа его последовательно подвергали черновой прокатке, вторичной дефосфоризации с использованием воды под высоким давлением и чистовой прокатке, при этом начальная температура чистовой прокатки составляла 950°С, конечная температура чистовой прокатки - 800°С, температура наматывания - 550°С, скорость прокатки - 10 м/сек, скорость охлаждения после прокатки - 30°С/сек, толщина полученного горячекатаного листа составила 4 мм, а средняя толщина слоя окислов железа на поверхности составила около 5 мкм, с содержанием магнитной окиси железа, по меньшей мере, 70%. Используя в качестве смазывающе-охлаждающей жидкости эмульсию или чистую воду, горячекатаный стальной лист подвергали холодной прокатке вместе со слоем окислов железа с коэффициентом деформации 70%, промывали с использованием щелочного раствора, при этом, если для смазки в ходе прокатки была использована чистая вода, щелочная промывка не требуется, а стальной лист промывается только горячей водой. Промытый стальной лист обдували воздухом досуха, а затем помещали в печь восстановления и восстанавливали при температуре восстановления 600°С в течение 300 сек при концентрации водорода 20%, после чего стальной лист охлаждали до температуры, примерно, 465°С, а затем погружали в ванну с расплавом металла и выдерживали в ней в течение 3 сек для завершения процесса горячего плакирования, состав раствора для плакирования, масс. %: 1,2Al-Zn. В результате получили горячеплакированный стальной лист толщиной около 2,9 мм, покрытый сплавом цинка, алюминия и магния методом горячего плакирования.
Пример 4
Горячекатаный стальной лист нагревали до 1200°С, выдерживали в печи в течение 200 мин, при этом температура выпуска составляла 1250°С, и подвергали дефосфоризации с использованием воды под высоким давлением. После дефосфоризации горячекатаного стального листа его последовательно подвергали черновой прокатке, вторичной дефосфоризации с использованием воды под высоким давлением и чистовой прокатке, при этом начальная температура чистовой прокатки составляла 980°С, конечная температура чистовой прокатки - 880°С, температура наматывания - 570°С, скорость прокатки - 18 м/сек, скорость охлаждения после прокатки - 12°С/сек, толщина полученного горячекатаного листа составила 3,6 мм, а средняя толщина слоя окислов железа на поверхности составила около 8 мкм, с содержанием магнитной окиси железа, по меньшей мере, 50%. Используя в качестве смазывающего вещества эмульсию или чистую воду, горячекатаный стальной лист подвергали холодной прокатке вместе со слоем окислов железа, прокатывая до толщины 1,5 мм с коэффициентом деформации 58%, промывали с использованием щелочного раствора, при этом, если для смазки в ходе прокатки была использована чистая вода, щелочная промывка не требуется, а стальной лист промывается только горячей водой. Промытый стальной лист обдували воздухом досуха, а затем помещали в печь восстановления и восстанавливали при температуре восстановления 900°С в течение 120 сек при концентрации водорода 20%, после чего стальной лист охлаждали до температуры, примерно, 460°С, а затем погружали в ванну с расплавом металла и выдерживали в ней в течение 3 сек для завершения процесса горячего плакирования, состав раствора для плакировки, масс. %: 1,6Al-1,6Mg-Zn. В результате получили горячеплакированный стальной лист толщиной около 1,2 мм, покрытый сплавом цинка, алюминия и магния методом горячего плакирования. Пример 5
Горячекатаный стальной лист нагревали до 1230°С, выдерживали в печи в течение 200 мин, при этом температура выпуска составляла 1190°С, и подвергали дефосфоризации с использованием воды под высоким давлением. После дефосфоризации горячекатаного стального листа его последовательно подвергали черновой прокатке, вторичной дефосфоризации с использованием воды под высоким давлением и чистовой прокатке, при этом начальная температура чистовой прокатки составляла 950°С, конечная температура чистовой прокатки - 900°С, температура наматывания - 550°С, скорость прокатки - 21 м/сек, скорость охлаждения после прокатки - 21°С/сек, толщина полученного горячекатаного листа составила 3,6 мм, а средняя толщина слоя окислов железа на поверхности составила около 8 мкм, с содержанием магнитной окиси железа, по меньшей мере, 50%. Используя в качестве смазывающего вещества эмульсию или чистую воду, горячекатаный стальной лист подвергали холодной прокатке вместе со слоем окислов железа, прокатывая до толщины 1,5 мм с коэффициентом деформации 58%, промывали с использованием щелочного раствора, при этом, если для смазки в ходе прокатки была использована чистая вода, щелочная промывка не требуется, а стальной лист промывается только горячей водой. Промытый стальной лист обдували воздухом досуха, а затем помещали в печь восстановления и восстанавливали при температуре восстановления 900°С в течение 120 сек при концентрации водорода 20%, после чего стальной лист охлаждали до температуры, примерно, 680°С, а затем погружали в ванну с расплавом металла и выдерживали в ней в течение 3 сек для завершения процесса горячего плакирования, состав раствора для плакировки, масс. %: 11Si-Al. В результате получили горячеплакированный стальной лист толщиной около 1,2 мм, покрытый сплавом цинка и кремния методом горячего плакирования.
Примерами 2 - 5, а также примером 1 доказано, что описанные технологии могут стабильно применяться для производства горячеплакированного стального листа, отвечающего предъявляемым требованиям, без явных проявлений «пропусков» или отслаивания покрытия.
Таким образом, в настоящем изобретении структура слоя окислов железа на поверхности горячекатаного стального листа регулируется путем настройки процесса горячей прокатки, а горячекатаный лист подвергают холодной прокатке вместе со слоем окислов железа, так что пластическая деформация слоя окислов железа вместе с подложкой происходит без отслоения покрытия в процессе холодной прокатки; затем с помощью восстановительного газа (СО или Н2), слой окислов железа подвергается реакции с получением железистого металла, и наконец, выполняется горячее плакирование. В отличие от традиционных методов горячей гальванизации, травление и связанные с ним процедуры в этом процессе исключены, и так как этот процесс не включает в себя использование травления для удаления слоя окислов железа, а также использование каких-либо агрессивных сред, таких как соляная или серная кислота, данный способ принципиально решает серьезную проблему загрязнения окружающей среды, вызываемую процессом травления; кроме того, данный способ позволяет добиться быстрого, высокоэффективного, недорогого и экологически чистого производства горячеплакированного стального листа, и способен удовлетворить реальные потребности предприятия.
Способ изготовления горячеплакированного стального листа с использованием горячей прокатки, холодной прокатки без травления, низкого отжига в среде восстановительного газа, нанесения покрытия методом горячего погружения может быть использован для получения горячеплакированного стального листа с различными толщинами покрытия, включая большую толщину покрытия. Получаемый горячеплакированный стальной лист особенно хорошо подходит для случаев, когда требования к качеству поверхности не высоки, и при этом есть также определенные требования к коррозионной стойкости и механическим свойствам, в различных областях, таких как конструкционная сталь, сталь для строительства объектов электроэнергетики, сталь для строительства автомагистралей и различных мостовых ограждений, строительства складов и фабрик.
Следует отметить, что перечисленные выше примеры являются лишь частными примерами осуществления настоящего изобретения, и очевидно, что настоящее изобретение не ограничено вышеописанными примерами осуществления, и в него могут вноситься различные изменения.
Устройство поршневого типа для ламинарного охлаждения
Установка плунжерного типа для ламинарного охлаждения
Универсальная линия для обработки стальной полосы для производства различных видов высокопрочной стали
Универсальная линия для обработки стальной полосы для производства различных видов высокопрочной стали
Способ производства нетекстурированной электротехнической стали с высокой магнитной индукцией
Способ определения магнитной индукции текстурированной электротехнической стали
Способ производства нетекстурированной электротехнической стали с высокими магнитными свойствами
Способ производства нетекстурированной электротехнической листовой стали без дефекта рослости
Способ производства листа из текстурированной электротехнической стали с высокой плотностью магнитного потока
Сепаратор отжига для производства текстурированной электротехнической стали с зеркальной поверхностью и высокими магнитными свойствами
Цепной механизм перил эскалатора
Способ промышленного получения азотзамещенного амино-5,6,7,8-тетрагидронафтола
Способ управления виртуализацией и соответствующие устройства для управления аппаратными ресурсами устройства связи
Раструбное соединение труб с крепежной конструкцией
Система рециркуляции восстановительного газа для печи непрерывного отжига без травления и способ её применения
Горячеплакированное изделие, имеющее оксидный слой, способ его изготовления и использования
Способ изготовления горячеплакированных изделий из тонкой стальной полосы непосредственно из расплавленной стали без травления

