Результат интеллектуальной деятельности: Способ токарной обработки
Вид РИД
Изобретение
Предлагаемый способ относится к области обработки резанием и может быть использован при изготовлении деталей типа тел вращения на токарных станках.
В настоящее время способы, аналогичные предлагаемому, известны. Один из них, описанный, например, в книге «Г.И. Грановский, В.Г. Грановский. Резание металлов, – М.: Высш. шк., 1985» на стр. 165, основывается на том, что для осуществления процесса точения заготовке придается вращательное движение относительно резца со скоростью (в об/мин)

где V – скорость резания в м/мин, обеспечивающая стойкость инструмента, достаточную для изготовления партии деталей требуемого объема, D – номинальный диаметр (в мм) обрабатываемой заготовки. Указанная формула (в книге Грановских её номер 11.34) может быть представлена и в виде
где  – частота вращения заготовки в Гц.
– частота вращения заготовки в Гц.
Способ-аналог довольно прост, однако, определяя частоту так, как это в нем предусмотрено, далеко не всегда удается предотвратить при обработке возникновение вибраций. Последние влекут за собой ухудшение качества поверхности деталей, снижение стойкости инструмента и другие нежелательные явления.
Тем не менее существует способ токарной обработки, позволяющий снизить вероятность возникновения вибраций. Этот способ, принятый нами за прототип, описан в книге «М.М. Аршанский, В.П. Щербаков. Вибродиагностика и управление точностью обработки на металлорежущих станках. – М.: Машиностроение, 1988» на стр. 66 (строки 14-16 снизу) и состоит в том, что снижение амплитуды относительных вибросмещений обеспечивается путем придания заготовке вращательного движения с частотой вращения Гц, смещенной от частоты собственных колебаний  Гц технологической системы станка.
Гц технологической системы станка.
Способ-прототип принципиально разумен. Ведь известно, что совпадение частоты собственных колебаний всякого физического объекта с частотой вынужденных колебаний  , действующих на объект извне, приводит к резонансу, и амплитуда результирующих колебаний резко растет. Если же частоту сместить от частоты , то резонанса не будет и вероятность резкого возрастания амплитуды результирующих колебаний снизится. При токарной обработке – то же самое: если частоту вращения заготовки рассматривать как частоту вынужденных колебаний , то её смещение (увеличение или уменьшение) от частоты собственных колебаний технологической системы станка уменьшит вероятность резонансных явлений, и относительные вибросмещения элементов системы «станок-заготовка» будут невелики. Из этого и исходит способ-прототип.
, действующих на объект извне, приводит к резонансу, и амплитуда результирующих колебаний резко растет. Если же частоту сместить от частоты , то резонанса не будет и вероятность резкого возрастания амплитуды результирующих колебаний снизится. При токарной обработке – то же самое: если частоту вращения заготовки рассматривать как частоту вынужденных колебаний , то её смещение (увеличение или уменьшение) от частоты собственных колебаний технологической системы станка уменьшит вероятность резонансных явлений, и относительные вибросмещения элементов системы «станок-заготовка» будут невелики. Из этого и исходит способ-прототип.
Вместе с тем прототип имеет существенные недостатки. Во-первых, то, что частота вращения заготовки в нем, по существу, отождествляется с частотой вынужденных колебаний, справедливо только лишь в тех случаях, когда поверхность заготовки абсолютно гладкая, чего никогда не бывает. И во-вторых, не всякое смещение (увеличение или уменьшение) частоты от частоты приводит к ощутимому снижению вибросмещений. Это вызвано тем, что резонанс бывает полный и неполный. Полный – это когда каждый импульс (наибольшая высота волны) вынужденных колебаний совпадает с каждым импульсом частоты собственных колебаний. Неполный – это когда последние совпадают, например, с каждым вторым, или третьим, или K-ым импульсом вынужденных колебаний. Предотвращая полный резонанс, прототип далеко не всегда предотвращает неполный.
Задачей предлагаемого способа является повышение надежности предотвращения резонанса при токарной обработке, причем как полного резонанса, так и неполного, т.е. снижение вероятности всякого резонанса.
Технически решение этой задачи обеспечивается за счет того, что способ токарной обработки, включающий придание заготовке вращательного движения с частотой вращения Гц, смещенной от частоты собственных колебаний Гц технологической системы станка, отличается от прототипа тем, что предварительно измеряют волнистость поверхности заготовки в её поперечном сечении, а частоту определяют из условия
где D (мм) – номинальный диаметр обрабатываемой заготовки, S (мм) – шаг волн, обнаруженных при измерении волнистости заготовки, и – взаимно простые числа.
На прилагаемой к описанию фигуре показаны примеры временных диаграмм, иллюстрирующие предлагаемый способ: 1 – диаграмма расположения во временном диапазоне 1 сек импульсов собственных колебаний технологической системы станка с частотой = 28 Гц; 2 – диаграмма расположения в этом же временном диапазоне 1 сек импульсов вынужденных колебаний с частотой = 21 Гц; 3 – диаграмма расположения во временном диапазоне 1 сек импульсов вынужденных колебаний с частотой = 14 Гц; 4 – диаграмма расположения в этом же временном диапазоне импульсов вынужденных колебаний с частотой = 19 Гц.
Способ осуществляют следующим образом. Вначале, перед обработкой заготовки с номинальным диаметром D мм, с помощью типовых приборов для измерения волнистости поверхности (волнографами ИС-32, ИС-33, приборами модели 170311 завода «Калибр», американским профилометром «Профикардер» и др.) измеряют количество и окружной шаг волн S мм в поперечном сечении заготовки. Затем классическими методами теоретической механики и теории колебаний (например, описанными в книге Я.Г. Пановко «Введение в теорию механических колебаний») рассчитывают частоту собственных колебаний технологической системы станка, считая, что заготовка входит в эту систему. После этого задаются величиной , такой, чтобы характеризующее её число  было взаимно простым с , и потом из условия
было взаимно простым с , и потом из условия

определяют

Далее производят обработку заготовки, придавая ей вращательное движение с найденной частотой  Гц или
Гц или  об/мин.
об/мин.
Допустим, требуется обточить заготовку-пруток диаметром  мм, изготовленный на ротационно-ковочной машине. Измерение волнистости его поверхности в поперечном сечении показывает, что
мм, изготовленный на ротационно-ковочной машине. Измерение волнистости его поверхности в поперечном сечении показывает, что  мм (6 волн). Расчет частоты собственных колебаний технологической систем станка, предположим, дает
мм (6 волн). Расчет частоты собственных колебаний технологической систем станка, предположим, дает  Гц (диаграмма 1). Если принять частоту вынужденных колебаний равной такой же величине (28 Гц), то при обработке все импульсы вынужденных и собственных колебаний будут совпадать и произойдет полный резонанс. Сместим частоту от , например, до =21 Гц (диаграмма 2). Как видно из приведенной фигуры, в таком случае полный резонанс будет исключен, но останется возможность совпадения импульсов последовательности импульсов вынужденных колебаний с импульсами последовательности собственных колебаний, идущими через три интервала между импульсами с частотой . Имеет место неполный резонанс, которому соответствует
Гц (диаграмма 1). Если принять частоту вынужденных колебаний равной такой же величине (28 Гц), то при обработке все импульсы вынужденных и собственных колебаний будут совпадать и произойдет полный резонанс. Сместим частоту от , например, до =21 Гц (диаграмма 2). Как видно из приведенной фигуры, в таком случае полный резонанс будет исключен, но останется возможность совпадения импульсов последовательности импульсов вынужденных колебаний с импульсами последовательности собственных колебаний, идущими через три интервала между импульсами с частотой . Имеет место неполный резонанс, которому соответствует  , где 7 – наибольший общий делитель чисел и
, где 7 – наибольший общий делитель чисел и  Сместим частоту от , например, до
Сместим частоту от , например, до  (диаграмма 3). Тогда останется возможность совпадения импульсов последовательности импульсов вынужденных колебаний с импульсами последовательности импульсов собственных колебаний, идущими через два интервала между импульсами с частотой . Опять имеет место неполный резонанс, но которому соответствует
(диаграмма 3). Тогда останется возможность совпадения импульсов последовательности импульсов вынужденных колебаний с импульсами последовательности импульсов собственных колебаний, идущими через два интервала между импульсами с частотой . Опять имеет место неполный резонанс, но которому соответствует  , где 14 наибольший общий делитель чисел и
, где 14 наибольший общий делитель чисел и  . Если же частоту сместить от , например, до
. Если же частоту сместить от , например, до  (диадиаграмма 4), то совпадение импульсов последовательностей собственных и вынужденных колебаний не будет вообще. То есть, не будет ни полного, ни неполного резонанса. Числа и
(диадиаграмма 4), то совпадение импульсов последовательностей собственных и вынужденных колебаний не будет вообще. То есть, не будет ни полного, ни неполного резонанса. Числа и  не имеют общих делителей, то есть являются взаимно простыми. Поэтому и нет совпадений. Далее из выражения
не имеют общих делителей, то есть являются взаимно простыми. Поэтому и нет совпадений. Далее из выражения
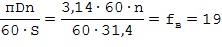
нетрудно найти
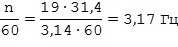
Эта величина соответствует 190 об/мин. Придав заготовке вращение с найденной скоростью, можно произвести обработку без всех видов резонанса, что позволяет предотвратить большие вибросмещения в системе «станок-заготовка».
Последнее обеспечивает повышение точности обработки и стойкости режущего инструмента, примененного при ней, а также улучшение качества поверхности изготовленных деталей, что является техническим результатом предложения.





Быстровозводимое каркасное здание
Способ получения концентрата скандия из скандийсодержащего раствора
Литая латунь
Навигационная система зондирования атмосферы
Порошковая проволока для нанесения покрытий, стойких к абразивному износу и высокотемпературной коррозии
Способ неразрушающего контроля термодеформационной обработки полуфабрикатов из двухфазных титановых сплавов на перегрев методом рентгеноструктурного анализа
Способ количественного определения триазавирина методом вольтамперометрии (варианты)
Когерентный супергетеродинный спектрометр электронного парамагнитного резонанса
Способ определения статического давления в некалиброванной камере высокого давления
Способ определения антиоксидантной активности с использованием метода электронно-парамагнитной резонансной спектроскопии
Малогабаритный колесотокарный станок для обработки колесных пар локомотивов и вагонов без выкатки
Отрезной резец

