Результат интеллектуальной деятельности: Способ штамповки труб с коническими концами
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, а именно к штамповке деталей из трубных заготовок и может быть использовано в авиационной, судостроительной и смежных с ними отраслях промышленности.
Известен способ штамповки профилированных концов труб, в котором конец трубной заготовки обжимают вращающимися обжимными роликами. (Патент РФ на полезную модель №68385, Устройство для обжима конца трубы, МПК B21D 41/04, от 27.11.2007). Образующие поверхности обжимных роликов выполнены по контурам, соответствующим частям контура, который должен быть придан концу трубы.
Способ предназначен для обжима конца трубы определенного диаметра. Отсюда, основным недостатком способа являются ограниченные технологические возможности, он не позволяет обрабатывать трубы различного диаметра.
Наиболее близким по технической сущности и достигаемому эффекту предлагаемому является способ штамповки профилированных концов трубных заготовок, в котором конец трубной заготовки обжимают роликами, расстояние между которыми регулируют кулачками, на которых они установлены (Патент РФ на полезную модель №131318, Устройство для обжима конца трубы, МПК B21D 41/04, от 20.08.2013). Контуры, которые придают концу трубы, обжимают обжимными роликами, имеющими соответствующие контуры образующих поверхностей. После установки трубы в зажиме корпус с обжимными роликами приводят во вращение. Способ предназначен для получения труб с коническими концами.
Недостатками указанного способа являются ограниченные технологические возможности. Он не позволяет получать трубы с коническими концами, имеющими складки, расположенные симметрично относительно оси трубы в плоскости поперечного сечения (см. фиг. 1, 2). К тому же известный способ предназначен для получения труб с коническими концами одного размера.
Технической проблемой является получения труб с коническими концами различного диаметра фигурного поперечного сечения.
Техническим результатом предлагаемого технического решения является получение труб с коническими концами различного диаметра фигурного поперечного сечения.
Технический результат достигается за счет того, что в способе штамповки труб с коническими концами, включающем обжатие концов формующим инструментом, согласно предлагаемому решению, конец трубы обжимают профилированными бойками за несколько переходов и между обжатиями заготовку перемещают вдоль продольной оси на величину шага  , где k - коэффициент, равный 1,1-2,5, ε - степень обжатия, равная 0,15-0,2, D-диаметр трубы, R - рабочий радиус бойка.
, где k - коэффициент, равный 1,1-2,5, ε - степень обжатия, равная 0,15-0,2, D-диаметр трубы, R - рабочий радиус бойка.
Заявляемые отличительные признаки предлагаемого решения позволяют получить трубы с коническими концами различного диаметра фигурного поперечного сечения за счет качательного движения валков. Следует также отметить, что заявляемый способ позволяет получать трубы различного диаметра бойком с одним рабочим радиусом.
Коэффициент «k» получен экспериментально и он зависит от диаметра трубы и содержания углерода в стали, из которой изготовлена труба. Этот коэффициент имеет большее значение у труб большего диаметра и меньшего содержания углерода в стали, из которой изготовлена труба и наоборот, т.е. у труб малого диаметра с большим содержанием углерода коэффициент минимален.
Степень обжатия £ равна 0,15-0,2. Малую степень обжатия выбирают для труб малого диаметра, а большую степень - для труб большего диаметра. Конкретное значение степени обжатия можно получить и графоаналитическим методом.
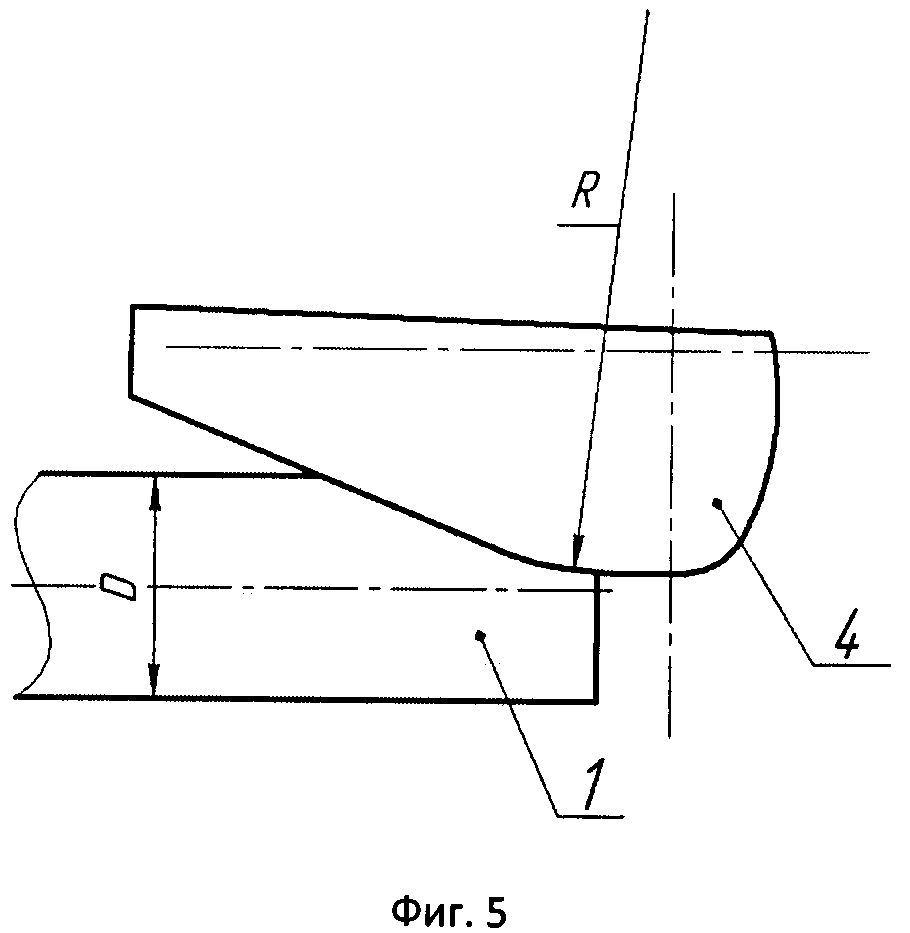
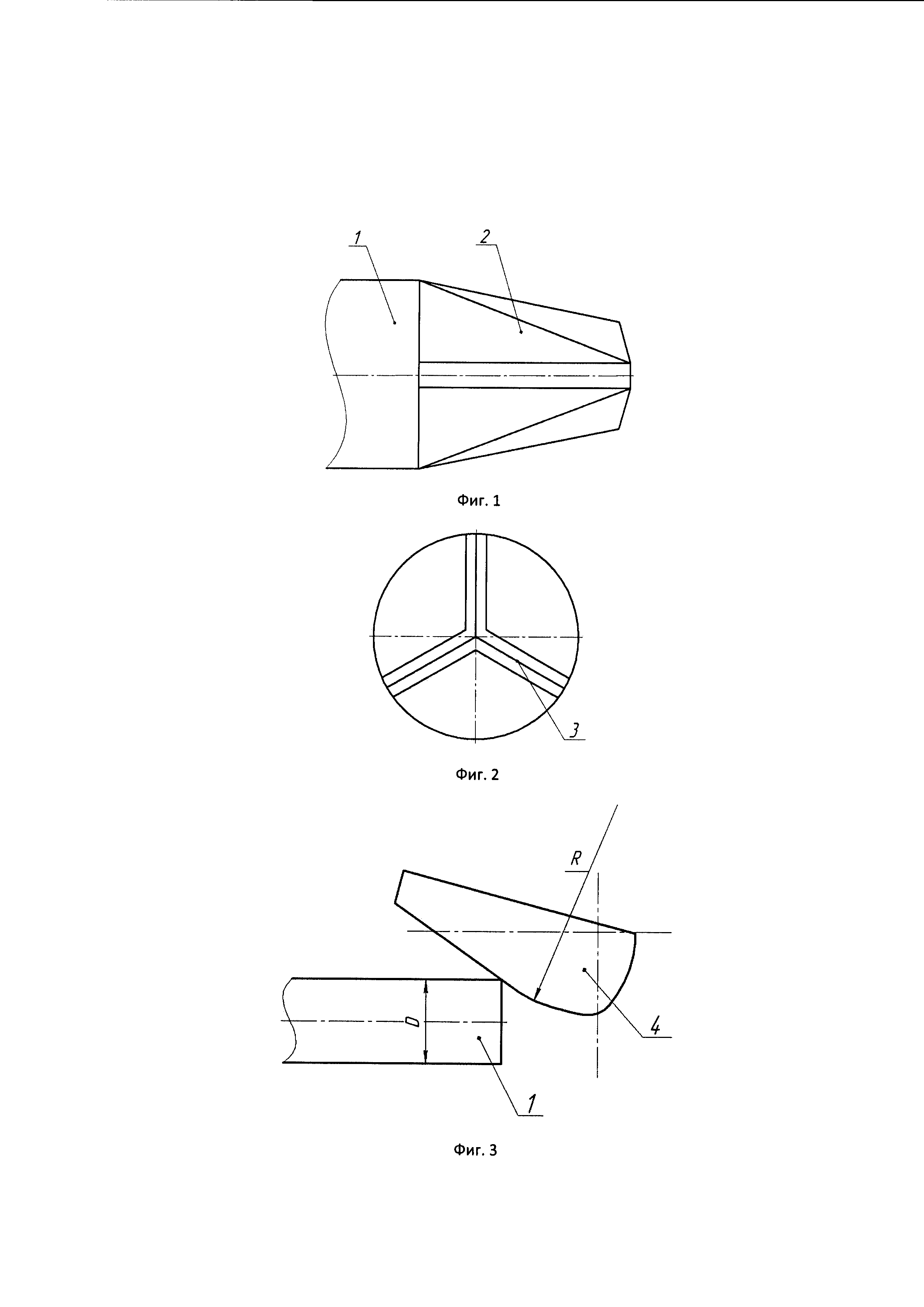
Предлагаемый способ проиллюстрирован на фиг. 1-5, где на фиг. 1 показан конец изготавливаемой трубы, на фиг. 2 - поперечное сечение конца трубы, на фиг. 3 - схема обжатия в начальный момент, на фиг. 4 - то же в момент обжатия, на фиг. 5 - то же после обжатия.
Труба 1 имеет конический конец 2 и складки 3 в поперечном сечении. Труба 1 имеет диаметр D, а боек 4 выполнен с рабочим радиусом R.
Способ осуществляется следующим образом.
Способ осуществляют одними и теми же бойками с рабочим радиусом R. Количество бойков равно количеству складок 3 в поперечном сечении конического конца 2 трубы 1. Выбираем коэффициент «k» из предварительно составленной таблицы на основе экспериментальных данных с учетом материала трубы 1 (содержания углерода) и диаметра D. Исходя из диаметра D трубы 1, определяют степень обжатия е и вычисляют величину шага h. Трубу 1 подводят к началу рабочего радиуса R бойка 4 (фиг. 3). После чего начинают деформацию трубы 1 (фиг. 4). После достижения заданной степени обжатия ε боек 4 отводят в исходное положение и перемещают трубу 1 на величину шага h в направлении бойка 4. Указанные действия производят до достижения требуемой геометрии конического конца 2 трубы 1.
В лаборатории кафедры ПиМОМД ЮУрГУ проведены испытания для труб диаметром 20 мм и 46 мм с тремя и четырьмя складками, которые являются моделированием процесса получения труб диаметра 159 и 426 мм для нефтяной и газовой промышленности по заказу министерства. Боек имел рабочий радиус 85 мм. Степень обжатия для трубы 20 мм составила 0,15, коэффициент к 2,5, а для трубы 46 мм степень обжатия составила 0,2, а коэффициент к 1,1. Полученные трубы имели профильные конические концы, соответствующие требуемым техническим условиям.
Предлагаемый способ найдет применение в машиностроительной промышленности при производстве свай для газо- и нефтепроводов.
Способ штамповки труб с коническими концами, включающий обжатие конца трубы формующим инструментом, отличающийся тем, что конец трубы обжимают профилированными бойками за несколько переходов, между которыми заготовку перемещают вдоль продольной оси на шаг, равный , где k - коэффициент, равный 1,1-2,5, ε - степень обжатия, равная 0,15-0,2, D - диаметр трубы, R - рабочий радиус бойка.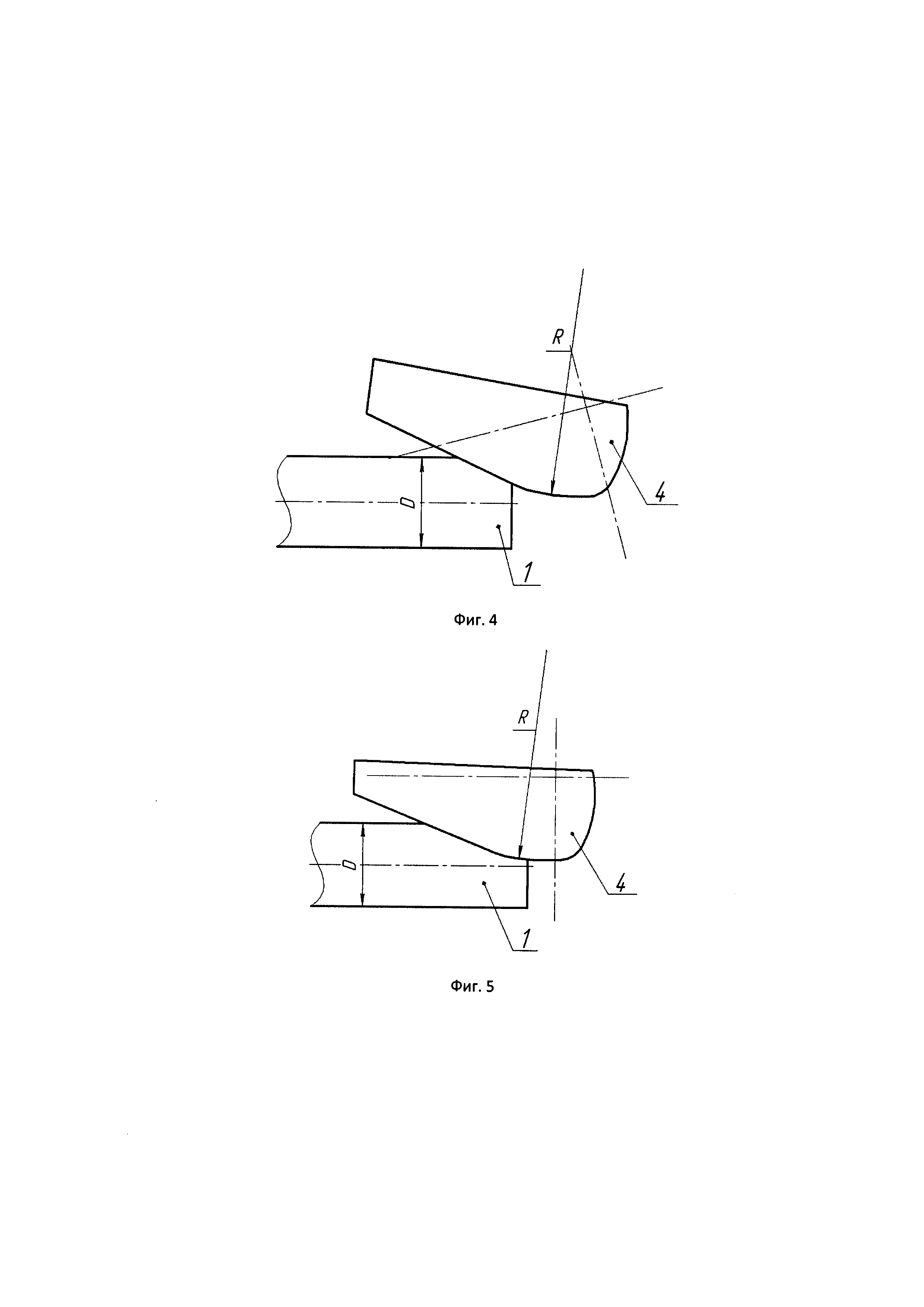
Устройство определения участка трёхпроводной воздушной линии электропередачи с обрывом фазного провода
Способ получения электротехнических изделий из порошковых композиций на основе углерода
Двигатель внутреннего сгорания
Способ обеззараживания зерна
Способ определения огнестойкости строительных материалов и элементов конструкций
Электромагнитный привод
Способ производства модифицированного крахмала
Способ изготовления мучных кондитерских изделий с ресвератролом
Стартер-генератор с дифференциальным электроприводом и способ управления стартер-генератором
Способ возбуждения колебаний
Способ изготовления электроугольных изделий
Способ изготовления графитопластовых изделий
Способ получения контактных вставок троллейбусов
Способ изготовления трубных переходов
Способ получения электротехнических изделий из порошковых композиций на основе углерода
Композиция для изготовления электротехнических изделий
Способ штамповки поковок фланцев воротниковых
Способ изготовления электрощеток из порошковой графитопластовой композиции
Способ теплового нагружения обтекателей ракет
Способ получения электротехнических изделий из порошковых композиций на основе углерода

