Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛОС
Вид РИД
Изобретение
Изобретение относится к способу изготовления на вальцовочном станке металлических полос, имеющих требуемый контур профиля, согласно ограничительной части пункта 1 или пункта 3 формулы изобретения.
Предпосылкой для разработки настоящего изобретения является рост требований к точности калибровки профиля полосового металла, по меньшей мере в отдельных заданных позициях по ширине полосы, так называемых опорных позициях, а также к точности соблюдения заданных размеров контура профиля металлической полосы. В зависимости от планируемой области применения металлической полосы ожидаемыми являются, например, параболическая форма контура профиля при теплом состоянии полосы, с заданной высотой контура в определенной опорной позиции, для упрощения дальнейшей обработки в последующем холоднопрокатном стане (в прокатном стане типа "тандем"). В альтернативном случае могут требоваться также коробчатые профили, т.е. металлические полосы с поперечным сечением, плоским в середине, которое сильнее понижается к краям полосы; такое требование предъявляется, например, к металлическим полосам, которые позже предполагается разделять в продольном направлении. Вогнутые профили полосы, т.е. такие профили полосы, которые отличаются более толстыми, или повышенными относительно области середины, краями, а также металлические полосы с утолщениями на краях, напротив, обычно нежелательны.
Уровень техники уже предлагает различные концепции для изготовления требуемых профилей полосы с максимально возможной точностью.
Так, международная заявка на изобретение WO 1995/034388 раскрывает систему учета для регистрации параметров профиля металлической полосы на выходе из чистовой прокатной линии. Регистрируемый в ней профиль К полосы сравнивается с заданным целевым контуром в данной позиции, и предлагается применение исполнительных элементов регулирования профиля для минимизации отклонения измеренного поперечного сечения от целевого контура в последующих полосах. Далее принимается решение о том, следует ли считать измеренную форму профиля полосы приемлемой, и предлагаются мероприятия - например, изменение вида термической профилировки рабочих валков - для улучшения, при необходимости, формы контура.
Патентный документ ЕР 0618020 В1 также направлен на то, чтобы подгонять контур металлической полосы на выходе технологической линии обработки теплых полос под заданный целевой контур. С этой целью приводятся в действие механические исполнительные элементы, что позволяет минимизировать возможное зафиксированное отклонение рассчитанной, т.е. прогнозируемой формы полосы от заданного целевого контура. Для корректировки или, соответственно, настройки системы регулирования используется также измеренный профиль С40 полосы (в позиции 40 мм от края полосы).
Кроме того, из уровня техники известен способ согласно ограничительной части пунктов 1 и/или 3 формулы изобретения. В соответствии с ним моделируют, с помощью физико-математической модели процесса, и рассчитывают прогнозируемое значение для профиля полосы и параметры настроек для исполнительных элементов регулирования профиля в заданной опорной позиции при прокатке n-ной металлической полосы. При наличии ограничений и при применении различных исполнительных элементов регулирования профиля моделирование осуществляют с их учетом. После произведенной прокатки n-ной металлической полосы на основе разности между указанным прогнозируемым значением и измеренным фактическим значением для профиля полосы для n-ной металлической полосы в указанной опорной позиции рассчитывают значение адаптации. Под опорной позицией подразумевается заранее заданную позицию по ширине полосы, измеренную от естественной кромки металлической полосы, например, на расстоянии 25 или 40 мм. Согласно уровню техники указанное прогнозируемое значение и указанное значение адаптации определяют или задают лишь в единственной опорной позиции, чтобы на этом основании определять отдельные целевые задаваемые величины для профиля металлической полосы.
Исходя из указанного уровня техники, в основе изобретения лежит задача усовершенствования известного способа изготовления металлических полос на вальцовочном станке таким образом, что - при последующем изготовлении металлических полос - возможно более точное прогнозирование контура профиля металлической полосы по ширине, а также возможна более точная настройка исполнительных элементов регулирования профиля вальцовочного станка.
Эта задача решена способом, заявленным в пунктах 1 и 3 формулы изобретения.
Согласно способу по п. 1 прогнозируемое значение для контура профиля рассчитывают в ходе моделирования процесса прокатки перед прокаткой металлической полосы. В отличие от этого, согласно способу по п. 3 прогнозируемое значение рассчитывают не при моделировании перед прокаткой, а при пересчете после произведенной прокатки металлической полосы.
Иными словами, при расчете значения адаптации под прогнозируемым значением может подразумеваться альтернативно, в зависимости от концепции адаптации, либо - согласно пункту 1 формулы изобретения - значение профиля, рассчитанное в ходе моделирования процесса прокатки с применением предустановленных значений (ожидаемое усилие прокатки и т.д.), либо - согласно пункту 3 формулы изобретения - результат поверочного расчета с фактическими условиями (измеренные усилия прокатки и т.д.).
Для обоих способов по существу характерно стремление к совпадению рассчитанных прогнозируемых значений с заданными целевыми значениями; однако вследствие специфических особенностей процесса или установки существует возможность не точного, а только приблизительного совпадения прогнозируемых значений с целевыми значениями.
Расчет прогнозируемых значений для профилей полосы в различных опорных позициях bi производится при одних и тех же настройках исполнительных элементов регулирования профиля. Это относится к обоим заявленным способам.
Понятие "Металлическая полоса" включает в себя также листовой металл.
Понятие "Вальцовочный станок" включает в себя как отдельные клети, например, прокатные клети для толстолистового металла, одинарные или двойные клети стана Стеккеля и т.д., так и целые чистовые прокатные линии.
Понятие "Опорная позиция bi" предпочтительно обозначает частный случай общих позиций m на металлической полосе в направлении ее ширины. В то время как обычные позиции по ширине полосы в каждом случае определяются их расстоянием от середины металлической полосы в направлении ширины, опорные позиции определяются соответствующими заданными расстояниями от края полосы, или естественной кромки металлической полосы. Для стандартных опорных позиций, например, 25 мм, 40 мм или других опорных позиций, например, 100 мм от естественной кромки металлической полосы, обычно задаются значения контура профиля, например, в виде значений С25, С40 или С100. Опорные позиции для полос различной ширины или для всех металлических полос предпочтительно одинаковы. Подразумеваются ли под С-значениями целевые значения, прогнозируемые значения или значения адаптации, зависит в каждом случае от соответствующих обстоятельств.
Понятие "Модель процесса" подразумевает физико-математическую модель для моделирования процесса прокатки. Оно подходит, в частности, для расчета прогнозируемых значений и контуров профиля металлической полосы, а также задаваемых настроек профилирующих исполнительных элементов. Модель процесса обозначается также аббревиатурой PCFC - "Profile Contour and Flatness Control" ("управление контуром профиля и планшетностью").
Понятие "Рассчитанное значение" подразумевает "прогнозируемое значение". Аналогично, "рассчитанный контур" подразумевает "прогнозируемый контур".
Понятие "Более позднее изготовление" или "последующее изготовление" подразумевает изготовление, или прокатку, которое по времени происходит после определения нового значения адаптации для по меньшей мере n-ной металлической полосы. Более позднее изготовление может относиться к следующим по длине участкам той же самой n-ной металлической полосы или к совершенно новой производимой металлической полосе n+х.
Понятие "n+х", где х=1, 2, 3 … и т.д., т.е.  , обозначает металлическую полосу, произведенную или производимую в будущем после n-ной металлической полосы. Таким образом, например, n+2 обозначает вторую металлическую полосу, производимую, в частности, прокатываемую после n-ной металлической полосы.
, обозначает металлическую полосу, произведенную или производимую в будущем после n-ной металлической полосы. Таким образом, например, n+2 обозначает вторую металлическую полосу, производимую, в частности, прокатываемую после n-ной металлической полосы.
Вообще, каждая из прокатываемых в будущем полос для соответствующего расчета предустановленных величин обозначается как n+х. При этом используются рассчитанные ранее значения адаптации.
Понятия "Контур профиля" и "Профиль полосы", относящиеся в каждом случае к рассмотрению в направлении ширины металлической полосы, используются как равнозначные.
Основная идея настоящего заявленного изобретения состоит в том, что значение адаптации находится для контура профиля металлической полосы как разность между измеренным фактическим значением и рассчитанным, т.е. прогнозируемым значением не только в одной определенной опорной позиции, как это обычно делалось до сих пор в соответствии с уровнем техники, а во множестве опорных позиций. Это позволяет осуществлять адаптацию контура полосы предпочтительным образом. Указанное множество найденных значений адаптации по ширине полосы может учитываться при расчете и настройке исполнительных элементов регулирования профиля и при расчете контура профиля или при расчете прогнозируемых значений для прокатываемых в будущем металлических полос. Благодаря предусматриваемому множеству значений адаптации и на основе более точного знания контура профиля имеется предпочтительная возможность настраивать исполнительные элементы регулирования профиля более точно, в отношении искомых целевых значений для значительного участка длины n-ной металлической полосы или, соответственно, для контура профиля (n+х)-ной металлической полосы, или для контура профиля при последующих прокатываемых металлических полосах. При этом для (n+х)-ной металлической полосы, т.е. для последующих прокатываемых металлических полос, возможен также более точный расчет прогнозируемых значений контура профиля.
Согласно предпочтительному варианту осуществления при нахождении значений адаптации в опорных точках bi различают между кратковременными значениями адаптации и долговременными значениями адаптации. Это позволяет предпочтительным образом использовать данные, полученные в отношении по меньшей мере одной полосы n, для прокатываемой позже полосы n+х, поскольку для последующей полосы или для полосы, прокатываемой позднее при схожих условиях, очень часто имеют место, постоянно повторяясь, одни и те же различия в контуре профиля между измеренными и прогнозируемыми значениями контура профиля.
Расчет кратковременного значения адаптации производят согласно следующей формуле:
 где
где
к - кратковременная адаптация, и
ΔСк(n-х)bi - старое значение кратковременной адаптации,
CIst(n)bi - измеренное фактическое значение для контура профиля n-ной полосы,
Cp(n)bi - рассчитанное прогнозируемое значение или, соответственно, рассчитанный профиль полосы,
х = 1, 2, 3 …,
n - рассматриваемая металлическая полоса.
При применении этой формулы для кратковременного значения адаптации слагаемое ΔСк(n-х)bi в случае повторного пуска процесса прокатки, например, после замены рабочих валков, приравнивается, например, к нулю или к другому типичному начальному значению. Тогда кратковременное значение адаптации рассчитывается как сумма, складывающаяся из начального значения и разницы между фактическим значением CIst(n)bi для контура профиля и прогнозируемым значением Cp(n)bi для n-ной металлической полосы в опорной позиции bi.
Долговременное значение ΔCL bi адаптации в опорной позиции bi находят посредством выполнения следующих операций:
нахождение значений адаптации путем повторения операций а)-f) по п. 1 или 3 формулы изобретения для множества I опорных позиций bi на множестве металлических полос группы адаптации, прокатанных раньше (n+х)-ной металлической полосы; и
расчет долговременных значений ΔCLbi адаптации путем вычисления усредненных значений из значений адаптации или вычисления усредненных значений из разностей между фактическими и прогнозируемыми значениями для контура профиля в каждой из опорных позиций bi для множества металлических полос.
Для определения прогнозируемого значения Cp(n+x)bi (n+х)-ной металлической полосы согласно пункту 1 или 3 формулы изобретения берется, при его наличии, долговременное значение адаптации ΔCLbi из соответствующей группы адаптации, к которой относится (n+х)-ная металлическая полоса.
Иначе говоря, возможно также получение долговременного значения адаптации на основе вычисления усредненных значений из общих значений адаптации (долговременного и кратковременного значений адаптации) по j полосам, которые ранее подвергались прокатке в одной и той же группе адаптации.
Максимальное привлекаемое количество j полос, ранее подвергнутых прокатке, может составлять, например, 100 или 50 и устанавливается свободно. Разница для одной полосы отражается на долговременном значении адаптации только в j-той части. Установленное долговременное значение адаптации может использоваться при расчете предустановленных значений для PCFC полностью, на 100%, или только частично, в зависимости от свободно устанавливаемых граничных условий.
Условием для определения и расчета долговременного значения ΔCL(n)bi адаптации может являться знание кратковременного значения ΔСк(n)bi адаптации. В исключительных случаях возможно, в противоположность этому, также использование и одного только кратковременного значения адаптации.
Для нахождения заданных параметров исполнительных элементов регулирования профиля и для определения контура полосы в опорных точках bi согласно пункту 6 формулы возможно также, в качестве альтернативы долговременному и/или кратковременному значениям адаптации, нахождение общего значения адаптации. Тогда указанное общее значение адаптации рассчитывается как сумма из кратковременного значения адаптации и долговременного значения адаптации в соответствующей опорной позиции bi.
Как могут изменяться от полосы к полосе значения адаптации, рассчитанные значения профиля, измеренные значения и т.д. в одной и той же опорной позиции, для 4-х полос одной и той же группы долговременного адаптации, поясняется в следующем примере:
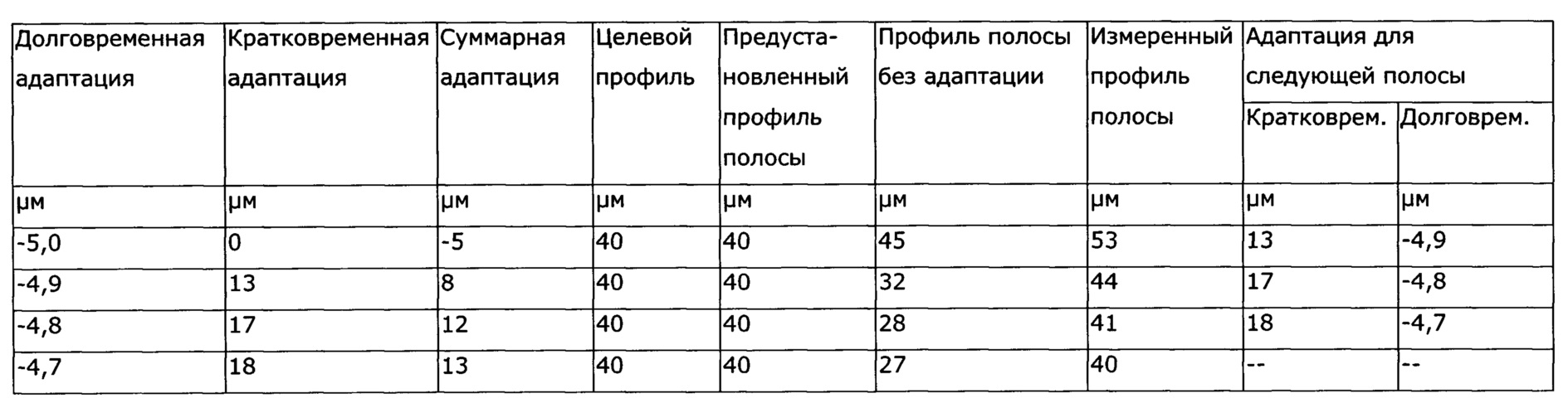
Согласно следующему варианту осуществления найденное кратковременное значение адаптации, найденное долговременное значение адаптации или найденное суммарное значение адаптации могут использоваться при расчете для предварительной настройки исполнительных элементов регулирования профиля либо на 100%, либо только частично, в определенной требуемой части. Требуемая доля может выбираться в зависимости от граничных условий, устанавливаемых произвольно. В зависимости от выбранной относительной доли, например, 33% или 50%, воздействие адаптации сглаживается, или демпфируется. Имеется возможность ограничивать изменения кратковременных значений адаптации от полосы к полосе определенной максимальной величиной, например, 10 микрон, чтобы возможные отдельные погрешности измерения не имели слишком сильного влияния. Кратковременное значение адаптации может быть зависимым также от печи или от других параметров процесса. Кратковременное значение адаптации, как правило, относится к отличию профильных параметров последней полосы n. В исключительных случаях разница в профилях может быть отнесена, например, к предпоследней полосе. Тогда n соответствует полосе n-1 или, в общем случае, n-х.
Рассчитанные согласно изобретению значения адаптации в отдельных позициях bi по ширине полосы металла могут предпочтительно использоваться также для нахождения контура адаптации металлической полосы посредством соединения друг с другом в контур адаптации отдельных имеющихся значений адаптации, с помощью по меньшей мере одной надлежащей модельной функции. Возможно проведение контура адаптации для I значений ΔС(n+x)bi адаптации металлической полосы n+х, или же контур адаптации проходит, в зависимости от модельной функции, или функции сглаживания, рядом со значениями адаптации (аппроксимация). Модельная функция используется для объединения значений адаптации, интерполяции, сглаживания, экстраполяции или аппроксимации, и обозначается, например, таким образом. Значения адаптации существуют, как правило, по меньшей мере в двух опорных позициях bi, и предпочтительно существует еще по меньшей мере одно значение контура адаптации еще в одной позиции гл по ширине полосы, которая не является опорной позицией. Дальнейшие позиции по ширине полосы обычно задаются моделью процесса. В зависимости от того, для каких позиций по ширине полосы значения адаптации известны, возможно нахождение контура адаптации либо только на ограниченном участке, или в ограниченной области металлической полосы, либо по всей ее ширине. Концентрация известных значений адаптации в отдельных областях по ширине металлической полосы может быть различной. Концентрация известных значений адаптации предпочтительно выше в области краев металлической полосы, и там предпочтительно в опорных позициях, чем в центральной области, называемой также областью тела. Это объясняется тем, что требования к точности контура профиля в области края часто выше, чем в центральной области. Если, в особом крайнем случае, каждая сглаженная точка измерения, которую поставляет измерительный прибор для контроля профиля, представляет собой точку bi адаптации, то возможно нахождение контура адаптации также без последующего назначения функции интерполяции; в этом случае контур адаптации просто состоит из последовательности множества соседних значений адаптации. Однако максимальное количество I позиций по ширине полосы, в частности, опорных позиций, как правило составляет менее десяти.
Согласно предпочтительному варианту осуществления изобретения указанный и полученный контур адаптации для металлической (n+х)-ной полосы складывают с неадаптированным рассчитанным контуром профиля, прогнозируемым на основе модели процесса, чтобы в результате получить адаптированный контур профиля для (n+х)-ной металлической полосы.
Нахождение модельных функций, или функций интерполяции, контура адаптации или адаптированного контура профиля может происходить по-разному для разных участков ширины металлической полосы. Первый участок ширины может находиться, например, в средней области ширины, а второй участок ширины или следующие участки ширины могут находиться, например, на крайнем участке, называемом также областью кромки металлической полосы.
Для двух участков ширины, граничащих друг с другом в направлении ширины, модельные функции, или контур адаптации, или адаптированный контур профиля на обоих участках ширины предпочтительно выбирается таким образом, что линии прохождения контура на границе между одним и другим участками полосы непрерывно дифференцируемы, в частности, они имеют один и тот же угол наклона. Это условие позволяет избегать излома контуров на границе между обоими участками полосы; вместо этого они в этом случае гладко переходят друг в друга.
Контур адаптации или адаптированный контур профиля на определенном участке ширины металлической полосы можно экстраполировать на соседний участок ширины для получения экстраполированного адаптированного контура адаптации или экстраполированного адаптированного контура профиля на соседней области ширины, в частности, в том случае, когда там неизвестны никакие из значений адаптации или измеренных значений контура профиля.
Указанная по меньшей мере одна модельная функция, или функция аппроксимации или интерполяции для соединения отдельных значений адаптации или контура профиля, или указанная функция экстраполяции могут быть образованы из линейной функции, полиномиальной функции любого порядка, экспоненциальной функции, тригонометрической функции, сплайн-функции или комбинации различных функций. Также модельные функции, или функции интерполяции могут быть разными для различных участков ширины металлической полосы.
Вместо измеренного фактического значения контура профиля металлической полосы в опорной позиции bi возможно также использование среднего значения из измеренных фактических значений в зеркально отраженных опорных позициях bi на правой и левой половине металлической полосы - при рассмотрении в направлении прокатки. При этом в качестве плоскости зеркального отражения выступает фиктивная плоскость, называемая также плоскостью ширины, на уровне середины ширины, или середины высоты металлической полосы, проходящая в продольном направлении металлической полосы.
Возможно нахождение адаптированных значений контура профиля или адаптированного контура профиля сначала только для половины полосы, например, для половины полосы на стороне обслуживания, а затем - их отражение для другой половины полосы, например, для половины полосы на стороне привода.
Измеренное фактическое значение контура профиля может использоваться как непосредственное измеренное значение в опорной позиции bi или же как измеренное значение профиля, сглаженное посредством сглаживающей функции по ширине, например, функции интерполяции измеренного значения.
Измеренные фактические значения Cist(n)bi в контуре профиля могут быть получены в определенной позиции по длине полосы или представлять собой значения, усредненные по длине сегмента полосы либо по всей длине полосы.
Полученный согласно изобретению адаптированный контур профиля предпочтительно анализируют на предмет аномалий профиля, например, утолщений полосы, т.е. нежелательных утолщений в области краев полосы, или резких перепадов профиля полосы, в частности, в области кромок металлической полосы. Анализ происходит предпочтительно в режиме онлайн, или в режиме реального времени. После этого возможна установка исполнительных элементов регулирования профиля надлежащим образом, чтобы активно сокращать или предотвращать появление указанных аномалий профиля на последующих прокатываемых участках в продольном направлении этой же металлической полосы или в металлических полосах, прокатываемых в дальнейшем.
Без использования контура адаптации согласно изобретению возможна ситуация, когда рассчитываются металлические полосы с нормальными контурами профиля, однако на практике, тем не менее, на кромках образуются утолщения полосы. Осуществляемое согласно изобретению нахождение контура адаптации и полученная вследствие этого возможность нахождения более точного адаптированного контура профиля открывает новые возможности улучшенного нахождения контура профиля. Если, например, для металлической полосы рассчитывается высота утолщения кромок, которая превышает допускаемую пороговое значение, то модель процесса автоматически устанавливает для уровня профиля полосы на расстоянии 40 мм от естественной кромки металлической полосы такое значение, как правило, увеличенное, в пределах допустимых заданных границ уровня профиля - например, между C40-Zielmin и C40-Zielmax, так что максимальная допустимая высота утолщений утолщения не превышается, и/или и осуществляет целенаправленное применение исполнительных элементов регулирования профиля (например, перемещение цилиндров и т.д.) для уменьшения высоты утолщений.
Дальнейшие предпочтительные варианты осуществления способа согласно изобретению являются предметом зависимых пунктов, в частности, пунктов 21-23.
С использованием течения материала в поперечном направлении при пластической деформации возможно дополнительное более точное регулирование профиля тела полосы, т.е. контура профиля полосы в ее центральной области, а также профиля кромок полосы, формируемого с применением адаптации контура, посредством двух операций. Сначала исполнительные элементы регулирования профиля применяют в передней области вальцовочного станка, или при первых пропусках через реверсивный вальцовочный станок, таким образом, что формируется профиль тела полосы. Во второй операции исполнительные элементы регулирования профиля для задних клетей, или для последних проходов, устанавливают так, что номинальный контур формируется также на краях полосы, таким образом формируют (конструируют) весь контур в целом.
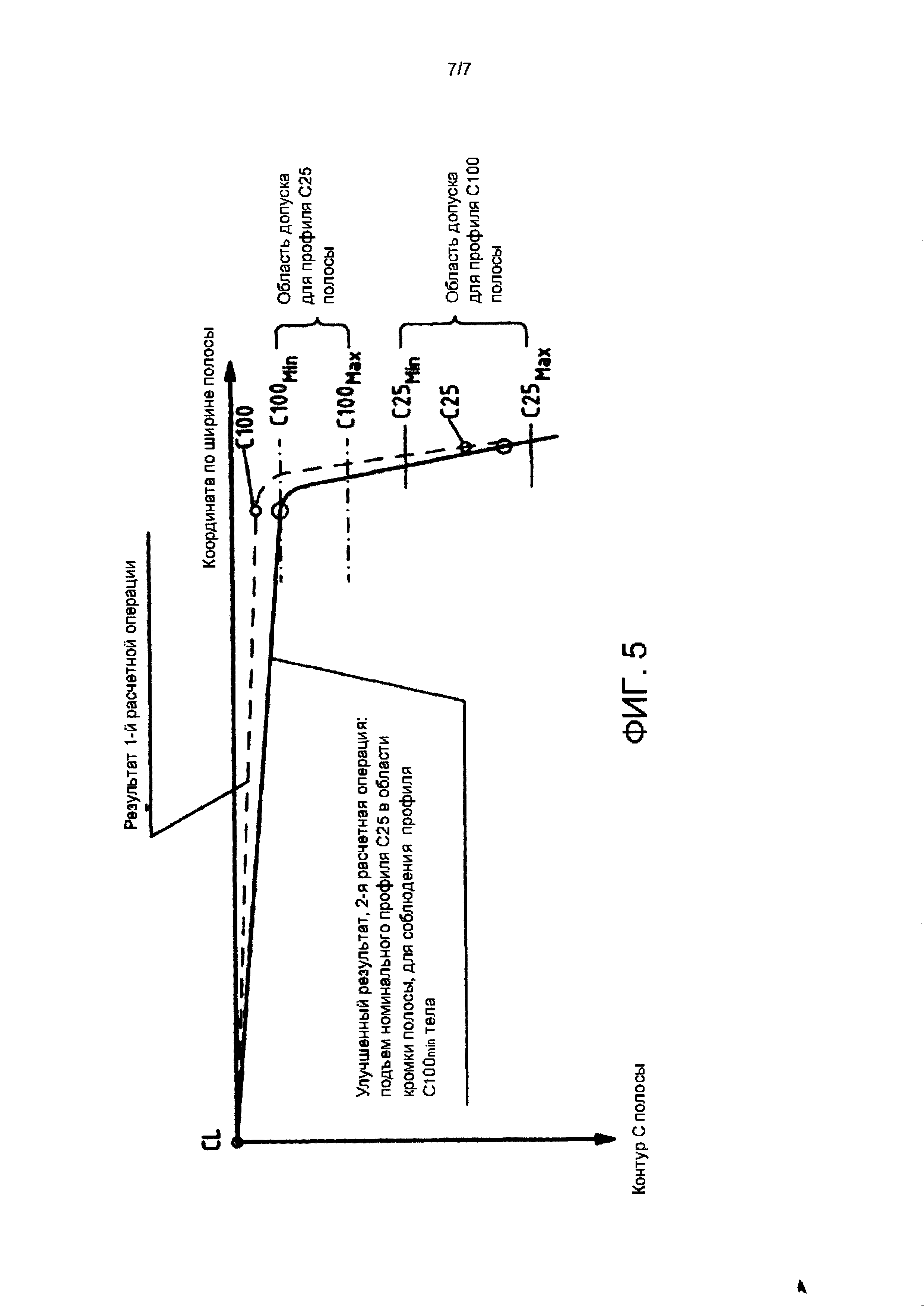
Таким образом, возможно задание нескольких целевых значений профиля для различных позиций по ширине, которые устанавливают и/или удерживают в некоторых пределах, или изменения которых отслеживают. Например, расширенная модель процесса позволяет устанавливать целевое значение профиля в области края С25=30 микрон или минимизировать отклонение от него, и одновременно соблюдать для области тела полосы граничное значение С100>15 микрон.
В концепции калибровки возможно задание в качестве первичной цели значения профиля в области краев полосы, например, С25, или, в альтернативном случае, значения профиля для тела полосы, например, С100, варьируемым, а также разным для разных полос. Целесообразна адаптация значений профиля полосы или, соответственно, контура полосы в этих опорных точках (как описано).
Адаптированную функцию контура профиля, состоящую из mmax значений С(n+х)m контура профиля, предпочтительно анализируют на предмет аномалий профиля полосы, и посредством модели процесса информацию о проанализированных погрешностях контура готовой полосы переносят на расчет промежуточных клетей или промежуточных проходов посредством не описанных более подробно передаточных функций или весовых коэффициентов. Альтернативно или дополнительно посредством не описанных более подробно передаточных функций или весовых коэффициентов переносят на расчет промежуточных клетей или промежуточных проходов полученные значения адаптации в позициях bi.
Точное знание количественных характеристик мест аномалий контура полосы (высота утолщения, ширина утолщения, перепад на кромках между двумя определенными точками профиля (например, С25-С100), а также отклонений профиля в средней области полосы (или в С100, С125, С150 или С200) позволяет целенаправленно анализировать, появляются ли погрешности контура полосы на ее кромке, в средней области или в обеих областях. Благодаря этому знанию исполнительные элементы регулирования профиля различных клетей используются в расчете контура и планшетности неоднократно, более целенаправленно, чтобы предотвращать аномалии профиля полосы или сокращать их.
Поэтому применяются, например, такие исполнительные элементы регулирования профиля, как изменяемые системы охлаждения рабочего валка, зональное охлаждение или локальное нагревание цилиндров для воздействия на термическое профилирование, перемещение рабочих валков в сочетании со шлифовкой валков (специальные виды шлифованных валков для предотвращения утолщений полосы ("противобугорный валок") или для предотвращения перепадов краев полосы ("конусный валок"), валки с непрерывно изменяющейся бочкообразностью, шлифованные валки с бочкообразностью более высокого порядка, или в виде полинома n-ного порядка, или тригонометрической функции), нагреватели краев полосы, устройства для охлаждения зон полосы, изгибы рабочих валков и/или клети с функцией взаимной корреляции. Наряду с механическими и термическими профилирующими исполнительными элементами при необходимости применяют также целенаправленное перераспределение усилий прокатки для воздействия на контур.
К описанию прилагаются в общей сложности пять фигур чертежей, на которых:
Фигура 1 отображает контур профиля металлической полосы с определениями понятий, существенных для понимания изобретения;
Фигуры 2.1, 2.2 и 2.3 иллюстрируют способ согласно изобретению;
Фигура 3 иллюстрирует первую возможность уменьшения нежелательного утолщения на краю металлического профиля на основе способа согласно изобретению;
Фигуры 4.1 и 4.2 вторую возможность уменьшения нежелательных утолщений на краю металлической полосы; и
Фигура 5 иллюстрирует регулировку контура профиля металлической полосы посредством задания целевых значений в нескольких опорных позициях.
Ниже изобретение подробно описывается со ссылками на указанные фигуры чертежей в форме вариантов осуществления.
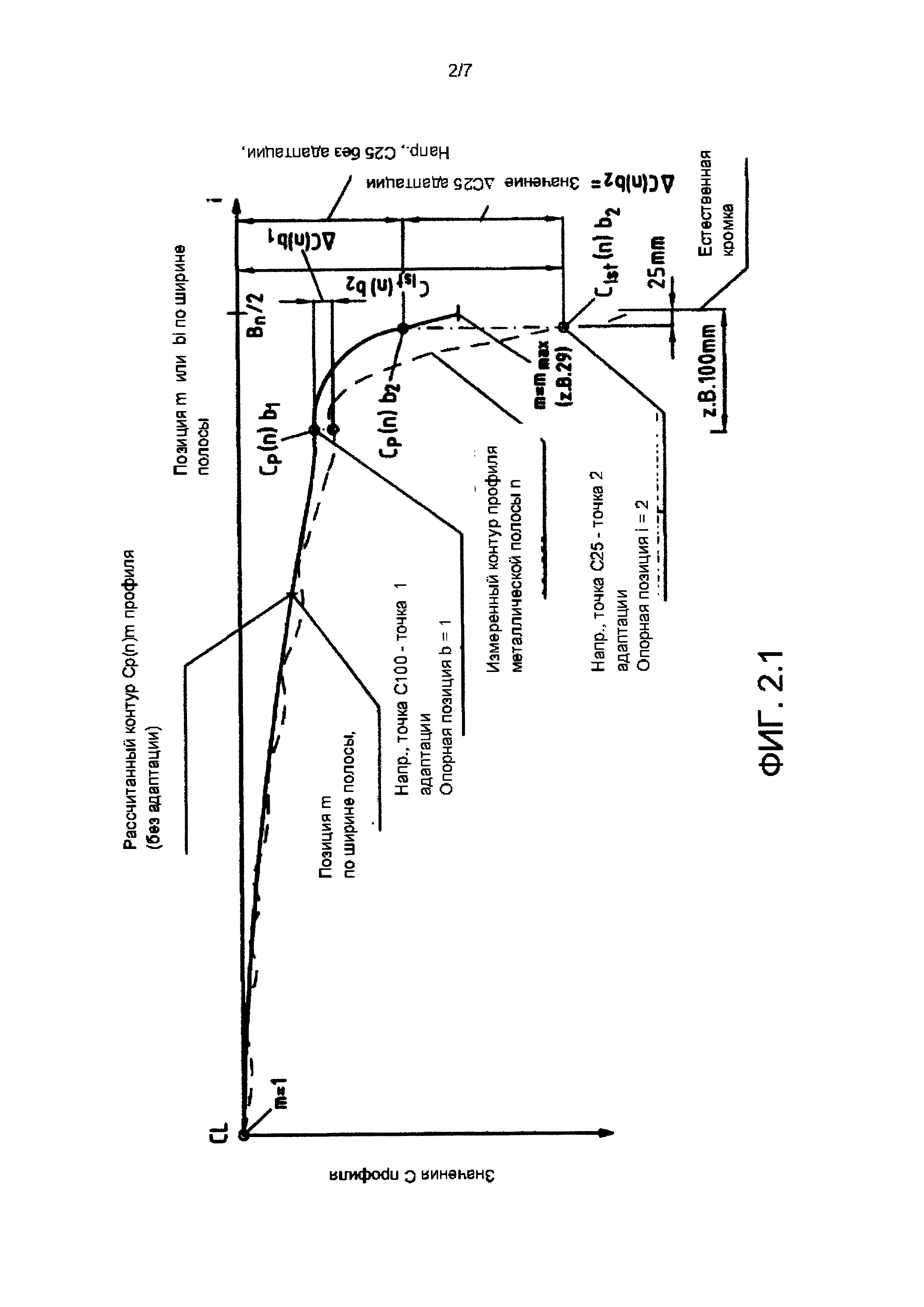
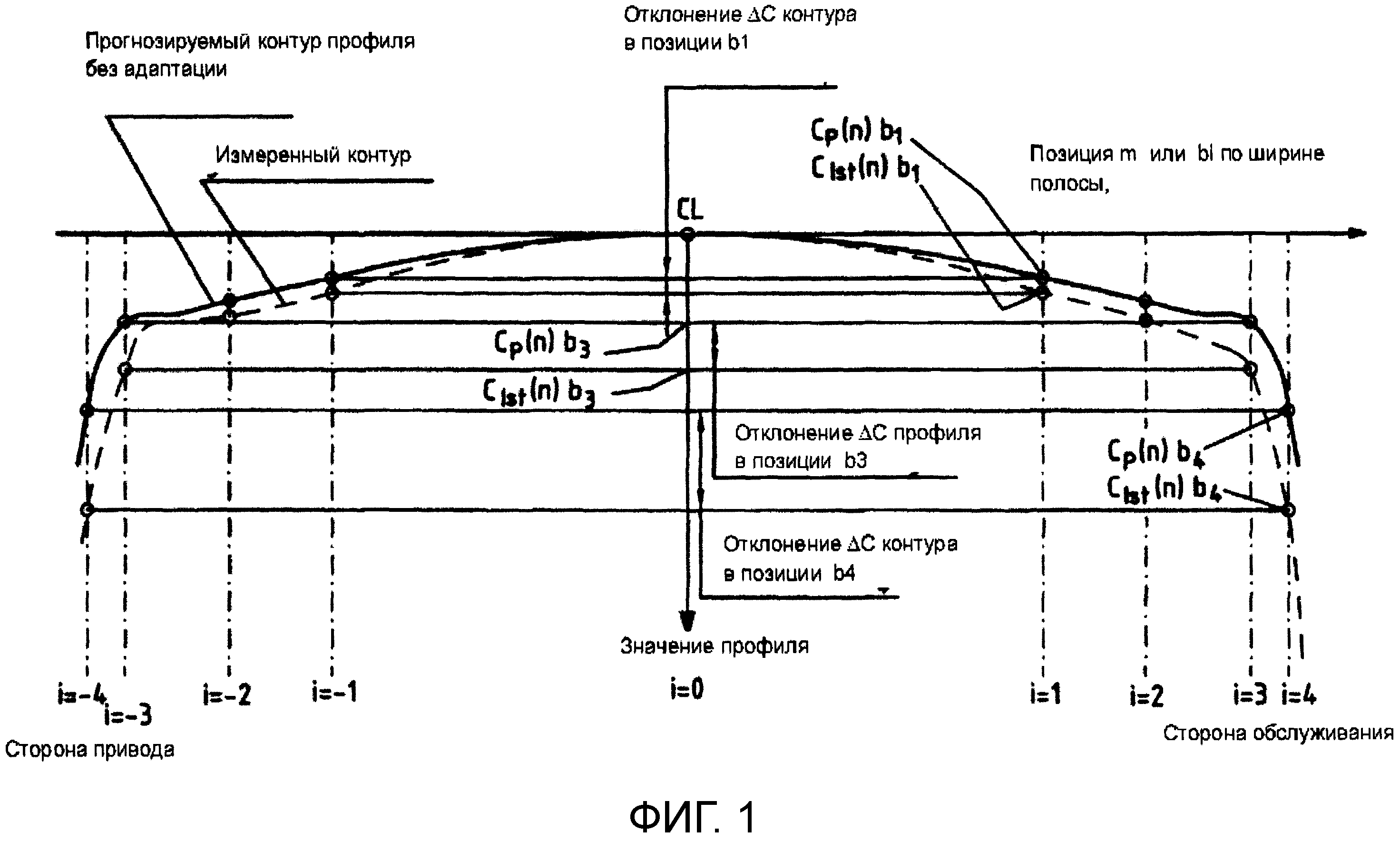
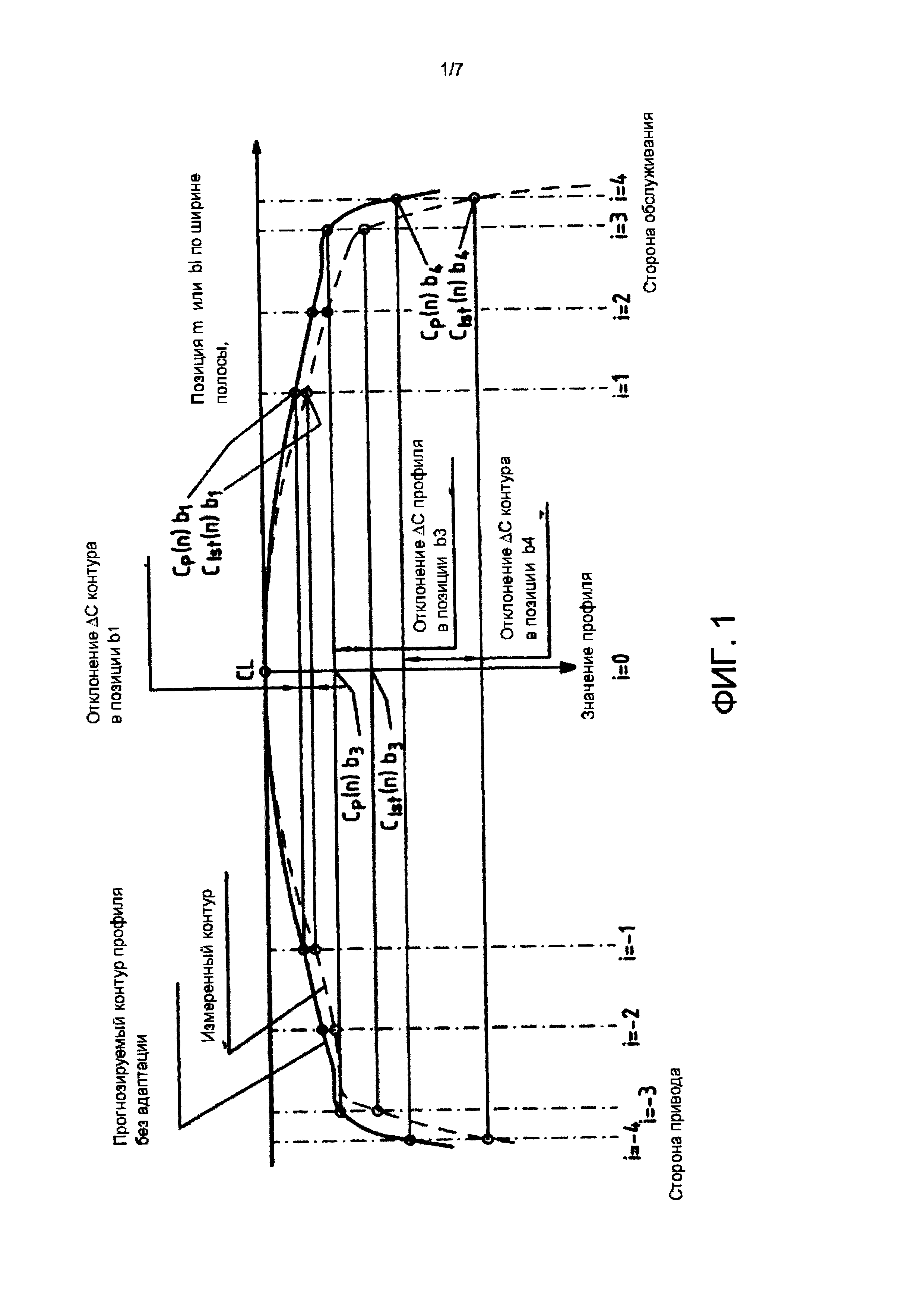
На фигуре 1 показано поперечное сечение, т.е. контур профиля металлической полосы, помещенный в координатную систему, причем по оси абсцисс откладывается позиция m по ширине полосы, или bi, а на оси ординат - значение профиля для контура профиля. Координатная система расположена на выпуклом контуре профиля таким образом, что она накладывается на выпуклый контур профиля в центре его ширины. Положительные значения позиций по ширине полосы откладываются на фигуре 1 вправо от середины, а отрицательные значения позиций по ширине полосы откладываются на фигуре 1 влево в направлении ширины металлической полосы. Отдельные профильные значения, каждое из которых соответствует определенной позиции в направлении ширины металлической полосы, обозначают отклонение контура профиля от того контура профиля в форме прямоугольника, который представлен горизонтальной абсциссой m/bi. Профильные значения в соответствии с этим откладываются перпендикулярно вниз от абсциссы и указываются с положительными знаками. Иначе говоря, профильные значения описывают, в частности, прогиб металлической полосы в определенной позиции по ширине полосы по отношению к центру металлической полосы. Профильное значение CL на фигуре 1 указано как CL=0, так как это профильное значение образует начало отсчета координатной системы.
Во-первых, на фигуре 1 можно увидеть два контура профиля, а именно, с одной стороны, измеренный контур профиля, на фигуре 1 представленный в виде пунктирной линии. Кроме того, можно видеть в виде сплошной линии, например, прогнозируемый контур профиля без адаптации, который рассчитан с помощью модели процесса. Прогнозируемый контур профиля, как показанный на фигуре 1, еще не адаптирован согласно изобретению, как будет описано ниже.
Центральной идеей данного изобретения является адаптация прогнозируемого контура профиля или, соответственно, адаптация значений контура профиля, также называемых прогнозируемыми значениями Ср(n), для n-ной металлической полосы, в каждом случае для множества позиций bi по ширине полосы, где i = 1, 2, 3 и т.д., на фигуре 1 - в позициях bi от b1 до b4. Прогнозируемый контур профиля соответствует последовательности рассчитанных значений контура профиля либо значениям контура профиля или прогнозируемым значениям, соединенных друг с другом посредством модельной функции или функции интерполяции. Для адаптации согласно изобретению существенно нахождение соответствующего значения ΔС(n)bi адаптации, которое описывает отклонение профиля, т.е. разницу между фактическим значением CIst(n)bi и соответствующим ему прогнозируемым значением Cp(n)bi во множестве позиций b1-b4 по ширине полосы.
Под позициями bi по ширине полосы подразумеваются по существу любые позиции в направлении ширины металлической полосы; обычно позиции по ширине определяются их положительным или отрицательным расстоянием от середины полосы. Тем не менее, для нескольких стандартизованных случаев эти позиции по ширине полосы могут предпочтительно определяться также их расстояниями от соответствующей естественной кромки металлической полосы на стороне привода и/или на стороне обслуживания металлической полосы, тогда соответственно измеренными в направлении середины полосы. Определяемые таким образом позиция по ширине полосы обычно обозначаются как опорные позиции. Таким стандартизованным опорным позициям в этом случае обычно поставлены в соответствие также конкретные значения профиля, которые в этом случае обозначаются, например, как С40 или С100. При этом цифровое обозначение после буквы С соответствует расстоянию от данной позиции по ширине полосы до соответствующей естественной кромки металлической полосы.
На фигуре 1 показан контур профиля по всей ширине металлической полосы, от стороны привода до стороны обслуживания. На следующих фигурах 2 и 5 соответственно показана лишь правая половина контура профиля металлической полосы для упрощения. Значения адаптации, или разности между прогнозируемым и измеренным контуром профиля, полученные для этой половины, можно по меньшей мере приблизительно принимать в виде зеркального отражения также для левой половины контура профиля.
В качестве альтернативы имеется также возможность образовывать измеренные и рассчитанные значения контура профиля посредством усреднения значений контура в зеркально отраженных позициях: i=1, i=-1; i=2, i=-2; i=3, i=-3 и/или i=4, i=-4 на стороне привода и стороне обслуживания. Отрицательные значения индекса только поясняют, что речь идет о противоположной стороне. При этом на всем измеренном контуре полосы предпочтительно применяют функцию сглаживания, чтобы нейтрализовать возможные помехи сигналов контура полосы. Возможно проведение расчета контура профиля и соответствующего адаптации согласно изобретению симметрично, только для половины полосы, или асимметрично - по всей ширине.
Фигура 2 иллюстрирует способ изготовления металлической полосы или, в частности, адаптации контура профиля металлической полосы.
На фигурах 2.1-2.3 ситуация представлена на основе упрощенного примера. Применялась только кратковременная адаптация. Целью фигур является иллюстрация эффекта адаптации контура и адаптации профиля в нескольких, в данном случае в двух, опорных точках bi.
При этом фигура 2.1 описывает сначала нахождение согласно изобретению значений адаптации в n-ной металлической полосе, представленное в упрощенном виде только для правой половины полосы и на примере только двух точек адаптации. Для описания фигуры 2.1 можно сослаться на приведенное выше описание фигуры 1; оно равным образом относится и к фигуре 2.1. Лишь в порядке дополнения упоминается еще раз, что позиции по ширине полосы, или точки в направлении ширины, в которых производят расчет значения профиля, в общем случае пронумерованы посредством параметра m, в частности, тогда, когда они отсчитываются от середины полосы CL. Однако под опорными позициями bi подразумеваются равным образом и те позиции по ширине полосы, которые определяются не относительно середины полосы, а посредством их расстояний от естественной кромки металлической полосы.
Не только на фиг. 2.1, но и на последующих фигурах параметр гл используется также в качестве указания на весь контур или на все количество точек расчета контура, в отличие от параметра bi, который обычно должен пониматься только как указание на дискретные значения (опорные позиции).
Расстояния от этих опорных позиций bi до края полосы одинаковы на фиг. 2.1 и 2.2, а также 2.3, для различных значений ширины полосы n и n+1.
Фиг. 2.1 иллюстрирует нахождение согласно изобретению отдельных значений ΔС(n)b1 и ΔС(n)b2 адаптации как разности между отдельными прогнозируемыми значениями Ср(n)bi для i=1 и i=2 и фактическими значениями CIst(n)bi для контура профиля n-ной металлической полосы.
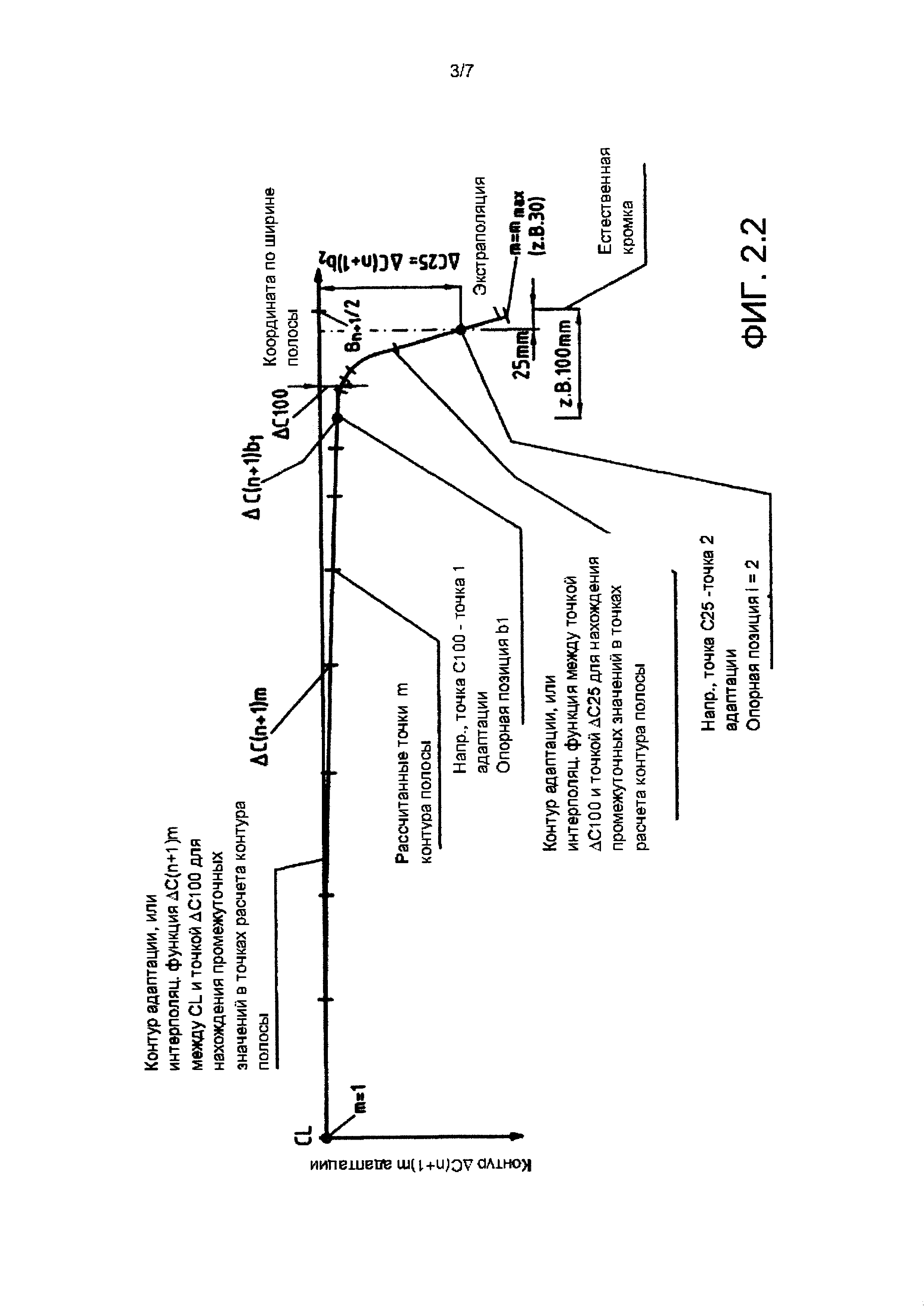
Фиг. 2.2 иллюстрирует нахождение контура адаптации. Контур адаптации определяется для следующей полосы n+х. В полосе n, например, ширина может быть другой, отличной от полосы n+х. Определяются и используются для следующей (n+х)-ной полосы только значения bi адаптации для полосы n и/или, при использовании долгосрочной адаптации, сформированные средние значения для количества j полос. Контур адаптации и последовательность точек ΔС(n+х)m (с индексом m) всегда используется только в совокупности для полосы n+х.
На фиг. 2.2 и фиг. 2.3 нанесены значения ΔС(n)b1 и ΔС(n)b2 адаптации, найденные на фиг. 2.1. Там они используются в упрощенном примере применительно к следующей (n+х)-ной полосе (где х=1) для определения контура адаптации. Поэтому для вышеуказанных значений адаптации возможно также обозначение ΔС(n+х)b1 и ΔС(n+х)b2 (где х=1). Наряду с обоими этими значениями адаптации в опорных позициях b1 и b2, для нахождения контура адаптации учитывается также еще одно несущественное значение, в данном случае значение в середине полосы, на фигуре 2.2 обозначенном как m=1. Значение ΔCL в середине полосы ΔCL=0, так как координатная система расположена, как проходящая через эту точку. Значения адаптации в точках bi и b2 находили в полосе n и использовали для полосы n+1 (здесь х=1).
Тогда контур ΔC(n+1)m адаптации для (n+1)-ой металлической полосы получается, как показано на фигуре 2.2, в виде - по меньшей мере на участках - модельной функции или функции интерполяции на основе середины полосы CL=0 и двух упомянутых значений адаптации и в опорных точках С100 и С25, причем обе последних определяются как измеренные расстояния от естественной кромки металлической полосы.
Формирование модельной функции или функции интерполяции и интерполяция между серединой полосы и опорной точкой отсчета bi, а также соответствующее формирование и интерполяцию между опорной точкой bi и опорной точкой b2 могут производиться по существу отдельно и независимо друг от друга на соответствующих участках ширины полосы. Чтобы избежать излома в месте перехода двух функций интерполяции - на фигуре 2.2, например, в позиции bi - выполняется дополнительное условие, предъявляемое к формированию обеих частичных функций интерполяции: то, что обе эти соседние частичные функции интерполяции в месте перехода должны быть непрерывно дифференцируемыми, т.е., в частности что соответствующие функции должны иметь там один и тот же угол наклона относительно оси. Этот принцип применяется по существу ко всем участкам адаптации в направлении ширины металлической полосы. В этом приведенном примере контур адаптации начинается (симметрично) в середине CL полосы с горизонтальной касательной.
Контур адаптации от последнего значения адаптации, на фигуре 2.2 в опорной позиции i=2, до точки mmax края металлической полосы, где значение профиля не задано, может устанавливаться путем экстраполяции. Интерполяция или экстраполяция используются для того, чтобы на основании заданных значений m профиля в опорных позициях интерполировать или экстраполировать значения профиля в другие позиции по ширине полосы.
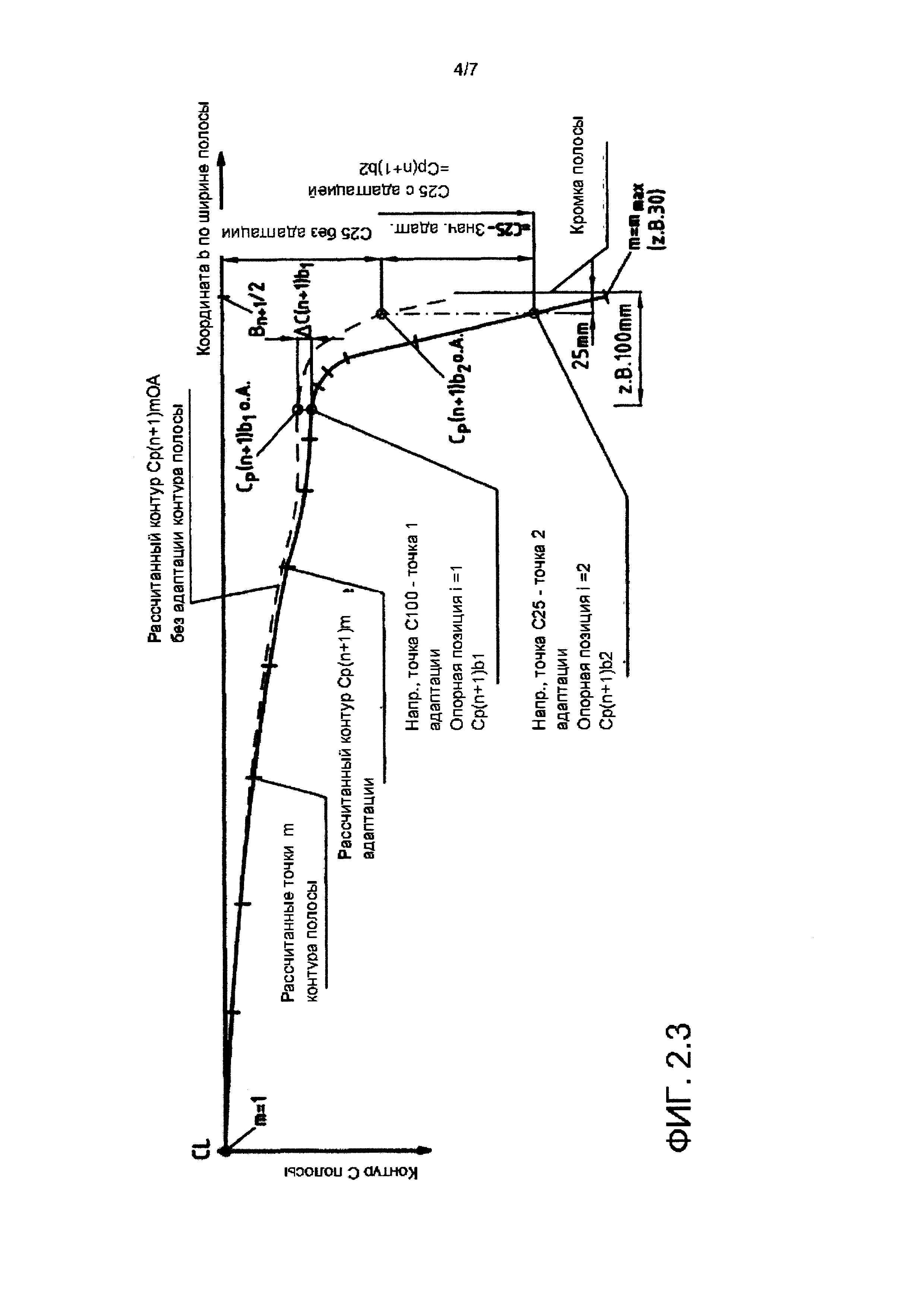
Фигура 2.3 иллюстрирует то, каким образом контур адаптации, ранее найденный согласно фигуре 2.2 для (n+1)-ой металлической полосы, теперь может учитываться при прогнозировании для прокатываемой (n+1)-ой металлической полосы и при ее последующем изготовлении.
На фигуре 2.3 показан, помимо прочего, рассчитанный адаптированный контур Cp(n+1)m профиля, а также рассчитанные адаптированные прогнозируемые значения Cp(n+1)b1 и Cp(n+1)b2 и изображенный пунктиром соответствующий рассчитанный прогнозируемый контур Cp(n+1)mOA профиля, где OA означает "без адаптации", здесь в качестве примера для (n+1)-ой металлической полосы, т.е. в данном случае для следующей прокатываемой металлической полосы.
Значения ΔС(n)b1 и ΔС(n)b2 адаптации, найденные ранее согласно фигуре 2.1 для n-ной металлической полосы, можно прибавлять к прогнозируемым значениям в соответствующих опорных позициях, чтобы таким образом получать в них соответствующие улучшенные адаптированные прогнозируемые значения для прогнозируемых адаптированных значений профиля или контура профиля.
Альтернативно или дополнительно возможно сложение контура ΔС(n+1)m адаптации, найденного ранее согласно фиг. 2.2 для (n+1)-ой металлической полосы, с установленным для (n+1)-ой металлической полосы прогнозируемым контуром Cp(n+1)mOA профиля, чтобы таким путем получать соответствующим образом улучшенный или адаптированный контур Cp(n+1)m профиля; см. также пункт 9 формулы изобретения.
Полученные таким образом новые адаптированные прогнозируемые значения или новый контур профиля могут предпочтительно использоваться для возможности еще более точной настройки исполнительных элементов регулирования профиля при изготовлении (n+1)-ой, в общем случае (n+х)-ной, металлической полосы с учетом требуемых целевых значений и/или целевых профилей.
В математическом выражении адаптированные значения контура полосы, или адаптированный контур полосы для прокатываемой, например, (n+1)-ой металлической полосы, рассчитываются согласно следующей формуле:

где
Cp(n+1)m - откорректированный или адаптированный контур профиля (n+1)-ой металлической полосы по ширине m полосы;
Ср(n+1)mOA - рассчитанный или прогнозируемый контур профиля (n+1)-ой металлической полосы по ширине m полосы без адаптации; и
ΔС(n+1)m - контур адаптации: значения контура адаптации в позиции m для металлической полосы n+1,
m=1…mmax.
Под термином "позиция m по ширине" могут подразумеваться также опорные позиции bi.
Для упрощения описания разность между измеренной и рассчитанной корректировкой, или значение ΔС(n)m адаптации, в изображенном на фигуре 2.2 примере показана только для одной металлической полосы. Как правило, эту разницу формируют на последней прокатанной металлической полосе и/или на предпоследней катаной металлической полосе и/или на нескольких металлических полосах одного и того же вида, при необходимости с разной весовой функцией, и таким образом находят суммарное значение адаптации.
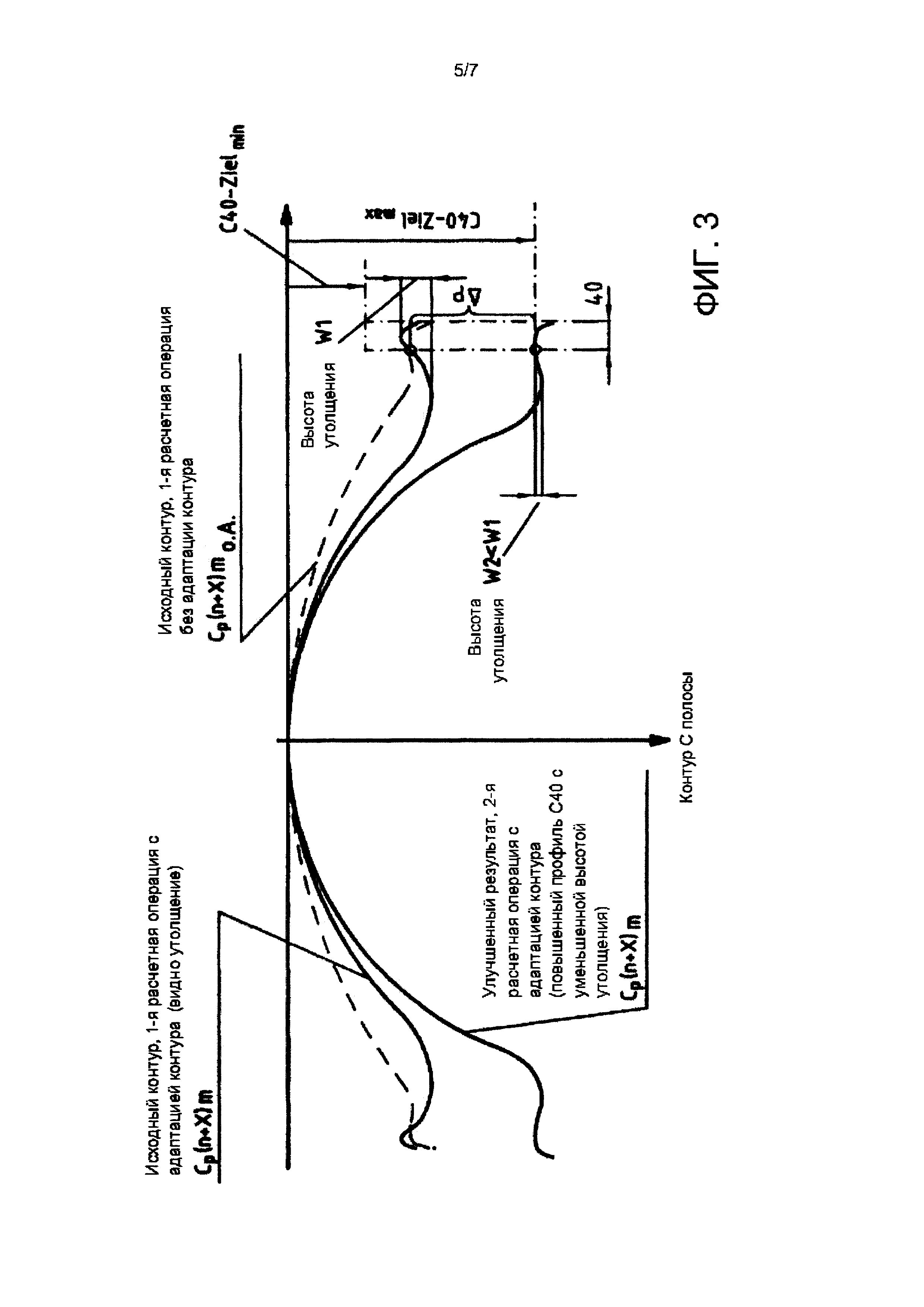
На фигуре 3 показан пример использования адаптации согласно изобретению контура для уменьшения или предотвращения нежелательных утолщений в области края металлической полосы. В этом первом варианте осуществления, показанном на фигуре 3, уменьшение утолщения производят посредством целенаправленного повышения значения контура профиля в опорной позиции, на фигуре 3 - в позиции С40, т.е. на удалении 40 мм от естественной кромки металлической полосы.
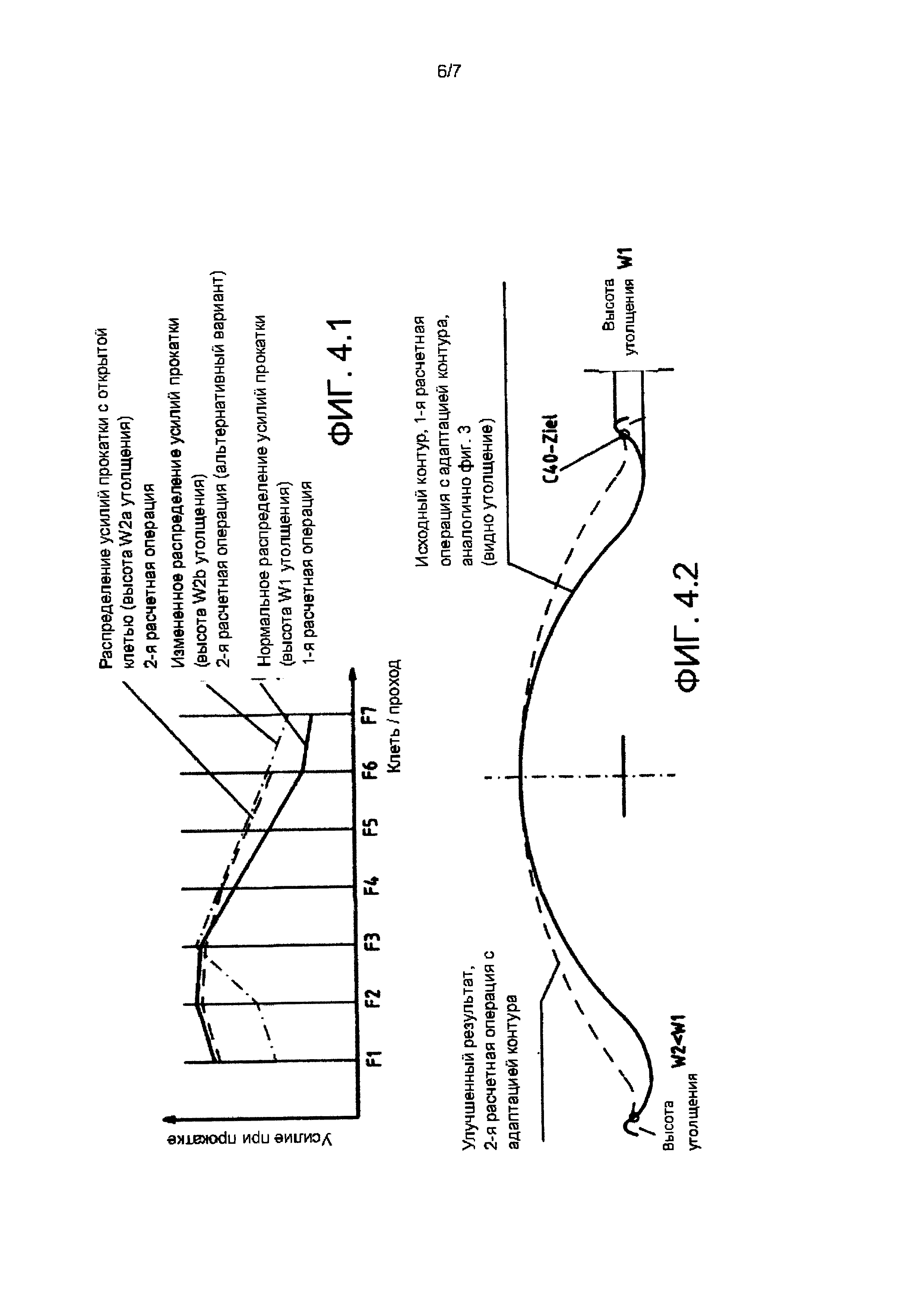
Без использования адаптации контура бывает, что прогнозируются или рассчитываются полосы с предположительно нормальными контурами профиля; см. пунктирный выходной контур после первой расчетной операции без адаптации контура на фигуре 3. После проведения адаптации контура в соответствии с изобретением и с описанным выше, в частности, со ссылкой на фигуру 2.3, сложением прогнозируемого контура профиля для (n+х)-ной полосы и найденного для предыдущей полосы контура адаптации возможно нахождение согласно изобретению показанного на фигуре 3 адаптированного контура Cp(n+x)m профиля для (n+х)-ной металлической полосы. Преимущество адаптированного контура Cp(n+x)m профиля согласно изобретению по сравнению с не адаптированным прогнозируемым контуром Cp(n+x)mOA профиля ясно видно на фигуре 3, поскольку вообще только адаптированный контур профиля позволяет обнаружить нежелательное утолщение с высотой W1 утолщения в области края металлической полосы; неадаптированный прогнозируемый контур профиля (пунктирная линия) позволяет различить утолщение не так отчетливо. Таким образом, адаптация профиля согласно изобретению поставляет улучшенный расчетный результат для нахождения более точного контура профиля и открывает новые возможности для улучшения контура профиля, в данном случае, в частности, для уменьшения высоты утолщения. Если, например, для металлической полосы согласно фигуре 3 рассчитывается высота W1 утолщения кромки, которая превышает пороговое значение для допустимой высоты утолщения, то модель процесса автоматически устанавливает для значения профиля в соответствующей позиции краев полосы, в данном случае на расстоянии 40 мм от естественной кромки металлической полосы, новое значение в пределах заданных границ допустимости, например, между C40-Zielmin и C40-Zielmax, так что максимальная допустимая высота утолщения не превышается, или высота утолщения уменьшается. Вследствие указанного повышения заданного значения профиля на величину ΔР высота W1 утолщения в примере, показанном на фигуре 3, уменьшается до значения W2.
В виде альтернативы или дополнения возможно использование повышенного уровня усилия в пределах ограничений, накладываемых процессом и в пределах возможностей установки при тех же самых условиях и том же самом контуре профиля, что и согласно фигуре 3, при использовании адаптированного контура профиля для контроля высоты утолщений в задних клетях чистового прокатного стана или в реверсивной клети при более поздних задних прохождениях. Это может происходить за счет перераспределения усилия прокатки, т.е. разгрузки передних клетей или более ранних проходов и более высокой нагрузки на задние клети или при более поздних прохождениях и/или подъеме одной или нескольких клетей (последняя клеть, или последнее прохождение, или клеть в пределах чистового прокатного стана или средний проход). На фигуре 4.1 показаны примеры предпочтительного перераспределения усилия прокатки для уменьшения высоты W1 утолщения (см. фиг. 4.2). В результате итерационного приложения более высокой нагрузки в задних клетях повышается сплющивание рабочего валка. Вследствие этого после перераспределения усилия прокатки утолщение W2 уменьшается, или исчезает, см. пунктирную линию на фигуре 4.2 (вторая расчетная операция). Механические исполнительные элементы регулирования профиля в процессе итерационного расчета приспосабливают к новым граничным условиям и настраивают целевой контур, например, С40.
Знание ожидаемого контура профиля на основе физического моделирования соотношений и указанного адаптированного контура профиля в нескольких позициях bi по ширине металлической полосы активно используется, кроме того, при настройке номинального профиля полосы у края полосы, например, в позиции С25, дополнительно для настройки также и профиля полосы в области середины полосы - выраженного значением CBody, или С100 - с соблюдением допустимых минимальных и максимальных пределов C100min C100max, как это представлено для примера на фигуре 5. При перспективном способе предварительного задания профиля предпочтительно дополнительно вводят пределы для процесса и учитывают минимальные и максимальные значения профиля полосы для нескольких точек контура полосы, например, С25 и С100. Улучшенный результат (второй расчетный участок) представлен контуром полосы в виде сплошной линии.
Шлицевое зубчатое зацепление для работы с углом отклонения и способ изготовления
Вал с карданным шарниром
Привод прокатной клети с зубчатым шарнирным шпинделем
Установка для разливки и прокатки лент непрерывного действия
Опорный узел
Подушка для опоры валка в станине прокатной клети
Дезоксидация подвергнутых косовалковой прокатке полых заготовок
Способ и устройство для оптического измерения внутренних размеров трубы
Устройство для охлаждения прокатываемого изделия
Устройство и способ для бокового направления прокатного или литого изделия на транспортировочной линии

