Результат интеллектуальной деятельности: Устройство для радиальной ковки полых профилей на оправке
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, в частности, к устройствам для радиальной ковки полых профилей на оправке.
Известен способ ковки полых профилей из полой заготовки на конической оправке [Крайнов В.И. Технология ковки и объемной штамповки: конспект лекций / В.И. Крайнов. - Челябинск: Изд-во ЮУрГу, 2007. с. 82], для осуществления которого в качестве устройства применяется коническая оправка с буртом-упором. Недостатком применяемой конструкции устройства является то, что удержание полой заготовки на оправке и прижатие ее к бурту обеспечивается только за счет закова концов заготовки на концах оправки. Это не гарантирует постоянное прижатие заготовки к бурту оправки и отсутствие ее сползания с оправки, особенно при холодной ковке, при которой во время ковки диаметр деформируемой полой заготовки увеличивается по отношению к диаметру оправки. При этом в применяемом устройстве отсутствует механизм съема готового полого профиля с оправки. Нестабильное положение полой заготовки на оправке не обеспечивает возможность получения готовых полых профилей с требуемыми размерами поперечного сечения. Отсутствие механизма съема готового полого профиля с оправки требует применения дополнительных технологических операций и устройств.
Наиболее близким по технической сущности и достигаемому эффекту является устройство для радиальной ковки полых профилей на оправке [Радюченко Ю.С. Ротационное обжатие. «Машиностроение», 1972, с. 99-100], включающее оправку, одним концом закрепленную в подающем манипуляторе, упор-съемник, охватывающий оправку и установленный подвижно относительно нее, неподвижный относительно оправки упор-центрователь, закрепленный одним концом в тянущем манипуляторе, а другим концом связанный своей охватывающей поверхностью с охватываемой поверхностью другого конца оправки.
Применение такого устройства для радиальной ковки полых профилей на оправке позволяет получать полые профили с требуемыми размерами поперечного сечения, а также обеспечивает съем готового полого профиля с оправки.
Однако устройство для радиальной ковки полых профилей, принятое в качестве прототипа, требует использования специального привода для осуществления во время деформации полой заготовки перемещение ее конца со скоростью, соответствующей скорости удлинения полой заготовки, при обеспечении постоянного прижатия другого ее конца к упору-центрователю. Также требуется применение специального привода для осуществления съема готового полого профиля с оправки. Все это усложняет конструкцию устройства для радиальной ковки полых профилей на оправке.
Кроме того в данном устройстве охватываемая и охватывающая поверхности конца оправки и упора-центрователя выполнены цилиндрическими, что усложняет вхождение этих поверхностей друг в друга случае их несоосности перед соединением. Для возможности вхождения указанных поверхностей друг в друга необходимо обеспечение достаточно большого зазора между ними. При большом зазоре между охватываемой и охватывающей поверхностями конца оправки и упора-центрователя не обеспечивается их прижатие друг к другу и надежная передача крутящего момента от тянущего манипулятора к оправке и деформируемой полой заготовке. Это необходимо для поворота деформируемой полой заготовки при осуществлении радиальной ковки. При невыполнении режима поворота полой заготовки нарушается технологический режим радиальной ковки и снижается качество готовых полых профилей.
Таким образом, основным недостатками устройства для радиальной ковки полых профилей на оправке согласно прототипу являются сложность его конструкции и низкое качество готовых полых профилей.
Задачей изобретения является упрощение конструкции устройства для радиальной ковки полых профилей на оправке и повышение качества готовых полых профилей.
Поставленная задача достигается тем, что в заявляемом устройстве для получения полых профилей радиальной ковкой полых заготовок на радиально-ковочной машине, имеющей подающий и тянущий манипуляторы, содержащее оправку, выполненную с возможностью закрепления одним концом в подающем манипуляторе радиально-ковочной машины, упор-съемник, установленный на оправке с возможностью контакта с торцем полой заготовки и перемещения относительно оправки, и упор-центрователь, выполненный с возможностью закрепления одним концом в тянущем манипуляторе радиально-ковочной машины и имеющий на другом конце охватывающую поверхность, прилегающую к охватываемой поверхности, выполненной на другом конце оправки, согласно изобретению, упор-съемник выполнен в виде сжимающегося демпфера, оправка со стороны конца, имеющего возможность закрепления в подающем манипуляторе, выполнена с ограничителем перемещения упора-съемника, а охватываемая поверхность оправки и охватывающая поверхность упора-центрователя выполнены коническими.
Применение упора-съемника в виде сжимающегося демпфера устраняет необходимость применения специального привода, осуществляющего во время деформации полой заготовки перемещение упора-съемника со скоростью, соответствующей скорости удлинения полой заготовки, а также съем готового полого профиля с оправки, что упрощает конструкцию устройства для радиальной ковки полых профилей на оправке.
Снабжение оправки ограничителем перемещения упора-съемника в виде сжимающего демпфера обеспечивает при деформации полого изделия сжатие демпфера и накопление в нем усилия для последующего снятия готового полого профиля с оправки. При этом не требуется применение специального привода для осуществления перемещения упора-съемника со скоростью удлиняющегося конца деформируемой полой заготовки и съема готового полого профиля с оправки. После получения готового полого профиля сжатый демпфер воздействует на его торец и снимает его с оправки. Наличие максимального усилия, накопленного в демпфере, в
начальный момент снятия готового полого профиля с оправки особенно важно при применении оправки с конической рабочей поверхностью.
Выполнение коническими охватываемой и охватывающей поверхностей конца оправки и упора-центрователя позволяет им свободно входить друг в друга в случае их несоосности перед соединением и обеспечивает плотное прижатие конических поверхностей друг к другу за счет действия продольного усилия, передаваемого от сжимающегося демпфера на деформируемую полую заготовку, а от нее на оправку. Это позволяет передавать вращение от тянущего манипулятора через упор-центрователь к оправке и деформируемой полой заготовке. Поворот деформируемой полой заготовки обеспечивает выполнение технологического процесса радиальной ковки в заданном технологическом режиме, что повышает качество готовых полых профилей.
Таким образом, применение предлагаемого устройства для радиальной ковки полых профилей на оправке упрощает его конструкцию и повышает качество готовых полых профилей.
Конкретное выполнение предлагаемого изобретения рассмотрено на примере радиальной ковки цилиндрической полой заготовки с получением готового полого профиля с внутренней конической поверхностью.
Предлагаемое изобретение проиллюстрировано на чертежах.
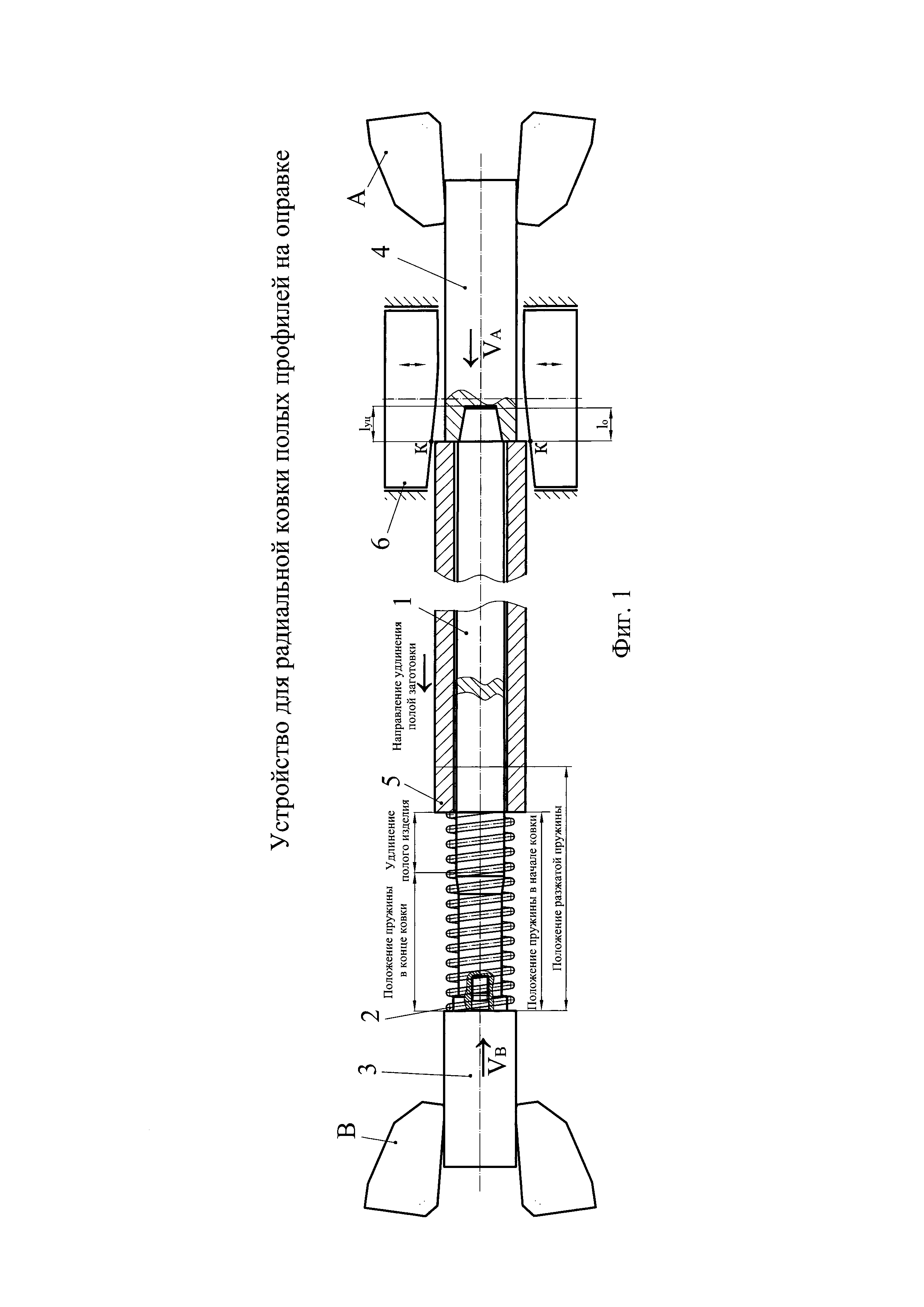
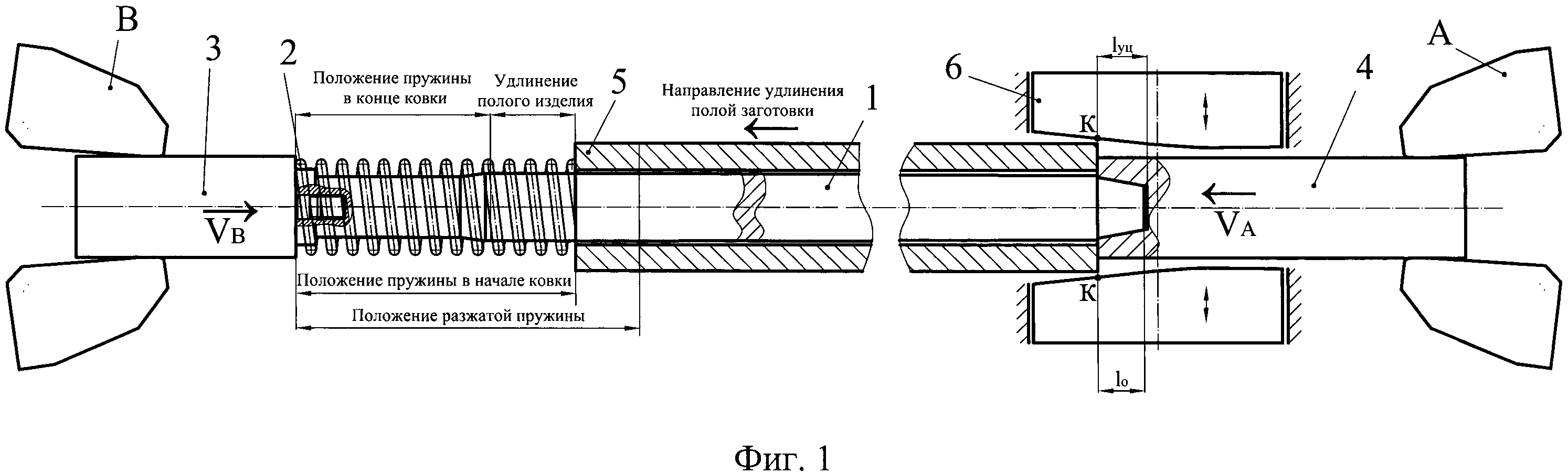
На фиг. 1 показан вид сбоку на устройство для радиальной ковки полых профилей на оправке перед началом ковки.
На фиг. 2 показан вид сбоку на устройство для радиальной ковки полых профилей на оправке в конце ковки.
Устройство для радиальной ковки полых профилей на оправке (фиг. 1, 2) содержит оправку 1 с конической рабочей поверхностью, упор-съемник 2, ограничитель 3 перемещения упора-съемника, упор-центрователь 4.
Упор-съемник 2, выполненный в рассматриваемом примере в виде винтовой цилиндрической пружины сжатия, охватывает оправку 1 и установлен подвижно относительно нее. Оправка 1 в рассматриваемом примере выполнена отдельно от ограничителя 3 перемещения упора-съемника и связана с ним одним концом резьбовым соединением. На другом конце оправки 1 выполнен наружный конус (охватываемая поверхность). На одном конце упора-центрователя 4 выполнен внутренний конус (охватывающая поверхность). Длина l0 конуса на конце оправки 1 выполнена меньше длины lуп конуса упора-центрователя 4 для обеспечения плотного прилегания указанных конических поверхностей. Возможен вариант, при котором на конце оправки 1 выполняется внутренний конус (охватывающая поверхность), а на конце упора-центрователя 4 выполняется наружный конус (охватываемая поверхность).
Упор-центрователь 4 выполняет роль центрователя оправки 1 и упора для деформируемой полой заготовки 5.
Работа устройства для радиальной ковки полых профилей на оправке осуществляется следующим образом.
Губками подающего манипулятор В зажимается ограничитель 3 перемещения упора-съемника 2 вместе с предварительно соединенной с ним резьбовым соединением оправкой 1. На оправку 1 наносится густая смазка, на нее сначала одевается упор-съемник 2, роль которого в рассматриваемом примере выполняет винтовая цилиндрическая пружина сжатия, а затем полая заготовка 5. Далее губками тянущего манипулятоа А зажимается один конец упора-центрователя 4. Затем включаются в транспортном режиме приводы поступательного движения манипуляторов А и В и они перемещаются навстречу друг к другу. Манипулятор А останавливается в положении, при котором торцевая поверхность упора-центрователя 4 со стороны его конца с охватывающей конической поверхностью оказывается за плоскостью начала обжимного участка бойков 6 (т. К). Манипулятор В останавливается после упора охватываемой конической поверхности конца оправки 1 в охватывающую коническую поверхность упора-центрователя 4, как это показано на фиг. 1. При этом винтовая цилиндрическая пружина сжатия (упор съемник 2) сначала своими торцами входит в контакт с ограничителем 3 перемещения упора-съемника и с торцем полой заготовки 5, а затем сжимается в положение, обозначенное на фиг. 1, как «положение пружины в начале ковки». В это время от винтовой цилиндрической пружины сжатия (упор-съемник 2) на полую заготовку 5 действует усилие предварительного сжатия, обеспечивающее прижатие полой заготовки 5 к упору-центрователю 4.
Далее включаются приводы вращения манипуляторов А и В с одинаковой частотой вращения, а также приводы их поступательного перемещения в режиме ковки, обеспечивая их движение в направлении, показанном стрелками на фиг.2, с равными скоростями VA=VB. При деформации полой заготовки 5 путем возвратно-поступательного перемещения бойков 6 (показано вертикальными стрелками на фиг. 2) происходит ее удлинение и конец винтовой цилиндрической пружины сжатия (упор-съемник 2), контактирующий с торцом деформируемой полой заготовки 5, перемещается в направлении ее удлинения со скоростью, соответствующей скорости ее удлинения. При этом усилие от винтовой цилиндрической пружины сжатия (упора-съемника 2) на деформируемую полую заготовку 5 увеличивается. Для выполнения требований технологии радиальной ковки осуществляется вращение деформируемой полой заготовки 5. Это надежно обеспечивается за счет постоянного плотного прижатия друг к другу охватываемой и охватывающей конических поверхностей конца оправки 1 и упора-центрователя 4, а также торцев полой заготовки 5 с упором-центрователем 4 и с ограничителем 3 перемещения упора-съемника через винтовую цилиндрическую пружину сжатия (упор-съемник 2). Благодаря этому вращение от манипулятора А передается через упор-центрователь 4 к оправке 1 и к деформируемой полой заготовке 5, а вращение от манипулятора В передается к полой заготовке 5 через ограничитель 3 перемещения упора-съемника и винтовую цилиндрическую пружину сжатия (упор-съемник 2). Выполнение требований технологии радиальной ковки обеспечивает высокое качество получаемых готовых полых профилей.
Получение готового полого профиля в зависимости от силовых условий радиальной ковки может осуществляться за один или несколько проходов.
После получения готового полого профиля зазор между бойками 6 увеличивают. Манипулятор А вместе с упором-центрователем 4 отводится от оправки 1 и готового полого профиля 7 (на рисунках не показано). С помощью винтовой цилиндрической пружины сжатия (упора-съемника 2) готовый полый профиль 7 снимается с оправки 1 путем его перемещения вдоль нее на величину сжатия винтовой цилиндрической пружины сжатия (упора-съемника 2). Далее готовый полый профиль 7 захватывается специальным грейфером радиально-ковочной машины (на рисунках не показано). Оправка 1 манипулятором В выводится из готового полого профиля 7. На этом заканчивается технологический цикл получения из полой заготовки 5 готового полого профиля 7 с требуемыми размерами поперечного сечения.
Благодаря тому, что винтовая цилиндрическая пружина сжатия (упор съемник 2) во время деформации полой заготовки 5 без применения специальный механизмов обеспечивает перемещение упора-съемника 2 со скоростью, соответствующей скорости удлинения полой заготовки 5, а также выполняет съем готового полого профиля 7 с оправки 1, упрощается конструкция устройства для радиальной ковки полых профилей на оправке.
При выборе параметров винтовой цилиндрической пружины сжатия (упора съемника 2) использовался следующий алгоритм:
- вычислено требуемое усилие снятия готового полого профиля с оправки;
- назначен внутренний диаметр винтовой цилиндрической пружины сжатия, который должен незначительно превышать максимальный диаметр оправки;
- назначен наружный диаметр винтовой цилиндрической пружины сжатия, который должен быть меньше наружного диаметра готового полого профиля;
- вычислено удлинение полой заготовки, которое определяет рабочий ход винтовой цилиндрической пружины и усилие, действующее на нее, которое должно превышать требуемое усилие снятия готового полого профиля с оправки;
- назначено усилие предварительного сжатия винтовой цилиндрической пружины, которое обеспечивает требуемое начальное усилие прижатия полой заготовки к упору-центрователю;
- по определенным выше параметрам по ГОСТ 13768-86 выбрана винтовая цилиндрическая пружина сжатия.
Описанные условиям работы устройства для радиальной ковки полых профилей на оправке подтверждают его эффективность, а именно, упрощение его конструкции и повышение качества готовых полых профилей.
Разработаны рабочие чертежи деталей устройства для радиальной ковки полых профилей на оправке, выполнено их изготовления, проведены опытно-промышленные испытания, получена опытная партия готовых полых конических профилей.
Устройство для получения полых профилей радиальной ковкой полых заготовок на радиально-ковочной машине, имеющей подающий и тянущий манипуляторы, содержащее оправку, выполненную с возможностью закрепления одним концом в подающем манипуляторе радиально-ковочной машины, упор-съемник, установленный на оправке с возможностью контакта с торцом полой заготовки и перемещения относительно оправки, и упор-центрователь, выполненный с возможностью закрепления одним концом в тянущем манипуляторе радиально-ковочной машины и имеющий на другом конце охватывающую поверхность, прилегающую к охватываемой поверхности, выполненной на другом конце оправки, отличающееся тем, что упор-съемник выполнен в виде сжимающегося демпфера, оправка со стороны конца, имеющего возможность закрепления в подающем манипуляторе, выполнена с ограничителем перемещения упора-съемника, а охватываемая поверхность оправки и охватывающая поверхность упора-центрователя выполнены коническими.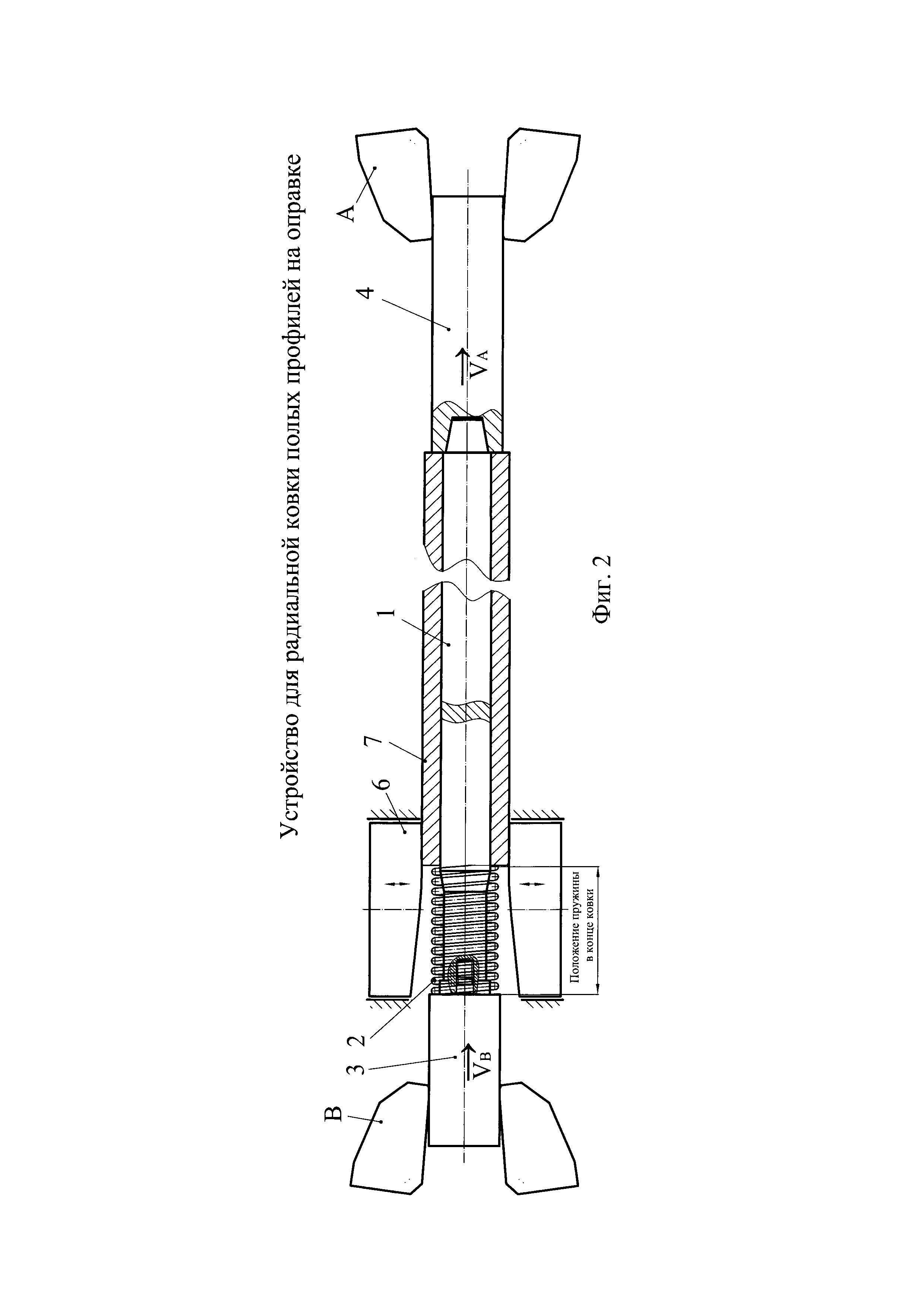
Устройство для получения минеральной ваты
Способ производства минераловатных изделий
Способ производства минераловатных изделий
Способ шаговой прокатки
Способ радиальной ковки
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Центрователь
Способ радиальной ковки
Способ шаговой прокатки
Способ радиальной ковки
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Центрователь
Способ радиальной ковки
Роликовый центрователь
Способ радиальной ковки шестигранных полых профилей
Способ радиальной ковки полосовых профилей

