Результат интеллектуальной деятельности: СПОСОБ РАДИАЛЬНОЙ КОВКИ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, а именно к способам радиальной ковки.
Известен способ многопроходной реверсивной радиальной ковки одновременно двумя взаимно перпендикулярными парами двухзаходных бойков /Ю.П. Ковтенюк, И.А. Поспелов и др. Освоение технологии радиальной ковки полосы из стали ДИ-32 // Кузнечно-штамповочное производство. 1986, №12. С.2-3/, применяемый для получения полосовых заготовок (далее будем называть их просто заготовкой).
При этом способе на заготовке одна пара бойков при ковке в каждом проходе образует две зоны деформации - обжимную совмещенную с калибрующей и калибрующую, а другая пара бойков одну зону деформации - обжимную совмещенную с калибрующей. Применение такой схемы деформации заготовки способствует уменьшению ее кривизны (серповидности), образующейся из-за несимметричных условий деформации. Уменьшение кривизны (серповидности) заготовки достигается путем правки изгибом за счет ее удержания силами трения парой бойков, образующих одну зону деформации, и одновременного воздействия на нее в перпендикулярной плоскости парой бойков, образующих две зоны деформации. Благодаря этому на заготовку осуществляется воздействие в трех точках, проводящее к действию на заготовку в плоскости образования на ней двух зон деформации изгибающего момента. Это способствует уменьшению кривизны (серповидности) получаемой заготовки. При этом зоны деформации, образованные одной парой бойков, расположены на заготовке в шахматном порядке по отношению к зоне деформации, образованной другой парой бойков.
Недостатком этого способа является действие на заготовку изгибающего момента, проводящее к уменьшению ее кривизны, только в одной плоскости. При этом правка в плоскости действия на заготовку двух зон деформации осуществляется не в полной мере в связи с тем, что удержание заготовки бойками, образующими одну зону деформации, осуществляется только силами трения между заготовкой и рабочей поверхностью этих бойков. Из-за этого заготовка может смещаться с оси ковки вдоль рабочей поверхности указанных бойков в сторону одного из бойкой, образующих две зоны деформации, что нарушает трехопорную схему правки, необходимую, как известно, для правки изгибом. Это снижает качество заготовки по параметру кривизны. Следует отметить, что ковка искривленной заготовки в следующем проходе практически невозможна из-за упора переднего конца заготовки в торцевую поверхность бойка.
Таким образом, недостатком указанного аналога является возможность правки заготовки только в одной плоскости при низком ее качестве, что не обеспечивает качество получаемой заготовки по параметру кривизны.
Наиболее близким к предлагаемому решению по технической сущности и достигаемому эффекту является способ многопроходной реверсивной радиальной ковки одновременно двумя взаимно перпендикулярными парами двухзаходных бойков /Ковка на радиально-обжимных машинах. В.А. Тюрин, В.А. Лазоркин, И.А. Поспелов и др. - М.: Машиностроение, 1990. - с.26/, /Инструкция по эксплуатации. ГФМ Гмбх, Австрия, Эннсерштр. 14, А-4403 Штайр, Австрия. E-Mail: Office@gfm.at, Web: www.gfm.at/.
При этом способе радиальной ковки каждая пара бойков при ковке образует на заготовке в каждом проходе последовательно вдоль оси ковки две зоны деформации. Первая вдоль оси ковки зона деформации - обжимная совмещенная с калибрующей. Вторая вдоль оси ковки зона деформации - калибрующая. Указанные зоны деформации, образованные одной парой бойков, расположены вдоль оси ковки в шахматном порядке по отношению к зонам деформации, образованным другой парой бойков.
Применение такого способа ковки одновременно с деформацией заготовки позволяет осуществлять устранение ее кривизны, образующейся из-за несимметричных условий деформации заготовки, путем правки изгибом в двух взаимно перпендикулярных плоскостях.
Однако этим способом невозможно обеспечить качество правки. Это связано с тем, что при правке заготовки изгибом в одной плоскости при воздействии на заготовку двух зон деформации одной пары бойков ее удержание в зонах деформации, образованных второй парой бойков, осуществляется только силами трения между заготовкой и рабочей поверхностью этих бойков. В связи с этим заготовка может смещаться с оси ковки вдоль рабочей поверхности второй пары бойков, что нарушает требуемую, как известно, для осуществления правки изгибом трехопорную схему. Задача переднего конца искривленной заготовки в бойки в следующем проходе практически невозможна из-за его упора в торцевую часть бойка.
Таким образом, основным недостатком данного способа является низкое качество получаемых заготовок по параметру их кривизны.
Задачей изобретения является повышение качества получаемых заготовок.
Поставленная задача достигается тем, что в заявляемом способе многопроходной реверсивной радиальной ковки одновременно двумя взаимно перпендикулярными парами двухзаходных бойков с образованием на заготовке в каждом проходе последовательно вдоль оси ковки совмещенных обжимной с калибрующей зон деформации и калибрующих зон деформации, при котором зоны деформации, образованные одной парой бойков, расположены вдоль оси ковки в шахматном порядке по отношению к зонам деформации, образованным другой парой бойков, согласно изобретению каждая пара бойков образует на заготовке дополнительную калибрующую зону деформации, которую располагают между совмещенной обжимной с калибрующей зоной деформации и калибрующей зоной деформации.
Образование на заготовке каждой парой бойков дополнительной калибрующей зоны деформации обеспечивает не только повышение качества геометрических размеров поперечного сечения заготовки, но и осуществление одновременно с деформацией заготовки выполнение ее правки изгибом в двух взаимно перпендикулярных плоскостях при создании в каждой плоскости необходимой для правки изгибом трехопорной схемы. Этим обеспечивается повышение качества получаемых заготовок по параметру кривизны.
Расположение дополнительной калибрующей зоны деформации между совмещенной обжимной с калибрующей зоной деформации и калибрующей зоной деформации при деформации каждой парой бойков не нарушает режим реверсивной радиальной ковки, при котором деформация заготовки двумя парами двухзаходных бойков осуществляется при ее перемещении как в прямом, так и обратном направлениях.
Расположение дополнительных калибрующих зон, не нарушая шахматного порядка их расположения на заготовке, позволяет выполнять одновременную деформацию заготовки двумя парами бойков без возможного образования заусенцев (усов) на заготовке между взаимно перпендикулярными парами бойков.
Следовательно, предложенный согласно изобретению способ позволяет одновременно осуществлять уменьшение размеров поперечного сечения заготовки путем ее пластической деформации и правку заготовки изгибом в двух взаимно перпендикулярных плоскостях при обеспечении режима ковки заготовки двумя взаимно перпендикулярными парами бойков с ее перемещением в прямом и обратном направлениях вдоль оси ковки.
Таким образом, применение предложенного способа радиальной ковки позволяет существенно повысить качество получаемых заготовок.
Предложенный способ радиальной ковки проиллюстрирован на чертежах.
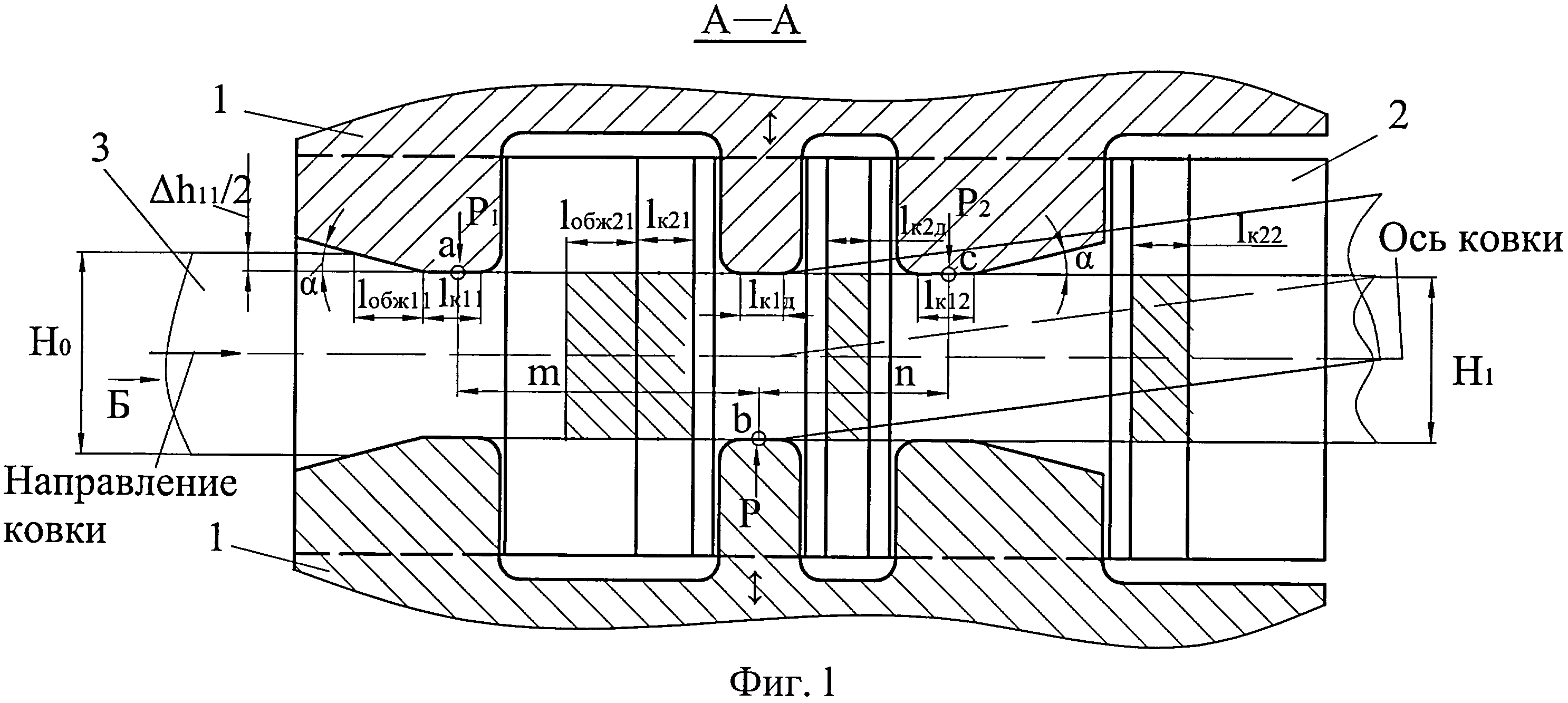
На фиг.1 показан разрез А-А вдоль оси ковки на деформируемую заготовку, продольное сечение пары бойков, расположенной горизонтально, боек вертикальной пары и зоны деформации, образованные вертикальной парой бойков в одном проходе.
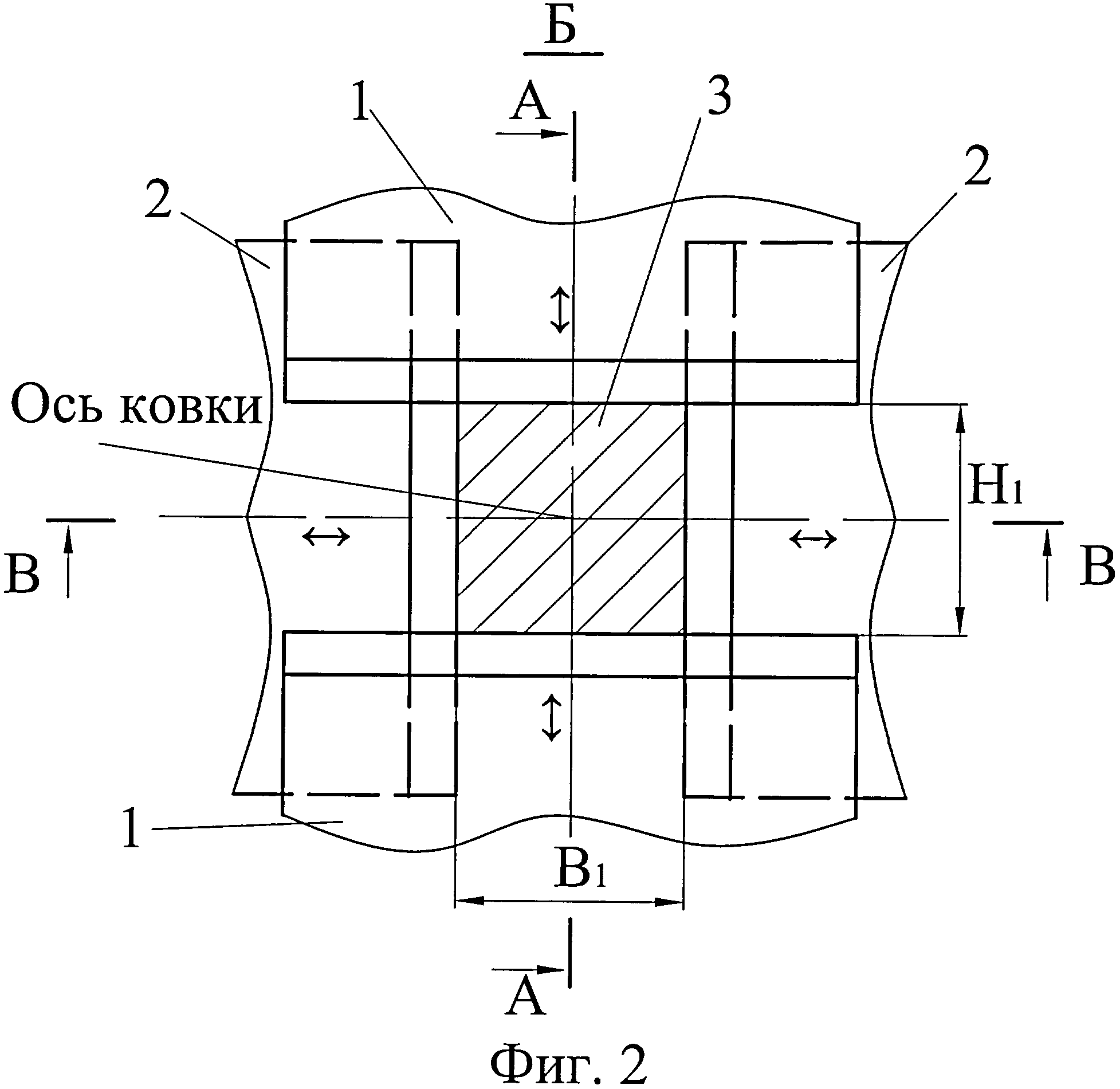
На фиг.2 показан вид Б на взаимно перпендикулярные пары бойков и поперечное сечение заготовки.
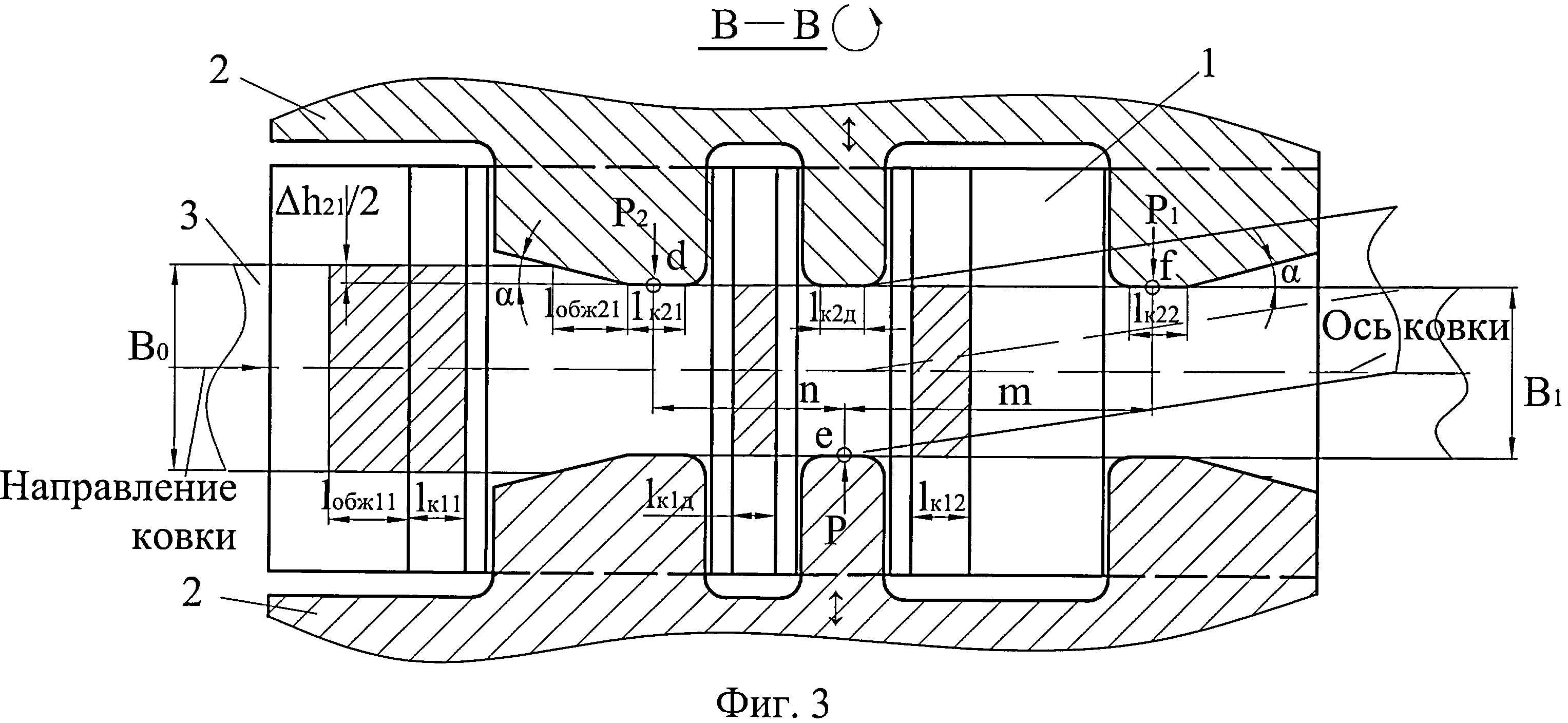
На фиг.3 показан повернутый разрез В-В вдоль оси ковки на деформируемую заготовку, продольное сечение пары бойков, расположенной вертикально, боек горизонтальной пары и зоны деформации, образованные горизонтальной парой бойков в одном проходе.
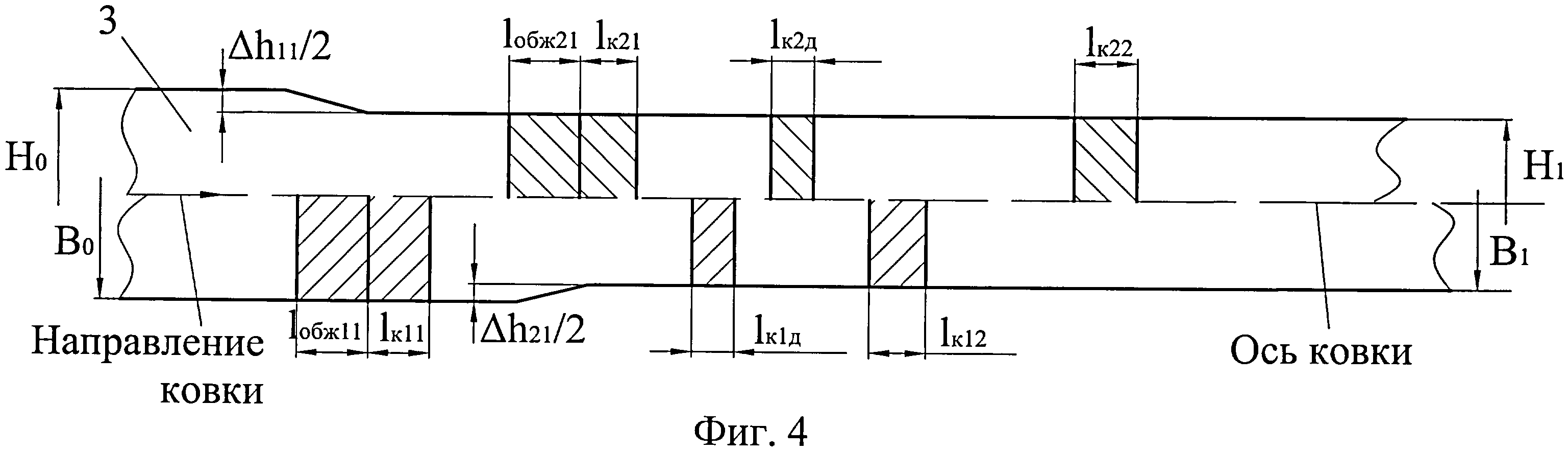
На фиг.4 показана заготовка вдоль оси ковки с зонами деформации, образованными горизонтальной и вертикальной парами бойков, в одном проходе.
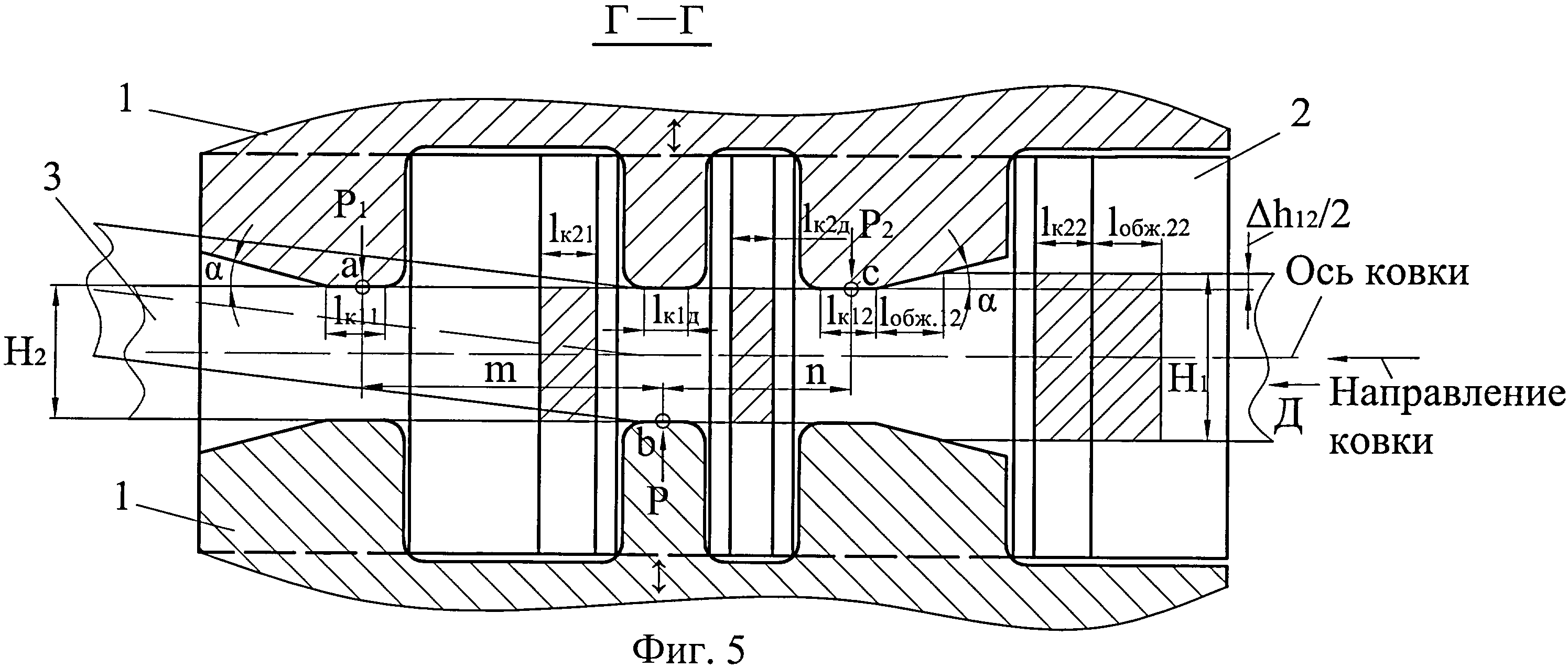
На фиг.5 показан разрез Г-Г вдоль оси ковки на деформируемую заготовку, продольное сечение пары бойков, расположенной горизонтально, боек вертикальной пары и зоны деформации, образованные вертикальной парой бойков в следующем обратном проходе.
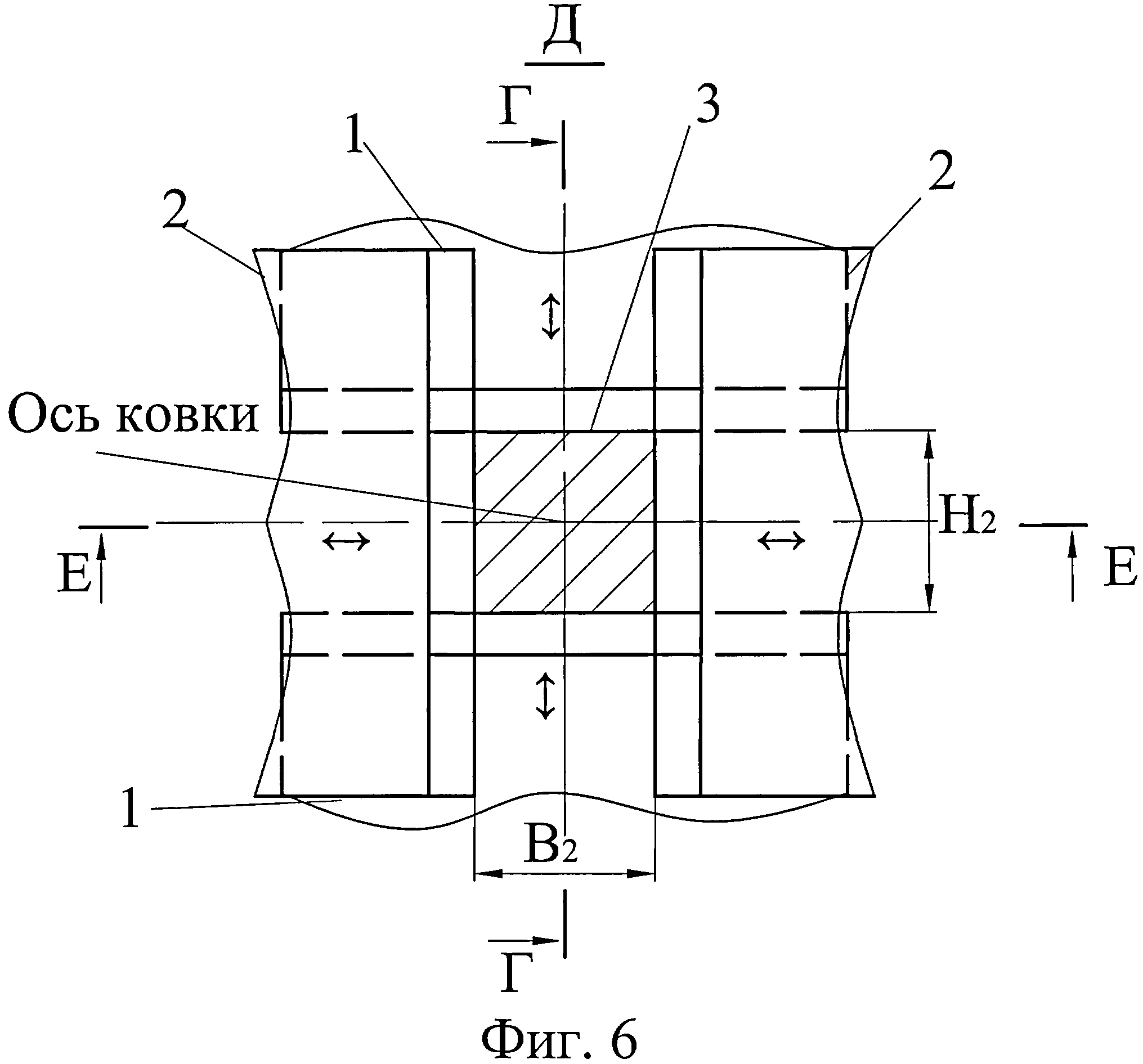
На фиг.6 показан вид Д на взаимно перпендикулярные пары бойков и поперечное сечение заготовки в следующем обратном проходе.
На фиг.7 показан повернутый разрез Е-Е вдоль оси ковки на деформируемую заготовку, продольное сечение пары бойков, расположенной вертикально, боек горизонтальной пары и зоны деформации, образованные горизонтальной парой бойков в следующем обратном проходе.
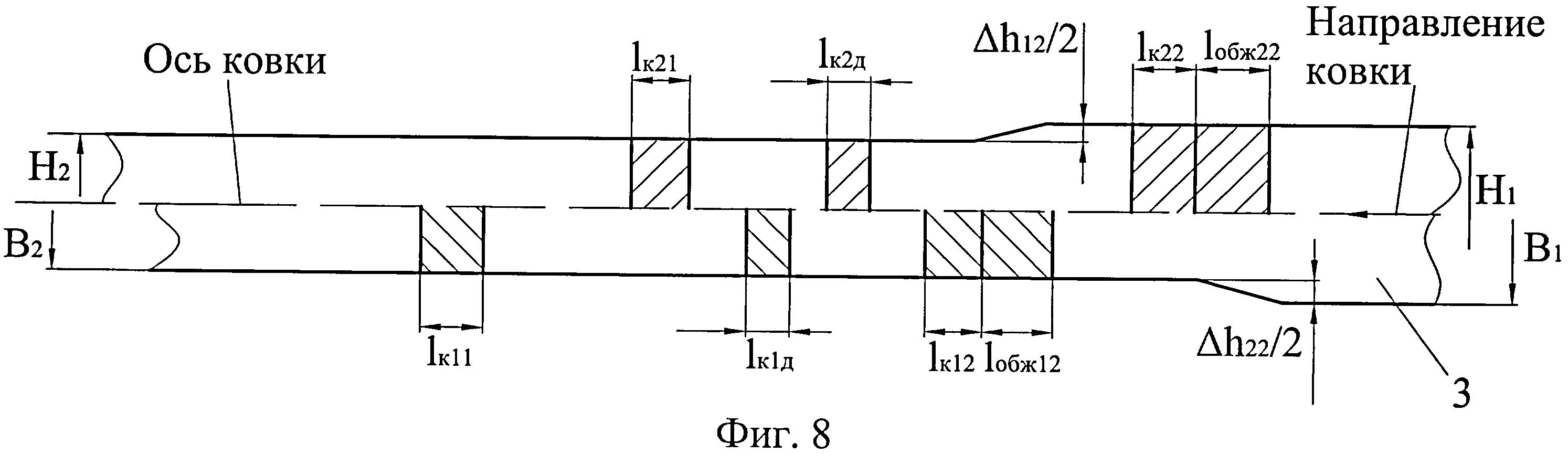
На фиг.8 показана заготовка вдоль оси ковки с зонами деформации, образованными горизонтальной и вертикальной парами бойков, в следующем обратном проходе.
С использованием фиг.1…8 рассмотрим технологию радиальной ковки с применением предложенного способа.
Радиальная ковка осуществляется двумя парами взаимно перпендикулярных двухзаходных бойков (фиг.1-3, 5-7). В рассматриваемом примере одна пара бойков 1 расположена горизонтально, вторая пара бойков 2 расположена вертикально. Каждый боек имеет три рабочие поверхности. Две крайние рабочие поверхности каждого бойка выполнены наклонно под углом α к оси ковки и предназначены для обжатия заготовки (уменьшения ее поперечного сечения). Далее будем называть их обжимными поверхностями. Совмещенные с ними рабочие поверхности выполнены параллельно оси ковки. Они предназначены для осуществления калибровки размеров поперечного сечения заготовки после ее деформации обжимными поверхностями и перемещения заготовки в направлении ковки вдоль оси ковки. Далее будем называть эти поверхности калибрующими. Такое размещение рабочих поверхностей на бойках позволяет осуществлять деформацию заготовки как при прямом, так при обратном перемещении заготовки, т.е. в реверсивном режиме. Между указанными рабочими поверхностями на бойках каждой пары выполнена третья рабочая поверхность, параллельная оси ковки. Она выполняет функции дополнительной калибрующей поверхности, а также в случае искривления заготовки при несимметричных условиях ее деформации создает совместно с двумя другими рабочими поверхностями бойка трехопорную схему ее правки. Для возможности одновременной деформации заготовки двумя взаимно перпендикулярными парами бойков их конструкция выполнена по принципу выступ-паз. При возвратно-поступательном перемещении бойков выступы одной пары бойков входят в пазы другой пары бойков.
Рассмотрим процесс деформации заготовки в два прохода.
Первый проход иллюстрируют фиг.1-4. Второй проход иллюстрируют фиг.5-8.
В первом проходе заготовка 3 высотой H0 и шириной B0 задается в бойки в направлении ковки вдоль оси ковки и деформируется одновременно парой горизонтальных 1 и парой вертикальных бойков 2. Первые по ходу ковки обжимные поверхности бойков 1 и 2 (фиг.1-3) за счет их возвратно-поступательного перемещения в вертикальной и горизонтальной плоскостях (показано двойными горизонтальными и вертикальными стрелками) осуществляют обжатие заготовки на величину Δh11, Δh21 и ее калибровку. При этом на горизонтальных и вертикальных поверхностях заготовки 3 образуются по три зоны деформации (фиг.1, 3, 4). Вертикальными бойками 2 образуется совмещенная обжимная и калибрующая зона деформации длиной соответственно lобж21 и lк21, дополнительная калибрующая зона деформации длиной lк2д и калибрующая зона деформации длиной lк22 (фиг.1, 4). Горизонтальными бойками 1 образуются совмещенная обжимная и калибрующая зона деформации длиной соответственно lобж11 и lк11, дополнительная калибрующая зона деформации длиной lк1д и калибрующая зона деформации длиной lк12 (фиг.3, 4). В результате деформации в данном проходе получается заготовка 3 высотой H1 и шириной B1.
Для возможности осуществления ковки одновременно двумя взаимно перпендикулярными парами бойков 1, 2 без образования заусенцев, в случае невыполнения известного «правила вписанных фигур», зона деформации длиной lобж21 совместно с lк21 и зоны деформации длиной lк2д и lк22, образованные вертикальной парой бойков 2, расположены в шахматном порядке по отношению к зоне деформации длиной lобж11 совместно с lк11 и зонам деформации длиной lк1д и lк12, образованным горизонтальной парой бойков 1 (фиг.4).
При искривлении получаемой заготовки 3 с поперечным сечением H1, B1 одновременно с деформацией заготовки 3 осуществляется ее правка изгибом в двух плоскостях путем воздействия на заготовку сил P, P1 и P2, в точках b, a, c (фиг.1) и в точках e, f, d (фиг.3). Плечи приложения сил P, P1 и P2 для правки заготовки равны m и n.
Во втором проходе заготовка 3 высотой H1 и шириной B1 задается в бойки в направлении ковки вдоль оси ковки и деформируется одновременно парой горизонтальных бойков 1 и парой вертикальных бойков 2. Первые по ходу ковки обжимные поверхности бойков 1 и 2 (фиг.5-7) за счет их возвратно-поступательного перемещения в вертикальной и горизонтальной плоскостях (показано двойными горизонтальными и вертикальными стрелками) осуществляют обжатие заготовки на величину Δh12, Δh22 и ее калибровку. При этом на горизонтальных и вертикальных поверхностях заготовки образуются по три зоны деформации (фиг.5, 7, 8). Вертикальными бойками 2 образуется совмещенная обжимная и калибрующая зона деформации длиной соответственно lобж22 и lк22, дополнительная калибрующая зона деформации длиной lк2д и калибрующая зона деформации длиной lк21 (фиг.5, 8). Горизонтальными бойками 1 образуются совмещенная обжимная и калибрующая зона деформации длиной соответственно lобж12 и lк12, дополнительная калибрующая зона деформации длиной lк1д и калибрующая зона деформации длиной lк11 (фиг.7, 8). В результате деформации в данном проходе получается заготовка 3 высотой H2 и шириной B2.
Для возможности осуществления ковки одновременно двумя взаимно перпендикулярными парами бойков 1, 2 без образования заусенцев, в случае невыполнения известного «правила вписанных фигур», зона деформации длиной lобж22 совместно с lк22 и зоны деформации длиной lк2д и lк21, образованные вертикальной парой бойков 2, расположены в шахматном порядке по отношению к зоне деформации длиной lобж12 совместно с lк12 и зонам деформации длиной lк1д и lк11, образованным горизонтальной парой бойков 1 (фиг.8).
При искривлении получаемой заготовки 3 с поперечным сечением H2, B2 одновременно с деформацией заготовки 3 осуществляется ее правка изгибом в двух плоскостях путем воздействия на заготовку сил P, P1 и P2, в точках b, a, c (фиг.5) и в точках e, f, d (фиг.7). Плечи приложения сил P, P1 и P2 для правки заготовки равны m и n.
В следующих проходах осуществление процессов ковки и правки аналогично описанным двум проходам.
Для осуществления правки заготовки без изменения поперечного сечения заготовки удельные усилия правки руд, действующие на единицу поверхности контакта дополнительного калибрующего участка, не должны превышать предел текучести металла заготовки σт при температуре ее ковки и правки.
Для выполнения этого условия необходима определенная длина дополнительного калибрующего участка бойков.
Минимальная длина дополнительного калибрующего участка бойков может быть определена с использованием условных обозначений, приведенных на фиг.1, 3, 5, 7, из следующего известного соотношения /Машины и агрегаты металлургических заводов. В трех томах. Т.3. Машины и агрегаты для производства и отделки проката. Учебник для вузов. А.И. Целиков и др. - М.: Металлургия, 1981. с.306/, полученного из условия равенства моментов внешних и внутренних сил при правке. С учетом необходимости превышения внешних сил над внутренними силами для осуществления правки и с учетом разницы реакций сил P1, P2 в т. a, c, f и d данное условие в принятых обозначениях будет иметь вид

где Wп - пластический момент сопротивления сечения заготовки.
При правке заготовки согласно фиг.1 и 5

При правке заготовки согласно фиг.3 и 7

Усилие правки в свою очередь при правке согласно фиг.1, 5 равно

Усилие правки при правке согласно фиг.3, 7 равно

Подставляя соотношения (2), (4) в (1) и (3), (5) в (1), а также принимая равенство pуд=σT, после преобразований получим


Таким образом, при реализации предлагаемого способа осуществляется уменьшение площади поперечного сечения заготовки с одновременной ее дополнительной калибровкой и правкой изгибом. Это говорит о том, что применение предлагаемого способа обеспечивает получение заготовок высокого качества как по геометрическим размерам поперечного сечения, так и по параметру кривизны.
Рассмотрим реализацию предложенного способа радиальной ковки на радиально-ковочной машине (РКМ) модели SKK-14 фирмы GFM, работающей на одном из предприятий г.Челябинска, при осуществлении горячей ковки квадратной заготовки H2=40 мм, B2=40 мм из исходной заготовки H0=60 мм, B0=60 мм. Материал - сталь инструментальная быстрорежущая P18. Обжатия заготовки приняты Δh11=Δh21=Δh12=Δh22=10 мм. Тогда H1=50 мм, B1=50 мм.
Приняты следующие параметры бойков: α=12 град, lк11=lк12=lк21=lк22=16 мм. С учетом условий деформации и геометрии бойков принято m=75 мм, n=45 мм.
Минимальные длины дополнительных калибрующих зон определены с использованием соотношений (6) и (7). После вычислений получено для первого прохода lк1д=lк2д≥22,2 мм, для второго прохода lк1д=lк2д≥14,2 мм. Для осуществления правки заготовок в двух проходах следует принять длину дополнительной калибрующей зоны, обеспечивающей правку заготовки без изменения ее поперечного сечения, превышающей 22,2 мм. Для практической реализации принята длина дополнительной калибрующей зоны равной 25 мм.
После разработки рабочих чертежей бойков с принятыми и рассчитанными основными параметрами, а также их изготовления предложенный способ радиальной ковки будет реализован в промышленных условиях на радиально-ковочной машине (РКМ) модели SKK-14.
Способ многопроходной реверсивной радиальной ковки, включающий деформирование заготовки одновременно двумя взаимно перпендикулярными парами двухзаходных бойков с образованием на заготовке в каждом проходе последовательно вдоль оси ковки каждой парой бойков обжимной зоны деформации, совмещенной с калибрующей, и калибрующей зоны деформации, причем указанные зоны деформации, образованные одной парой бойков, расположены вдоль оси ковки в шахматном порядке по отношению к зонам деформации, образованным другой парой бойков, отличающийся тем, что деформирование осуществляют с образованием на заготовке каждой парой бойков дополнительной калибрующей зоны деформации, которую располагают между обжимной зоной, совмещенной с калибрующей, и калибрующей зоной деформации.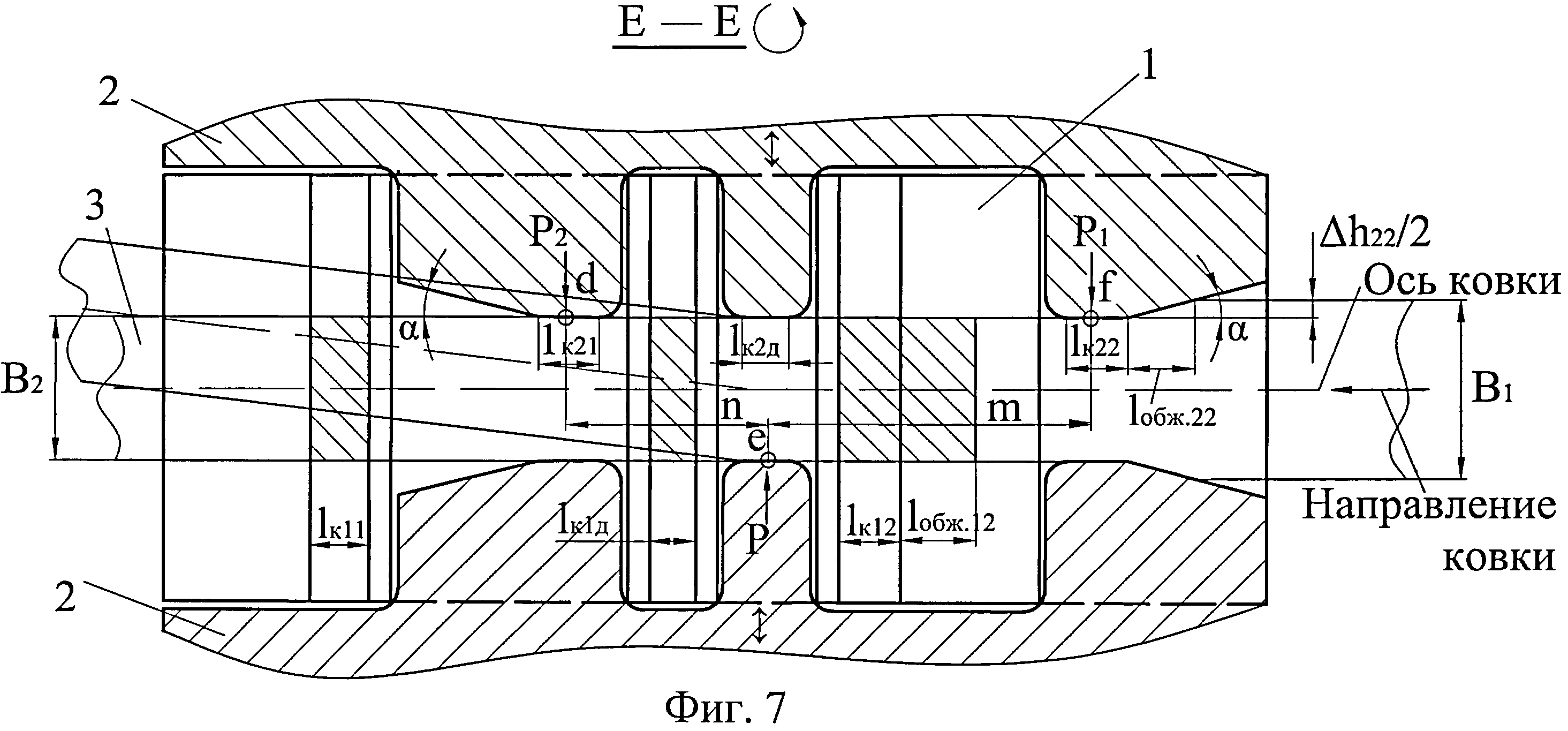
Устройство для получения минеральной ваты
Способ производства минераловатных изделий
Способ производства минераловатных изделий
Способ шаговой прокатки
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Центрователь
Способ радиальной ковки
Роликовый центрователь
Способ шаговой прокатки
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Способ радиальной ковки шестигранных профилей
Центрователь
Способ радиальной ковки
Роликовый центрователь
Способ радиальной ковки шестигранных полых профилей
Способ радиальной ковки полосовых профилей
Устройство для поштучной подачи длинномерных заготовок

