Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ
Вид РИД
Изобретение
Известны устройства для контурного прессования полых изделий типа втулок из круглой древесной заготовки, включающие наружный формообразователь и соединенный с гидроцилиндром пуансон. Однако они не позволяют одновременно изготавливать стержень и втулку из кругляков древесины сплошного сечения.
Предлагаемое устройство устраняет этот недостаток. Достигается это тем, что внутри наружного формообразователя установлен внутренний, с режущей кромкой и конусообразной входной полостью. Внутренняя полость наружного формообразователя имеет переменное очертание с диаметром входного отверстия большим, чем диаметр выходного.
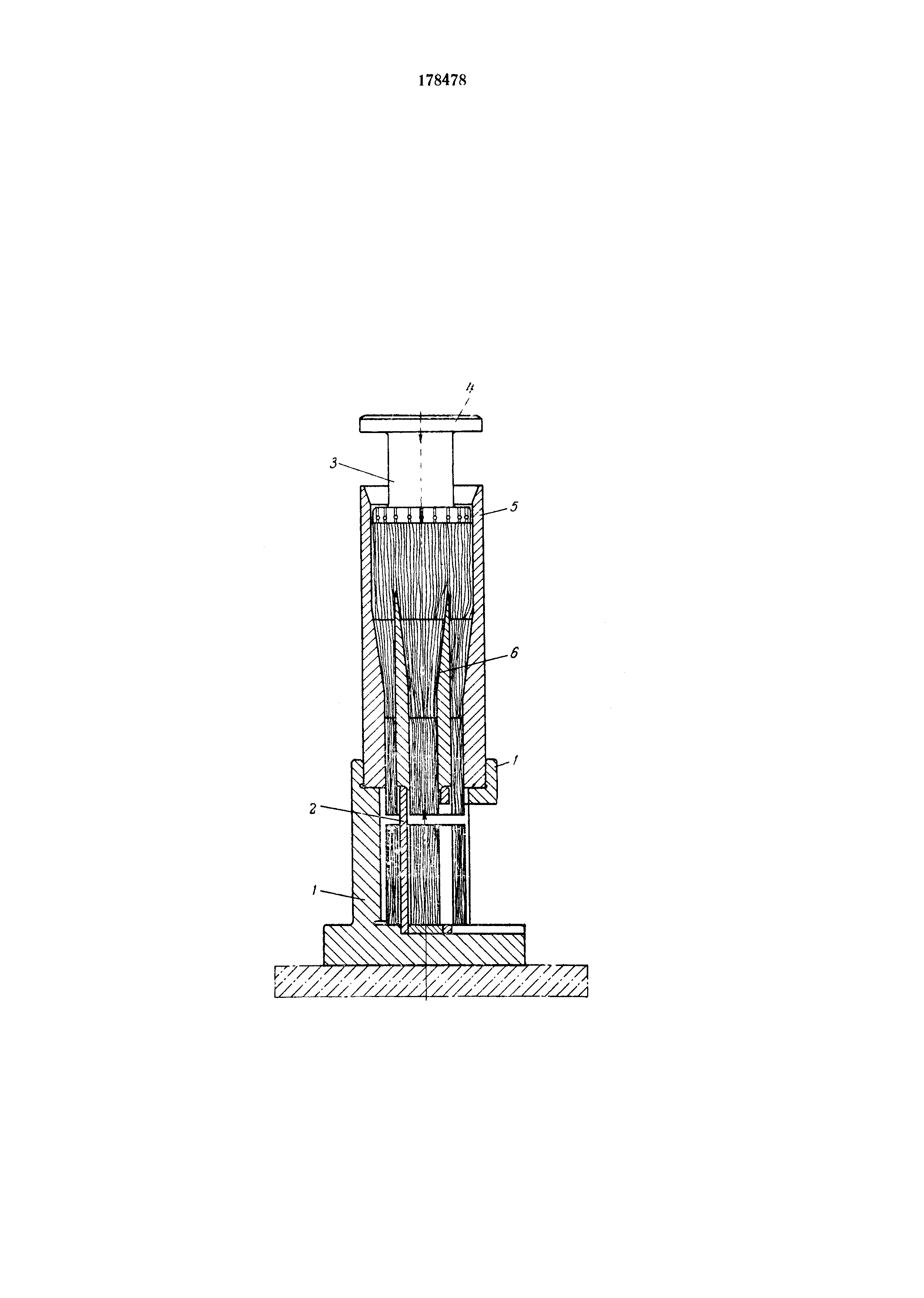
На чертеже изображено устройство в вертикальном разрезе.
Устройство включает наружную станину 1, внутреннюю 2, пуансон 3 и гидроцилиндр 4. Внутри наружного формообразователя 5 установлен внутренний 6 с режущей кромкой и конусообразной входной полостью.
Подготовленные соответствующим образом заготовки укладывают торцом в конусообразную входную полость наружного формообразователя 5. На верхнюю торцовую поверхность заготовки устанавливается пуансон 3, после чего включается гидроцилиндр 4. Под создавшимся давлением пуансон посылает заготовку в цилиндрическую часть формообразователя 5. Когда верхний фланец пуансона придет в соприкосновение с верхней торцовой поверхностью наружного формообразователя 5, нагрузка снимается, пуансон поднимается. Затем укладывают вторую заготовку, и процесс повторяется.
Таким образом, цикл пребывания заготовки в устройстве включает следующие периоды:
I период - подача заготовки через входную конусообразную полость формообразователя 5. При этом будут происходить: выкалывание исходной заготовки (стержня) с определенным диаметром, подпрессовка ее по наружному диаметру во внутреннем формообразователе 6, выкалывание исходной заготовки (втулки) с тем же внутренним диаметром, подрессовка ее по наружному контуру в конической части формообразователя 6 и калибровка по внутреннему диаметру до размера наружного диаметра формообразователя.
II период - повторение второй заготовкой первого периода для первой заготовки и дальнейшее проталкивание втулки и стержня из конической части формообразователя 6 в цилиндрическую его часть, где окончательно формируются втулка и стержень с определенной степенью прессования.
III период - повторение третьей заготовкой первого периода, перепрессовка вторых заготовок (втулки и стержня) из конической части формообразователя 6 в цилиндрическую, выпрессовка первых сформировавшихся втулки и стержня из цилиндрических, частей формообразователя в выходные отверстия. Диаметр выходного отверстия меньше диаметра входного отверстия.
Перед закладкой четвертой заготовки извлекают готовые спрессованные втулку и стержень.
Маслосистема газового турбокомпрессора

