Результат интеллектуальной деятельности: Способ получения износостойкого покрытия на поверхности титановой пластины
Вид РИД
Изобретение
Изобретение относится к технологии получения износостойких покрытий на титане с помощью энергии взрывчатых веществ (ВВ), а также лазерного излучения и может быть использовано при изготовлении материалов для пар трения, тормозных устройств и т.п.
Известен способ получения износостойких покрытий, при котором осуществляют сварку взрывом пластины из титана со стальной пластиной на режимах, обеспечивающих амплитуду волн в зоне соединения металлов, равную 0,18-0,37 мм. Сваренную заготовку нагревают до температуры 900-950°С и выдерживают при этой температуре в вакуумной печи 10-14 часов до образования в волнообразной зоне соединения титана и стали высокотвердой интерметаллидной диффузионной прослойки толщиной 160-300 мкм. После охлаждения заготовки вместе с печью ее дополнительно нагревают до температуры 930-950°С, выдерживают при этой температуре, после чего ее охлаждают в воде для отделения титана от стали по диффузионной прослойке с формированием при этом на титане и стали высокотвердых износостойких покрытий с регулярной волнообразной поверхностью. Указанный способ обеспечивает одновременное получение на титановой и стальной пластинах износостойких интерметаллидных покрытий с регулярной волнообразной поверхностью с заданной амплитудой шероховатостей поверхности. (Патент РФ №2350442, МПК В23К 20/08, опубл. 27.10.2008, бюл. №30).
Данный способ имеет невысокий технический уровень, что обусловлено наличием в его технологической схеме длительного высокотемпературного нагрева (10-14 часов), до температуры, достигающей 950°С, что приводит к значительному удорожанию получаемой продукции и к снижению прочностных свойств металлических слоев из-за процессов рекристаллизации. Кроме того, толщина получаемого покрытия на титановой пластине не превышает 0,2 мм, все это весьма ограничивает возможности применения данного способа при изготовлении материалов для тормозных устройств, пар трения и т.п.
Известен способ получения композиционного материала медь-титан, при котором составляют трехслойный пакет из чередующихся слоев меди и титана с симметричным расположением титановой пластины относительно медных, располагают на поверхностях медных пластин защитные металлические прослойки с зарядами взрывчатого вещества и осуществляют сварку взрывом полученной сборки путем одновременного взрыва зарядов взрывчатого вещества. После горячей прокатки сваренного трехслойного пакета производят разделку прокатанного пакета на мерные трехслойные заготовки, из которых составляют многослойный пакет под сварку взрывом из расположенных параллельно друг другу 3-8 трехслойных заготовок и медной пластины, располагают на поверхности верхней трехслойной заготовки защитную металлическую прослойку с зарядом взрывчатого вещества и осуществляют сварку взрывом многослойного пакета. Отжиг сваренной многослойной заготовки для образования сплошных интерметаллидных слоев из меди и титана проводят при температуре 850-860°С в течение 20-30 ч с последующим охлаждением на воздухе. В результате на медной пластине получают толстое многослойное износостойкое покрытие, содержащее от 4 до 9 сплошных интерметаллидных слоев из титана и меди, а также от 3 до 8 слоев из титана. Такое покрытие обладает большой величиной допускаемого износа и малой скоростью изнашивания в контакте с потоками газов, содержащих абразивные вещества. (Патент РФ №2533508, МГЖ В23К 20/08, В32В 7/04, опубл. 20.11.2014, бюл. №30). В изделиях, полученных указанным способом, один из титановых слоев содержит наружное износостойкое интерметаллидное покрытие.
Недостатком данного способа является наличие в его технологической схеме весьма длительного высокотемпературного нагрева (20-30 ч), при температуре, 850-860°С, что приводит, как и в предыдущем способе, к значительному удорожанию получаемой продукции и к снижению механических свойств металлических слоев из-за процессов рекристаллизации.
Известен способ восстановления изделий из титановых сплавов с помощью лазерной наплавки, при котором осуществляют подачу порошкового присадочного материала на основе титана и дальнейшее его оплавление лазерным лучом, подачу порошкового присадочного материала осуществляют непосредственно в зону воздействия коаксиально лазерному лучу, при этом устанавливают мощность лазерного излучения 4800-5000 Вт, скорость наплавки 800-1000 мм/мин и расход присадочного материала 45-51 г/мин. (Патент РФ №2509640, МПК В23К 26/34, В23Р 6/04, опубл. 20.03. 2014, бюл. №8).
Недостатком данного способа является невысокая твердость, а, следовательно, и низкая износостойкость наплавленного этим способом металла. Кроме того, наплавленный таким способом металл содержит значительное количество пор, поэтому герметичность у него невысокая, а это ограничивает применение этого способа для нанесения металлических слоев на изделия ответственного назначения.
Наиболее близким по техническому уровню и достигаемому результату является способ получения износостойкого покрытия на поверхности титановой пластины, при котором составляют пакет из слоев алюминия и титана, размещают на нем заряд взрывчатого вещества (ВВ), осуществляют сварку взрывом. Соотношение толщин слоев алюминия и титана в пакете выбирают 1:(2-8) при толщине слоя алюминия 1-1,5 мм, сварку осуществляют при скорости детонации заряда ВВ 1760-2700 м/с, при этом высоту заряда ВВ и сварочный зазор между пластинами пакета выбирают из условия получения скорости их соударения при сварке взрывом в пределах 550-650 м/с, после сварки пакет подвергают отжигу путем нагрева до температуры, превышающей температуру плавления алюминия на 90-100°С в течение 1,5-3 ч с формированием между слоями алюминия и титана сплошной интерметаллидной прослойки, затем производят обжатие пакета стальными пуансонами до полного удаления с поверхности интерметаллидной прослойки остатков алюминиевого слоя, после этого полученную заготовку нагревают до температуры 730-740°С, выдерживают в течение 0,2-0,3 ч, а затем ускоренно охлаждают между металлическими пластинами с высокой теплопроводностью с получением на поверхности титановой пластины высокотвердого износостойкого интерметаллидного покрытия. (Патент РФ №2373036, МПК В23К 20/08, С23С 26/00, опубл. 20.11. 2009, бюл. №32 - прототип).
Данный способ имеет невысокий технический уровень, что обусловлено наличием в его технологической схеме операции длительного отжига сваренного пакета в течение 1,5-3 ч при температуре, превышающей температуру плавления алюминия, а также операции обжатия пакета стальными пуансонами до полного удаления с поверхности интерметаллидной прослойки остатков алюминиевого слоя, что требует применения специального прессового оборудования и дорогостоящей оснастки, при этом длина и ширина получаемых изделий с покрытиями обычно не превышает 120-150 мм, что исключает возможность применения данного способа для получения износостойких покрытий на титановых пластинах больших размеров и удорожает получаемую продукцию. Кроме того, твердость покрытия, полученного данным способом чрезмерно высока (7-7,5 ГПа), из-за чего оно обладает повышенной склонностью к хрупкому разрушению при эксплуатации в условиях динамических нагрузок. Все это ограничивает применение данного способа для получения материалов для пар трения, тормозных устройств и т.п.
В связи с этим важнейшей задачей является создание нового способа получения износостойкого покрытия на поверхности титановой пластины по новой, в сравнении с прототипом, технологической схеме формирования размеров получаемой продукции, а также, состава и свойств покрытия за счет сварки взрывом двухслойного пакета из медно-никелевого сплава и титана с заданным соотношением толщин плакирующей и плакируемой пластин, операции горячей прокатки сваренного взрывом пакета, способствующей увеличению его длины и ширины, а также получению необходимой толщины слоя из медно-никелевого сплава равной 0,1-0,3 мм, с термическим воздействием на прокатанную заготовку лазерным лучом с оплавлением обоих металлических слоев прокатанной заготовки на заданную глубину с формированием при этом на поверхности титановой пластины высокотвердого износостойкого покрытия с пониженной склонностью к хрупкому разрушению при эксплуатации в условиях динамических нагрузок, без снижения прочностных свойств титановой пластины при термическом воздействии на прокатанную заготовку лазерным лучом, с большей длиной и шириной титановой пластины с нанесенным на нее покрытием.
Техническим результатом заявленного способа является создание новой технологии, обеспечивающей с помощью сварки взрывом двухслойного пакета из медно-никелевой и титановой пластины на оптимальных режимах, горячей прокатки сваренного пакета с последующим термическим воздействием на прокатанную заготовку лазерным лучом заданной интенсивности с оплавлением обоих металлических слоев с обеспечением проплавления титанового слоя на глубину, равную 1-1,2 толщины медно-никелевого слоя, получение высокотвердого износостойкого покрытия на поверхности титановой пластины без пор, трещин и других дефектов, имеющей значительно большую, чем у изделий по прототипу длину и ширину, с снижением склонности получаемого покрытия к хрупкому разрушению при динамических нагрузках, без снижения прочностных свойств титановой пластины при термическом воздействии на прокатанную заготовку лазерным лучом.
Указанный технический результат достигается тем, что в предлагаемом способе получения износостойкого покрытия на поверхности титановой пластины, включающем составление двухслойного пакета из металлических пластин с использованием плакируемой пластины из титана, размещение над ним заряда взрывчатого вещества, осуществление сварки взрывом, термическое воздействие на сваренную заготовку, составляют двухслойный пакет, в котором плакирующая пластина выполнена из медно-никелевого сплава, соотношение толщин плакирующей и плакируемой пластин в пакете выбирают равным 1:(10-20) при толщине плакирующего слоя равной 0,8-1,2 мм, располагают на поверхности плакирующей пластины защитную прослойку из высокоэластичного материала, например, из резины с зарядом ВВ и осуществляют сварку взрывом пакета из металлических пластин при скорости детонации заряда взрывчатого вещества 2000-2580 м/с, при этом высоту заряда ВВ, а также сварочный зазор между пластинами в пакете выбирают из условия получения скорости соударения плакирующей пластины с плакируемой в пределах 520-600 м/с, горячую прокатку сваренного пакета проводят при температуре 600-650°С с обжатием до толщины слоя из медно-никелевого сплава равной 0,1-0,3 мм, а термическое воздействие на прокатанную заготовку осуществляют сканирующим лазерным лучом с мощностью излучения 1,3-1,4 кВт с оплавлением обоих металлических слоев, при этом скорость его перемещения относительно обрабатываемой поверхности, а также его диаметр выбирают из условия получения проплавления титанового слоя на глубину, равную 1-1,2 толщины слоя из медно-никелевого сплава с формированием при этом на поверхности титановой пластины высокотвердого износостойкого покрытия. При реализации способа в качестве медно-никелевого сплава для изготовления плакирующих пластин используют сплав МН19.
Новый способ получения износостойкого покрытия на поверхности титановой пластины имеет существенные отличия по сравнению с прототипом как по используемым материалам, составу получаемых покрытий, а также по совокупности технологических приемов и режимов получения покрытия. Так предложено составлять двухслойный пакет, в котором плакирующая пластина на выполнена из медно-никелевого сплава, а плакируемая, как и в прототипе, - из титана, соотношение толщин плакирующей и плакируемой пластин в пакете предложено выбирать равным 1:(10-20) при толщине плакирующего слоя равной 0,8-1,2 мм, что создает необходимые условия для получения качественных сварных соединений разнородных металлических слоев, исключает появление расслоений и других дефектов в сваренных взрывом заготовках при их горячей прокатке, способствует получению при последующем термическом воздействии на прокатанную заготовку лазерным лучом высокотвердого износостойкого покрытия на поверхности титановой пластины, состоящего из титана и компонентов медно-никелевого сплава.
При толщине плакирующего слоя менее 0,8 мм возможны его неконтролируемые деформации при сварке взрывом. Его толщина более 1,2 мм является избыточной, поскольку при этом потребуется применение слишком больших обжатий при прокатке сваренной заготовки, а это, в свою очередь, может привести к появлению в ней трещин.
Соотношение толщин плакирующей и плакируемой пластин в пакете предложено выбирать равным 1:(10-20), что обеспечивает оптимальную толщину металлических слоев сваренной заготовки после ее горячей прокатки. При соотношении толщин плакирующей и плакируемой пластин в пакете выходящим за рекомендованные пределы возможно уменьшение толщины титанового слоя при горячей прокатке до недопустимой толщины, либо увеличение доли металла, идущего в отходы после прокатки.
Предложено сварку взрывом пакета из металлических пластин осуществлять при скорости детонации заряда взрывчатого вещества 2000-2580 м/с, при этом высоту заряда ВВ, а также сварочный зазор между пластинами в пакете выбирать из условия получения скорости соударения плакирующей пластины с плакируемой в пределах 520-600 м/с.
При скорости детонации ВВ и скорости соударения пластин в пакете ниже нижних предлагаемых пределов в зоне соединения пластин возможно появление непроваров, что приводит к невозможности дальнейшего использования полученных заготовок. При скорости детонации ВВ и скорости соударения пластин выше верхних предлагаемых пределов в зоне соединения пластин возможно появление обширных оплавленных зон, что исключает возможность получения качественного износостойкого покрытия на титановой пластине. Кроме того, это приводит к неоправданно высокому расходу взрывчатых материалов в расчете на единицу продукции. Защитная прослойка из высокоэластичного материала, например, из резины, надежно защищает плакирующую медно-никелевую пластину от повреждений продуктами детонации ВВ, при этом резина является сравнительно дешевым материалом, что способствует снижению затрат на единицу получаемой продукции.
Горячую прокатку сваренного пакета предложено проводить при температуре 600-650°С с обжатием до толщины слоя из медно-никелевого сплава равной 0,1-0,3 мм, что обеспечивает увеличение длины и ширины сваренной заготовки с одновременным уменьшением толщины металлических слоев до оптимальных размеров. При температуре горячей прокатки менее 600°С возможно появление трещин в металлических слоях. Ее температура более 650°С является избыточной, поскольку это приводит к излишним энергетическим затратам при осуществлении прокатки. При обжатии сваренного пакета до толщины слоя из медно-никелевого сплава менее 0,1 мм толщина получаемого покрытия на поверхности титановой пластины оказывается недостаточной, а при обжатии до толщины слоя из медно-никелевого сплава более 0,3 мм толщина покрытия оказывается избыточной поскольку это приводит к снижению его стойкости к хрупкому разрушению при динамических нагрузках.
Предложено термическое воздействие на прокатанную заготовку осуществлять сканирующим лазерным лучом с мощностью излучения 1,3-1,4 кВт, с оплавлением обоих металлических слоев, при этом скорость его перемещения относительно обрабатываемой поверхности, а также его диаметр выбирают из условия получения проплавления титанового слоя на глубину, равную 1-1,2 толщины слоя из медно-никелевого сплава, что обеспечивает одновременное оплавление медно-никелевого и титанового слоев: медно-никелевого - на всю толщину, а титанового лишь на часть его толщины с перемешиванием титана с компонентами медно-никелевого сплава и с формированием при этом требуемого состава и свойств износостойкого покрытия на поверхности титановой пластины, при этом структура и свойства титана вне зоны его оплавления остаются неизменными. Использование сканирующего лазерного луча для термического воздействия на прокатанную заготовку позволяет получать покрытия на титановых пластинах со значительно большими размерами, чем при получении покрытий по прототипу. Мощность лазерного излучения 1,3-1,4 кВт является достаточной для получения покрытия необходимой толщины и высокого качества. Мощности лазерного излучения менее 1,3 кВт может быть недостаточно для проплавления металлических слоев на заданную глубину. Его мощность более 1,4 кВт является избыточной для получения требуемого качества. Предложено скорость перемещения лазерного луча относительно обрабатываемой поверхности, а также его диаметр выбирать из условия получения проплавления титанового слоя на глубину, равную 1-1,2 толщины слоя из медно-никелевого сплава, что обеспечивает формирование покрытия на поверхности титановой пластины необходимой толщины и состава, а также с необходимыми служебными свойствами. При проплавлении титанового слоя на глубину менее толщины слоя из медно-никелевого сплава твердость получаемого покрытия оказывается недостаточной для обеспечения его высокой износостойкости. Проплавление титанового слоя на глубину более 1,2 толщины слоя из медно-никелевого сплава является избыточным, поскольку это приводит к появлению высокого уровня внутренних напряжений как в титановом слое, так и в получаемом покрытии, а это снижает его стойкость к хрупкому разрушению при динамических нагрузках.
Использование сплава МН19 при изготовлении плакирующей пластины обеспечивает получение оптимального состава покрытия на титановой пластине с необходимой высокой твердостью и износостойкостью.
Предлагаемый способ получения износостойкого покрытия на поверхности титановой пластины осуществляется в следующей последовательности. Составляют двухслойный пакет из предварительно очищенных от окислов и загрязнений металлических пластин, в котором плакирующую пластину выполняют из медно-никелевого сплава, в качестве которого предложено использовать сплав МН19, плакируемую - из титана. Соотношение толщин плакирующей и плакируемой пластин в пакете выбирают равным 1:(10-20) при толщине плакирующего медно-никелевого слоя равной 0,8-1,2 мм. Слои в пакете располагают параллельно друг другу на расстоянии технологического сварочного зазора. Укладывают полученный пакет на основание, размещенное на грунте. На поверхности плакирующей пластины пакета располагают защитную прослойку, например, из резины, и контейнер с зарядом ВВ, после чего осуществляют сварку взрывом с инициированием процесса детонации в заряде ВВ с помощью электродетонатора. При сварке взрывом используют ВВ со скоростью детонации 2000-2580 м/с, при этом высоту заряда взрывчатого вещества и сварочный зазор между пластинами в пакете выбирают из условия получения скорости соударения плакирующей пластины с плакируемой была в пределах 520-600 м/с. Сваренную заготовку подвергают горячей прокатке при температуре 600-650°С с обжатием до толщины слоя из медно-никелевого сплава равной 0,1-0,3 мм, после чего осуществляют термическое воздействие на прокатанную заготовку сканирующим лазерным лучом с мощностью излучения 1,3-1,4 кВт с оплавлением обоих металлических слоев, при этом скорость его перемещения относительно обрабатываемой поверхности, а также его диаметр выбирают из условия получения проплавления титанового слоя на глубину, равную 1-1,2 толщины слоя из медно-никелевого сплава.
В результате реализации предлагаемого способа на поверхности титановой пластины получают высокотвердое износостойкое покрытие толщиной 0,2-0,63 мм без пор, трещин и других дефектов, с значительно большей, чем у изделий по прототипу длиной и шириной титановой пластины с нанесенным на нее покрытием, с пониженной склонностью полученного покрытия к хрупкому разрушению при динамических нагрузках. После термического воздействия на прокатанную заготовку лазерным лучом прочностные свойства титановой пластины вне зоны расположения покрытия остаются без изменений.
Пример 1 (см. таблицу, пример 1).
Составляют двухслойный пакет под сварку взрывом, для чего берут пластины из медно-никелевого сплава МН19 и титана ВТ1-0 и очищают их соединяемые поверхности от окислов и загрязнений. Размеры плакирующей (метаемой) пластины из сплава МН19: длина 270 мм, ширина 220 мм, толщина δ1=0,8 мм. У плакируемой пластины из титана ВТ1-0 длина и ширина такие же, но толщина δ2=8 мм, при этом соотношение толщин δ1:δ2=1:10. Для сварки взрывом выбираем взрывчатое вещество со скоростью детонации Dвв=2580 м/с, представляющее собой смесь порошкообразного аммонита 6ЖВ с аммиачной селитрой в соотношении 3:1. Взрывчатое вещество помещают в контейнер высотой Нвв=20 мм, длиной 300 мм, шириной 240 мм. Из предлагаемого диапазона выбираем необходимую для надежной сварки скорость соударения Vc=600 м/с. Для обеспечения такой скорости с помощью компьютерной технологии, с учетом указанных выше параметров ВВ и свариваемых пластин, определяем величину необходимого сварочного зазора. Его величина в данном случае равна: h=1,5 мм. После составления пакета из металлических пластин его укладывают на основание из древесностружечной плиты, размещенное на песчаном грунте. Основание имеет длину 270 мм, ширину 220 мм, толщину 20 мм. На поверхность плакирующей пластины укладывают защитную прослойку толщиной 1 мм из высокоэластичного материала - резины, защищающую поверхность метаемой медно-никелевой пластины от повреждений продуктами детонации ВВ, а на ее поверхности располагают контейнер с зарядом взрывчатого вещества. Инициирование взрыва осуществляют с помощью электродетонатора. Направление детонации - вдоль свариваемого пакета. У сваренного пакета, например, на фрезерном станке, обрезают боковые кромки с краевыми эффектами. Ширина удаленных кромок - по 10 мм каждой стороны сваренной заготовки.
Горячую прокатку сваренного пакета проводят при температуре 600°С с обжатием до толщины слоя из медно-никелевого сплава равной 0,1 мм. После обрезки боковых кромок размеры у прокатанной заготовки: длина - 1900 мм, ширина - 180 мм, толщина - 1,1 мм.
Термическое воздействие на прокатанную заготовку осуществляют сканирующим лазерным лучом с мощностью излучения 1,3 кВт с оплавлением обоих металлических слоев. Скорость перемещения лазерного луча относительно обрабатываемой поверхности (скорость сканирования) VCK=12 мм/с. Диаметр лазерного луча равен 1,2 мм. Глубина проплавления титанового слоя соответствует толщине слоя из медно-никелевого сплава и равна δпр=0,1 мм. В результате получают на поверхности титановой пластины высокотвердое износостойкое покрытие с толщиной около 0,2 мм, с твердостью по Виккерсу 5-5,5 ГПа. Толщина пластины вместе с покрытием δизд=1,1 мм. Ее длина - 1900 мм, ширина - 180 мм, что, соответственно, в 10,5 и в 1,2 раза больше, чем у изделий по прототипу. Полученное покрытие, благодаря более низкой (в 1,3-1,5 раза) твердости, чем у покрытий, получаемых по прототипу, обладает пониженной склонностью к хрупкому разрушению при динамических нагрузках. После термического воздействия на прокатанную заготовку лазерным лучом пластические и другие механические свойства титановой пластины вне зоны расположения покрытия остались без изменений.
Пример 2 (см. таблицу, пример 2).
То же, что в примере 1, но внесены следующие изменения. Толщина плакирующей пластины из сплава МН19 δ1=1 мм. У плакируемой пластины из титана ВТ1-0 толщина δ2=15 мм, при этом соотношение толщин δ1:δ2=1:15. Для сварки взрывом выбираем взрывчатое вещество со скоростью детонации Dвв=2240 м/с, представляющее собой смесь порошкообразного аммонита 6ЖВ с аммиачной селитрой в соотношении 1:1. Из предлагаемого диапазона выбираем необходимую для надежной сварки скорость соударения Vc=560 м/с. Для обеспечения такой скорости сварочный зазор h=3 мм. Горячую прокатку сваренного пакета проводят при температуре tnp=630°С с обжатием до толщины слоя из медно-никелевого сплава равной 0,2 мм. После обрезки боковых кромок размеры у прокатанной заготовки: длина - 600 мм, ширина - 180 мм, толщина - 6 мм.
Термическое воздействие на прокатанную заготовку осуществляют сканирующим лазерным лучом с мощностью излучения 1,35 кВт. Скорость перемещения лазерного луча относительно обрабатываемой поверхности Vск=10 мм/с. Глубина проплавления титанового слоя составляет 1,1 толщины слоя из медно-никелевого сплава и равна δпр=0,22 мм.
Результаты как в примере 1, но на поверхности титановой пластины получают высокотвердое износостойкое покрытие с толщиной около 0,42 мм. Толщина пластины вместе с покрытием δизд=6 мм. Ее длина - 600 мм, ширина - 180 мм, что, соответственно, в 3,3 ив 1,2 раза больше, чем у изделий по прототипу.
Пример 3 (см. таблицу, пример 3).
То же, что в примере 1, но внесены следующие изменения. Толщина плакирующей пластины из сплава МН19 δ1=1,2 мм. У плакируемой пластины из титана ВТ1-0 толщина δ2=24 мм, при этом соотношение толщин δ1:δ2=1:20. Для сварки взрывом выбираем взрывчатое вещество со скоростью детонации Dвв=2000 м/с, представляющее собой смесь порошкообразного аммонита 6ЖВ с аммиачной селитрой в соотношении 1:2. Нвв=30 мм. Из предлагаемого диапазона выбираем необходимую для надежной сварки скорость соударения Vc=520 м/с. Для обеспечения такой скорости сварочный зазор h=3 мм.
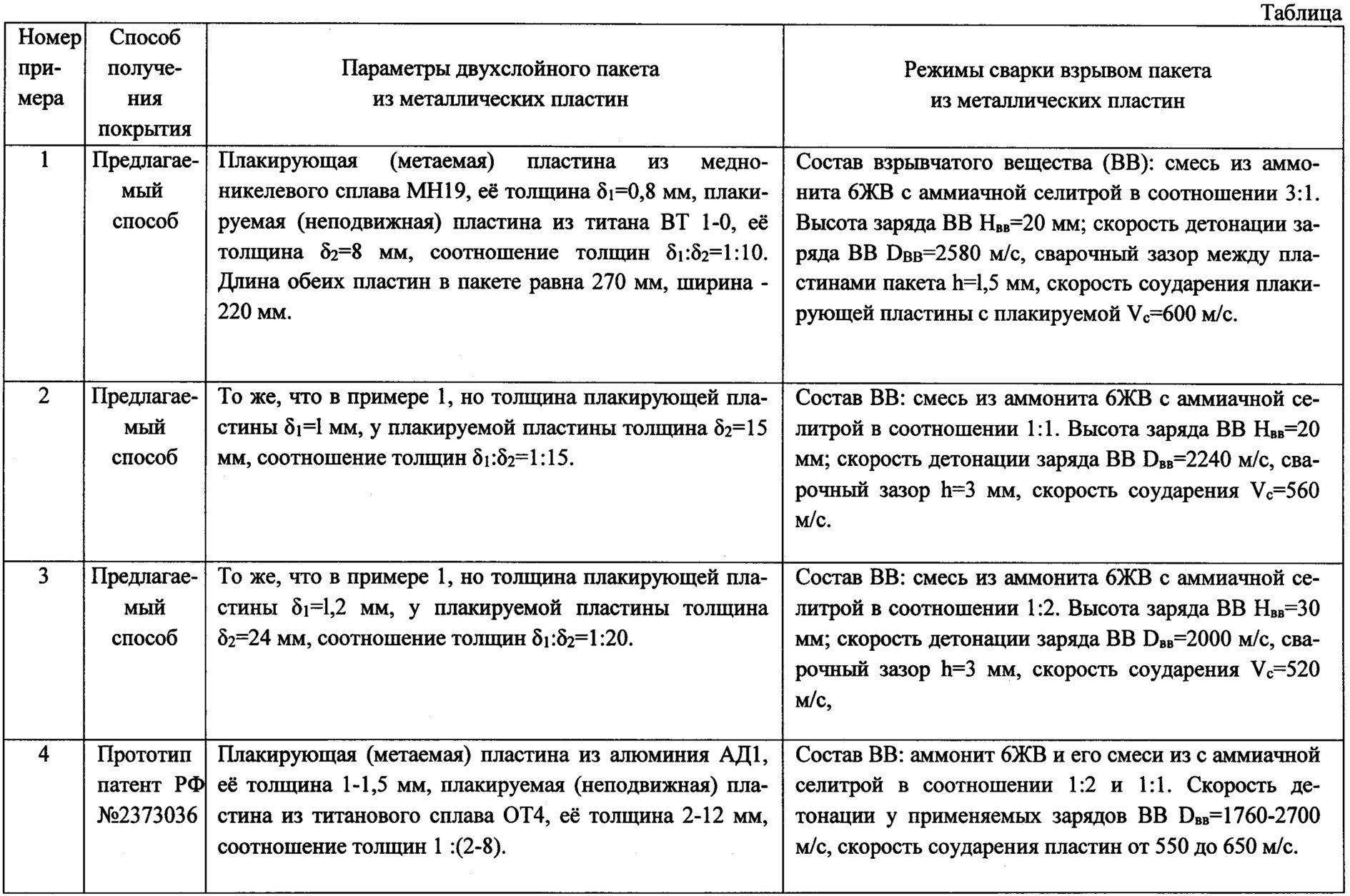
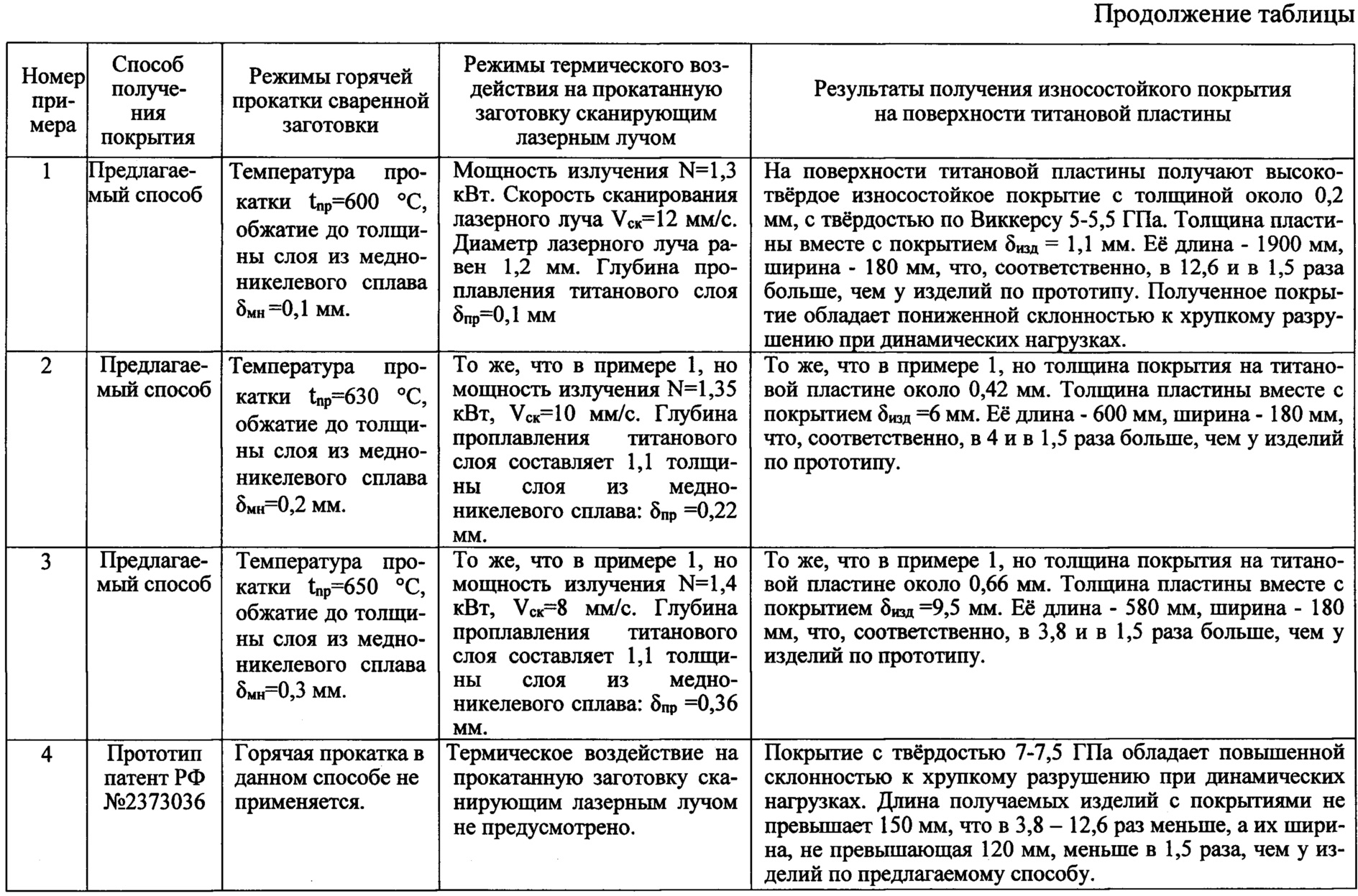
Горячую прокатку сваренного пакета проводят при температуре tnp=650°С с обжатием до толщины слоя из медно-никелевого сплава равной 0,3 мм. После обрезки боковых кромок размеры у прокатанной заготовки: длина - 580 мм, ширина - 180 мм, толщина - 9,5 мм. Термическое воздействие на прокатанную заготовку осуществляют сканирующим лазерным лучом с мощностью излучения 1,4 кВт. Скорость перемещения лазерного луча относительно обрабатываемой поверхности Vск=8 мм/с.Глубина проплавления титанового слоя составляет 1,2 толщины слоя из медно-никелевого сплава и равна δпр=0,36 мм.
Результаты как в примере 1, но на поверхности титановой пластины получают высокотвердое износостойкое покрытие с толщиной около 0,66 мм. Толщина пластины вместе с покрытием δизд=9,5 мм. Ее длина - 580 мм, ширина - 180 мм, что, соответственно, в 3,3 ив 1,2 раза больше, чем у изделий по прототипу.
При получении износостойкого покрытия на поверхности титановой пластины по прототипу (см. таблицу, пример 4) твердость покрытия 7-7,5 ГПа, что в 1,3-1,5 раза выше, чем у покрытия, полученному по предлагаемому способу, из-за чего оно обладает повышенной склонностью к хрупкому разрушению при динамических нагрузках. Длина получаемых изделий с покрытиями не превышает 150 мм, что в 3,2-12,6 раз меньше, а их ширина, не превышающая 120 мм, меньше в 1,2 раза, чем у изделий по предлагаемому способу. Все это ограничивает применение данного способа для получения материалов для пар трения, тормозных устройств и т.п.
Туннель для автодорог, железных дорог и метрополитенов
Производные 2-(адамант-2-ил)этиламина, обладающие потенциальной противовирусной активностью
Продольная галерея-потерна бетонной плотины
Грунтовая плотина, возводимая на слабых основаниях в районах с повышенной сейсмичностью
Напорный туннель округлой формы для гидроэлектростанций
Дренажная труба
Кротодренажное устройство
Рабочий орган кротодренажной машины
Осушительная дренажная труба
Теплозащитный материал
Способ получения композиционных изделий с внутренними полостями сваркой взрывом
Способ получения композиционных изделий с внутренними полостями сваркой взрывом
Способ получения композиционных изделий с внутренними полостями сваркой взрывом
Способ получения композиционного материала медь-титан
Способ получения композиционного материала медь-титан
Способ получения композиционных изделий с внутренними полостями сваркой взрывом
Способ получения композиционного материала медь-титан
Способ изготовления двухслойных листовых металлополимерных материалов
Способ получения композиционных изделий с внутренними полостями сваркой взрывом
Способ получения композиционных изделий с внутренними полостями сваркой взрывом

