Результат интеллектуальной деятельности: Установка для испытаний на газоабразивное изнашивание
Вид РИД
Изобретение
Предлагаемое изобретение относится к испытательной технике, в частности к устройствам для испытания металлов и сплавов, а также композиционных материалов и покрытий на стойкость к газоабразивному изнашиванию при нормальной и повышенных до 1000°С температурах.
Известно устройство для испытания на эрозию, ускоритель и метод испытания на эрозию (см. патент US №2016131570 А1 МПК G01N 17/00, опубл. 12.05.2016), предназначенные для оценки износостойкости теплозащитных покрытий на деталях газовых турбин при температуре до 1500°С. Устройство для испытаний на эрозию содержит камеру сгорания, в которой происходит смешивание и сжигание сжатого воздуха и топлива, систему подачи в горючий газ абразива, ускоритель для ускорения газообразных продуктов сгорания, содержащих абразив, и направления их на образец с теплозащитным покрытием. Недостатком устройства является принципиальная невозможность проведения низкотемпературных испытаний, а также узкий диапазон раздельного регулирования скорости газоабразивного потока и его температуры, что обусловлено сильной зависимостью скорости истечения через ускоритель продуктов сгорания от их температуры и объема.
Известна испытательная машина для испытания на эрозионную износостойкость с наддувом (см. патент CN №201314887 Y МПК G01N 3/56, опубл. 23.09.2009) для моделирования условий изнашивания угольных котлов тепловых электростанций. Установка состоит из системы подачи сжатого воздуха, ресивера для его хранения, спирального трубопровода подачи сжатого воздуха, расположенного в высокотемпературной печи для его нагрева, устройства подачи абразива и устройства для нагрева, крепления и позиционирования под различными углами образца. Недостатком конструкции является относительно низкая (до 600°С) температура образца в процессе испытания, что ограничивает технологические возможности испытательной машины.
В качестве прототипа выбрана установка (см. патент RU №2570117 С1 МПК G01N 3/56) для испытаний сплавов, покрытий и других материалов, работающих в условиях высокотемпературной эрозии, характерных для труб топочных экранов бойлеров тепловых электростанций. Конструкция установки предусматривает раздельное регулирование температуры воздушно-абразивной смеси и испытуемого образца с помощью двух отдельных нагревателей. Транспортировка и ускорение абразивных частиц осуществляется потоком сжатого воздуха, протекающего через сопло.
Недостатком установки является низкая эффективность нагрева как образца, который разогревается за счет теплопередачи от держателя, так и воздушно-абразивного потока, разогреваемого при прохождении через канальный теплообменник. Из уровня техники известно, что такие конструкции нагревателей не позволяют достигать температуры испытаний свыше 500-600°С, что ограничивает технологические возможности установки и не позволяет моделировать условия работы широкого круга деталей машин и оборудования. Также нагреватель воздушно-абразивного потока имеет низкий ресурс, обусловленный износом его каналов при контакте с абразивными частицами. Примененный способ подачи абразива путем его инжектирования не позволяет обеспечить равномерное дозирование абразива при малом расходе воздушно-абразивной смеси, а непрерывный забор отработанного абразива из бункера с целью приготовления воздушно-абразивной смеси недопустим вследствие его измельчения и изменения абразивной способности, что снижает достоверность и воспроизводимость результатов испытаний. Также в конструкции установки не предусмотрена корректировка положения оси сопла относительно центра образца, которая в случае применения малогабаритных образцов требуется при изменении угла их наклона.
Технический результат заключается в создании устройства, обеспечивающего расширение его технологических возможностей за счет увеличения температурного диапазона испытаний от комнатной до 1000°С при реализации нагрева газоабразивного потока с помощью высокотемпературной плазменной струи и нагрева образца проходящим через него током, а также повышение достоверности и воспроизводимости результатов испытаний за счет точного дозирования и однократного использования абразива.
Технический результат достигается за счет того, что в установке для испытаний на газоабразивное изнашивание, содержащей стойку, камеру и бункер для сбора отработанного абразива, установленные на стойке, тракт подачи абразива и тракт подачи воздуха, служащие входами в смеситель, расположенные в камере держатель и нагреватель образца, сопло подачи газоабразивной смеси и нагреватель газоабразивного потока, нагреватель газоабразивного потока выполнен в виде плазмотрона, связанного с блоком управления и системой подачи плазмообразующих газов, причем плазмотрон закреплен на держателе сопла, обеспечивающем плавную регулировку в трех плоскостях положения сопла и плазмотрона относительно образца, а нагреватель образца выполнен в виде двух медных водоохлаждаемых токоподводов, закрепленных в держателе образца и электрически изолированных от него, причем один из них выполнен неподвижным, а другой имеет возможность перемещаться и фиксироваться на направляющих, обеспечивая закрепление между токоподводами образцов различной длины и нагрев образцов проходящим через них током, а тракт подачи абразива в смеситель через дозатор соединен с баком, находящимся под избыточным давлением воздуха.
При этом держатель сопла выполнен в виде оснащенного винтовым приводом столика, на котором закреплен регулировочный кронштейн с каналом для перемещения и фиксации в нем соединенного с соплом патрубка подачи газоабразивной смеси, причем патрубок через раму жестко соединен с плазмотроном.
Выполнение нагревателя газоабразивного потока в виде плазмотрона обеспечивает быстрый и эффективный нагрев истекающего из сопла потока при его смешении со струей высокотемпературной плазмы. При этом плавное регулирование температуры газоабразивного потока осуществляется путем изменения силы тока и напряжения в плазмотроне. Изготовление нагревателя образца в виде двух медных водоохлаждаемых токоподводов, между которыми зажимается образец, позволяет при подключении их к источнику тока обеспечить быстрый нагрев центральной части образца проходящим через него током до температуры в диапазоне от комнатной до 1000°С при любом расходе газоабразивной смеси, что расширяет технологические возможности устройства.
Применение в конструкции установки находящегося под избыточным давлением воздуха бака, абразив из которого подается в смеситель через специальный дозатор, позволяет точно дозировать абразив в широком диапазоне расхода газоабразивной смеси, что в сочетании с однократным использованием абразивного материала обеспечивает высокую достоверность и воспроизводимость результатов испытаний.
Выполнение держателя сопла с плавной регулировкой в трех плоскостях его положения обеспечивает возможность точного позиционирования пятна износа в пределах образца при установке углов атаки образца газоабразивным потоком в диапазоне от 20 до 90°. Это дает возможность проводить испытания малогабаритных образцов, не подвергая износу элементы нагревателя образца, что расширяет технологические возможности устройства.
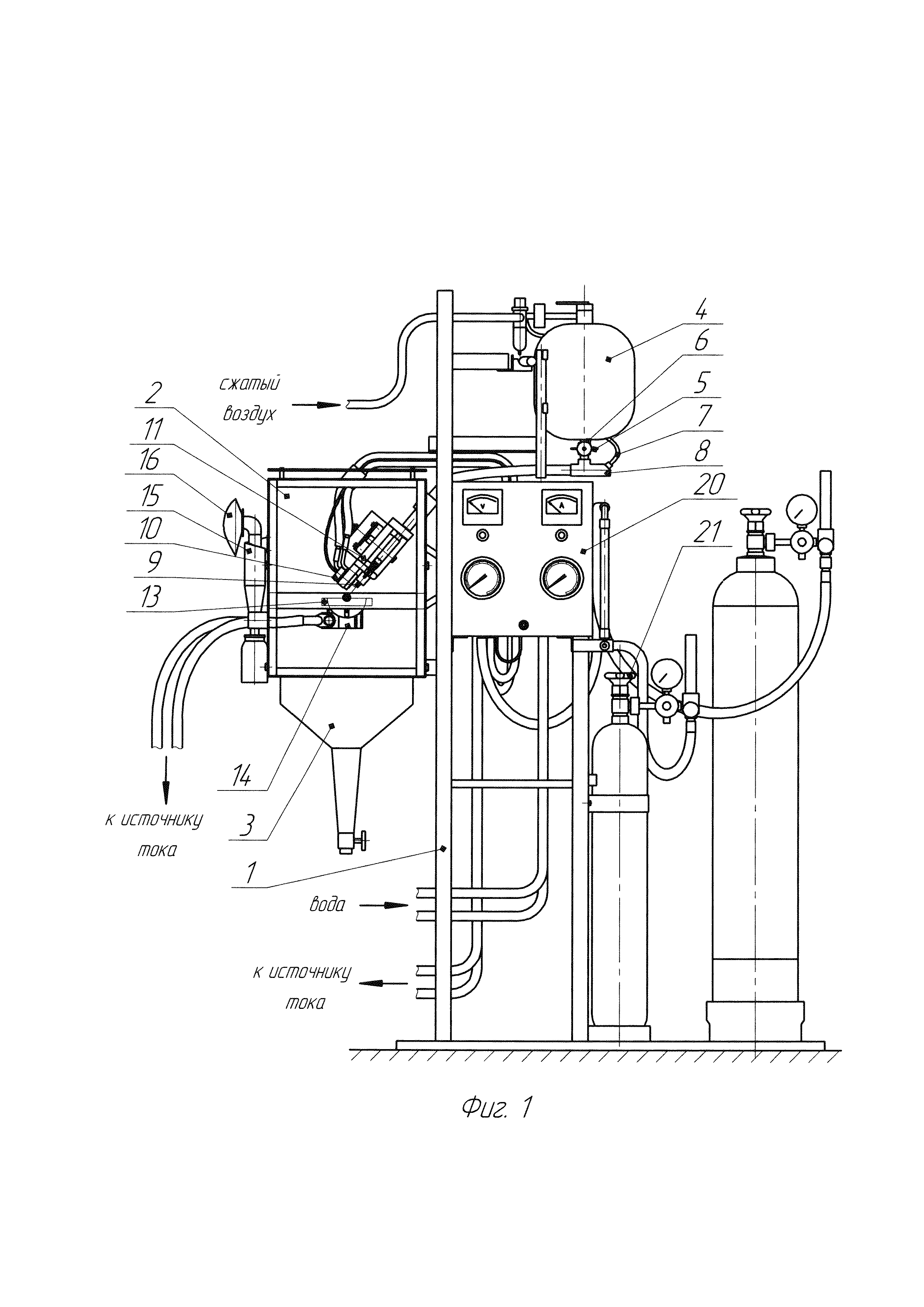
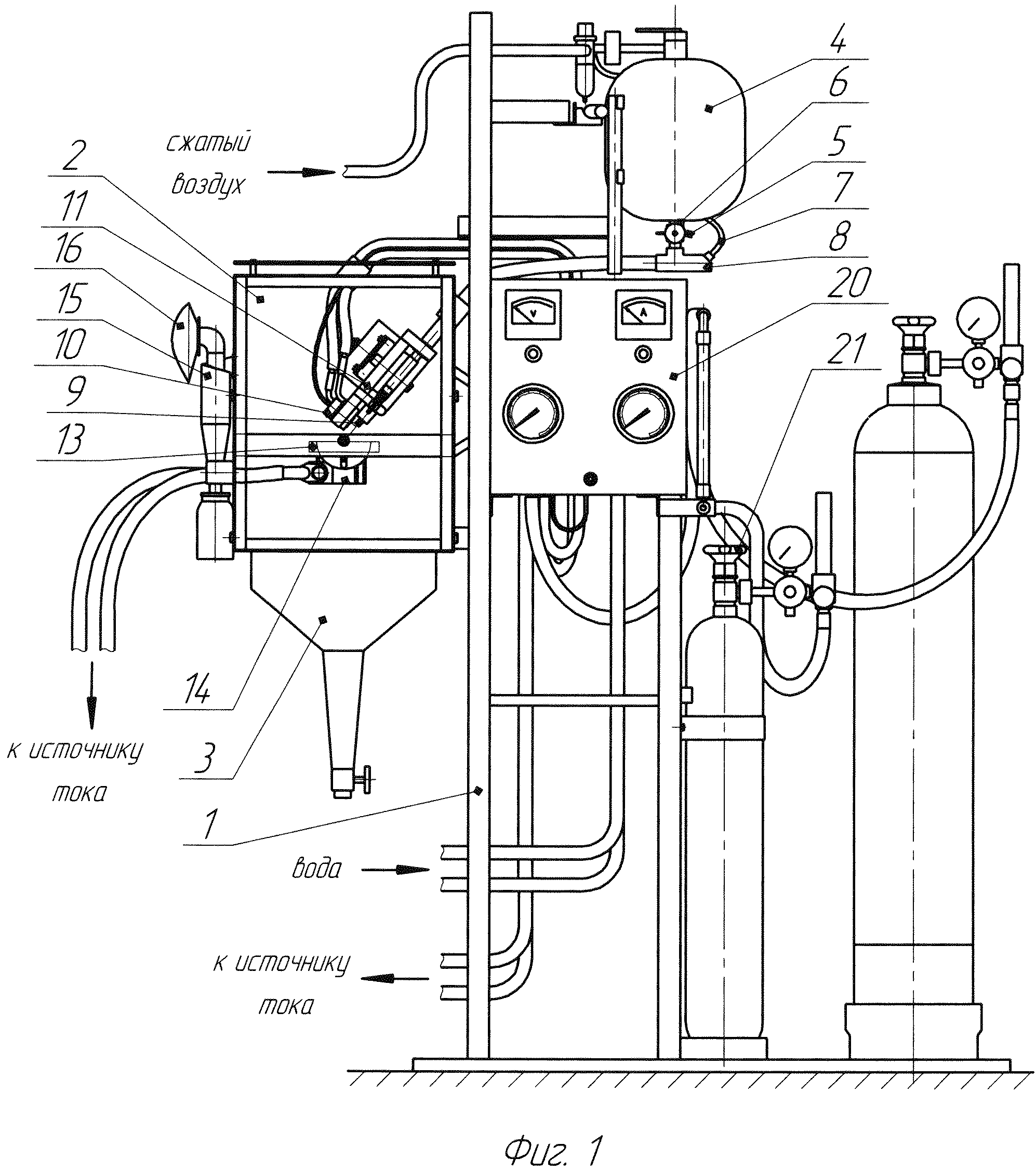
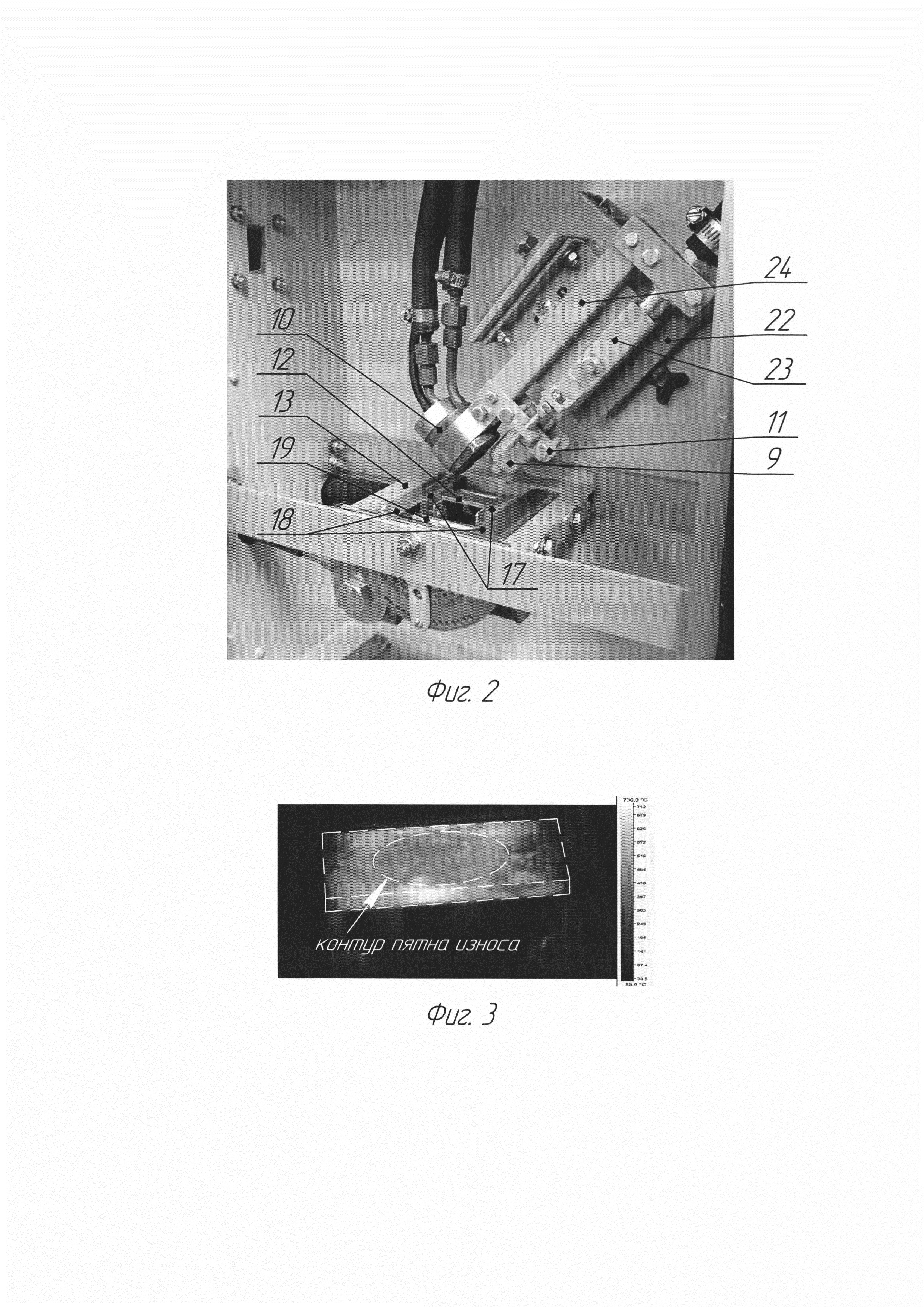
Сущность изобретения поясняется чертежом. На фиг. 1 показан главный вид устройства, на фиг. 2 - вид изнутри на испытательную камеру с держателями и нагревателями образца и сопла, на фиг. 3 - топология теплового поля на поверхности образца в процессе испытаний при заданной температуре в 650°С и угле атаки 30°.
Установка для испытания на газоабразивное изнашивание состоит из стойки 1, на которой закреплена испытательная камера 2 с бункером для сбора отработанного абразива 3, бак для абразива 4, дозатор 5, совмещенный с трактом подачи абразива 6, тракт подачи воздуха 7, смеситель 8 (фиг. 1). В испытательной камере 2 расположено сопло подачи газоабразивной смеси 9 и нагреватель газоабразивного потока 10, закрепленные в держателе сопла 11, а также образец 12, установленный в держателе 13 с нагревателем 14, причем держатель 13 имеет возможность вращаться вокруг оси, проходящей через поверхность образца. На выходе из испытательной камеры 2 установлена система очистки отработанного воздуха, состоящая из циклона 15 и фильтра тонкой очистки 16. Нагреватель образца 14 состоит из двух медных водоохлаждаемых токоподводов 17, жестко закрепленых на электрических изоляторах 18, один из которых неподвижен, а другой - имеет возможность перемещаться и фиксироваться на направляющих 19, установленных в держателе образца 13 (фиг. 2). Нагреватель газоабразивного потока 10, выполненный в виде электродугового плазмотрона, подключен к блоку управления 20 и системе подачи плазмообразующих газов 21, состоящей из баллонов, редукторов, манометров, расходомеров и соединительных шлангов (фиг. 1). Держатель сопла 11 имеет возможность перемещаться в трех плоскостях относительно образца 12 и состоит из оснащенного винтовым приводом столика 22, на котором с возможностью поперечного смещения закреплен регулировочный кронштейн с каналом 23 для перемещения и фиксации в нем патрубка сопла подачи газоабразивной смеси 9, причем патрубок через раму 24 жестко соединен с нагревателем газоабразивного потока 10 (фиг. 2).
Установка функционирует следующим образом: предварительно взвешенный образец 12 помещают между токоподводами 17 нагревателя 14 и закрепляют его с помощью подпружиненных винтовых стяжек, которые обеспечивают перемещение подвижного изолятора 18 с одним из токоподводов 17 по направляющим 19. Выставляют с помощью держателя образца 13 угол его атаки газоабразивным потоком в диапазоне 20…90°. Устанавливают требуемое расстояние от сопла 9 до образца 12 с помощью регулировочного кронштейна с каналом 23, в котором перемещается и фиксируется патрубок сопла подачи газоабразивной смеси 9. Включают сварочный источник тока с крутопадающей вольтамперной характеристикой, подключенный с помощью пары электрических кабелей к токоподводам 17 нагревателя 14, и достигают требуемой температуры нагрева образца 12. Нагрев образца 12 осуществляется за счет тепла, выделяющегося в нем при прохождении электрического тока.
После достижения требуемой температуры нагрева образца 12 через систему подачи плазмообразующих газов 21 подают смесь аргона и азота в нагреватель газоабразивного потока 10, затем с помощью блока управления 20 подают на него напряжение от источника постоянного тока, возбуждают в нем электрическую дугу, что приводит к формированию высокотемпературной струи плазмы. Включают подачу сжатого воздуха в тракт 7 и бак для абразива 4, открывают тракт подачи абразива 6, при этом абразив вследствие избыточного давления в баке 4 начинает поступать через дозатор 5 в смеситель 8, где смешивается с воздухом и поступает в сопло подачи газоабразивной смеси 9. На выходе из сопла 9 газоабразивный поток смешивается с плазменной струей, нагревается и соударяется с поверхностью образца 12, изнашивая его. Отработанный абразив ссыпается в бункер 3, а запыленный воздух очищается, проходя через циклон 15 и фильтр тонкой очистки 16. Повторное использование абразива из бункера 3 для последующих испытаний допустимо только после его сепарации на требуемые фракции с помощью сит. После завершения испытаний образец 12 взвешивается, при этом в качестве критерия износостойкости используют величину удельного износа:
I=Δm/mа,
где Δm - потеря массы образца; ma - масса затраченного в процессе испытания абразива.
Контур пятна износа на поверхности образца 12 при уменьшении угла его атаки газоабразивным потоком от 90° до 20° изменяет свою форму от круговой до эллиптической. При этом в случае использования малогабаритных образцов с целью избежать износа элементов нагревателя 14 и держателя образца 13 ось газоабразивного потока необходимо смещать к одной из сторон образца 12, что осуществляется путем плавной регулировки положения сопла 9 с помощью винтового привода столика 22 и регулировочного кронштейна с каналом 23. Конструкция держателя сопла 11 обеспечивает регулировку расстояния от сопла 9 до образца 12 в диапазоне 20…50 мм, а также продольное и поперечное перемещения сопла 9 в диапазоне ±15 мм.
Сочетание нагрева образца 12 проходящим через него током и плазменного нагрева газоабразивного потока позволяет обеспечить минимальные (не более 30°С) температурные градиенты в пределах пятна изнашивания образца (фиг. 3) и практически равные условия изнашивания его поверхностных микрообъемов по всей площади контакта с газоабразивным потоком.
Пример.
Практический пример применения установки реализован при исследовании стойкости наплавленного дуговым способом металла 10Х4Н76М3В3Ю11РЦ к газоабразивному изнашиванию при температуре 1000°С. Габаритные размеры образцов, вырезанных из наплавленного металла, составляли 40×16×3 мм. Нагреватели образца и газоабразивного потока подключали к сварочным источникам тока ВДУ-1000 и ВДУ-504 соответственно. Температуру образца и газоабразивного потока определяли по показаниям аналого-цифрового преобразователя, подключенного к термопарам. В качестве абразива использовали кварцевый песок со средним размером частиц 400 мкм. Угол атаки образца газоабразивным потоком составлял 30°, расстояние между образцом и соплом - 30 мм, давление воздуха на входе в сопло - 0,3 МПа, время нагрева образца - 50 с, время испытаний - 120 с. Потерю массы образцов измеряли на аналитических весах с точностью 0,1 мг.
Испытания повторяли три раза на разных образцах, при этом величина варьирования потери их массы составляла менее 3%, что свидетельствует о высокой воспроизводимости и достоверности результатов испытаний. Этому способствовало использование всегда нового абразива, а также точное его дозирование и равномерное поступление в смеситель. Средняя потеря массы образцов составила 0,1024 г, средний расход абразива - 0,391 кг. Величина удельного износа образца из наплавленного сплава 10Х4Н76М3В3Ю11РЦ при температуре 1000°С составила 0,262 г/кг.
Таким образом, предлагаемое техническое решение обеспечивает расширение технологических возможностей установки за счет увеличения температурного диапазона испытаний от комнатной до 1000°С, а также повышение достоверности и воспроизводимости результатов испытаний металлов, сплавов и покрытий, предназначенных для изготовления деталей машин и оборудования, стойких в условиях газоабразивного изнашивания в данном диапазоне температур.
Способ получения меланина из чаги
Способ получения композиционных изделий с внутренней полостью сваркой взрывом
Способ получения композиционных изделий с внутренней полостью сваркой взрывом
Способ получения меланинов из чаги
Способ восстановления производных стирола
Порошковая проволока для наплавки
Способ нанесения покрытия из антифрикционного твердого сплава
Способ восстановления непредельных циклических соединений
Способ восстановления непредельных бициклических соединений
Комплексный противостаритель для резин
Модульное устройство для внеочагового остеосинтеза переломов длинных трубчатых костей
Способ наплавки изделий плавящимся электродом с подачей присадочной проволоки в сварочную ванну
Способ нанесения покрытия из антифрикционного твердого сплава методом взрывного прессования
Способ комбинированной сварки взрывом
Способ получения крупногабаритных биметаллических листов сваркой взрывом
Композиционная проволока для дуговой наплавки
Электродное покрытие
Способ получения материала для абсорбции и десорбции водорода
Способ двухэлектродной дуговой наплавки

