Результат интеллектуальной деятельности: Способ упрочнения режущего инструмента из карбидсодержащих сплавов методом непрерывного лазерного воздействия
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к обработке лазером при изготовлении и ремонте различных машин и механизмов.
Известен способ поверхностной импульсной лазерной обработки материалов (Коваленко B.C. Упрочнение деталей лучом лазера. - Киев: Техника, 1981. - 131 с.; SU 1752514 А1 07.08.1992; А.Г. Григорьянц, А.Н. Сафонов. Основы лазерного термоупрочнения сплавов. - М.: Высшая школа, 1988, кн. 3, с. 98-102, 118-119, кн. 6, с. 106-107, 124; технология «Laser shot peening». Институт лазерной физики (г. Санкт-Петербург)), который представляет собой последовательную закалку материала изделия при облучении лазером. Основные недостатки поверхностной импульсной лазерной обработки изделий следующие:
- одновременное упрочнение нескольких поверхностей недопустимо;
- прилегающие поверхности после импульсной лазерной обработки ослаблены против действия сил хрупкого разрушения;
- процесс продолжителен во времени (за счет многократного облучения одного изделия) и требует значительных энергетических затрат;
- при износе или переточке изделия упроченный слой удаляется.
Наиболее близким к заявляемому способу является способ объемного импульсного лазерного упрочнения изделий из инструментальных и конструкционных материалов, заключающийся в том, что изделие подвергают лазерной обработке с использованием лазера импульсного действия при полезной энергии импульса 60-500 Дж, плотности мощности импульса 1,2-1010-4,3⋅1011 Вт/м2, длине волны 1,064⋅10-6 м и продолжительности импульса 0,8⋅10-3 с, при этом диаметр луча равен 1,2⋅10-3-2,5⋅10-3 м, а расстояние от места облучения до упрочняемой поверхности - 12-30 мм [Патент N2517632, МКИ C21D 1/09, опубл. 27.05.2014]. Недостатками известного способа являются:
- твердый сплав только группы ВК;
- относительно малая степень упрочнения режущих пластин из твердых сплавов:
- низкая стойкость режущих пластин из твердых сплавов к воздействию ударных нагрузок.
Заявляемое изобретение направлено на увеличение степени упрочнения и стойкости к воздействию ударных нагрузок.
Техническим результатом предлагаемого изобретения является повышение стойкостных свойств карбидсодержащих сплавов введением карбонитрации карбидсодержащих сплавов перед непрерывным лазерным воздействием, что увеличивает стойкость карбидсодержащих сплавов.
Техническая задача решается тем, что способ упрочнения режущего инструмента из карбидсодержащих сплавов методом непрерывного лазерного воздействия, включающий лазерную обработку с использованием лазера непрерывного воздействия при плотности мощности лазерного излучения 2⋅106 Вт/м2, скорости распространения лазерного луча в пределах 2⋅10-2±1⋅10-2 м/с, при этом диаметр луча от 1,5⋅10-3 до 2,5⋅10-3 м, расстояние от режущей кромки до места облучения от 1 до 1,5 мм, а перед непрерывным лазерным воздействием производят карбонитрацию в ванне карбонитрации при температуре от 540°С до 580°С в расплаве солей на основе 20% цианата калия KCNO и калия углекислого CK2O3 - 80% поташа К2СО3 с выдержкой в течении 30 мин.
Способ осуществляют следующим образом:
Пластины подвергают лазерной обработке с использованием лазера непрерывного воздействия при плотности мощности лазерного излучения 2⋅106 Вт/м2, скорости распространения лазерного луча в пределах 2⋅10-2±1⋅10-2 м/с, при этом диаметр луча от 1,5⋅10-3 до 2,5⋅10-3 м, расстояние от режущей кромки до места облучения от 1 до 1,5 мм, а перед непрерывным лазерным воздействием производят карбонитрацию в ванне карбонитрации при температуре от 540°С до 580°С в расплаве солей на основе 20% цианата калия KCNO и калия углекислого CK2O3 - 80% поташа К2СО3 с выдержкой в течении 30 мин.
Суть карбонитрации или метода «жидкостного» азотирования заключают в упрочнении поверхностного слоя изделий из твердого сплава методом диффузионного насыщения азотом и углеродом в расплаве солей, синтезированных из аммоноуглеродных соединений (меламин, мелон, дициандиамид), при температуре 540-580°С. Поскольку в данном процессе предполагают одновременное насыщение, как азотом, так и углеродом, то в поверхностном слое металла образуются карбонитридные фазы, которые являются более пластичными и не имеют такой хрупкости, как чисто нитридные, получаемые при газовом азотировании.
Процесс карбонитрации производят в расплаве солей на основе 20% цианата калия KCNO и калия углекислого CK2O3 - 80%) поташа К2СО3 при температуре от 540°С до 580°С в течение различного времени.
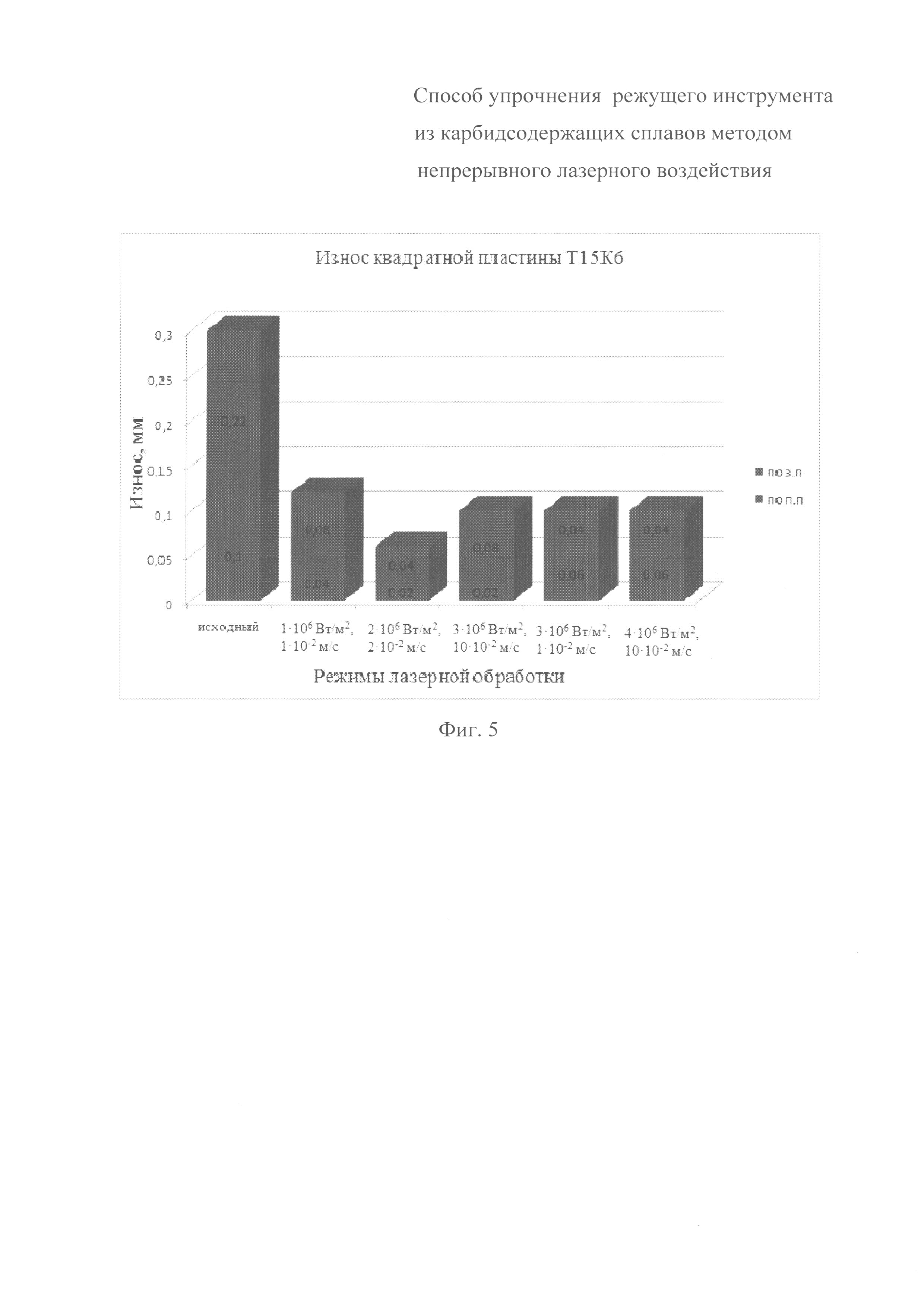
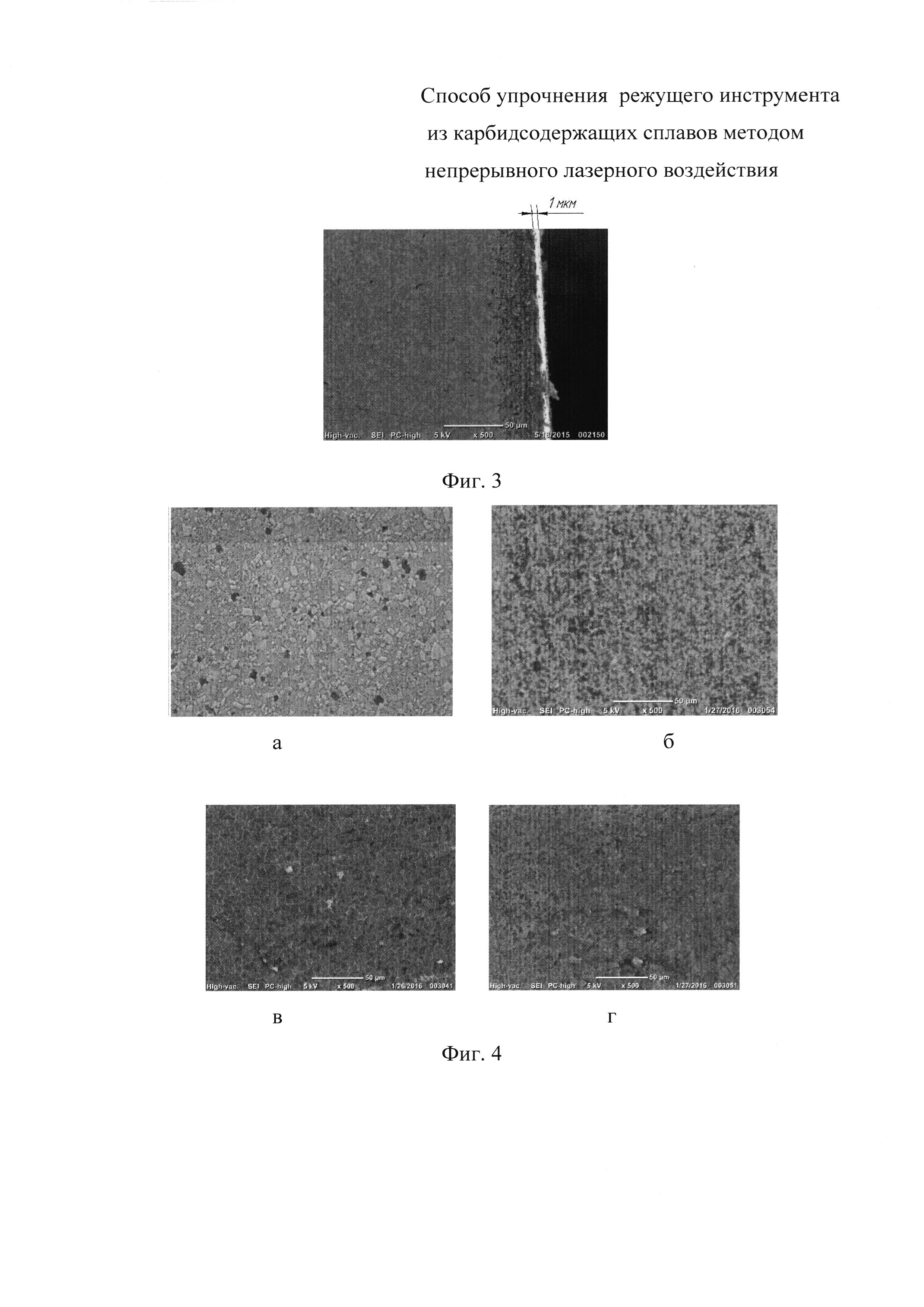
Изделия, подвергнутые карбонитрации, приобретают характерный темный цвет. Для пояснения способа на фиг. 2 показан внешний вид твердосплавных пластин Т15К6 (а), увеличение 1:1, на фиг. 3 показывают глубину карбонитрации твердого сплава Т15К6 после процесса карбонитрации при температуре от 540°С до 580°С в течение 30 мин, 1421HV, глубина карбонитрированного слоя 1 мкм, на фиг. 4 - микроструктура твердого сплава Т15К6 после лазерной обработки (JEOL) при увеличениих 500, а - исходный; б - 2⋅106 Вт/м2, 2,0⋅10-3 м/с; в - 3⋅106 Вт/м2, 2,0⋅10-3 м/с; г - 4⋅106 Вт/м2, 2,0⋅10-3 м/с, на фиг. 5 - гистограмма изменения износа по передней и задней поверхности квадратных пластин твердого сплава Т15К6 в зависимости от режимов лазерной обработки.
После карбонитрации для повышения физико-механических свойств инструментальных и конструкционных материалов осуществляют лазерную обработку изделий с использованием непрерывного лазера ЛК-3015лс07. Обработку лазером проводят по контуру от выделенной точки по часовой стрелке (расстояние от режущей кромки - от 1 до 1,5 мм) в двух атмосферах: N2 и O2. Фото пластин после лазерной обработки на лазерном станке ЛК-700 представлено на фиг. 1.
При лазерной закалке уменьшают давление газа N2 до 0,2-0,3 атм. Диаметр сопла d=2 мм и диаметр пятна определяют фокусирующей системой. В начальной стадии нагрев до 2⋅106 Вт/м2, при скорости 2,0⋅10-3, 3,0⋅10-3, 3,0⋅10-3 м/с.
Лазерную обработку проводят согласно матрице планирования эксперимента. До лазерной обработки карбонитрированных пластин определяют твердость и износ при резании результаты представлены в таблице 1 и после лазерной обработки карбонитрированных пластин определяют твердость и износ при резании представлено результаты представлены в таблице 2.
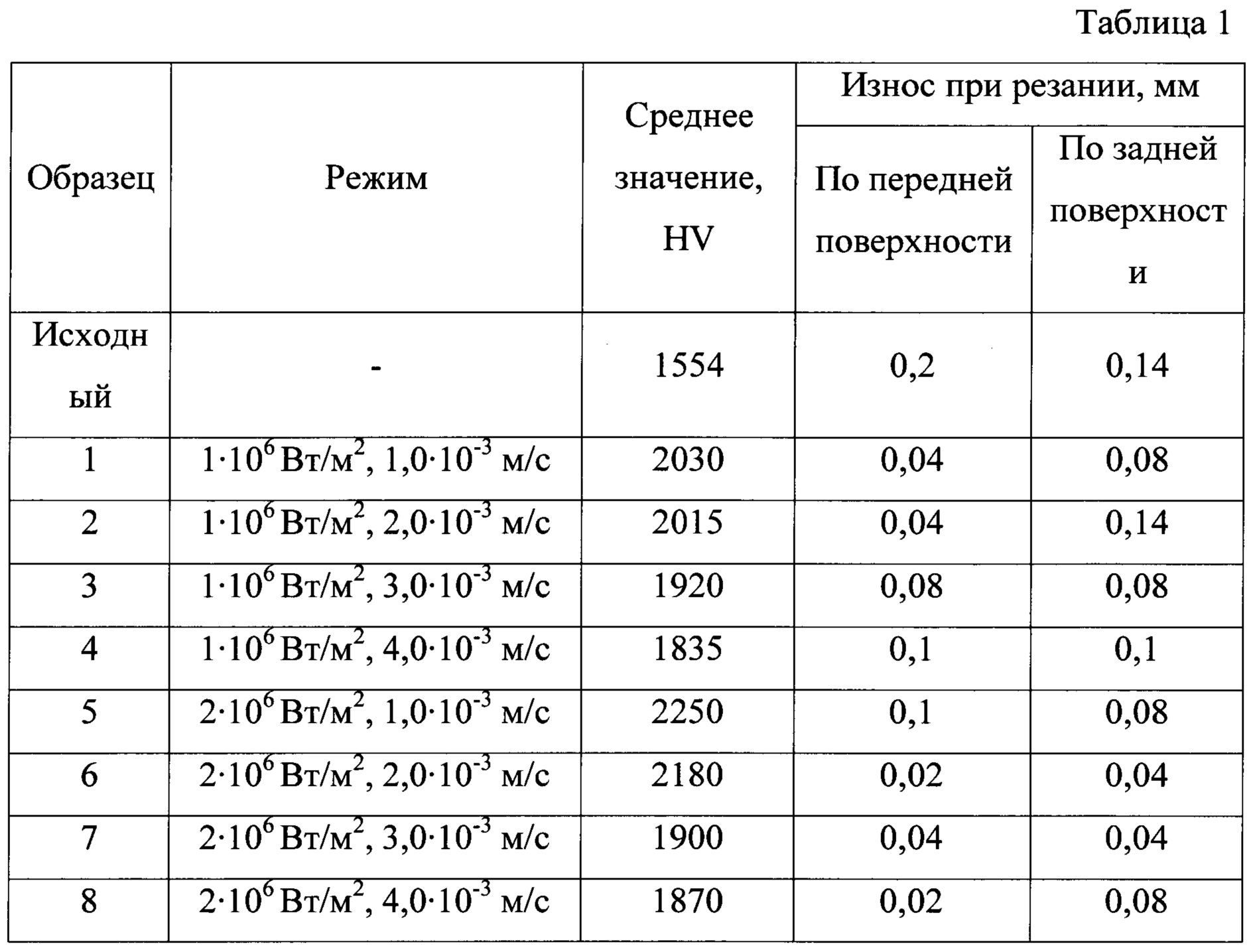
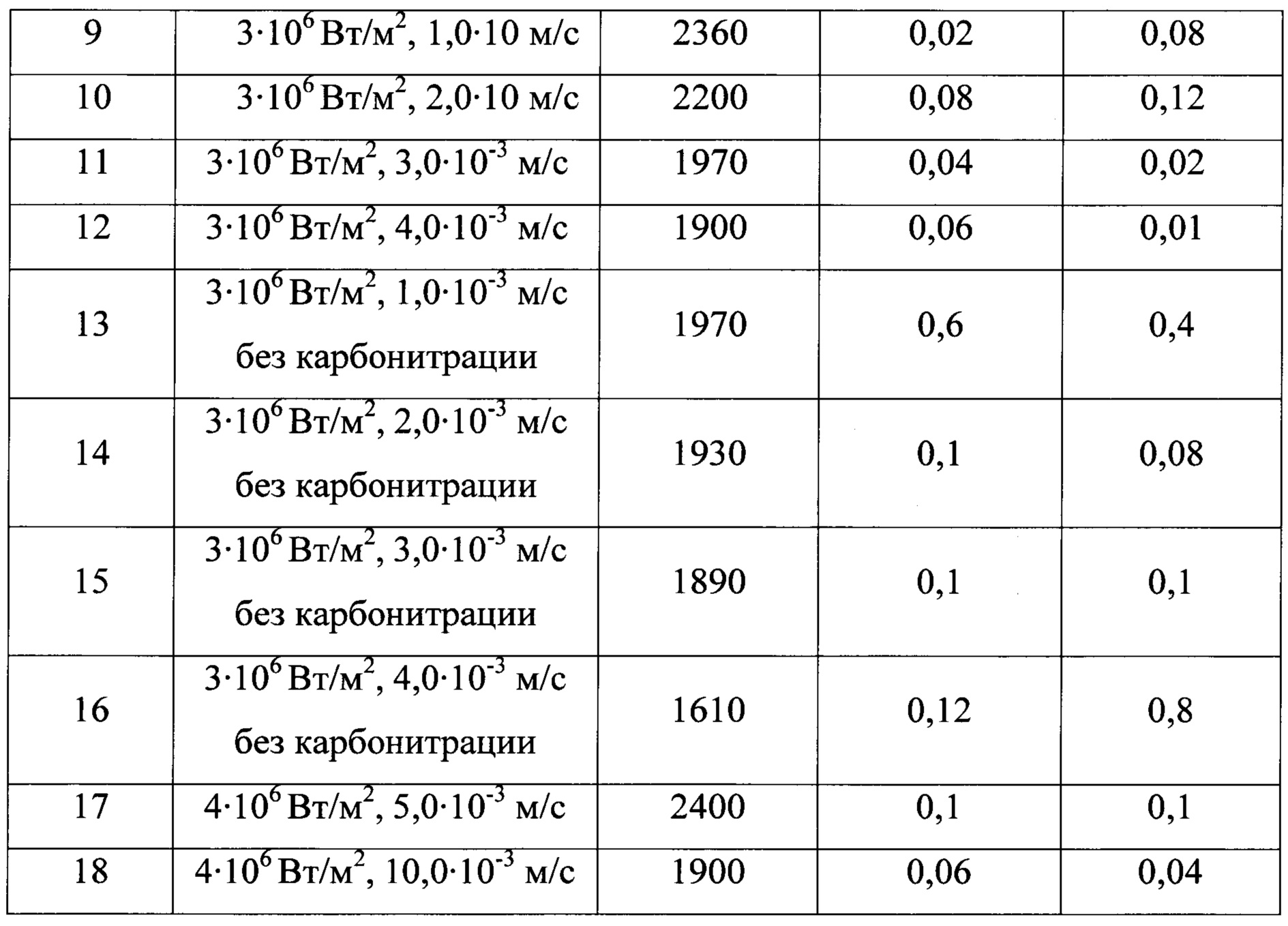
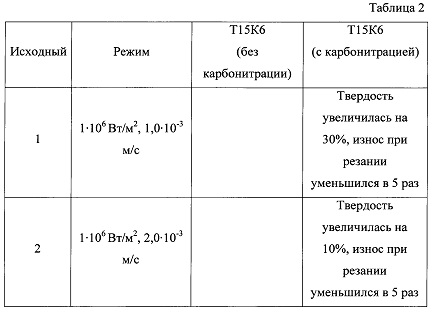
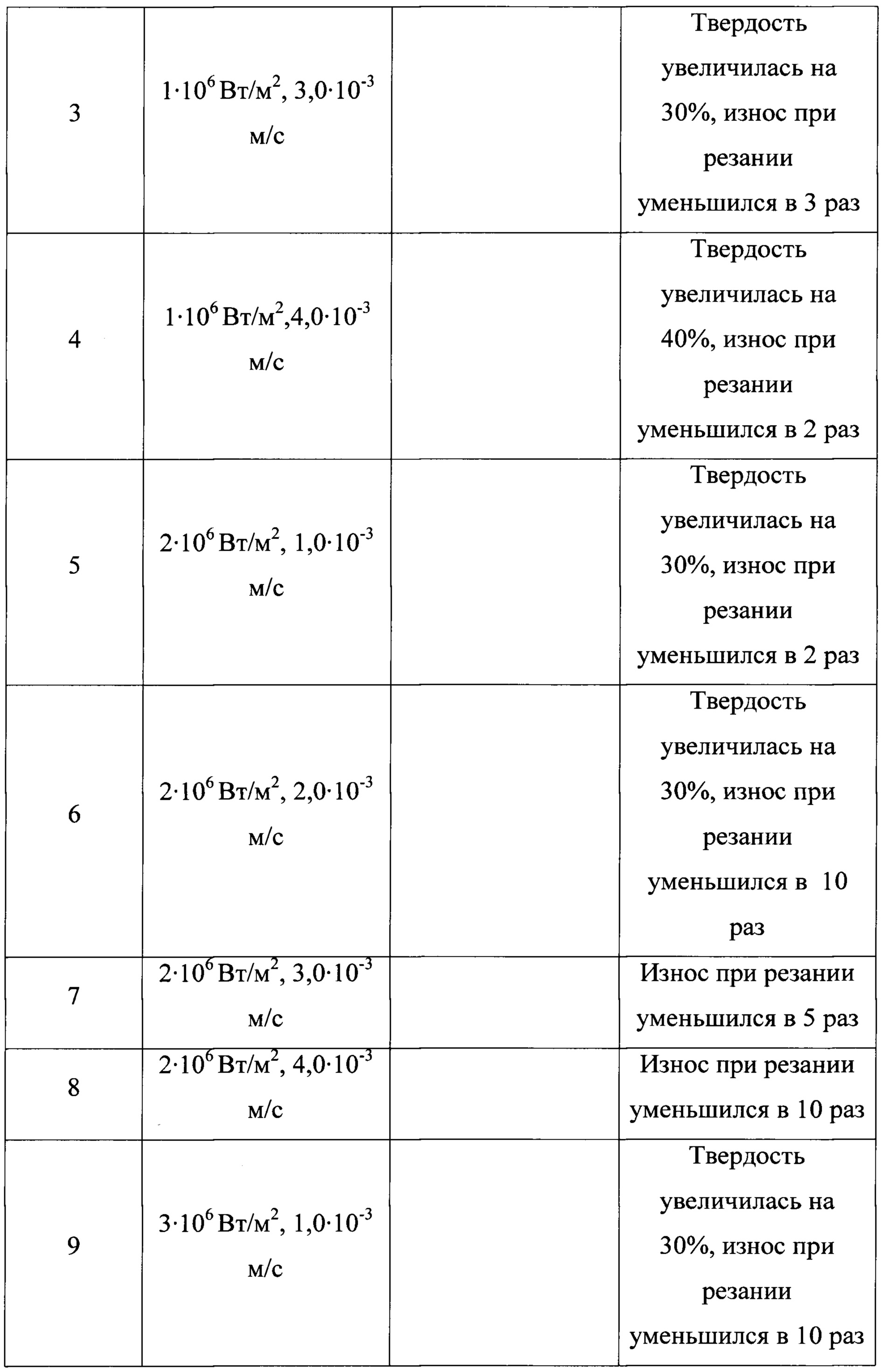
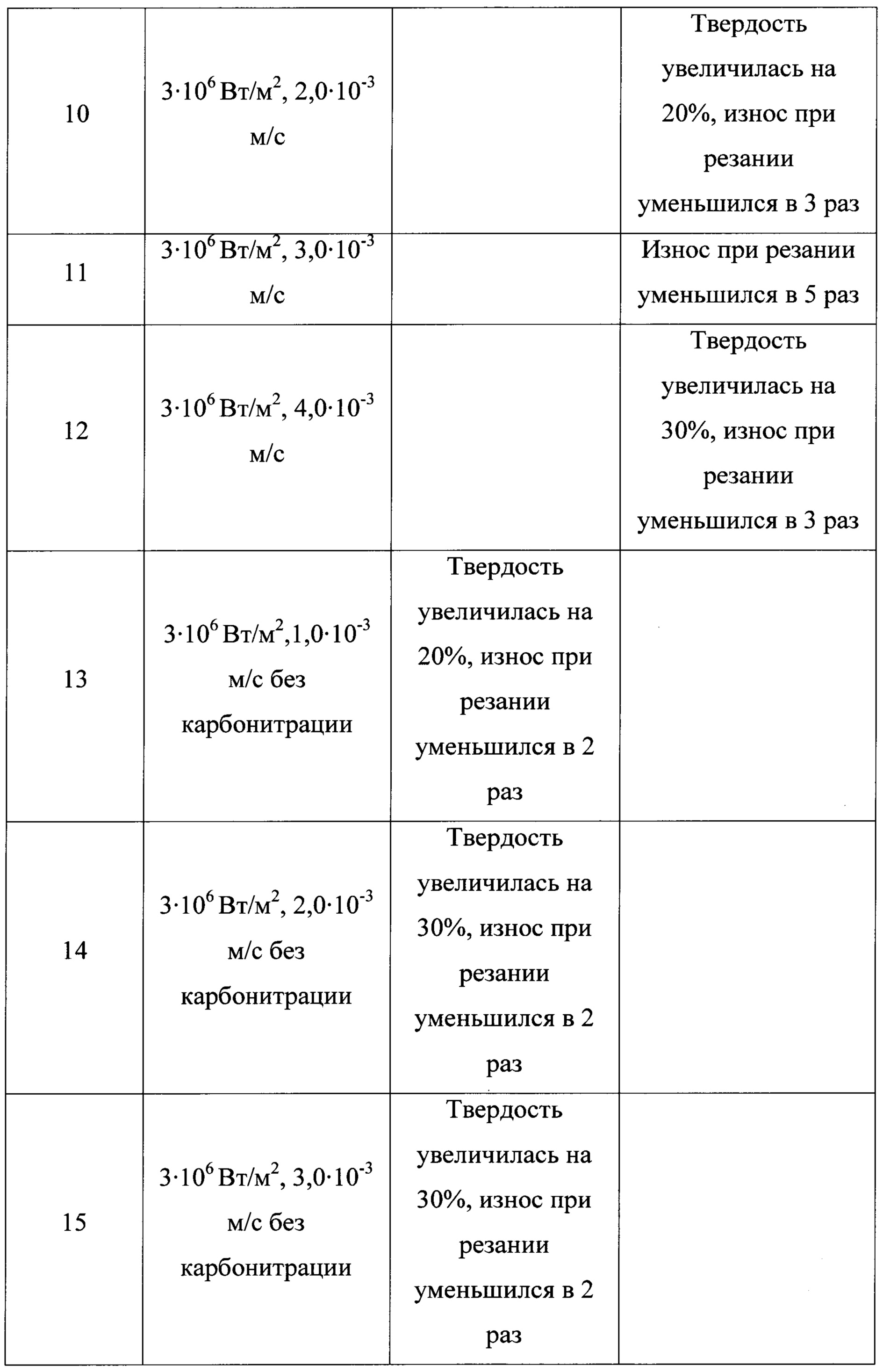
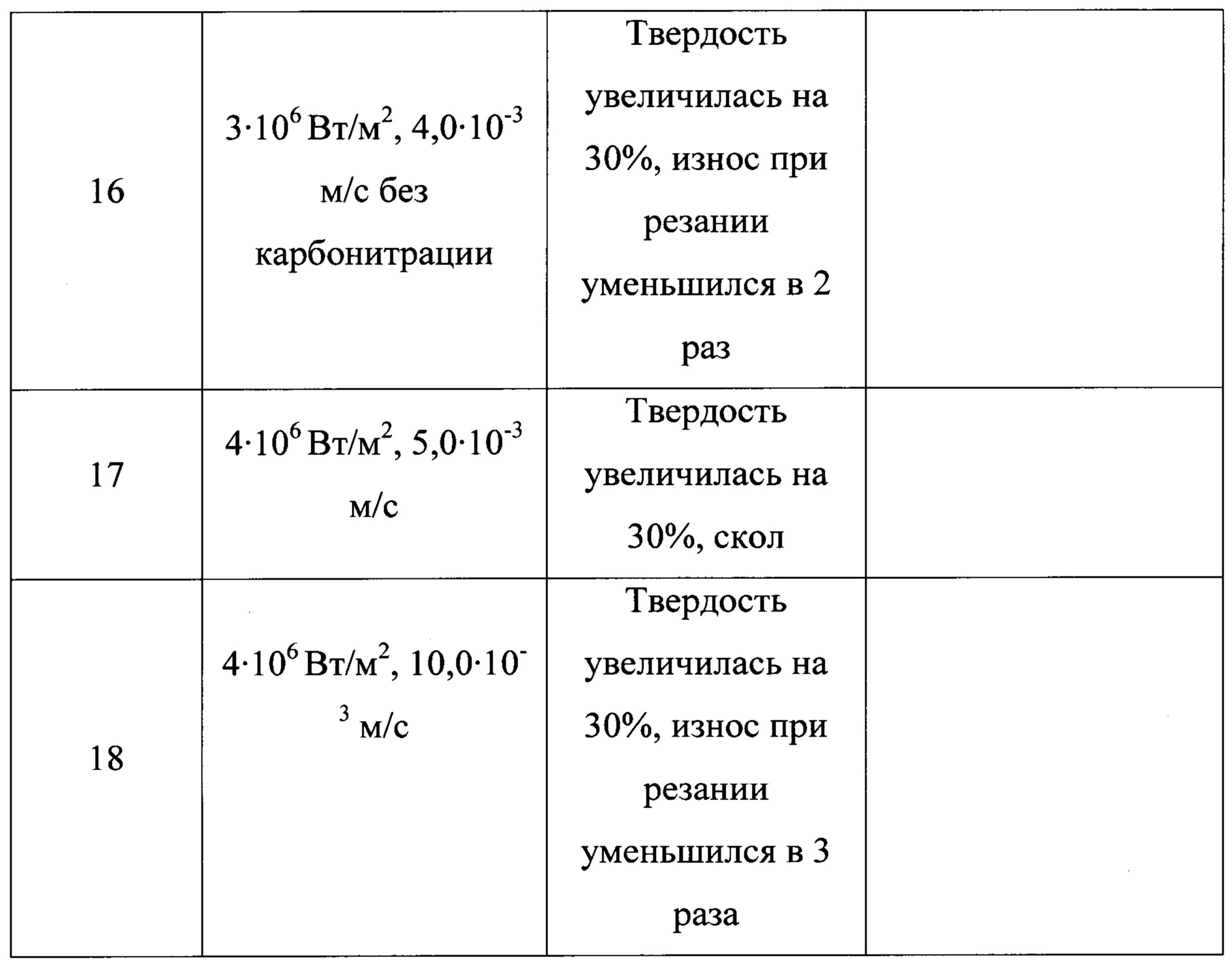
Результаты исследований на данном этапе показывают, что лазерную обработку эффективно проводить для сплава Т15К6. Твердосплавные пластины после карбонитрации по сравнению с исходными после лазерной обработки имеют в 2-5 раз меньший износ при резании по передней и задней поверхностям. С повышением плотности мощности лазерного излучения износ при резании уменьшается, а твердость увеличивается. Лучший режим лазерного воздействиия при плотности мощности лазерного перемещения 2⋅106 Вт/м2, 2,0⋅10-3 м/с. Износ при резании уменьшается в 5 раз.
Для твердосплавных пластин без карбонитрированного слоя после лазерной обработки происходит незначительное увеличение твердости и износа при резании в 2 раза.
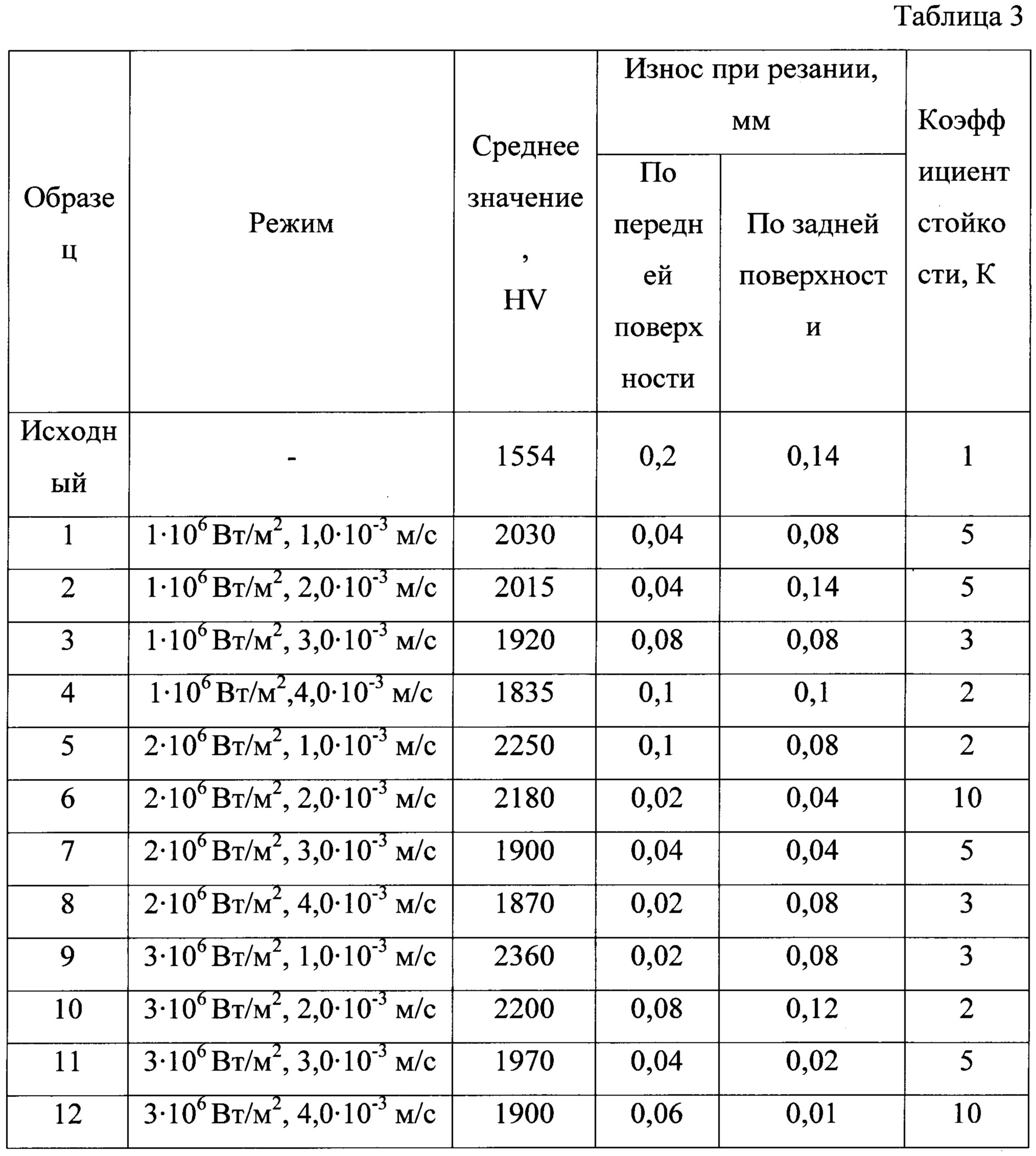
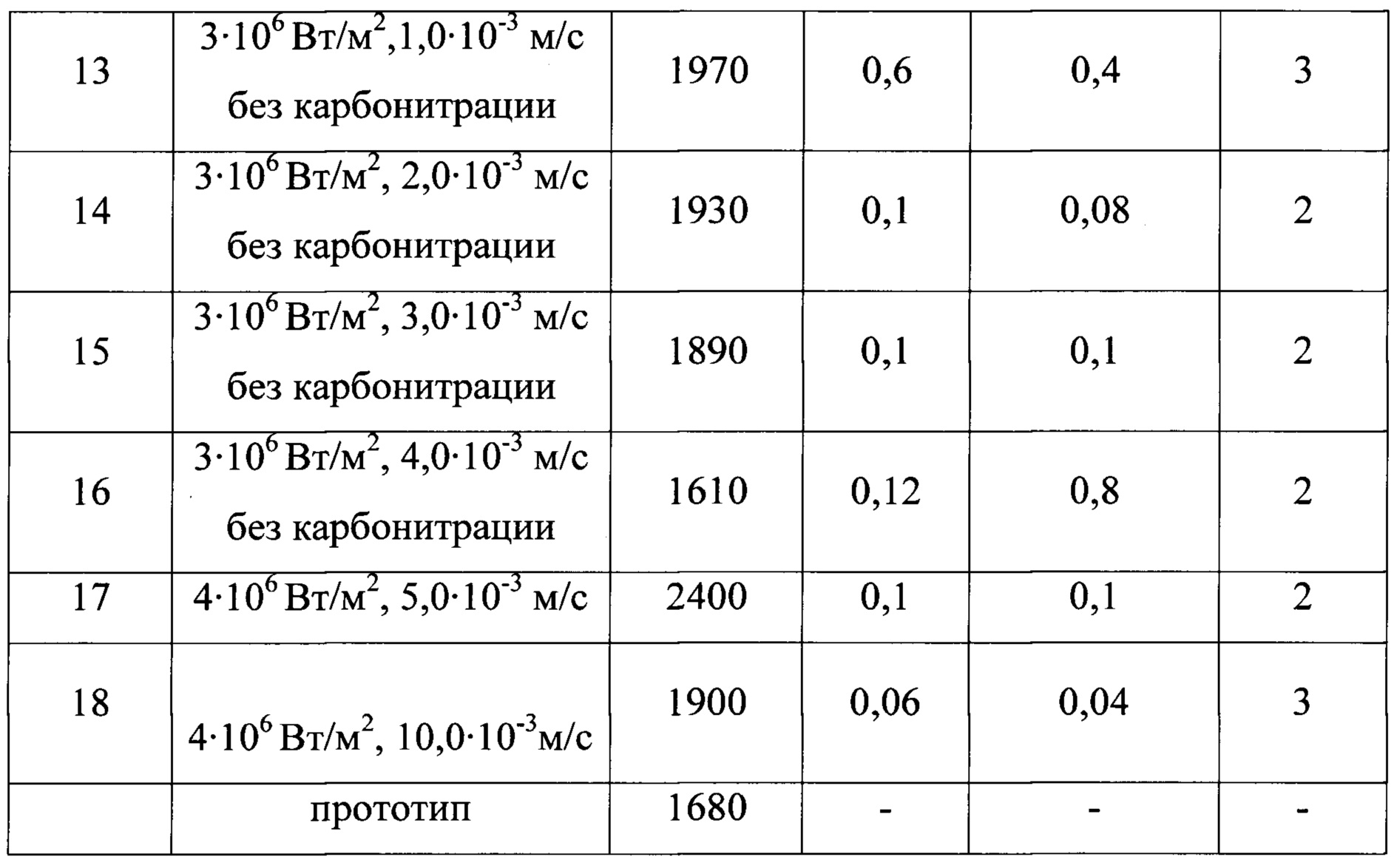
Анализируют результаты проведенных экспериментальных работ представленных в таблице 3 по упрочнению режущего инструмента из карбидсодержащих сплавов методом непрерывного лазерного воздействия и дают сравнение с прототипом. Проводят лазерное воздействие твердосплавных пластин исходных и с нанесенным карбонитрированным слоем при плотности мощности лазерного воздействия 1⋅106 Вт/м2, 2⋅106 Вт/м2, 3⋅106 Вт/м2, 4⋅106 Вт/м2. Твердость изменяют незначительно и оставляют в интервале 1550-2000 HV, износ уменьшают в 3-10 раз, коэффициент стойкости (определяют как отношение износостойкости до и после лазерного воздействия) увеличивают в 3-10 раз.
Способ переработки некондиционного хлеба
Дифференциал с автоматической блокировкой
Способ переработки некондиционного хлеба
Шестерёнчатый дифференциал
Симметричный дифференциал
Конический дифференциал с автоматической блокировкой
Система для регулирования схождения управляемых колес транспортного средства
Система безопасности автомобиля
Универсальный дифференциал
Самоблокирующийся дифференциал к автомобилю
Способ термической обработки режущего инструмента с напаянной твердосплавной пластиной
Способ получения режущего инструмента из карбидсодержащих сплавов вольфрамовой (вк) и титано-вольфрамовой (тк) групп
Способ упрочнения твердых сплавов
Способ упрочнения твердых сплавов

