Результат интеллектуальной деятельности: Способ теплового нагружения неметаллических элементов конструкций летательных аппаратов
Вид РИД
Изобретение
Изобретение относится к области машиностроения, авиационной и ракетно-космической отраслям промышленности и может быть использовано на этапе наземной лабораторно-стендовой отработки конструкций летательных аппаратов (ЛА) и их элементов (головных обтекателей, радиопрозрачных вставок, окон и т.д.) для воспроизведения тепловых и комплексных воздействий, имитирующих эксплуатационные нагрузки.
Для подтверждения работоспособности конструкций ЛА в условиях аэродинамического нагрева известны способы теплового нагружения с применением баллистических, плазменных установок и аэродинамических труб, однако их использование требует значительных материальных затрат и приводит к существенному увеличению трудоемкости испытаний, что не оправданно на этапах опытно-конструкторских работ и в процессе серийного производства отдельных элементов конструкций ЛА.
В связи с этим в процессе наземной отработки конструкций ЛА при проведении теплопрочностных и других испытаний используют способы теплового нагружения, в основе которых лежат твердотельные или газорязрядные излучатели, позволяющие с требуемой точность воспроизводить заданный по режиму падающий тепловой поток [Материалы для электротехнических установок: Справочное пособие / Н.В. Большакова, К.С. Борисанова, В.И. Бурцев и др. - М.: Энергоатомиздат, 1987. - 296 с.; Газоразрядные источники света / Г.Н. Рохлин. - М.-Л.: Энергия, 1966. - 216 с.].
В настоящее время широкое распространение получили испытательные стенды и установки, использующие способы радиационного теплового нагружения, реализуемые посредством инфракрасных лучистых излучателей (кварцевых ламп) [патент РФ №2440700 С1, МПК Н05В 3/44, опубл. 20.01.2012 г.; патент РФ №2612887 С1, МПК G01N 25/72, опубл. 13.03.2017 г.], а также с использованием, так называемых, контактных (гибких) излучателей [патент РФ №2456568 С1, МПК G01M 9/04, G01N 25/72, опубл. 20.07.2012 г.; патент РФ №2599460 С1, МПК G01N 25/72, G01M 9/04, опубл. 10.10.2016 г.].
Недостатком указанных способов является недостаточная точность воспроизведения заданных режимов испытаний и неравномерность нагрева.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является способ тепловых испытаний обтекателей ракет из неметаллических материалов [патент РФ №2571442 С1, МПК G01N 25/72, G01M 9/04, опубл. 20.12.2015 г.].
Способ включает контактный нагрев всей поверхности и измерение температуры в одном сечении, распределение температуры по окружности изделия задается несколькими электропроводящими секторами постоянной толщины, покрывающими всю поверхность обтекателя и выполненными по форме наружной поверхности обтекателя, разделенной продольными меридианными линиями, причем все электропроводящие сектора соединены в электрическую цепь параллельно и пересекаются у носка, где монтируется одна из электрических шин, а вторая электрическая шина охватывает все сектора ниже торца обтекателя, причем для стабилизации термического контакта наружная поверхность нагревателя равномерно прижимается по всей поверхности через слой теплоизоляции.
Основным недостатком данного способа теплового нагружения является отсутствие возможности воспроизведения тепловых полей сложных конфигураций, изменяющих величину падающего теплового потока как в меридианном, так и в окружном и других направлениях конструкций ЛА, что существенно снижает точность выполнения программ наземных стендовых испытаний и достоверность их результатов.
Техническим результатом заявляемого изобретения является повышение точности воспроизведения тепловых режимов стендовых испытаний неметаллических элементов конструкций ЛА, в том числе имеющих сложную (не осесимметричную) геометрическую форму нагреваемой поверхности.
Технический результат достигается тем, что предложен способ теплового нагружения неметаллических элементов конструкций летательных аппаратов, включающий контактный нагрев поверхности конструкции, измерение температуры в контрольном сечении и равномерное прижатие нагревателя к конструкции через слой теплоизоляции, отличающийся тем, что воспроизведение заданного режима теплового нагружения обеспечивается регулированием мощности электрического тока, пропускаемого через нагреватель, расположенный на поверхности конструкции и представляющий собой последовательно-параллельное (относительно электрических шин) соединение гибких электропроводящих элементов, при этом создание требуемого распределения тепловой энергии (теплового поля) на поверхности конструкции обеспечивается соответствующей выкладкой электропроводящих элементов нагревателя по координатам конструкции, изготовленных с учетом требуемой величины сопротивления каждого отдельного элемента нагревателя, определяемого по формуле:
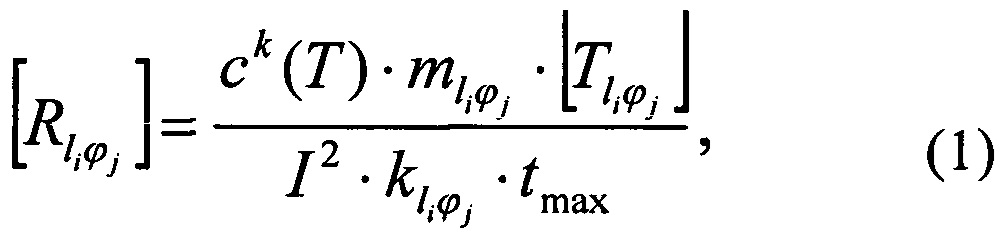
где Δli - шаг разбиения поверхности конструкции в меридианном направлении;
i=1…n, n - количество участков разбиения в меридианном направлении;
Δϕj - шаг разбиения поверхности конструкции в окружном направлении;
j=1…k, k - количество участков разбиения в окружном направлении;
 - матрица распределения сопротивления элементов нагревателя;
- матрица распределения сопротивления элементов нагревателя;
 - матрица распределения заданного температурного поля на поверхности конструкции;
- матрица распределения заданного температурного поля на поверхности конструкции;
I - сила тока, пропускаемого через нагреватель;
ck(Т) - удельная теплоемкость материала нагреваемой конструкции;
 - масса элемента конструкции, контактирующего с соответствующим элементом нагревателя
- масса элемента конструкции, контактирующего с соответствующим элементом нагревателя 
 - коэффициент передачи тепловой энергии от элемента нагревателя с сопротивлением
- коэффициент передачи тепловой энергии от элемента нагревателя с сопротивлением  к элементу конструкции массой
к элементу конструкции массой  ;
;
tmax - момент времени, соответствующий максимальной силе тока I.
Для вывода формулы (1) проведено разбиение гибкого нагревателя, расположенного на поверхности нагреваемой конструкции ЛА, имеющей, к примеру, конусообразную форму, на участки. Разбиение проводилось на i×j количество элементов (фиг. 1).
При этом i=1…n - количество участков разбиения нагревателя в меридианном направлении с шагом равным Δl (фиг. 1а), то есть:
где L - длина образующей конструкции ЛА;
Δli - шаг разбиения поверхности конструкции в меридианном направлении;
j=1…k - количество участков разбиения в окружном направлении с шагом Δϕ (фиг. 1б), то есть:
где D - диаметр основания конструкции ЛА;
Δϕi - шаг разбиения поверхности конструкции в окружном направлении.
Из фиг. 1в видно, что
есть матричное представление распределения сопротивления нагревателя, расположенного на боковой поверхности конусообразной конструкции ЛА.
Рассмотрим отдельный элемент нагревателя, образованный разбиением участков Δli-1-Δli и Δϕj-1-Δϕj, то есть элемент нагревателя, имеющий сопротивление 
Мощность электрического тока, проходящего через рассматриваемый элемент нагревателя равна:

Ввиду того, что электрический ток проходит по неподвижному проводнику, вся работа, совершаемая током, уходит на нагрев проводника, то есть:

где  - общее количество тепловой энергии, выделяемой в элементе нагревателя, имеющего сопротивление
- общее количество тепловой энергии, выделяемой в элементе нагревателя, имеющего сопротивление  t - время.
t - время.
Количество тепловой энергии  передающейся на поверхность конструкции ЛА, характеризуется коэффициентом передачи
передающейся на поверхность конструкции ЛА, характеризуется коэффициентом передачи  равным отношению
равным отношению  к общему количеству тепловой энергии
к общему количеству тепловой энергии  то есть:
то есть:
Коэффициент передачи  зависит от теплофизических свойств материала конструкции ЛА и характеристик используемой при нагреве внешней теплоизоляции. На практике
зависит от теплофизических свойств материала конструкции ЛА и характеристик используемой при нагреве внешней теплоизоляции. На практике  определяется расчетным путем с последующей корректировкой по результатам экспериментов.
определяется расчетным путем с последующей корректировкой по результатам экспериментов.
По определению теплоемкости материала количество тепловой энергии  определяется исходя из соотношения:
определяется исходя из соотношения:

где ck(Т) - удельная теплоемкость материала конструкции ЛА, зависящая от температуры.
Тогда из соотношений (2), (3) и (4) следует, что элементы матрицы распределения сопротивления нагревателя  определяют из соотношения:
определяют из соотношения:

При расчете нагревателя и построении матрицы сопротивлений  используют значение силы тока I соответствующее максимальной силе тока Imax достигаемой на нагревательной установке или стенде в фиксированный момент времени t=tmax.
используют значение силы тока I соответствующее максимальной силе тока Imax достигаемой на нагревательной установке или стенде в фиксированный момент времени t=tmax.
Построенная исходя из соотношения (5) матрица сопротивлений  используются на практике при изготовлении контактного нагревателя для создания требуемого распределения электрического сопротивления, позволяющего воспроизводить тепловое поле заданной конфигурации.
используются на практике при изготовлении контактного нагревателя для создания требуемого распределения электрического сопротивления, позволяющего воспроизводить тепловое поле заданной конфигурации.
Способ иллюстрирует схема, приведенная на фиг. 2. Изготовленный согласно матрице сопротивлений  контактный нагреватель 3 устанавливают на внешней поверхности нагреваемой конструкции 2 путем прижатия к конструкции через теплоизоляционный слой 4. Тепловое нагружения конструкции 2 тепловым полем заданной конфигурации осуществляется путем пропускания через нагреватель 3 электрического тока, подводимого к нагревателю посредством электрических шин 1. Воспроизведение режима теплового нагружения во времени осуществляется путем регулирования мощности электрического тока по показанием одной или нескольких термопар 5, установленных на внешней поверхности конструкции 2 в контрольной зоне. Измерение температуры в остальных зонах конструкции при этом осуществляется с помощью термопар, расположенных на поверхности конструкции в соответствующих зонах.
контактный нагреватель 3 устанавливают на внешней поверхности нагреваемой конструкции 2 путем прижатия к конструкции через теплоизоляционный слой 4. Тепловое нагружения конструкции 2 тепловым полем заданной конфигурации осуществляется путем пропускания через нагреватель 3 электрического тока, подводимого к нагревателю посредством электрических шин 1. Воспроизведение режима теплового нагружения во времени осуществляется путем регулирования мощности электрического тока по показанием одной или нескольких термопар 5, установленных на внешней поверхности конструкции 2 в контрольной зоне. Измерение температуры в остальных зонах конструкции при этом осуществляется с помощью термопар, расположенных на поверхности конструкции в соответствующих зонах.
На фиг. 3 приведен пример схемы распределения теплового поля, падающего на внешнюю поверхность головного элемента конструкции высокоскоростного ЛА (3а - наветренная сторона конструкции; 3б - подветренная стороны конструкции), воспроизведение которого может быть реализовано предлагаемым способом при наземной лабораторно-стендовой отработке конструкции. На схеме условно показан числовой эквивалент величины плотности теплового потока, падающего на соответствующую зону конструкции.
Предлагаемый способ позволяет повысить точность выполнения программ тепловых испытаний высокоответственных конструкций ЛА, надежность, достоверность и информативность результатов испытаний.
Способ может найти широкое применение при проведении теплопрочностных, а также комплексных термовакуумных и термовибрационных испытаний конструкций ЛА, имеющих сложную геометрическую форму и (или) сложную конфигурацию воспроизводимого теплового поля.
Способ определения толщины изделия при одностороннем доступе
Способ формования заготовок изделий сложной формы из порошка кремния
Способ получения высокоплотных водных шликеров на основе литийалюмосиликатного стекла
Способ изготовления керамических изделий
Способ изготовления изделий из стеклокерамики литийалюмосиликатного состава
Способ получения гранулята кремния для аддитивного производства изделий из реакционносвязанных нитридов и карбидов кремния
Способ крепления термоэлектрического преобразователя температуры на поверхности керамических материалов
Способ определения предела прочности при растяжении керамических и композиционных материалов при индукционном нагреве
Способ изготовления емкостей для термообработки сыпучих материалов
Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления
Способ механической обработки внутренних сферических поверхностей
Способ получения высокоплотных водных шликеров на основе литийалюмосиликатного стекла
Способ изготовления керамических изделий
Способ изготовления изделий из стеклокерамики литийалюмосиликатного состава
Способ крепления термоэлектрического преобразователя температуры на поверхности керамических материалов
Способ контроля тонкостенных стеклопластиковых оболочек
Способ определения предела прочности при растяжении керамических и композиционных материалов при индукционном нагреве
Способ теплопрочностных испытаний керамических обтекателей
Антенный обтекатель
Способ механической обработки крупногабаритных сложнопрофильных керамических изделий

