Результат интеллектуальной деятельности: Способ обработки поверхности детали
Вид РИД
Изобретение
Изобретение относится к методам обработки материалов и может быть использовано для легирования и упрочнения различных деталей машин и инструментов. Особенно эффективно для деталей, работающих в условиях высоких температур, агрессивной среды, износа и знакопеременного нагружения. К ним следует отнести лопатки компрессора и турбины (замковая часть), валы, рессоры, штоки и т.п. Может быть использовано как при изготовлении, так и при ремонте особо нагруженных деталей, в поверхностных слоях которых установлено отсутствие или уменьшение легирующих элементов. Это вызвано возможными отклонениями от заданных режимов обработки при изготовлении или повышенными нагрузками при эксплуатации.
Из уровня техники известен способ легирования и упрочнения поверхностного слоя детали по патенту RU 2175594, выбранный в качестве наиболее близкого аналога. Способ заключается в нанесении покрытия компактными электродами и последующее пластическое упрочнение нанесенного слоя деформирующими элементами. Нанесение покрытия (легирование) осуществляют при помощи роликовых подпружиненных электродов в момент касания роликов о поверхность детали. Деформирование, сглаживание и уплотнение полученного покрытия осуществляют деформирующими роликами. Ролики, осуществляющие нанесение покрытия (легирование) и деформирующие ролики, установлены последовательно в дисковом корпусе инструмента. Электрический ток подводится к роликам и к детали.
Недостаток указанного способа заключается в том, что нанесение покрытия (легирование) и упрочнение не объединены во времени в одну операцию, а разнесены на равные промежутки времени. Следовательно, между операциями нанесение покрытия (легирование) и деформирования существует непродолжительный промежуток (интервал) времени, что усложняет осуществление способа, увеличивая потери во времени на проведение операций легирования и упрочнения.
Технической проблемой, на решение которой направлено заявленное изобретение, является упрощение способа легирования и упрочнения поверхностного слоя детали для повышения прочностных характеристик детали.
Технический результат изобретения заключается в упрощении способа легирования и упрочнения поверхностного слоя детали, а также в повышении прочностных характеристик детали, способствующих увеличению срока службы и повышению надежности в условиях сложного нагружения. В первую очередь это относится к жаростойкости и коррозионной стойкости.
Технический результат достигается тем, что способ обработки поверхности детали, включает нанесение легирующего покрытия и упрочнение обкаткой поверхности детали. Нанесение легирующего покрытия и упрочнение поверхностного слоя детали осуществляется одновременно путем обкатки поверхности детали с помощью ролика, установленного в подпружиненной державке, закрепленной в резцедержателе станка. Деталь закрепляют в шпинделе станка для придания ей вращения. При этом к детали и ролику подведен электрический ток. Электрический ток подведен к детали через шпиндель станка. На контактную поверхность ролика предварительно нанесено покрытие с легирующими элементами. Перемещение ролика возвратно-поступательное в продольном и поперечном направлениях относительно горизонтальной плоскости станины токарного станка. Углубление ролика в поверхность детали от 10 до 200 мкм, при этом легирование и упрочнение поверхностного слоя детали выполняют за один или несколько проходов ролика.
В качестве инструмента используется ролик, на рабочую поверхность (наружный диаметр) которого наносится жаропрочный многокомпонентный сплав с легирующими элементами или однокомпонентный легирующий металл. Вместо ролика может использоваться металлическая пластина, на рабочей торец которой наносится покрытие аналогичное покрытию, которое наносится на рабочую поверхность ролика. Назначение ролика или пластины - служить «донорами» своими покрытиями, состоящими из легирующих элементов, которые необходимы обрабатываемым деталям. Толщина покрытия, нанесенного на рабочую поверхность ролика, составляет 50 мкм и более в зависимости от требований к обработке и условий ее проведения. Для нанесения покрытий на ролик используется вакуумно-плазменный метод, методы электроискрового легирования, наплавки и т.п.
В качестве технологического оборудования используются универсальные токарные, фрезерные, строгальные станки в зависимости от цилиндрической или плоской формы деталей.
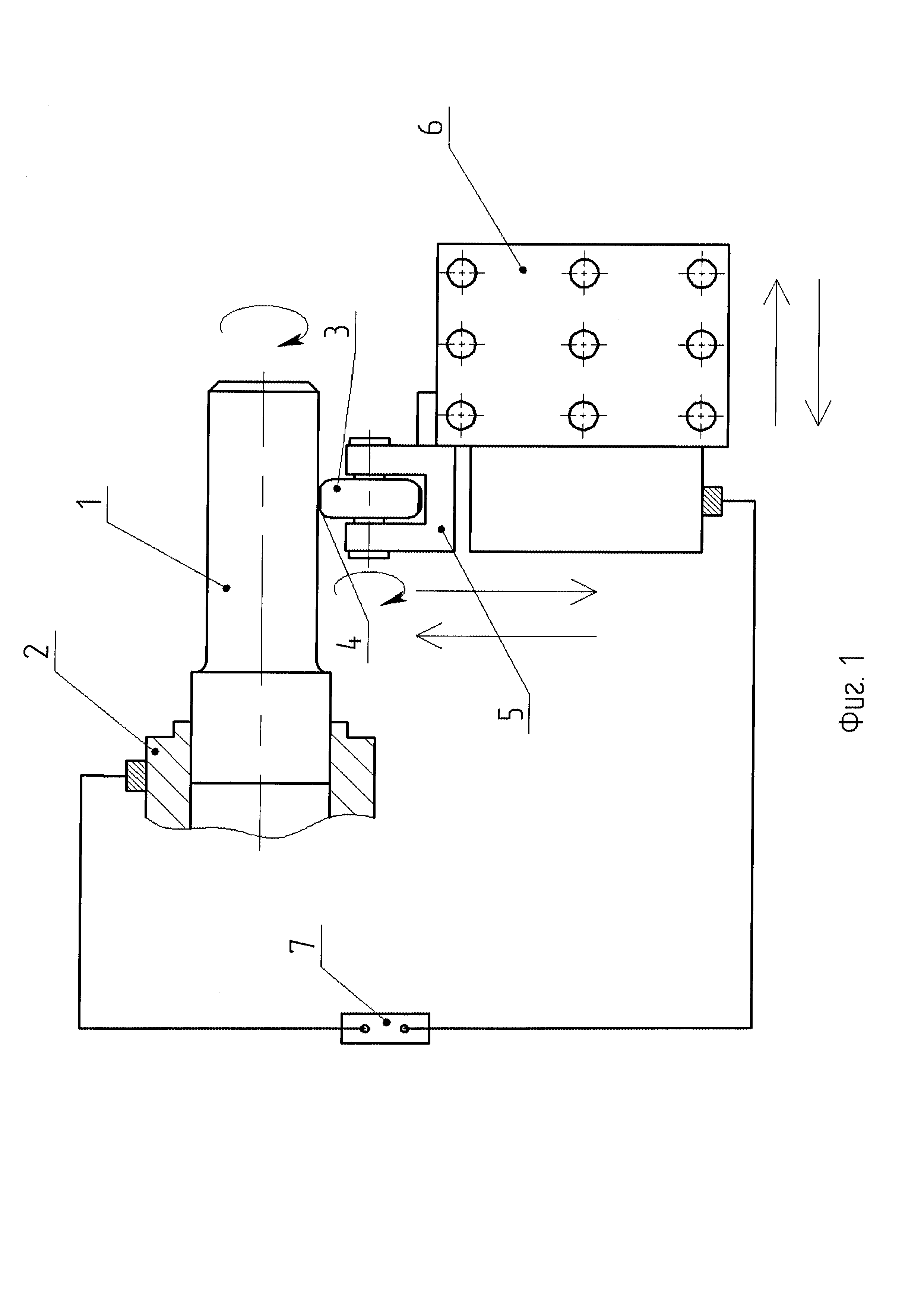
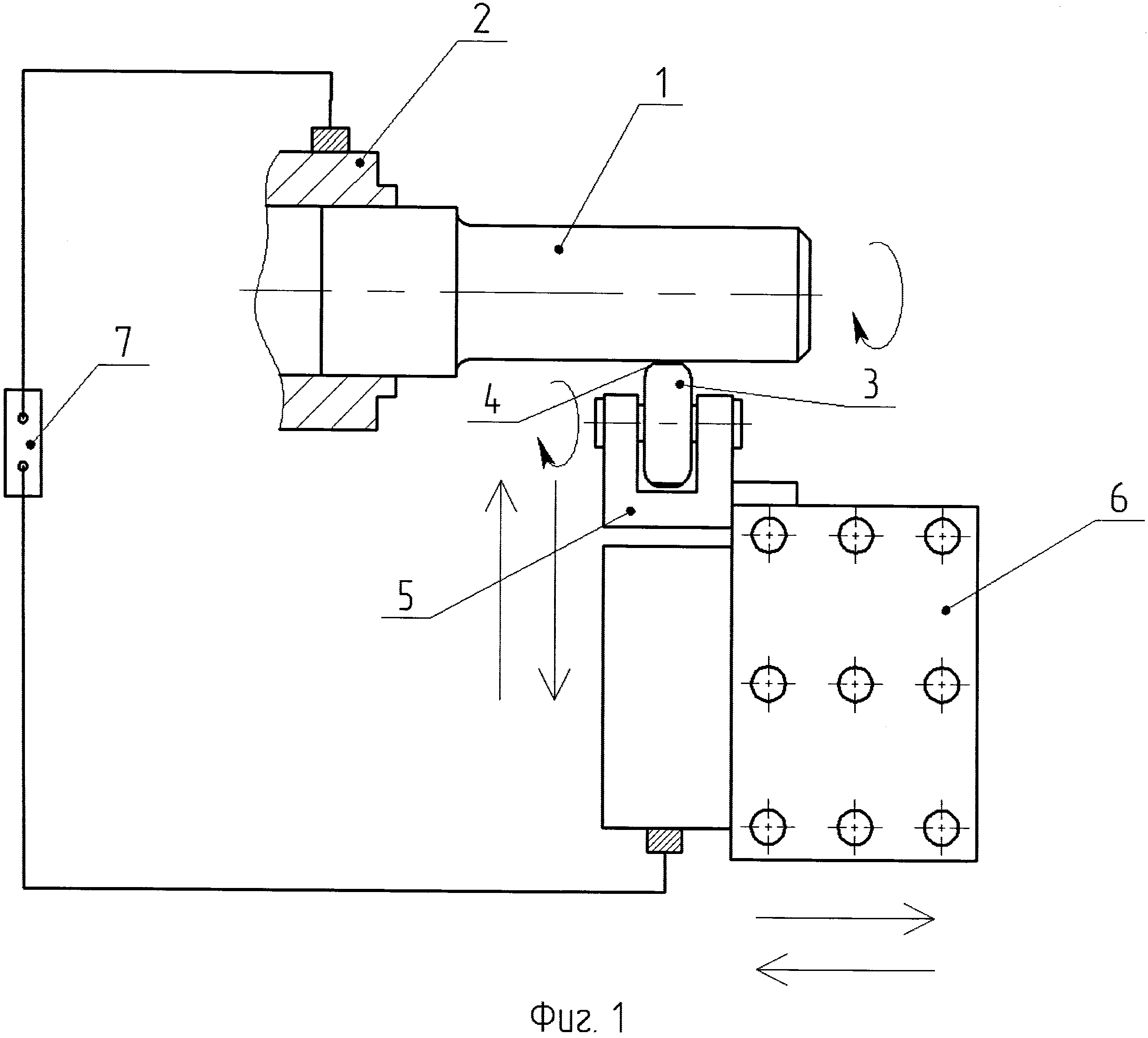
На иллюстрации (фиг. 1) представлена схема легирования и упрочнения поверхностного слоя детали, выполненная на токарном станке (условно не показано) со следующими обозначениями: деталь (1); шпиндель токарного станка (2); ролик (3); легирующие элементы (4); пружинная державка (5); резцедержатель станка (6); источник тока (7).
Деталь (1) закрепляется в шпинделе (2) для придания ей вращения. Обкатка детали осуществляется роликом (3) с нанесенным на его рабочую поверхность покрытием с легирующими элементами (4) и закрепленным в пружинной державке (5), которая устанавливается в резцедержателе станка (6). Подвод тока к детали (1) и к ролику (3) производится от источника переменного тока (7). В качестве источников переменного тока используются понижающие трансформаторы с питанием от сети напряжением 220-380 В. Мощность трансформатора зависит от технологического его назначения: характер обрабатываемых деталей, их габаритных размеров, конструкции инструмента, времени непрерывной работы и типа производства. Перемещение ролика (3) возвратно-поступательное и осуществляется в продольном и поперечном направлениях относительной станины токарного станка (в случае обработки детали на токарном станке), посредством резцедержателя (6). Углубление ролика (3) в поверхность детали (1), соответствующий требуемому давлению, обеспечивается пружинной державкой (5) и выбирается в диапазоне от 10 до 200 мкм. Комплексное воздействие пластической деформации, нагрева и охлаждения, внедрения легирующих элементов, формируют структуру сплава и его свойства. Такое воздействие возрастает от неоднократного термомеханического действия на деталь, вызванного числом проходов ролика.
В местах контакта детали с роликом возникают высокие локальные температуры из-за трения инструмента о деталь, ее деформации и прохождения электрического тока. В результате адгезионного-диффузионного взаимодействия покрытия ролика происходит перенос легирующих элементов на деталь.
В ходе обработки деталь (1) закрепляется в шпинделе (2), который придает ей вращение. Затем к поверхности детали перемещением пружинной державки (5) от резцедержателя (6) подается ролик (3) и устанавливается с заданным натягом, зафиксированным в пружинной державке (5). К системе деталь-ролик (1, 3) подается электрический ток от источника (7). Резцедержателю (6) совместно с державкой (5) и роликом (3) придается продольное перемещение относительно станины токарного станка. По окончанию рабочего прохода электричество отключается, вращение прекращается, и ролик отводится от детали в исходное положение. При необходимости может быть несколько проходов с подключением или без подключения электрического тока и с разной величиной натяга ролика.
Выбор режимов обработки и регулировка осуществляются варьированием параметров скорости обработки, величиной нормального давления или натяга, силой напряжения электрического тока. При ремонте перед обкаткой с внедрением легирующих элементов с поверхности детали удаляется окалина, образовавшаяся в эксплуатации.
Допускается использование многороликовых оправок с одинаковым многокомпонентным покрытием или же несколько роликов с одинаковым или разным однокомпонентным покрытием. По мере переноса легирующих элементов с ролика на деталь требуется новая наплавка на поверхность инструмента.
Ротор турбины
Автономное интегрированное устройство регистрации параметров авиационного газотурбинного двигателя
Отклоняющая решетка реверсивного устройства наружного корпуса двигателя
Способ управления противообледенительной системой воздухозаборника газотурбинного двигателя самолета
Коробка приводных агрегатов
Замок реверсивного устройства газотурбинного двигателя
Устройство фиксации лопаток ротора компрессора газотурбинного двигателя
Статор газовой турбины
Способ создания необходимого давления и расхода топлива в топливной системе газотурбинного двигателя
Устройство управления воздушным стартером
Способ раскатывания деталей шаровым инструментом
Способ черновой обработки деталей в виде тел вращения
Способ шаржирования металлорежущего инструмента
Направляющий аппарат осевого компрессора
Способ получения графитированного материала

