Результат интеллектуальной деятельности: СПОСОБ ТОЧЕЧНОЙ СВАРКИ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к способу точечной сварки для множества стальных листов, включающего в себя плакированный стальной лист, и более конкретно относится к способу точечной сварки, подходящему для множества стальных листов, включающего в себя оцинкованный высокопрочный стальной лист для использования в автомобилях.
УРОВЕНЬ ТЕХНИКИ
[0002] В последние годы в автомобильной области для улучшения экономии топлива и сокращения выбросов CO2 востребовано снижение веса кузова. Для улучшения безопасности при столкновении также востребовано увеличение прочности элементов кузова автомобиля. Для удовлетворения этих потребностей эффективным является использовать высокопрочный стальной лист для элементов кузова и различных деталей.
[0003] Кроме того, с точки зрения предотвращения появления ржавчины на кузове автомобиля необходимо создавать элементы из стальных листов, обладающих превосходной коррозионной стойкостью. Широко известно, что оцинкованные (гальванизированные) стальные листы имеют хорошую коррозионную стойкость. С точки зрения уменьшения веса и повышения прочности в качестве оцинкованных стальных листов используют оцинкованные высокопрочные стальные листы.
[0004] При сборке корпусов автомобилей и при присоединении к ним деталей и т.д. главным образом используется точечная сварка. При точечной сварке оцинкованных высокопрочных стальных листов растрескивание может происходить в направлении толщины листа от наружных поверхностей стальных листов, контактирующих с электродами для точечной сварки.
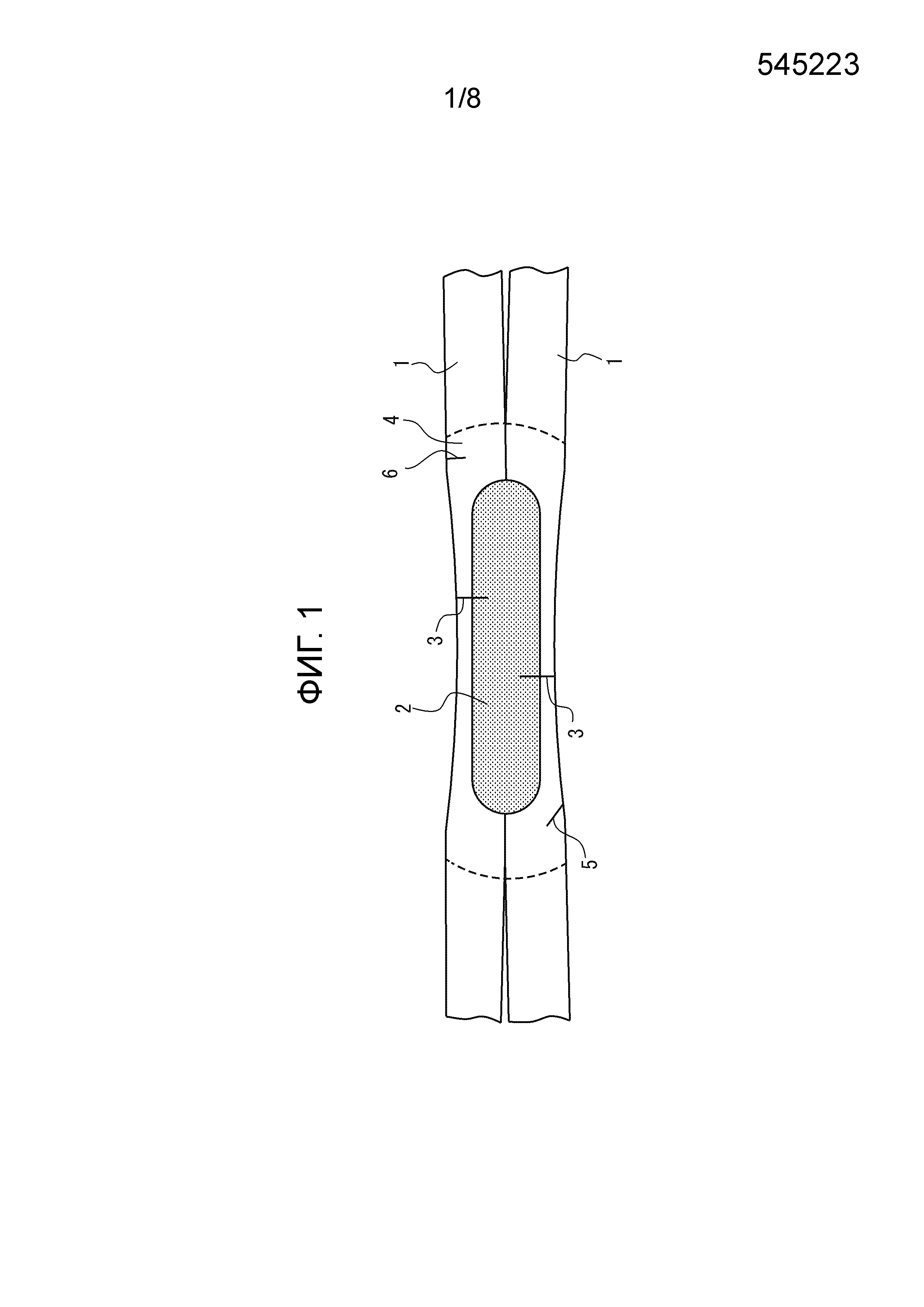
[0005] Фиг. 1 показывает схему растрескивания в месте точечной сварки при точечной сварке оцинкованных высокопрочных стальных листов. Фиг. 1 изображает поперечное сечение в направлении толщины листа. Известно, что при точечной сварке оцинкованных высокопрочных стальных листов 1 происходит растрескивание 3, развивающееся от контактирующей с электродом поверхности стального листа 1 в направлении к расплавленной и затвердевшей части 2 (к ядру сварной точки) (ниже называемое «растрескиванием под электродом»), растрескивание 5, развивающееся от той части стального листа 1, которая контактирует с фаской электрода, в направлении к зоне 4 теплового воздействия (ниже называемое «растрескиванием у фаски»), и растрескивание 6, развивающееся от места за пределами области контакта электрода и стального листа 1 в направлении к зоне 4 теплового воздействия (ниже называемое «растрескиванием за пределами электрода»).
[0006] Далее, когда нет особенной необходимости дифференцировать их, «растрескивание под электродом», «растрескивание у фаски» и «растрескивание за пределами электрода» будут все упоминаться как «внешнее растрескивание». Кроме того, «растрескивание у фаски» и «растрескивание за пределами электрода» будут вместе упоминаться как «растрескивание около внешней окружности сварного шва».
[0007] Такое растрескивание еще называют растрескиванием благодаря так называемой «жидкометаллической хрупкости». То есть говорят, что при приложении прижимающей электроды силы и растягивающего напряжения благодаря тепловому расширению и сжатию стальных листов к зоне сварного шва расплавленный оцинкованный металл проникает в границы зерен стальных листов и уменьшает межзеренную прочность.
[0008] В корпусах автомобилей, если растрескивание в месте сварки является заметным, прочность соединения уменьшается. Существуют известные методы для подавления растрескивания в месте сварки с помощью способов управления химическим составом и структурой стальных листов.
[0009] Например, Патентный документ 1 раскрывает такое регулирование химического состава стальных листов, которое преобразует фазу аустенита, образующуюся во время точечной сварки, в мелкие кристаллические зерна, и сложным образом вклинивает их между кристаллическими зернами других фаз в структуре металла, чтобы тем самым сделать пути для диффузии и проникновения расплавленного цинка к границам кристаллических зерен более сложными и затруднять проникновение расплавленного цинка, и таким образом предотвратить растрескивание, обусловленное жидкометаллической хрупкостью, во время сварки.
[0010] Кроме того, Патентный документ 2 описывает, что за счет простого усложнения границ кристаллических зерен путем управления структурами стальных листов невозможно в достаточной степени подавить образование растрескивания в месте сварки. Он также раскрывает такое регулирование химического состава стальных листов, чтобы сделать глубину проникновения между кристаллическими зернами горячекатаных стальных листов равной 5 мкм или меньше, а также гальваническое покрытие железом холоднокатаных стальных листов перед горячим цинкованием для того, чтобы сделать глубину проникновения между кристаллическими зернами горячеоцинкованных стальных листов равной 5 мкм или меньше, и тем самым подавить образование растрескивания в месте сварки горячеоцинкованных стальных листов.
СПИСОК ЦИТИРУЕМОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0011] Патентный документ 1: Японская патентная публикация № 2006-265671A
Патентный документ 2: Японская патентная публикация № 2008-231493A
Патентный документ 3: Японская патентная публикация № 05-277552A
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0012] Таким образом, изучаются контрмеры против растрескивания в местах контакта между стальными листами и электродами. Однако в точечных сварных соединениях некоторых оцинкованных стальных листов или в некоторых точечных сварных соединениях некоторых неоцинкованных стальных листов и листов оцинкованной стали растрескивание все еще происходит в местах контакта между стальными листами и электродами, и даже когда растрескивание не происходит, желаемая прочность при растяжении иногда не может быть получена.
[0013] Авторы настоящего изобретения исследовали причину, по которой желаемая прочность при растяжении не может быть получена в том случае, когда растрескивания в местах контакта между стальными листами и электродами не происходит. Фиг. 2 и Фиг. 3 показывают схемы растрескивания в месте точечной сварки и показывают поперечное сечение в направлении толщины листа, включающее ядро сварной точки.
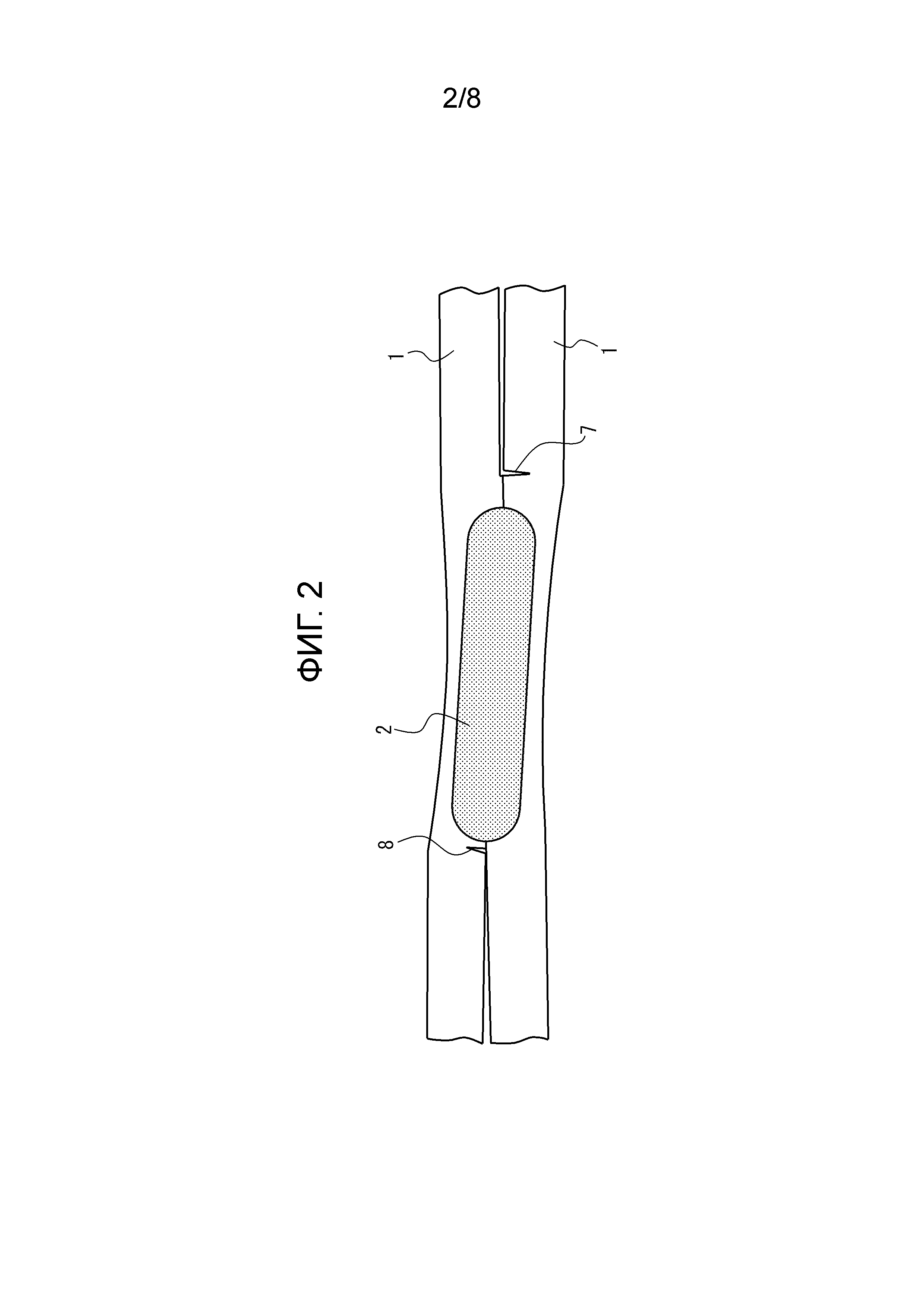
[0014] Как показано на Фиг. 2, в точечном сварном соединении, в котором желаемая прочность при растяжении не может быть получена, иногда растрескивание 7 происходит сразу за пределами зоны сварки (короны), окружающей сварное ядро, на сопряженных поверхностях стальных листов, и растрескивание 8 происходит на границе ядра сварной точки зоны точечной сварки.
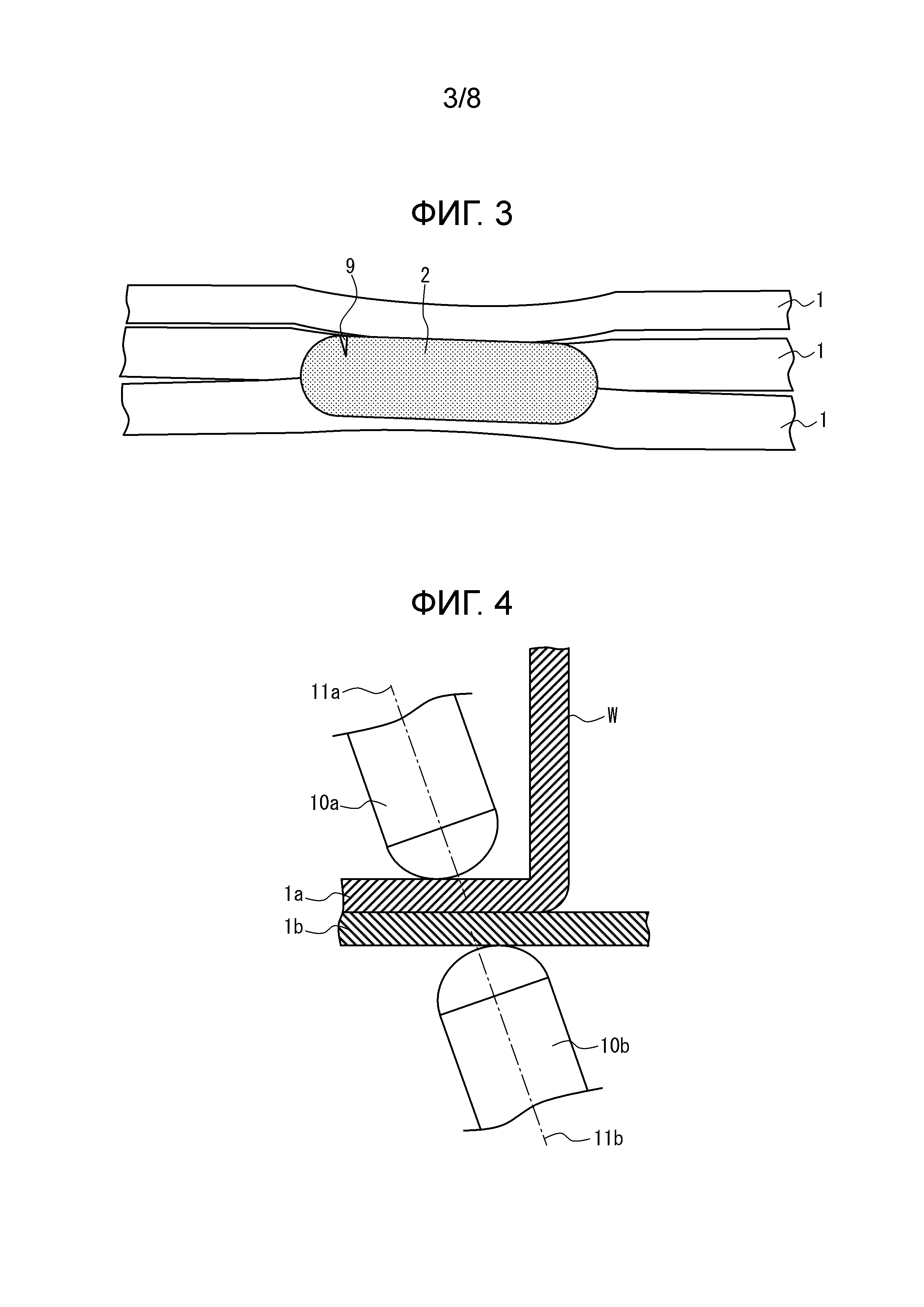
[0015] Кроме того, как показано на Фиг. 3, в точечном сварном соединении трех или более стальных листов, когда желаемая прочность при растяжении не может быть получена, иногда происходит растрескивание 9 внутри ядра сварной точки, развивающееся из зоны сварки, окружающий ядро сварной точки, в ядро сварной точки.
[0016] Далее, когда нет особенной необходимости дифференцировать их, «растрескивание сразу за пределами зоны, окружающей ядро сварной точки», «растрескивание на границе ядра сварной точки зоны точечной сварки», и «растрескивание в ядре сварной точки» будут все вместе упоминаться как «внутреннее растрескивание».
[0017] Такое растрескивание на сопряженных поверхностях стальных листов и растрескивание в местах контакта между стальными листами и электродами не всегда происходит при точечной сварке оцинкованных высокопрочных стальных листов. Следовательно, в том случае, когда растрескивание происходит, желательно предотвратить растрескивание простым способом.
[0018] Принимая во внимание такие обстоятельства, настоящее изобретение имеет своей целью предложить способ точечной сварки, который может легко предотвращать растрескивание, обусловленное жидкометаллической хрупкостью, при точечной сварке оцинкованных стальных листов.
РЕШЕНИЕ ПРОБЛЕМЫ
[0019] Авторы настоящего изобретения исследовали соотношение мест сварки с факторами, вызывающими растрескивание, обусловленное жидкометаллической хрупкостью,, после чего они установили, что растрескивание легко происходит в следующих случаях (a) - (g):
[0020] (a) случай сварки под углом, когда центральная ось отклоняется на 3° или больше от перпендикуляра к поверхности стального листа,
[0021] (b) случай сварки с использованием наклонного электрода, когда центральная ось сварочного электрода отклоняется на 5° или больше от перпендикуляра к поверхности стального листа,
[0022] (c) случай сварки с использованием сварочного пистолета, когда центральная ось электрода отклоняется на 3° или больше от перпендикуляра к поверхности стального листа во время сварки,
[0023] (d) случай сварки в состоянии с относительным расхождением центральных осей обращенных друг к другу сварочных электродов на 0,5 мм или больше,
[0024] (e) случай сварки с зазором между сопряженными поверхностями в месте сварки, составляющим 0,5 мм или больше,
[0025] (f) случай сварки в состоянии, когда положение фиксированный сварочный электрод отстоит от стального листа в направлении сжатия на 0,2 мм или больше, и
[0026] (g) случай сварки комбинации листов, включающей стальные листы с соотношением прочностей более чем 2,5.
[0027] Авторы настоящего изобретения полагают, что в таком случае в процессе сварки существует такое место, где растягивающее напряжение становится высоким в положении растрескивания, и расплавленный металл покрытия проникает в границы кристаллических зерен стальных листов в этом месте, и тем самым вызывает растрескивание.
[0028] Авторы настоящего изобретения исследовали средства для предотвращения растрескивания, обусловленного жидкометаллической хрупкостью. В результате они предложили удаление по меньшей мере покрытия в области внутри зоны теплового воздействия при сварке с поверхности с той стороны, которая контактирует с электродом перед фактической точечной сваркой, чтобы тем самым предотвратить внешнее растрескивание, или удаление по меньшей мере покрытия с обеих сторон сопряженных поверхностей стальных листов в кольцевой области с внешней окружностью по наружному краю зоны теплового воздействия и с внутренней окружностью с диаметром 0,8 от диаметра ядра сварной точки, чтобы тем самым предотвратить внутреннее растрескивание в сопряженных поверхностях стальных листов, и тем самым завершили настоящее изобретение.
[0029] Настоящее изобретение было сделано на основе вышеописанных находок, и его суть заключается в следующем:
[0030] (1) Способ точечной сварки множества штабелированных стальных листов, один или более из которых имеют свариваемую часть, покрытую металлическим покрытием по меньшей мере на одной поверхности, причем этот способ содержит: удаление покрытия по меньшей мере из области, имеющей круглую форму, внешний край которой является внешней периферией зоны теплового воздействия сварного шва, образующейся на поверхностях на стороне сварочного электрода множества штабелированных стальных листов, сжатие множества штабелированных стальных листов сварочными электродами, обращенными к стальным листам, и точечную сварку множества штабелированных стальных листов.
[0031] (2) Способ точечной сварки по п. (1), дополнительно содержащий, после точечной сварки, покрытие герметиком части или всей области, из которой было удалено покрытие.
[0032] (3) Способ точечной сварки по п. (1) или (2), дополнительно содержащий тестовую точечную сварку перед удалением металлического покрытия для подтверждения возникновения растрескивания в сваренной части, и, при подтверждении растрескивания на сторонах сварочных электродов множества штабелированных стальных листов, удаление покрытия на тех поверхностях стальных листов, где растрескивание было подтверждено.
[0033] (4) Способ точечной сварки множества штабелированных стальных листов, один или более из которых имеют свариваемую часть, покрытую металлическим покрытием по меньшей мере на одной поверхности, причем этот способ содержит: удаление покрытия из круглой области, внешний край которой является внешней периферией самой широкой зоны теплового воздействия сварного шва, образующейся на сопряженных поверхностях множества штабелированных стальных листов, сжатие множества штабелированных стальных листов сварочными электродами, обращенными к стальным листам, и точечную сварку множества штабелированных стальных листов.
[0034] (5) Способ точечной сварки множества штабелированных стальных листов, один или более из которых имеют свариваемую часть, покрытую металлическим покрытием по меньшей мере на одной поверхности, причем этот способ содержит: удаление покрытия из круглой кольцевой области, внешний край которой является внешней периферией самой широкой зоны теплового воздействия сварного шва, образующейся на сопряженных поверхностях множества штабелированных стальных листов, а внутренний край которой является окружностью, имеющей общий центр с намеченным центром ядра сварной точки, формируемой на сопряженных поверхностях стальных листов, и имеющей диаметр 0,8 от диаметра ядра сварной точки; сжатие множества штабелированных стальных листов сварочными электродами, обращенными к стальным листам; и точечную сварку множества штабелированных стальных листов.
[0035] (6) Способ точечной сварки по п. (4) или (5), дополнительно содержащий, перед точечной сваркой, покрытие герметиком или адгезивом части или всей области, из которой было удалено покрытие.
[0036] (7) Способ точечной сварки по любому из пп. (4) - (6), дополнительно содержащий тестовую точечную сварку перед удалением металлического покрытия для подтверждения возникновения растрескивания в сваренной части, и, при подтверждении растрескивания множества штабелированных стальных листов, удаление покрытия на растрескавшихся поверхностях стальных листов, где растрескивание было подтверждено, и на сопряженных поверхностях штабелированных стальных листов.
[0037] (8) Способ точечной сварки по п. (3) или (7), дополнительно содержащий тестовую точечную сварку, когда точечная сварка выполняется при условиях, включающих в себя по меньшей мере одно из: (a) случая сварки с углом центральной оси сварочного электрода 3° или больше от перпендикуляра к поверхности стального листа, (b) случая сварки с использованием наклонного электрода, когда центральная ось сварочного электрода отклоняется на 5° или больше от перпендикуляра к поверхности стального листа, (c) случай сварки с использованием сварочного пистолета, когда центральная ось электрода отклоняется на 3° или больше от перпендикуляра к поверхности стального листа во время сварки, (d) случай сварки в состоянии с относительным расхождением центральных осей обращенных друг к другу сварочных электродов на 0,5 мм или больше, (e) случай сварки с зазором между сопряженными поверхностями в месте сварки, составляющим 0,5 мм или больше, (f) случай сварки в состоянии, когда фиксированный сварочный электрод отстоит от стального листа в направлении сжатия на 0,2 мм или больше, и (g) случай сварки комбинации листов, включающей стальные листы с соотношением прочностей более чем 2,5.
[0038] (9) Способ точечной сварки по п. (3), (7) или (8), дополнительно содержащий удаление покрытия со стальных листов, когда растрескивание не было подтверждено при тестовой точечной сварке.
[0039] (10) Способ точечной сварки по любому из пп. (1) - (9), в котором покрытие удаляется с помощью по меньшей мере одного из механического удаления и удаления испарением.
[0040] (11) Способ точечной сварки по любому из пп. (1) - (10), в котором покрытие является оцинкованием.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0041] В соответствии с настоящим изобретением образование растрескивания, обусловленного жидкометаллической хрупкостью, при точечной сварке может быть легко предотвращено.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0042] Фиг. 1 представляет собой сечение в направлении толщины листа, показывающее схему трещин в месте точечной сварки при точечной сварке оцинкованного листа высокопрочной стали.
Фиг. 2 представляет собой сечение в направлении толщины листа, включающее в себя ядро сварной точки.
Фиг. 3 представляет собой сечение в направлении толщины листа, включающее в себя ядро сварной точки.
Фиг. 4 представляет собой сечение в направлении толщины листа, показывающее состояние сварки под углом.
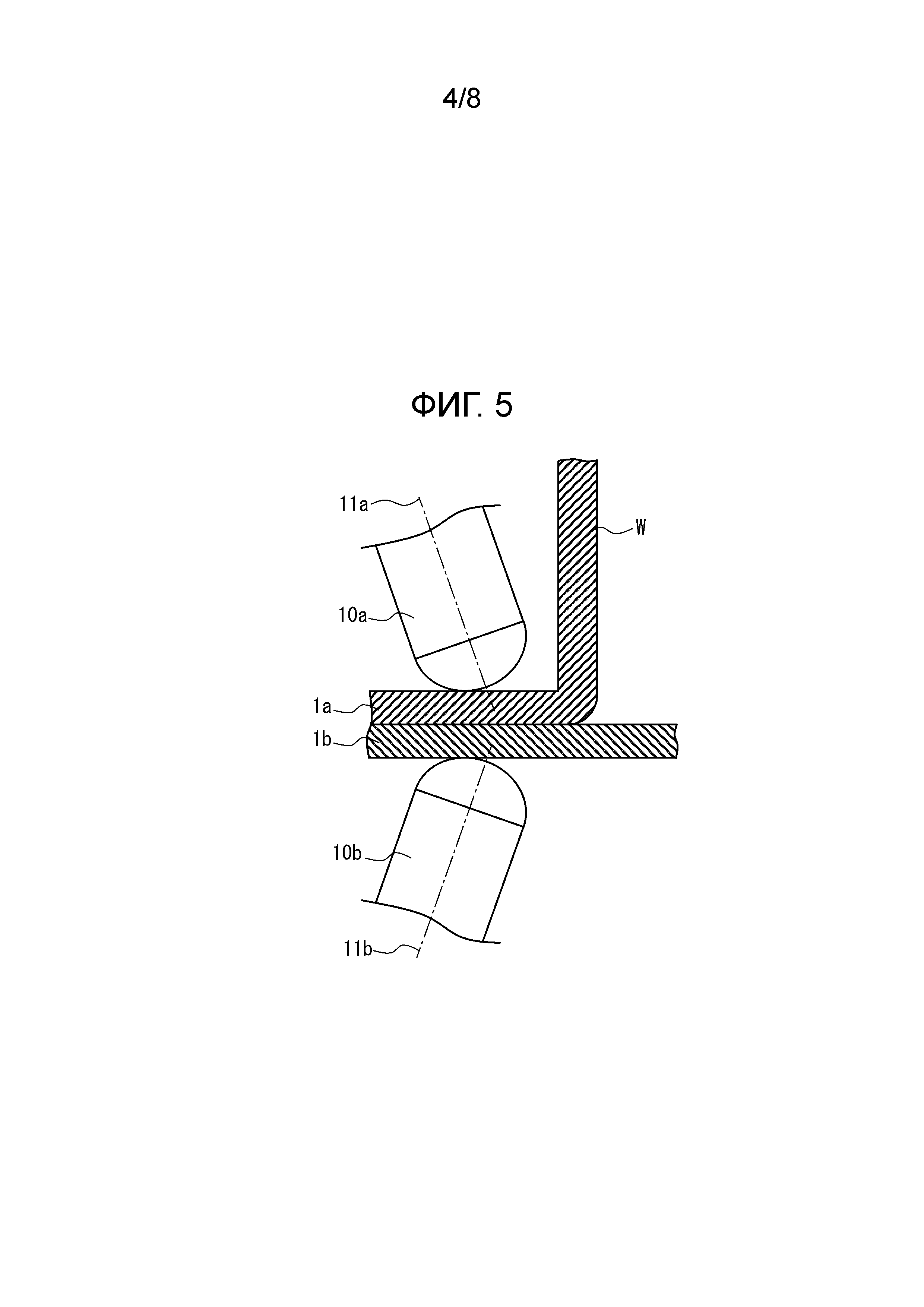
Фиг. 5 представляет собой сечение в направлении толщины листа, показывающее состояние сварки с использованием наклонных электродов.
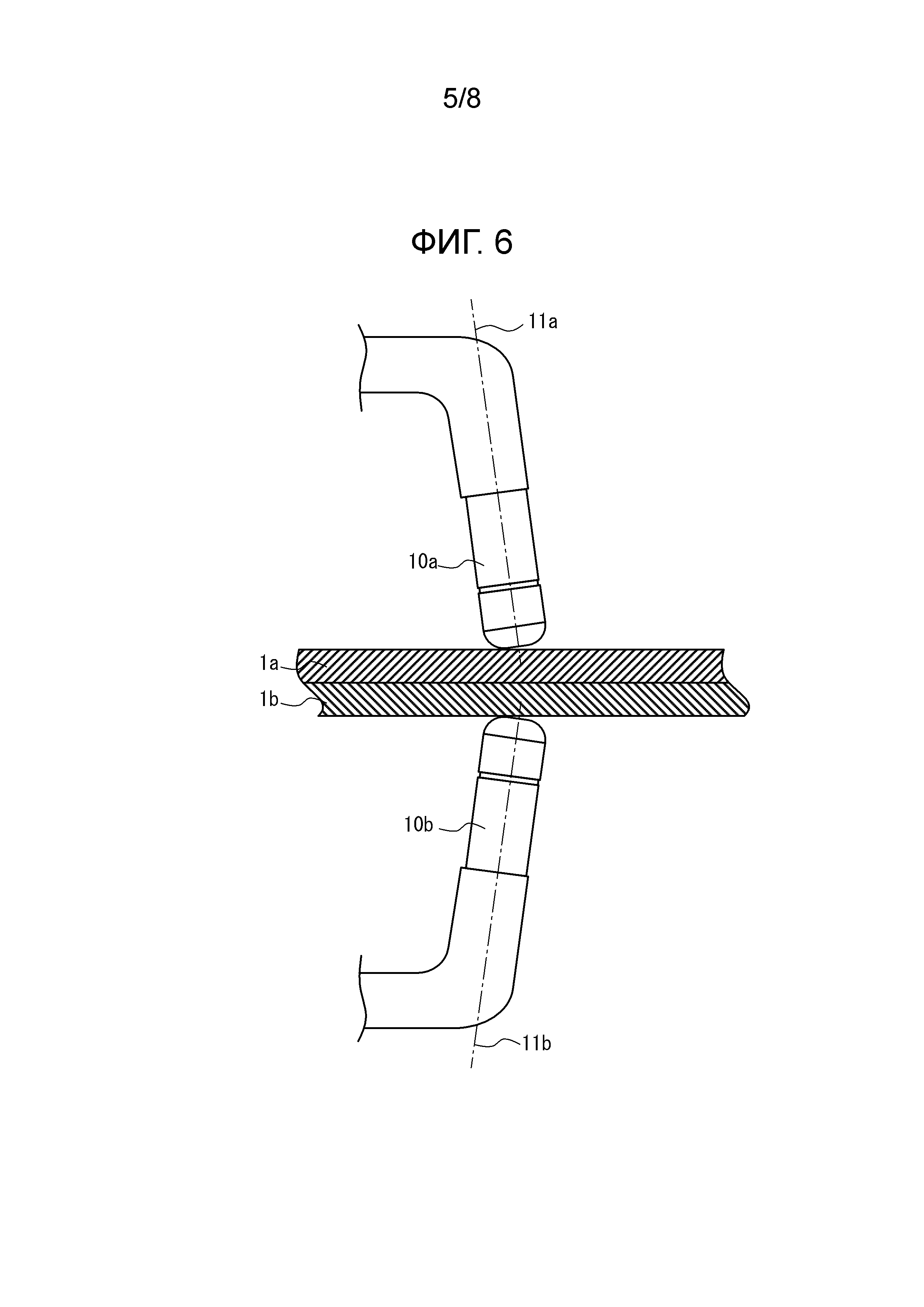
Фиг. 6 представляет собой сечение в направлении толщины листа, показывающее состояние сварки с использованием гибкого сварочного пистолета.
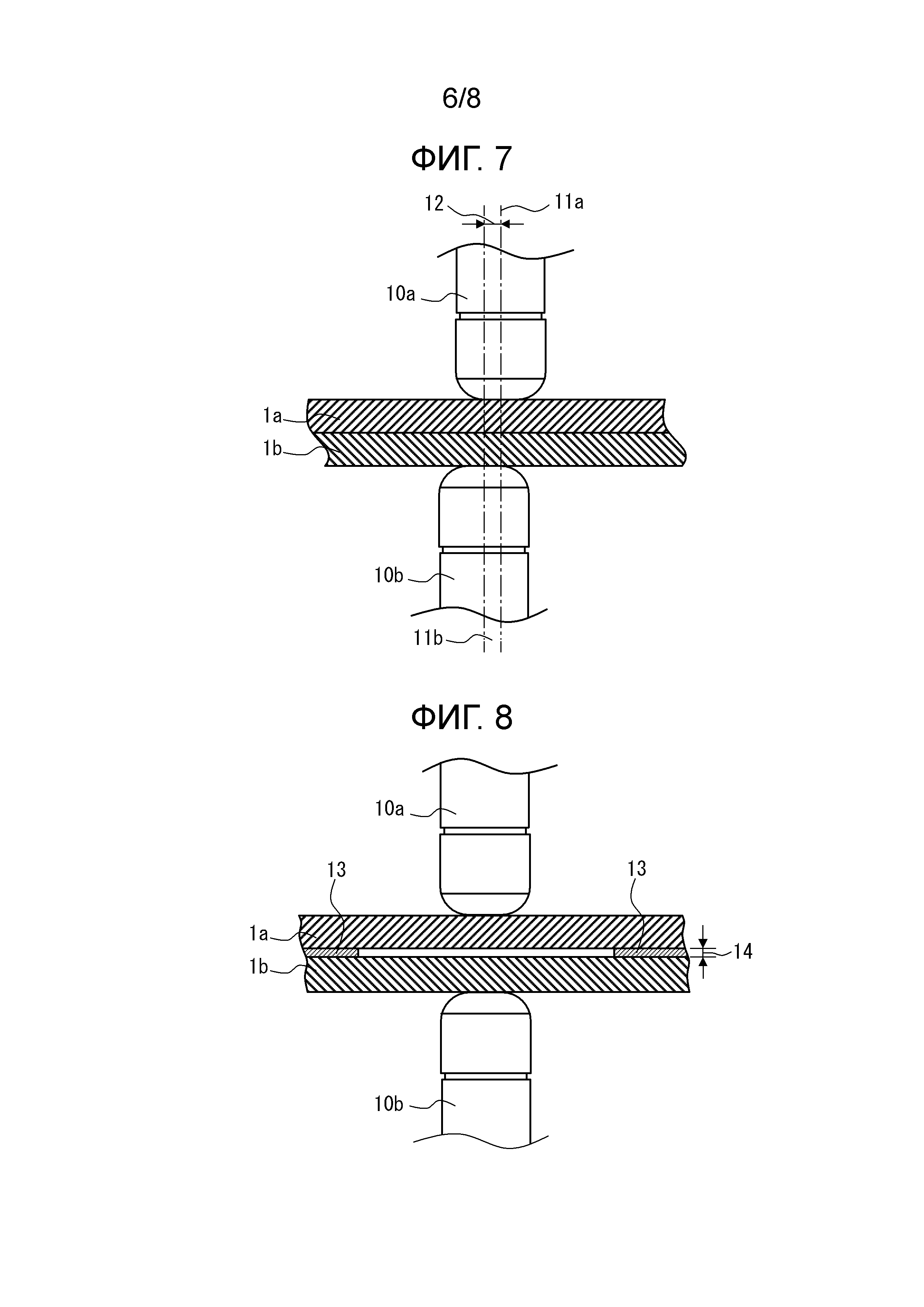
Фиг. 7 представляет собой сечение в направлении толщины листа, показывающее состояние сварки с относительным расхождением центральных осей обращенных друг к другу сварочных электродов.
Фиг. 8 представляет собой сечение в направлении толщины листа, показывающее состояние сварки с зазором между сопряженными поверхностями в месте сварки.
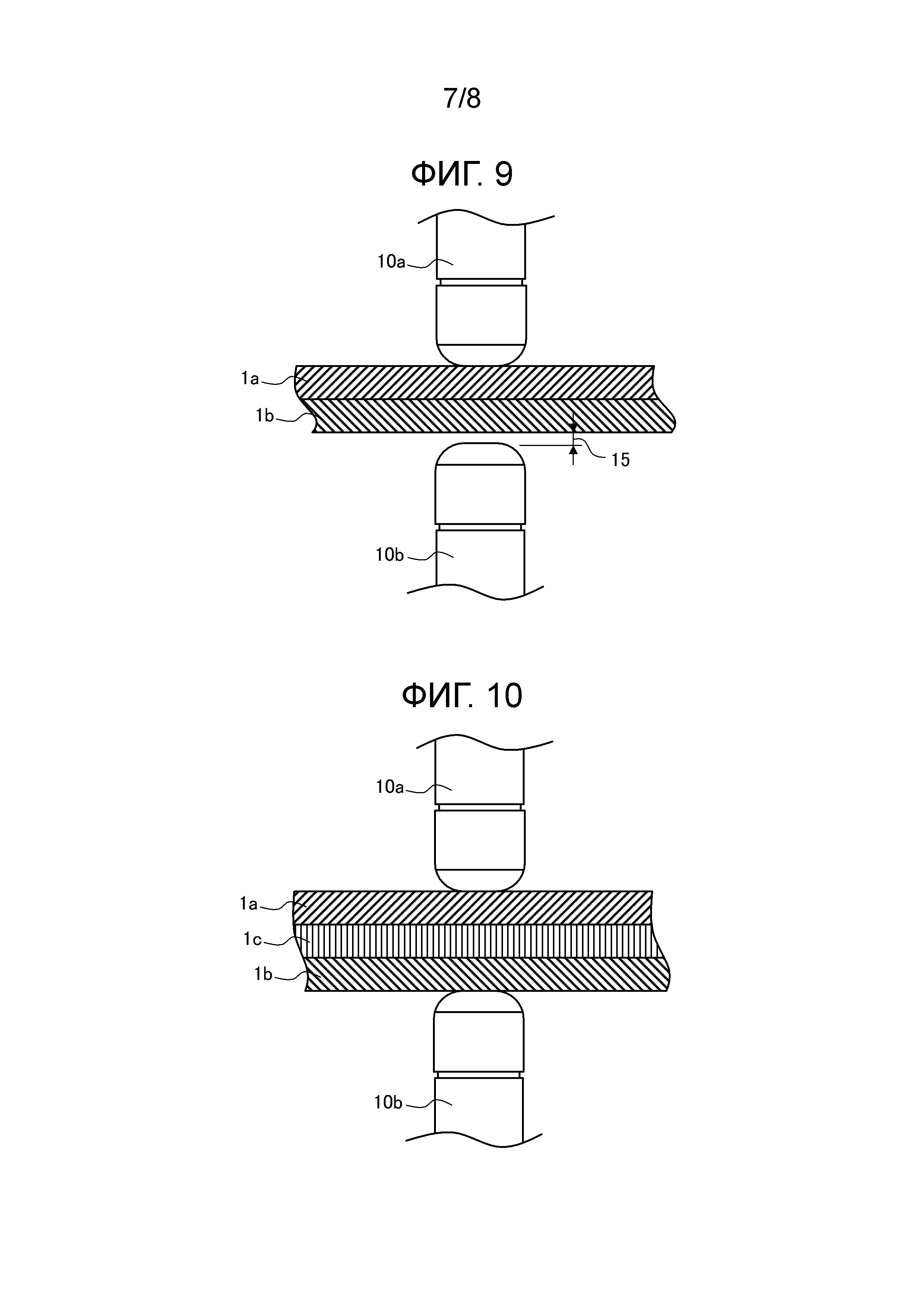
Фиг. 9 представляет собой сечение в направлении толщины листа, показывающее состояние сварки с несоответствующими положениями направлений сжатия сварочных электродов относительно множества стальных листов.
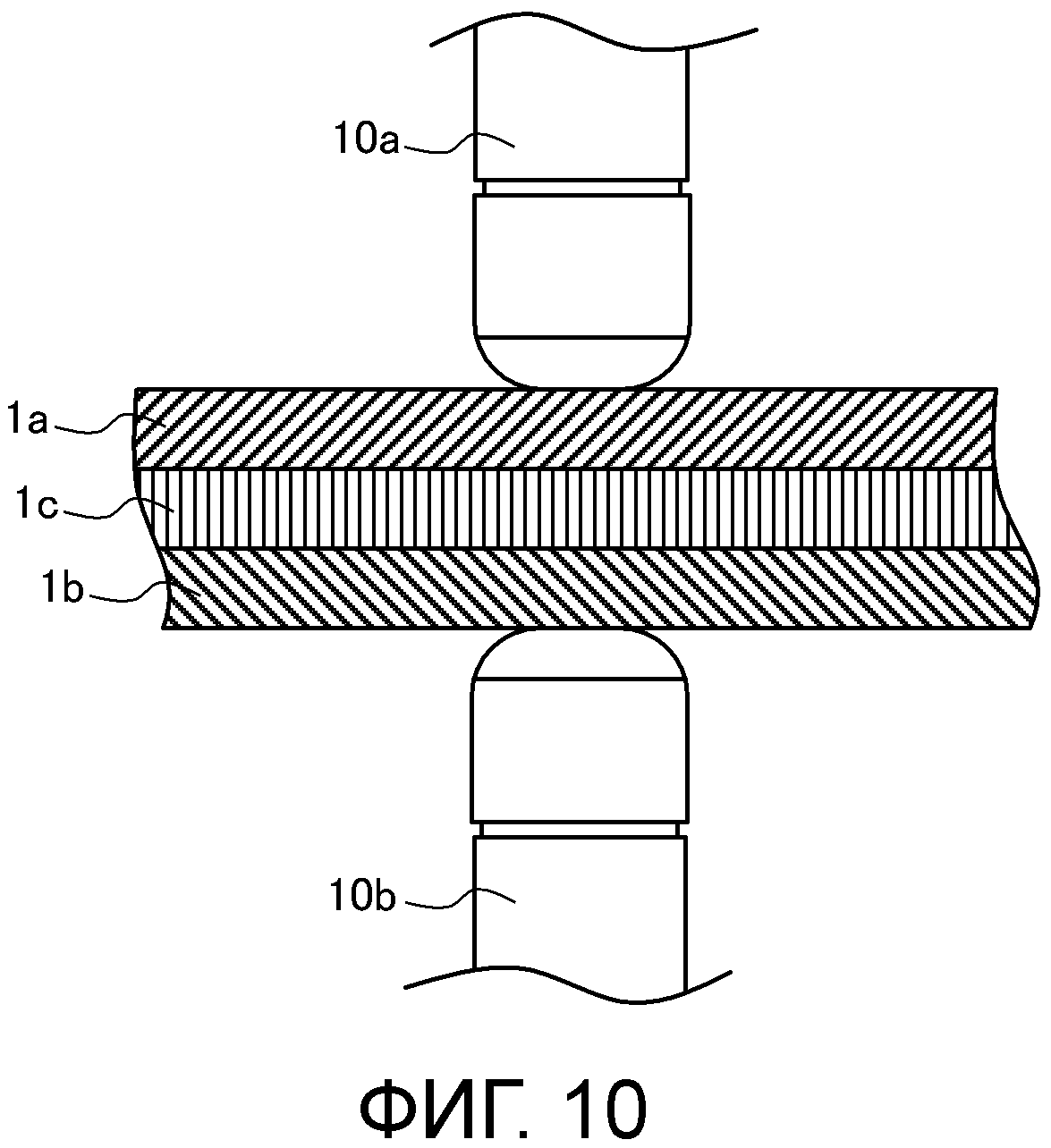
Фиг. 10 представляет собой сечение, показывающее состояние сварки комбинации из трех наложенных друг на друга листов.
Фиг. 11 представляет собой сечение в направлении толщины листа, объясняющее удаляемую область цинкового покрытия при подтверждении растрескивания при точечной сварке комбинации из двух листов.
Фиг. 12 представляет собой сечение в направлении толщины листа, объясняющее удаляемую область цинкового покрытия при подтверждении внутреннего растрескивания сопряженных поверхностей стальных листов при точечной сварке комбинации из трех листов.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0043] Способ точечной сварки по настоящему изобретению (ниже называемый «способом сварки настоящего изобретения») является способом удаления металлического покрытия перед точечной сваркой, когда предсказывается, что растрескивание произойдет в месте сварки, перед точечной сваркой множества стальных листов, включающих в себя один или более стальных листов, покрытых металлом в месте сварки на одной поверхности.
[0044] Образование растрескивания может быть подтверждено тестовой точечной сваркой множества стальных листов, включающих в себя по меньшей мере один покрытый металлом лист, которые подлежат фактической точечной сварке.
[0045] В частности, когда точечная сварка выполняется при условиях, которые удовлетворяют одному или более из следующих условий (a) - (g), предпочтительно выполнять тестовую точечную сварку той же самой комбинации листов перед фактической точечной сваркой и началом производства.
[0046] (a) случай сварки с углом 3° или больше между центральной осью сварочного электрода и перпендикуляром к поверхности стального листа,
[0047] (b) случай сварки с использованием наклонного электрода, когда центральная ось сварочного электрода отклоняется на 5° или больше от перпендикуляра к поверхности стального листа,
[0048] (c) случай сварки с использованием сварочного пистолета, когда центральная ось электрода отклоняется на 3° или больше от перпендикуляра к поверхности стального листа во время сварки,
[0049] (d) случай сварки в состоянии с относительным расхождением центральных осей обращенных друг к другу сварочных электродов на 0,5 мм или больше,
[0050] (e) случай сварки с зазором между сопряженными поверхностями в месте сварки, составляющим 0,5 мм или больше,
[0051] (f) случай сварки в состоянии, когда фиксированный сварочный электрод отстоит от стального листа в направлении сжатия на 0,2 мм или больше, и
[0052] (g) случай сварки комбинации листов, включающей стальные листы с соотношением прочностей более чем 2,5.
[0053] Сначала со ссылкой на чертежи будут описаны случаи (a) - (g), в которых предпочтительно выполняется тестовая точечная сварка (факторы растрескивания).
[0054] (a) Случай сварки с углом 3° или больше между центральной осью сварочного электрода и перпендикуляром к поверхности стального листа
Фиг. 4 представляет собой поперечное сечение в направлении толщины листа, показывающее состояние сварки при угле центральной оси 3° или больше относительно поверхности стального листа. Показанные на Фиг. 4 свариваемые элементы состоят из стального листа 1a и стального листа 1b. Стальной лист 1a является стальным листом, имеющим в поперечном сечении канал с возвышающейся частью W. При точечной сварке стального листа 1a и стального листа 1b около такой возвышающейся части W пространство вокруг места сварки становится узким, и часть сварочного пистолета может блокироваться возвышающейся частью W.
[0055] Для того, чтобы избежать этого, электроды 10a и 10b могут быть установлены под углом. Электроды 10a и 10b устанавливаются так, что их центральные оси 11a и 11b неперпендикулярны к поверхностям стальных листов 1a и 1b. В состоянии, в котором передние поверхности электродов 10a и 10b и стальные листы 1a и 1b находятся в контакте друг с другом, электрод 10a для точечной сварки наклонен в направлении от возвышающейся части W.
[0056] В случае сварки с углом 3° или больше между центральными осями 11a и 11b сварочных электродов и перпендикуляром к поверхностям стальных листов 1a и 1b растрескивание легко происходит сразу за пределами зоны сварки, окружающей ядро сварной точки и на границе ядра сварной точки зоны точечной сварки сопряженных поверхностей стальных листов 1a и 1b. Причина этого заключается в том, что при сварке в состоянии с электродом, не перпендикулярно упирающимся в поверхность стального листа, растягивающее напряжение образуется во время разъединения электрода сразу за пределами зоны точечной сварки или внутри зоны точечной сварки благодаря упругой отдаче, что вызывает внутреннее растрескивание.
[0057] (b) Случай сварки с использованием наклонного электрода, когда центральная ось сварочного электрода отклоняется на 5° или больше от перпендикуляра к поверхности стального листа
Фиг. 5 представляет собой поперечное сечение в направлении толщины листа, показывающее состояние сварки с использованием наклонных электродов. Показанные на Фиг. 5 свариваемые элементы состоят из стального листа 1a и стального листа 1b. Стальной лист 1a является стальным листом, имеющим в поперечном сечении канал с возвышающейся частью W. При точечной сварке стального листа 1a и стального листа 1b около такой возвышающейся части W пространство вокруг места сварки становится узким, и манипулятор сварочного пистолета и т.п. может блокироваться возвышающейся частью W.
[0058] Для того, чтобы избежать этого, используются наклонные электроды 10a и 10b. У наклонных электродов 10a и 10b центральные оси 11a и 11b неперпендикулярны к поверхностям стальных листов 1a и 1b. В состоянии, в котором передние поверхности наклонных электродов 10a и 10b и стальные листы 1a и 1b находятся в контакте друг с другом, электроды для точечной сварки наклонены в направлении от возвышающейся части W.
[0059] В случае сварки с использованием электродов 10a и 10b с центральными осями 11a и 11b, наклоненными под углом 5° или больше к перпендикуляру относительно поверхностей стальных листов 1a и 1b, в частности растрескивание непосредственно под электродом и растрескивание около внешней окружности сварного шва легко происходит в местах контакта наклонных электродов 10a и 10b и стальных листов 1a и 1b. Причина этого заключается в том, что электроды не перпендикулярно упираются в поверхности стальных листов, и металл покрытия плавится во время сварки в таком состоянии, в котором создается компонент напряжения, параллельный поверхностям стального листа.
[0060] (c) Случай сварки с использованием сварочного пистолета, когда центральная ось электрода отклоняется на 3° или больше от перпендикуляра к поверхности стального листа во время сварки
Фиг. 6 представляет собой поперечное сечение в направлении толщины листа, показывающее состояние сварки с использованием гибкого сварочного пистолета (электродов, присоединенных к передним концам сварочного пистолета). Сварочные электроды 10a и 10b, показанные на Фиг. 6, располагаются своими центральными осями 11a и 11b не перпендикулярно к поверхностям стальных листов 1a и 1b, и своими передними концевыми поверхностями не параллельно поверхностям стальных листов 1a и 1b. Если сварочный пистолет (не показан) сгибается под давлением сварки, передние концевые стороны сварочных электродов 10a и 10b смещаются в направлении от держателей (не показаны), удерживающих сварочные электроды.
[0061] В случае сварки с использованием сварочного пистолета, в котором центральные оси 11a и 11b сварочных электродов согнуты на 3° или больше от перпендикуляра к поверхностям стальных листов 1a и 1b, в частности растрескивание непосредственно под электродом и растрескивание около внешней окружности сварного шва легко происходят в местах контакта электродов и стальных листов. Если сварочный пистолет сгибается во время сварки, таким же образом, как в случае использования наклонных электродов, электроды больше не будут перпендикулярно упираться в поверхности стального листа, будут образовываться компоненты напряжения, параллельные поверхностям стальных листов, и если металл покрытия плавится во время сварки, внешнее растрескивание будет происходить в частях с высоким напряжением.
[0062] (d) Случай сварки в состоянии с относительным расхождением центральных осей обращенных друг к другу сварочных электродов на 0,5 мм или больше
Фиг. 7 представляет собой поперечное сечение в направлении толщины листа, показывающее состояние сварки с относительным расхождением центральных осей обращенных друг к другу сварочных электродов. Как показано на Фиг. 7, сварочные электроды 10a и 10b могут иметь относительное расхождение 12 между центральными осями 11a и 11b благодаря плохой установке электродных наконечников (ниже называемое «расхождением электродов»). Кроме того, в случае гибкого сварочного пистолета, показанного на Фиг. 6, когда вертикальное отклонение не является единообразным, угол образуется на электродах, и происходит расхождение центральных осей.
[0063] При сварке с расхождением 12 противостоящих сварочных электродов 10a и 10b, составляющим 0,5 мм или больше, в частности растрескивание сразу за пределами зоны сварки, окружающей ядро сварной точки, растрескивание на границе ядра сварной точки зоны точечной сварки и растрескивание в ядре сварной точки легко происходит на сопряженных поверхностях стальных листов. Если центральные оси электродов расходятся, сварка выполняется в таком состоянии, что на стальных листах образуется сдвиговое механическое напряжение. Таким образом, во время применения тока для сварки и при прекращении тока и разводе электродов создается высокое механическое напряжение, и происходит растрескивание сразу за пределами зоны сварки, окружающей ядро сварной точки, растрескивание на границе ядра сварной точки зоны точечной сварки и растрескивание в ядре сварной точки.
[0064] (e) Случай сварки с зазором между сопряженными поверхностями в месте сварки, составляющим 0,5 мм или больше
Фиг. 8 представляет собой поперечное сечение в направлении толщины листа, показывающее состояние сварки с зазором между сопряженными поверхностями в месте сварки. Как показано на Фиг. 8, когда другой элемент 13 вставляется между стальными листами 1a и 1b и т.д., между стальными листами 1a и 1b на сопряженных поверхностях места сварки может образоваться зазор 14 (ниже называемый «зазором между листами»).
[0065] При сварке с зазором 14 между листами в месте сварки, составляющим 0,5 мм или больше, в частности растрескивание сразу за пределами зоны сварки, окружающей ядро сварной точки, легко происходят на сопряженных поверхностях стальных листов. Когда имеется зазор, сварка выполняется в состоянии с растягивающим напряжением, действующим на поверхности на сопряженных сторонах стальных листов. Растягивающее напряжение ослабляется, если температура стальных листов поднимается благодаря приложению сварочного тока, но если стальные листы начинают охлаждаться после выключения тока, появляется сильное растягивающее напряжение. Если это напряжение превысит предел растрескивания до того, как металл покрытия затвердеет, будет происходить растрескивание сразу за пределами зоны сварки, окружающей ядро сварной точки.
[0066] (f) Случай сварки в состоянии, когда фиксированный сварочный электрод отстоит от стального листа в направлении сжатия на 0,2 мм или больше
Фиг. 9 представляет собой поперечное сечение в направлении толщины листа, показывающее состояние сварки с несоответствующими положениями сварочных электродов относительно множества стальных листов в направлении сжатия. При точечной сварке для того, чтобы сделать положения сварочных электродов относительно множества стальных листов в направлении сжатия соответствующими, сварочный электрод на неподвижной стороне упирается в стальной лист, и робот обучается использовать это положение для выполнения сварки, или механизм уравнивания предусматривается между роботом и сварочным пистолетом для свободного перемещения в направлении сжатия для выполнения сварки.
[0067] Однако в случае ошибки обучения робота или в случае отсутствия механизма уравнивания, как показано на Фиг. 9, положение закрепленного сварочного электрода 10b относительно стального листа 1b в направлении сжатия становится несоответствующим, сварка выполняется с зазором 15 между стальным листом 1b и сварочным электродом 10b, и растягивающее напряжение образуется в сварном шве.
[0068] По этой причине при сварке с зазором 15 в 0,2 мм или больше, в частности, растрескивание сразу за пределами зоны сварки, окружающей ядро сварной точки, и растрескивание на границе ядра сварной точки зоны точечной сварки легко происходит в сопряженных поверхностях стальных листов.
[0069] (g) Случай сварки комбинации листов, включающей стальные листы с соотношением прочностей более чем 2,5.
Фиг. 10 представляет собой поперечное сечение в направлении толщины листа, показывающее состояние сварки мягкой листовой стали в середине и высокопрочных стальных листов сверху и снизу. При точечной сварке часто свариваются три листа. Однако если разность в прочностях при растяжении свариваемых стальных листов является большой, например, в случае Фиг. 10, в процессе точечной сварки низкопрочная мягкая листовая сталь в середине выталкивается из пространства под электродами и увеличивает толщину вокруг зоны сварки. В это время верхний и нижний высокопрочные стальные листы сжимаются сверху и снизу, и растягивающее напряжение, параллельное поверхностям стальных листов, образуется на поверхностях высокопрочных стальных листов.
[0070] Если разность прочности стальных листов превышает 2,5 раза, растрескивание на границе ядра сварной точки зоны точечной сварки и растрескивание в ядре сварной точки легко происходит на сопряженных поверхностях стальных листов.
[0071] Далее будет описан способ сварки настоящего изобретения.
[0072] Сначала готовится множество стальных листов, включающее в себя по меньшей мере один стальной лист, покрытый металлом по меньшей мере в месте сварки. Например, готовятся два или более стальных листов с прочностями при растяжении 780 МПа или больше, содержанием C 0,15 мас.% или больше, и толщиной листа 0,5-3,0 мм, оцинкованные (снабженные гальваническим покрытием) на обеих поверхностях.
[0073] Кроме того, в реальном производстве при точечной сварке при условиях, включающих в себя один или более вышеупомянутых факторов растрескивания (a) - (g), должна быть заранее выполнена тестовая точечная сварка.
[0074] При тестовой точечной сварке два или более стальных листов накладываются при условиях, включающих в себя по меньшей мере один из вышеупомянутых факторов растрескивания (a) - (g), который встречаются в реальном производстве, электроды, состоящие из медного сплава и т.д., прижимаются к этим двум или более стальным листам с двух сторон так, чтобы сжать их, и пропускается ток для того, чтобы сформировать расплавленный металл. После выключения тока тепло удаляется за счет охлаждения водой электродов и теплопроводности самих стальных листов, посредством чего расплавленный металл быстро охлаждается и затвердевает, и эллиптическое в поперечном сечении ядро сварной точки формируется между стальными листами.
[0075] После тестовой точечной сварки проверяется, не образовалось ли растрескивание в месте сварки. Растрескивание на стороне сварочного электрода множества уложенных друг на друга (штабелированных) стальных листов, то есть внешнее растрескивание, проверяется, например, путем визуального наблюдения места контакта. Внешнее растрескивание проверяется, как показано на Фиг. 1, путем разрезания в направлении толщины листа через ядро сварной точки и проверки этого поперечного сечения. Наличие малых трещин также может быть проверено с использованием лупы.
[0076] Растрескивание на сопряженных поверхностях стальных листов, то есть внутреннее растрескивание, может быть проверено, например, путем разрезания в направлении толщины листа через ядро сварной точки, как показано на Фиг. 2 и Фиг. 3, и проверки этого поперечного сечения. Наличие малых трещин также может быть проверено с использованием лупы.
[0077] При точечной сварке множества стальных листов, если было установлено растрескивание места сварки, а также при условиях, включающих в себя фактор растрескивания, предпочтительно удалять металлическое покрытие перед точечной сваркой.
[0078] Для того, чтобы проверить размеры зон теплового воздействия сварного шва, ядра сварной точки, и зоны точечной сварки, соединение режется в направлении толщины листа через центр углубления, образованного в результате точечной сварки, полируется, а затем травится ниталем или другим химикатом.
[0079] После этого два или более стальных листов, с которых было удалено металлическое покрытие, накладываются друг на друга и свариваются точечной сваркой при условиях регулировки тока на основе условий тестовой точечной сварки. Величина тока регулируется для корректировки изменения требуемой величины тока из-за удаления металлического покрытия таким образом, чтобы можно было получить целевой диаметр ядра сварной точки. Обычно необходимо корректировать ток в сторону его уменьшения. Благодаря этому, поскольку нет никакого расплавленного цинка в месте сварки, где происходит растрескивание, возможно предотвратить образование растрескивания, обусловленного жидкометаллической хрупкостью, в местах контакта стальных листов с электродами и в сопряженных поверхностях стальных листов.
[0080] Далее будет объяснен способ сварки по настоящему изобретению и, кроме того, будут объяснены необходимые требования и предпочтительные требования.
[0081] Множество стальных листов
Множество стальных листов, свариваемое точечной сваркой, особенно не ограничивается, при условии, что это множество стальных листов включает в себя по меньшей мере один стальной лист, плакированный в месте сварки по меньшей мере на одной поверхности. В качестве примера могут быть проиллюстрированы комбинация стальных листов, плакированных на тех поверхностях, где контактируют стальные листы и электроды, комбинация стальных листов, плакированных на тех поверхностях, где контактируют стальные листы и электроды, и стальных листов, не покрытых металлом, комбинация стальных листов, плакированных на тех поверхностях, где контактируют стальные листы и электроды, и на тех поверхностях, которыми стальные листы укладываются друг на друга, и т.д. Кроме того, с учетом коррозионной стойкости сварного соединения предпочтительно, чтобы те поверхности, где контактируют стальные листы и электроды, и те поверхности, которыми стальные листы укладываются друг на друга, были покрыты металлом.
[0082] Способ сварки по настоящему изобретению является подходящим для точечной сварки стальных листов, включая листы стали, покрытые сплавом, включающим в себя цинк. Однако понятно, что в соответствии с принципами настоящего изобретения даже в случае другого плакирования, как плакирование на основе Cu, возможно получить аналогичные эффекты.
[0083] Металлическое покрытие на свариваемых стальных листах особенно не ограничивается, так же как и содержащее цинк покрытие в случае гальванизации. Например, в качестве типа покрытия могут быть указаны гальваническое цинкование, горячее цинкование, электрогальваническое цинкование и гальваническое покрытие сплавом цинк-никель. Кроме того, этот список может также включать в себя плакирование системой цинк-алюминий-магний.
[0084] В качестве множества стальных листов, свариваемого точечной сваркой, на Фиг. 1 и Фиг. 2 описываются два стальных листа, но в зависимости от формы соединяемых структурных деталей также возможно множество из трех и более стальных листов, такое как показанное на Фиг. 3. Толщина свариваемых точечной сваркой стальных листов особенно не ограничиваются, но может составлять, например, 0,5-3,0 мм. Кроме того, общая толщина множества стальных листов также особенно не ограничивается, но может составлять, например, 1,0-7,0 мм.
[0085] Кроме того, множество свариваемых точечной сваркой стальных листов особенно не ограничивается по своему химическому составу, структуре металла и т.д. Однако при использовании листов из низколегированной стали TRIP или стальных листов, содержащих 0,15 мас.% или больше C, имеющих прочность при растяжении 780 МПа или больше для стальных листов, оцинкованных с той стороны, где контактируют стальной лист и электроды, или с той стороны, где стальные листы накладываются друг на друга, или стальных листов вместе с оцинкованными стальными листами, легко происходит растрескивание в местах сварки, так что способ сварки настоящего изобретения является особенно эффективным для таких стальных листов.
[0086] Кроме того, стальные листы должны по меньшей мере частично иметь листовые части, а также иметь части, где такие листовые части накладываются друг на друга. Они не обязаны быть целиком листами. Кроме того, множество стальных листов не ограничивается множеством, состоящим из отдельных стальных листов. Такое множество может быть сформировано также одним стальным листом, сформованным в трубчатую форму или другую предопределенную форму, а затем наложенным на себя.
[0087] Тестовая точечная сварка
Далее будет объяснена тестовая точечная сварка. Тестовая точечная сварка предпочтительно выполняется тогда, когда удовлетворяется одно или более из вышеупомянутых условий (a) - (g), встречающихся в реальном производстве.
[0088] тестовая точечная сварка выполняется при условиях сварки, используемых в реальном производстве при условиях, включающих в себя целевую комбинацию листов и вышеупомянутые факторы растрескивания (a) - (g), встречающиеся в реальном производстве.
[0089] В качестве условий сварки используются условия сварки, используемые в реальном производстве. Например, электроды могут быть сферически выпуклого типа с диаметрами переднего конца 6-8 мм, давление - от 2,5 до 8,0 кН, время пропускания тока может составлять 5-99 циклов, а величина тока - 4-15 кА. Однако желательно использовать величину тока, близкую к используемой в реальном производстве. Причина этого заключается в том, что в тесте с небольшой величиной тока растрескивание сваренных мест будет иногда пропускаться. Это связано с тем, что поверхности электрода изнашиваются при многократной сварке, и плотность тока падает даже при той же самой величине тока, за счет чего размер ядра сварной точки становится близок к минимальному целевому размеру ядра сварной точки, и растягивающее напряжение образуется в сварном шве, и участок плавления металла покрытия изменяется.
[0090] Подтверждение растрескивания места сварки
В точечном сварном соединении, получаемом с помощью тестовой точечной сварки, проверяется образование любого растрескивания в месте сварки. Способ проверки образования растрескивания особенно не ограничивается. Она может быть выполнена с помощью визуального наблюдения или путем контроля с использованием проникающих жидкостей, путем наблюдения поперечного сечения в направлении толщины листа, включающего в себя расплавленную и затвердевшую часть, оценки того, получается ли предопределенная прочность при растяжении после испытания на разрыв на месте сварного соединения и т.д. Альтернативно такая проверка может быть выполнена путем рентгеновского просвечивания в дополнение к наблюдению поперечного сечения в направлении толщины листа, включающего в себя сваренную часть.
[0091] Растрескивание под электродами в местах контакта стальных листов и электродов происходит прямо под электродами в местах контакта стальных листов и электродов (около центральной части), в то время как растрескивание у фаски и растрескивание вне электродов происходит около внешней окружности сварного шва.
[0092] Растрескивание сразу за пределами зоны сварки, окружающей ядро сварной точки, и на границе ядра сварной точки зоны точечной сварки происходит на сопряженных поверхностях стальных листов, снабженных покрытием, или на сопряженных поверхностях непокрытых стальных листов, наложенных на стальные листы, снабженные покрытием. Кроме того, растрескивание происходит внутри зоны точечной сварки или вблизи от нее на сопряженных поверхностях. Кроме того, растрескивание в ядре сварной точки происходит в точечных сварных соединениях трех или более стальных листов в направлении от зоны сварки, окружающей ядро сварной точки, к ядру сварной точки.
[0093] Удаление металлического покрытия
Способ сварки по настоящему изобретению отличается удалением металлического покрытия свариваемых стальных листов перед точечной сваркой. Участок удаления металлического покрытия может зависеть от положения растрескивания, подтвержденного при тестовой точечной сварке.
[0094] Когда растрескивание подтверждено в месте контакта стальных листов и электродов и поблизости от него
При подтверждении внешнего растрескивания в результате тестовой точечной сварки участком удаления металлического покрытия является по меньшей мере участок покрытия на стороне сварочного электрода того стального листа, в котором подтверждено внешнее растрескивание в штабелированном множестве стальных листов, внутри круга, включающего в себя внешний край зоны теплового воздействия сварного шва на стороне сварочного электрода. Благодаря этому, даже если накладываются несколько факторов растрескивания и сильное механическое напряжение образуется на поверхности стального листа с той стороны, которая контактирует с электродом, расплавленный металл покрытия отсутствует, так что никакого внешнего растрескивания не происходит.
[0095] Внешнее растрескивание включает в себя растрескивание под электродом, растрескивание у фаски и растрескивание за пределами электрода. Например, когда растрескивание под электродом не может быть подтверждено и поэтому удаление металлического покрытия в тех частях, где контактируют центральные оси электродов, не производится, при выполнении многократной точечной сварки расплавленный металл покрытия или сплав металла покрытия и медь электродов осаждаются через электроды на поверхностях стальных листов, с которых металлическое покрытие было удалена из-за растрескивания, и растрескивание происходит снова. По этой причине, даже если образуется только один тип растрескивания, необходимо удалять металлическое покрытие во всей области внутри круга, включающего в себя внешний край зоны теплового воздействия сварного шва на стороне сварочного электрода.
[0096] Далее с использованием Фиг. 11 будет объяснен конкретно участок удаления металлического покрытия. Фиг. 11 представляет собой поперечное сечение в направлении толщины листа, объясняющее участок удаления металлического покрытия при подтверждении растрескивания на поверхности на стороне контакта стальных листов с электродами и на сопряженных поверхностях стальных листов в комбинации из двух листов. Фиг. 11 показывает пунктирными линиями намеченное место 102 формирования ядра сварной точки, намеченное место 103 формирования зоны сварки, окружающей ядро сварной точки, место 105, в котором ожидается растрескивание под электродом, место 106, в котором ожидается растрескивание у фаски электрода, и место 107, в котором ожидается растрескивание вне электрода.
[0097] Фиг. 11 также показывает пунктирными линиями намеченное место 104 формирования внешнего края зоны теплового воздействия. Участком удаления металлического покрытия для предотвращения внешнего растрескивания является внутренность часть круга с диаметром DHAZ1, включающего в себя внешний край зоны теплового воздействия. Намеченным местом формирования внешнего края зоны теплового воздействия стального листа является положение, в котором стальной лист нагревается приблизительно до 700°C. Следовательно, в процессе сварки металл покрытия на этом участке плавится и имеет достаточную жидкотекучесть. Следовательно, даже при удалении металлического покрытия только с тех частей, где происходит растрескивание, для того, чтобы предотвратить внешнее растрескивание, окружающее металлическое покрытие становится жидким и распространяется к тем частям, с которых было удалено металлическое покрытие, и эффект удаления металлического покрытия пропадает.
[0098] Благодаря целевой точности положения сварки участок удаления металлического покрытия также может быть больше, чем внутренняя часть круга с диаметром DHAZ1, то есть, например, может представлять собой внутреннюю часть круга с диаметром DHAZ1×1,5. Однако при этом уменьшается коррозионная стойкость, так что этот участок должен быть настолько узким, насколько это возможно.
[0099] Следует отметить, что положения на внешнем краю зоны теплового воздействия отличаются по расстоянию от центра ядра сварной точки Cn в направлении толщины листа. Причина этого заключается в том, что те стороны, где контактируют стальные листы и электроды, охлаждаются электродами, в то время как такого охлаждения нет на сопряженных поверхностях. Диаметр DHAZ1 участка удаления металлического покрытия для предотвращения внешнего растрескивания предпочтительно определяется внешним краем зоны теплового воздействия вблизи от поверхностей стальных листов на стороне электродов.
[0100] Кроме того, чтобы определить намеченное место формирования внешнего края зоны теплового воздействия, ниталь или другая коррозионная жидкость могут использоваться для наблюдения поперечного сечения зоны тестовой точечной сварки.
[0101] Когда растрескивание подтверждено на сопряженных поверхностях стальных листов (внутреннее растрескивание)
При подтверждении с помощью тестовой точечной сварки растрескивания в ядре сварной точки, или растрескивания на границе ядра сварной точки зоны точечной сварки, или растрескивания сразу за пределами зоны сварки, окружающей ядро сварной точки, участок удаления металлического покрытия на сопряженных поверхностях свариваемых стальных листов является кругом с диаметром DHAZ2 самого широкого внешнего края зоны теплового воздействия сварного шва сопряженных поверхностей. При удалении металлического покрытия на этом участке, даже если накладываются несколько факторов растрескивания и сильное механическое напряжение образуется на сопряженных поверхностях стальных листов, расплавленный металл покрытия отсутствует, так что никакого внутреннего растрескивания не происходит.
[0102] Кроме того, участок удаления металлического покрытия также может быть участком внутри кольца с внешним диаметром самого широкого внешнего края зон теплового воздействия сварного шва, сформированных на сопряженных поверхностях штабелированных стальных листов, и с внутренней окружностью, центр которой совпадает с намеченным центром ядра сварной точки, формируемой на сопряженных поверхностях стальных листов, и имеющей диаметр 0,8 от диаметра ядра сварной точки. Причина этого заключается в том, что металлическое покрытие внутри круга, имеющего диаметр 0,8 от диаметра ядра сварной точки, не вносит существенного вклада во внутреннее растрескивание.
[0103] Путем такого ограничения участка удаления металлического покрытия возможно максимально подавить изменение условий сварки, вызываемое удалением металлического покрытия.
[0104] Далее с использованием Фиг. 11 и 12 будет конкретно пояснен удаляемый участок металлического покрытия. Фиг. 11 представляет собой поперечное сечение в направлении толщины листа, объясняющее удаляемый участок металлического покрытия при подтверждении растрескивания на сопряженных поверхностях стальных листов в комбинации из двух листов. Фиг. 11 показывает пунктирными линиями намеченное место 102 формирования ядра сварной точки, намеченное место 103 формирования зоны сварки, окружающей ядро сварной точки (корона), и место 108, в котором ожидается растрескивание сразу за пределами зоны точечной сварки в свариваемых стальных листах 101.
[0105] Фиг. 12 показывает пунктирными линиями место 109, в котором ожидается растрескивание на границе ядра сварной точки зоны точечной сварки, и место 110, в котором ожидается растрескивание в ядре сварной точки.
[0106] Внутреннее растрескивание вызывается в процессе сварки металлом покрытия, плавящимся между стальными листами в той части, где действует растягивающее напряжение.
[0107] Растрескивание сразу за пределами зоны сварки, окружающей ядро сварной точки, вызывается расплавленным металлом покрытия, плавящимся в намеченном месте формирования зоны точечной сварки и выдавливаемым электродами при их сжатии, а также расплавленным металлом покрытия внутри зоны теплового воздействия и за пределами зоны сварки, окружающей ядро сварной точки, а также действием растягивающего напряжения в этом состоянии.
[0108] Растрескивание внутри зоны сварки, окружающей ядро сварной точки и растрескивание на границе ядра сварной точки зоны точечной сварки вызываются расплавленным металлом покрытия, плавящимся около внешнего края намеченного места формирования ядра сварной точки и выдавливаемым электродами при их сжатии, а также расплавленным металлом покрытия в намеченном месте формирования зоны сварки, окружающей ядро сварной точки, находящимся внутри зоны точечной сварки, а также действием растягивающего напряжения в этом состоянии.
[0109] Таким образом, внутреннее растрескивание вызывается в процессе сварки расплавленным металлом покрытия в зоне теплового воздействия, а также расплавленным металлом покрытия, плавящимся на сопряженных поверхностях стальных листов и выдавливаемым электродами при их сжатии в направлении от центра ядра сварной точки (в направлении наружу). Следовательно, металлическое покрытие должно быть удалено не только около положения образования внутреннего растрескивания, но также и в зоне теплового воздействия снаружи от центра ядра сварной точки и участка, включающего в себя намеченное место формирования ядра сварной точки около центра ядра сварной точки. Здесь «расплавленный металл покрытия», конечно же, также включает в себя металл покрытия, который превращается в жидкость после его испарения и улетучивания.
[0110] При подтверждении внутреннего растрескивания, участком удаления металлического покрытия становятся сопряженные поверхности свариваемых стальных листов внутри эквивалентного круга с внешним диаметром DHAZ2 самого широкого внешнего края зоны теплового воздействия сопряженных поверхностей, центрированного в центре Cn намеченного места 102 формирования ядра сварной точки. Следует отметить, что «диаметр эквивалентного круга внешнего края зоны теплового воздействия сварного шва» является диаметром круга с той же самой площадью, что и площадь самого широкого внешнего края зоны теплового воздействия на сопряженных поверхностях двух уложенных друг на друга стальных листов.
[0111] Металлическое покрытие должно удаляться с обоих уложенных друг на друга стальных листов. Причина этого заключается в том, что при наложении покрытых металлом стальных листов даже если удалить металлическое покрытие только с растрескавшегося стального листа, расплавленный металл покрытия будет поступать с другого наложенного стального листа. При удалении металлического покрытия на этом участке и таким образом несколько факторов растрескивания становятся наложенными. Даже если сильное растягивающее напряжение образуется в сопряженных поверхностях стальных листов, расплавленный металл покрытия отсутствует, и таким образом никакого внутреннего растрескивания не происходит.
[0112] Кроме того, участок удаления металлического покрытия может представлять собой внутреннюю часть кольца с внешней окружностью, центрированную в центре Cn намеченного места 102 формирования ядра сварной точки и имеющую диаметр DHAZ2 или DHAZ3 и с внутренней окружностью с центром Cn намеченного места 102 формирования ядра сварной точки, формируемой на сопряженных поверхностях стальных листов, и с диаметром 0,8 от диаметра Dn ядра сварной точки, формируемой на сопряженных поверхностях. Причина этого заключается в том, что металлическое покрытие в круге с диаметром 0,8 от диаметра ядра сварной точки по существу не вносит вклада во внутреннее растрескивание.
[0113] Металл покрытия за пределами эквивалентной окружности с диаметром 0,8 от диаметра Dn намеченного места формирования ядра сварной точки в значительной степени выдавливается в зону сварки, окружающую ядро сварной точки, в процессе сварки. Следовательно для того, чтобы подавить внутреннее растрескивание, необходимо надежно удалить металлическое покрытие на этом участке. С другой стороны, металл покрытия внутри эквивалентной окружности с диаметром 0,8 от диаметра Dn намеченного места формирования ядра сварной точки лишь в небольшой части выдавливается в зону сварки, окружающую ядро сварной точки, так что особой необходимости в его удалении нет.
[0114] Кроме того, оставляя металлическое покрытие во внутренней части окружности с диаметром 0,8 от диаметра Dn ядра сварной точки, возможно предотвратить значительное изменение условий сварки из-за удаления металла покрытия.
[0115] Следует отметить, что если участок удаления металлического покрытия становится более широким, появляется вероятность того, что коррозия будет возникать на подвергшихся удалению местах. Нежелательно вслепую удалять металлическое покрытие, но это не мешает удалять металлическое покрытие вне участка, определенного в настоящем изобретении, для предотвращения растрескивания сварного шва.
[0116] Металлическое покрытие на участке, превышающем эквивалентную окружность с диаметром DHAZ2 или DHAZ3 намеченного места формирования внешнего края зоны теплового воздействия, также может быть удалено с учетом позиционной точности точечной сварки, но коррозионная стойкость при этом уменьшится, так что в случае удаления необходимо предпринимать усилия для улучшения позиционной точности точечной сварки и участка, составляющего круг с диаметром в 5,0 или меньше диаметров эквивалентной окружности DHAZ2 или DHAZ3 намеченного места формирования внешнего края зоны теплового воздействия.
[0117] Удаляемое металлическое покрытие может представлять собой круг диаметром в 2,0 или меньше диаметров эквивалентной окружности DHAZ2 или DHAZ3, более предпочтительно 1,5 или меньше.
[0118] Кроме того, диаметры эквивалентной окружности DHAZ2 и DHAZ3 намеченного места формирования внешнего края зоны теплового воздействия и диаметр Dn эквивалентной окружности намеченного места формирования ядра сварной точки являются диаметрами эквивалентных окружностей, наблюдаемых во время определения условий сварки с помощью образцов (тестовых образцов) перед точечной сваркой множества стальных листов. При фактической точечной сварке длины сварного шва не обязательно будут такими же, но если выдерживать участок удаления металлического покрытия способа сварки настоящего изобретения, возможно в достаточной степени компенсировать эту погрешность.
[0119] Точечная сварка после удаления металлического покрытия
При точечной сварке множества стальных листов, включающих в себя стальной лист, с которого металлическое покрытие удаляется в конкретном положении при подтверждении растрескивание в месте контакта стальных листов и электродов или растрескивания сопряженных поверхностей стальных листов, величина тока регулируется так, чтобы диаметр ядра сварной точки был тем же самым, что и во время тестовой точечной сварки. Благодаря этому возможно гарантировать целевую прочность точечного сварного соединения.
[0120] Покрытие герметиком или адгезивом
При удалении металлического покрытия коррозионная стойкость сваренных мест контакта стальных листов и электродов и сопряженных поверхностей стальных листов может стать недостаточной. Следовательно, при удалении металлического покрытия с намеченных мест контакта стальных листов и сварочных электродов после точечной сварки предпочтительно часть или все части, с которых было удалено металлическое покрытие, покрываются герметиком, в то время как при удалении металлического покрытия с сопряженных поверхностей стальных листов перед точечной сваркой предпочтительно часть или все части, с которых было удалено металлическое покрытие, покрываются герметиком или адгезивом.
[0121] Герметик или адгезив особенно не ограничиваются. Может использоваться известный герметик или адгезив, используемый при сборке кузовов автомобилей. Кроме того, предварительное смешивание металлических частиц, сделанных из цинка и т.д., с герметиком или адгезивом также является эффективным для обеспечения коррозионной стойкости.
[0122] Способ удаления металлического покрытия
Способ удаления металлического покрытия может использовать по меньшей мере одно из механического удаления и удаления испарением. В качестве механического удаления может использоваться вращающийся инструмент для шлифовки металлического покрытия. В это время, если шлифовка осуществляется с помощью инструмента с круглой проекцией, соответствующей намеченному месту контакта, определяется центр вращения, и металлическое покрытие может быть точно удалено. Если сделать проекцию в достаточной степени малой, путем сварки возможно заполнить отверстие, сформированное этой проекцией.
[0123] Удаление испарением представляет собой способ применения луча лазера, имеющего круглую форму, кольцевую форму, квадратную форму, или другую сфокусированную форму, превышающую участок, на котором может проводиться удаление, для того, чтобы удалить металлическое покрытие путем его испарения. В соответствии с этим возможно выборочно удалять цинк, магний и другие низкокипящие металлы, которые вызывают жидкометаллическую хрупкость.
[0124] При воздействии лучом лазера важно нацеливать его под таким углом, чтобы отраженный луч не возвратился к самому лазеру. С точки зрения защиты окружающей среды предпочтительно предусматривать устройство для отсасывания испаренного металла. Кроме того, луч лазера, сфокусированный до десятков микрон, может использоваться для удаления металлического покрытия с помощью абляции. Кроме того, с использованием плазмы металлическое покрытие может быть удалено путем его испарения.
Примеры
[0125] Далее будет дано описание примеров настоящего изобретения. Условия в этих примерах являются иллюстрациями условий, используемыми для подтверждения осуществимости и эффектов настоящего изобретения. Настоящее изобретение не ограничивается этими иллюстрациями условий. Настоящее изобретение может использовать различные условия, если они не отступают от сути настоящего изобретения и достигают цели настоящего изобретения.
[0126] Таблица 1 показывает использованные стальные листы. Листы оцинкованной стали А - E являются стальными листами горячего цинкования с отжигом, покрытыми с обеих сторон.
[0127] Таблица 1
|
[0128] Два или три стальных листа, показанных в Таблице 1, использовались для точечной сварки.
[0129] Тест № 1 является сравнительным примером точечной сварки без удаления металлического покрытия в таком состоянии, когда центральная ось сварочного электрода отклонена на 3° от перпендикуляра к поверхности стального листа. Точечная сварка выполнялась с обеих сторон путем использования электродов со сферическим выпуклым концом с диаметром 6 мм для сжатия двух стальных листов с силой 4 кН и сварки длительностью 18 циклов с током 9 кА. В результате было подтверждено внутреннее растрескивание сразу за пределами зоны сварки, окружающей ядро сварной точки.
[0130] Последующие примеры использовали те же самые условия точечной сварки, что и Тест № 1.
[0131] Тесты № 2-6 являются примерами удаления металлического покрытия для точечной сварки с учетом результатов Теста № 1.
[0132] Тест № 7 является сравнительным примером, использующим наклонный электрод с центральной осью, отклоненной на 5° от перпендикуляра к поверхности стального листа во время точечной сварки листов без удаления металлического покрытия в состоянии с зазором между сопряженными поверхностями величиной 0,5 мм. В Тесте № 7 было подтверждено внутреннее растрескивание сразу за пределами зоны сварки, окружающей ядро сварной точки.
[0133] Тест № 8 является примером удаления металлического покрытия для точечной сварки с учетом результатов Теста № 7.
[0134] Тест № 9 является сравнительным примером точечной сварки комбинации стальных листов с большим отношением прочностей без удаления металлического покрытия. В Тесте № 9 внутреннее растрескивание наблюдалось на границе ядра сварной точки внутри зоны сварки, окружающей ядро сварной точки.
[0135] Тесты № 10-12 являются примерами удаления металлического покрытия для точечной сварки с учетом результатов Теста № 9.
[0136] Тест № 13 является сравнительным примером точечной сварки без удаления металлического покрытия в состоянии рассогласования центральных осей противостоящих сварочных электродов на 0,5 мм, а также в таком состоянии, когда фиксированный сварочный электрод располагается на расстоянии 0,2 мм от стального листа в направлении сжатия. В Тесте № 13 было подтверждено внутреннее растрескивание, развивающееся от зоны сварки, окружающей ядро сварной точки, к внутренней части ядра сварной точки.
[0137] Тесты № 14-17 являются примерами удаления металлического покрытия для точечной сварки с учетом результатов Теста № 9.
[0138] Тест № 18 является сравнительным примером, использующим сварочный пистолет с центральной осью, согнутой на 3° от перпендикуляра к поверхности стального листа, в котором точечная сварка осуществляется без удаления металлического покрытия. В Тесте № 18 было подтверждено внешнее растрескивание под электродом и у фаски.
[0139] Тесты № 19-20 являются примерами удаления металлического покрытия для точечной сварки с учетом результатов Теста № 18.
[0140] Тест № 21 является сравнительным примером, использующим сварочный пистолет, согнутый так, чтобы его центральная ось отклонялась на 3° от перпендикуляра к поверхности стального листа во время сварки, в котором точечная сварка осуществляется без удаления металлического покрытия с зазором между сопряженными поверхностями величиной 0,5 мм или больше. В Тесте № 21 было подтверждено внешнее растрескивание за пределами электрода.
[0141] Для удаления металлического покрытия использовались удаление испарением или механическое удаление.
[0142] Для удаления испарением металлическое покрытие нагревалось лазером или плазмой.
[0143] Для удаления металлического покрытия с использованием испарения лазером, лазер, сфокусированный до диаметра 9,5 мм, нацеливался на металлическое покрытие с выходной мощностью 1 кВт в течение 0,1 с с тем, чтобы удалить металлическое покрытие на участке удаления.
[0144] Для удаления металлического покрытия лазерной абляцией лазер, сфокусированный до диаметра 40 мкм, нацеливался на металлическое покрытие со средней выходной мощностью 9 Вт, частотой повторений 50 кГц, шириной импульсов (временем излучения лазера) 20 нс, с 10 выстрелами в одну и ту же точку, и вся площадь участка удаления сканировалась для того, чтобы удалить металлическое покрытие.
[0145] Для удаления с использованием плазмы использовался ток 200 А и напряжение 20 В для нагрева металлического покрытия в течение 0,2 с. Плазма имела такое распределение плотности энергии, что целевой участок металлического покрытия удалялся полностью, и окружающая его область также частично удалялась.
[0146] При механическом удалении вращательный инструмент использовался для удаления металлического покрытия на участке удаления путем шлифовки.
[0147] Тестовый образец подвергался коррозионному испытанию с комбинированным циклом (тест CCT) для того, чтобы подтвердить коррозионную стойкость и проверить наличие трещин в месте сварки. Результаты представлены в Таблицах 2-4. Следует отметить, что буквы для факторов растрескивания в Таблицах 2-4 соответствуют случаям, в которых предпочтительно выполняется вышеупомянутая тестовая точечная сварка (факторы растрескивания).
[0148] Тест CCT выполнялся на основе способа коррозионного испытания для автомобилей (JASO M609-91) путем многократной обработки тестового образца в течение цикла длительностью 8 час с повторением 30 циклов. Один цикл состоял из определения стойкости к действию солевого тумана (2 час, 5% NaCl, 35°C), сушки (4 часа 30% отн. влажности, 60°C) и теста смачивания (2 час, 95% отн. влажности, 50°C).
[0149] Точечная сварка оценивалась как «очень хорошая», когда никаких изменений не было видно вокруг зоны сварной точки между стальными листами, как «хорошая», когда можно было наблюдать «белую ржавчину», и как «плохая», когда образовывалась красная ржавчина. Кроме того, растрескивание проверялось путем разрезания тестового образца в направлении толщины листа так, чтобы разрез включал в себя ядро сварной точки, и наблюдения поперечного сечения.
[0150] Результаты удаления металлического покрытия с последующей точечной сваркой были следующими:
[0151] В Тестах № 2-3, 8, 10, 14-15, 19-20 и 22-23 металлическое покрытие удалялось на участке, определенном в настоящем изобретении, а затем осуществлялась точечная сварка листов. В результате никаких трещин не образовалось в сварном шве, и коррозионная стойкость была хорошей. В Тесте № 2 место, с которого было удалено металлическое покрытие, было покрыто адгезивом. В Тесте № 20 та часть, с которой было удалено металлическое покрытие, была покрыта герметиком после сварки. Следовательно, была показана особенно хорошая коррозионная стойкость.
[0152] В Тестах № 4-6 выполнялось удаление металлического покрытия, но участок удаления был узким, и внутреннее растрескивание произошло сразу за пределами зоны сварки, окружающей ядро сварной точки.
[0153] В Тестах № 11-12 выполнялось удаление металлического покрытия, но участок удаления был узким, и образовалось внутреннее растрескивание, развивающееся от зоны сварки, окружающей ядро сварной точки, к границе ядра сварной точки.
[0154] В Тестах № 16-17 выполнялось удаление металлического покрытия, но зона удаления была узкой, и образовалось внутреннее растрескивание, развивающееся от зоны сварки, окружающей ядро сварной точки, к внутренней части ядра сварной точки.
[0155] Таблица 2
|
[0156] Таблица 3 (продолжение Таблицы 2)
|
[0157] Таблица 4 (продолжение Таблицы 3)
|
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0158] В соответствии с настоящим изобретением при точечной сварке возможно простым образом предотвратить образование растрескивания, обусловленного жидкометаллической хрупкостью. Соответственно, настоящее изобретение имеет высокую промышленную применимость.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0159] 1,1a,1b: стальные листы;
2: ядро сварной точки;
3: растрескивание под электродом;
4: зона теплового воздействия;
5: растрескивание у фаски;
6: растрескивание вне электрода;
7: растрескивание сразу за пределами зоны сварки, окружающей ядро сварной точки;
8: растрескивание на границе ядра сварной точки зоны точечной сварки;
9: растрескивание в ядре сварной точки;
10a, 10b: электроды;
11a, 11b: осевые центры;
12: расхождение электродов;
13: элемент;
14: зазор;
15: отдаление ;
101: стальной лист;
102: намеченное место формирования ядра сварной точки;
103: намеченное место формирования зоны сварки, окружающей ядро сварной точки;
104: намеченное место формирования внешнего края зоны теплового воздействия;
105: намеченное место образования растрескивания под электродом;
106: намеченное место образования растрескивания у фаски электрода;
107: намеченное место образования растрескивания вне электрода;
108: намеченное место образования растрескивания сразу за пределами зоны сварки, окружающей ядро сварной точки;
109: намеченное место образования растрескивания на границе ядра сварной точки зоны точечной сварки;
110: намеченное место образования растрескивания в ядре сварной точки;
Cn: центр намеченного места формирования ядра сварной точки;
Dc: диаметр эквивалентного круга намеченного места формирования зоны сварки, окружающей ядро сварной точки;
Dn: диаметр эквивалентного круга намеченного места формирования ядра сварной точки;
DHAZ1: диаметр участка удаления металлического покрытия для предотвращения внешнего растрескивания;
DHAZ2: диаметр участка удаления металлического покрытия для предотвращения внутреннего растрескивания в комбинации из двух уложенных друг на друга листов;
DHAZ3: диаметр участка удаления металлического покрытия для предотвращения внутреннего растрескивания в комбинации из трех уложенных друг на друга листов;
W: возвышающаяся часть.
Способ изготовления листа электротехнической стали с ориентированной зеренной структурой
Способ изготовления листа из электротехнической стали с ориентированной зеренной структурой
Способ, устройство и программа для анализа разрушения для точечно-сваренной части и машиночитаемый носитель данных
Способ стыковой сварки оплавлением рельсовой стали
Способ определения разрушения, устройство, программа и читаемый компьютером носитель записи для определения разрушения
Сварочное устройство для трубы, свариваемой методом электрического сопротивления
Лист электротехнической стали с ориентированной зеренной структурой
Электротехническая листовая сталь с ориентированными зернами и способ ее производства
Горячекатаный стальной лист и способ его изготовления
Стальной рельс и способ его изготовления
Высокопрочный гальванизированный погружением стальной лист с превосходной характеристикой сопротивления удару и способ его изготовления и высокопрочный, подвергнутый легированию, гальванизированный погружением стальной лист и способ его изготовления
Гальванизированный горячим способом стальной лист и способ его изготовления
Высокопрочный гальванизированный стальной лист, имеющий превосходную изгибаемость, и способ его производства
Высокопрочный стальной лист, имеющий превосходную ударопрочность, и способ его производства, и высокопрочный гальванизированный стальной лист и способ его производства
Стальной лист с гальваническим покрытием и способ его изготовления
Высокопрочный горячекатаный стальной лист, имеющий превосходную локальную деформируемость, и способ его изготовления
Высокопрочный гальванизированный погружением стальной лист, высокопрочный, подвергнутый легированию, гальванизированный погружением стальной лист с превосходной способностью к термическому упрочнению, и способ их изготовления
Высокопрочный стальной лист - стальной лист и высокопрочный гальванизированный стальной лист, обладающие превосходной стабильностью формы, и способ их производства
Высокопрочный, гальванизированный погружением стальной лист и высокопрочный, подвергнутый легированию, гальванизированный погружением стальной лист, имеющие превосходную формуемость и низкую анизотропию материала, с пределом прочности на разрыв 980 мпа или более, и способ их получения
Высокопрочный горячеоцинкованный стальной лист, имеющий превосходное сопротивление замедленному разрушению, и способ его изготовления

