Результат интеллектуальной деятельности: Устройство для создания термопластических нормированных напряжений в круглой пиле
Вид РИД
Изобретение
Изобретение может быть использовано в деревообрабатывающей отрасли промышленности и предназначено для повышения устойчивого состояния круглой плоской пилы в процессе работы путем создания термопластических нормированных напряжений в диске пилы.
Известно устройство для последовательной закалки плоскости поверхности детали, содержащего индуцирующий провод, состоящий из двух прямоугольных трубок по одной из которых подается вода, охлаждающая индуцирующий провод, другая трубка снабжена отверстиями и служит для подачи воды на закаливаемую поверхность (Слухоцкий А.Е. и Рыскин С.Е. «Индукторы для индукционного нагрева». Ленинград: «Энергия», 1974 г., с. 129-131, рис. 8-10).
Недостатками аналога являются невозможность нагрева локальной зоны полотна круглой пилы и сложность конструкции устройства.
Известно устройство для отпуска дисковых пил, содержащее круглую пилу, корпус и установленные одна над другой составные плиты с нагревательными элементами, составные части каждой плиты сопряжены между собой в горизонтальной плоскости по конической поверхности, основание которой обращено к центру устройства, а нагревательные элементы расположены вдоль конической поверхности. Верхние плиты имеют возможность подъема и опускания на нижние плиты с помощью пневмоцилиндра (а.с. СССР №1770404 А1, МПК C21D 9/24, 1992).
Это устройство принято за прототип. Недостатком устройства является сложность устройства, невозможность охлаждения локальных зон полотна круглой пилы после нагрева.
Изобретение направлено на решение задачи повышения качества подготовки к работе круглой пилы. Технический результат достигается созданием нормированных термопластических напряжений в локальных полосовых зонах пильного диска по радиусам пилы, повышении устойчивости пилы при работе.
Это достигается тем, что в устройстве для создания термопластических нормированных напряжений в круглой пиле, содержащем корпус и установленные одна над другой плиты с нагревательными индуцирующими проводами, делящими диск пилы на три и более сектора, круглую пилу, помещенную между плитами, прижимной электромагнит, возвратную пружину, поворотный механизм с шаговым электродвигателем, при этом нагревательные провода выполнены в виде трубок круглого, прямоугольного и других сечений с встроенными на входе парогенераторами, оснащенными соплом Лаваля и системой отверстий, расположенных по нижней образующей или поверхности трубок с шагом t и диаметром отверстия d, изменяющимися по мере удаления от парогенератора для обеспечения равномерного расхода хладагента по длине трубок и отвода тепла от локальных зон нагрева.
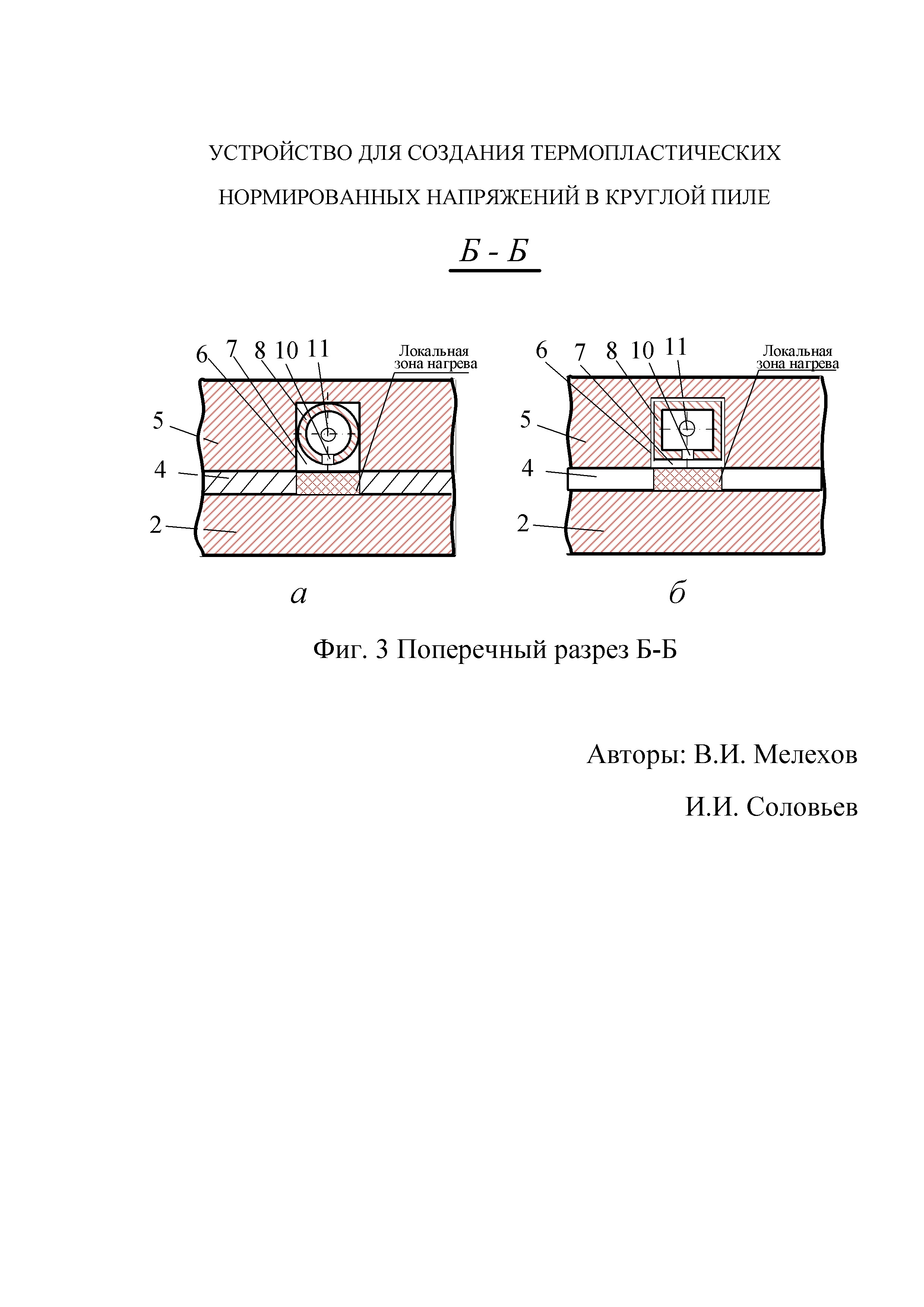
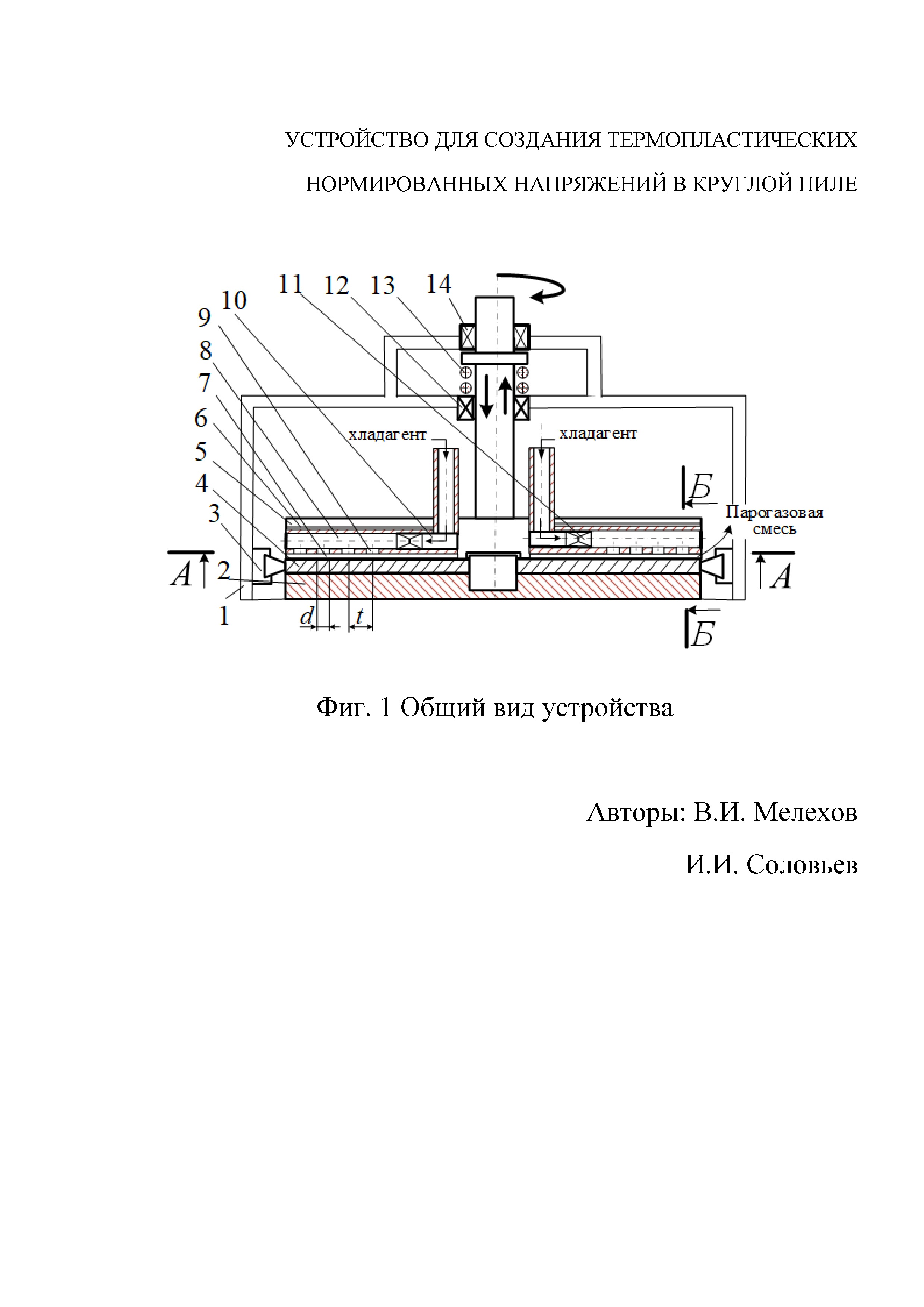
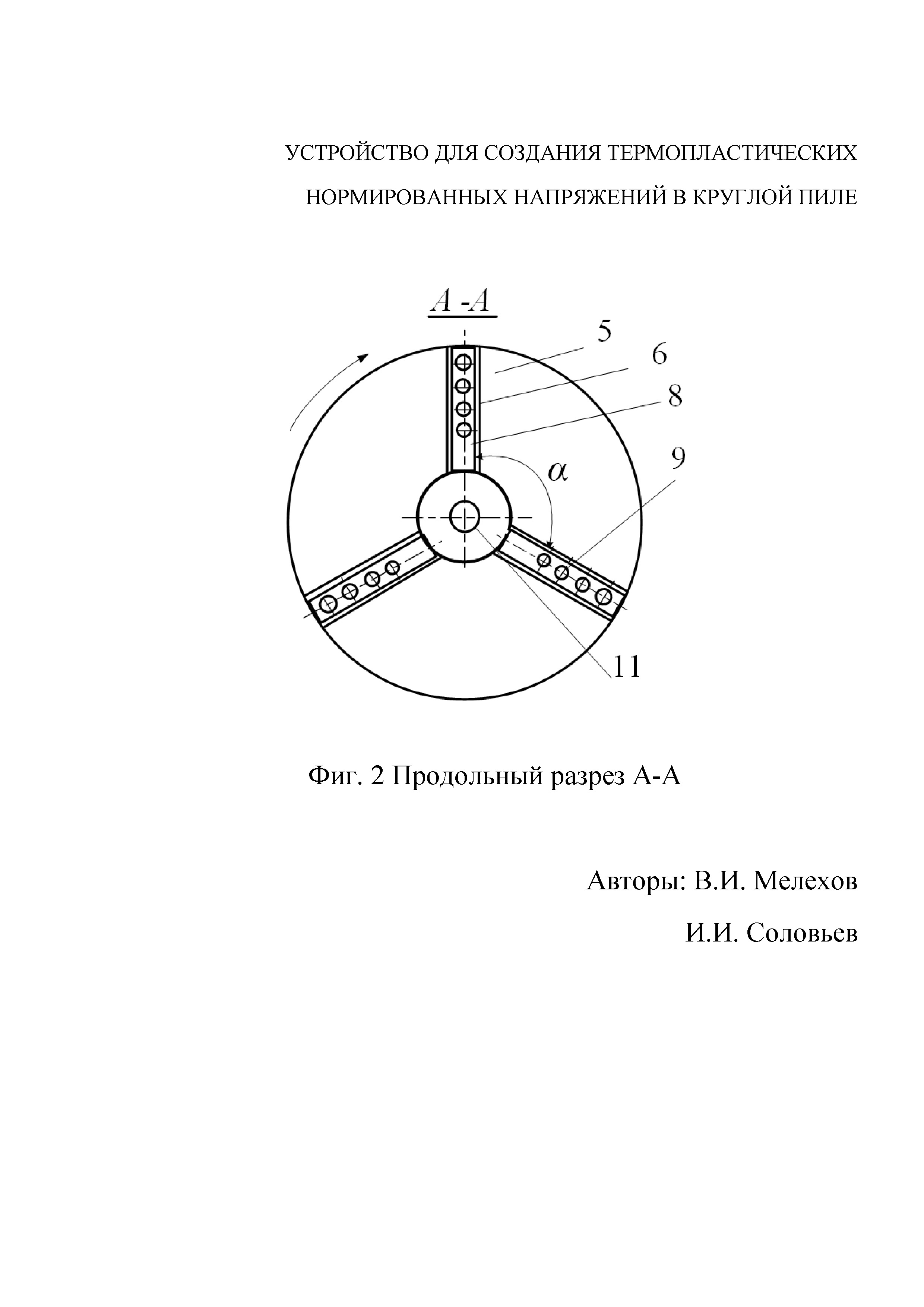
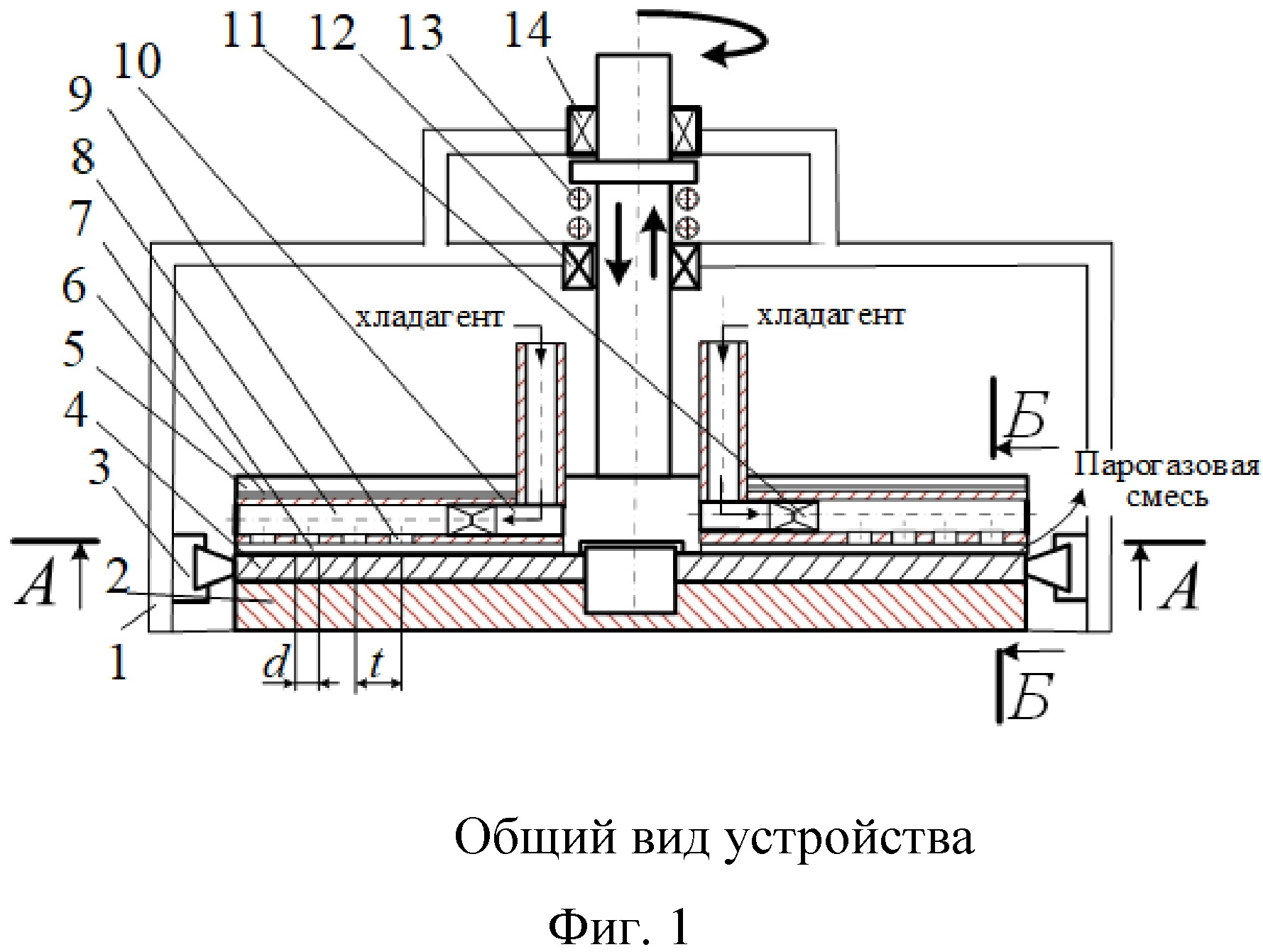
На фиг.1 изображен общий вид устройства для создания термопластических нормированных напряжений в круглой пиле; на фиг.2 – продольный разрез А-А; на фиг.3 – поперечный разрез Б-Б: а - с индуцирующим проводом круглого сечения; б – с индуцирующим проводом прямоугольного сечения;
Устройство содержит корпус 1, нижнюю плиту 2, фиксатор 3, круглую пилу 4, верхнюю плиту 5 с пазами 6 и дренажными каналами 7, индуцирующие полые провода 8 с отверстиями 9 и парогенератор 10, оснащённый соплом Лаваля 11, прижимной электромагнит 12, возвратную пружину 13, поворотный механизм с шаговым электродвигателем 14. Пазы 6, дренажные каналы 7, индуцирующие провода 8 одновременно могут быть выполнены и в нижней плите 2.
Устройство работает следующим образом. Верхняя плита 5 устанавливается в крайнем верхнем положении возвратной пружиной 13. На нижнюю плиту 2 устанавливается круглая пила 4 с фиксацией по межзубным впадинам фиксатором 3, после чего прижимной электромагнит 12 с преодолением сопротивления возвратной пружины подводит верхнюю плиту к полотну пилы с обеспечением плотного контакта между плитами и полотном пилы с усилием, превышающим предел пластической деформации диска пилы при нагреве. Магнитный поток, созданный индуцирующими проводами 8, расположенными в каналах 6, замыкается по пути «участок пильного диска по радиусу пилы – дренажный канал – индуцирующий провод». Вызванные переменным магнитным потоком вихревые токи приводят к разогреву локальных полосовых участков полотна по радиусам пилы до температуры 400 – 6500С, при которой температурные напряжения в зоне нагрева превышают предел текучести материала пилы. После этого нагрев диска пилы прекращают. В парогенератор 10 подается хладагент, где преобразуется в парогазовую смесь, поток которой проходит через сопло Лаваля 11 и ускоряется. Через отверстия 9 хладагент подводится к разогретому полосовому участку и охлаждает локальную зону диска пилы до температуры ниже 350°С, соответствующей образованию термопластических напряжений в локальной зоне нагрева. Отработавшая парогазовая смесь удаляется через дренажные отверстия 7. При необходимости увеличения количества локальных зон нагрева по радиусам пилы до n единиц осуществляют поворот верхней плиты с индуцирующими проводами механизмом с шаговым двигателем 14 на угол α/n, где α – угол между смежными проводами и процесс тепловой обработки повторяется.
Применение устройства для создания термопластических нормированных напряжений в круглой пиле позволяет создать нормированные напряжения в локальных полосовых зонах пильного диска по радиусам пилы, повысить устойчивость пилы при пилении.
Устройство для определения освещенности кроны дерева
Грузозахватное устройство для перемещения деревянных конструкций
Способ термодинамического натяжения дисковой пилы
Сырьевая смесь для получения легкого бетона
Свч лесосушильная камера
Устройство для скарификации семян растений
Способ отвода лесосек
Способ термопластического натяжения пильного диска круглой пилы
Способ определения хрома (iii) и железа (iii)
Способ получения бетулина
Способ сушки древесины в свч лесосушильной камере резонансным методом
Способ изготовления армированной клееной деревянной балки
Установка для пропитки древесины жидкостью
Установка для сушки древесины в поле свч
Устройство для создания термопластических концентрированных напряжений в полосовых пилах
Ленточнопильный станок
Способ подготовки дереворежущих пил
Способ подготовки дереворежущих пил
Термопривод для регулирования температуры воздуха в теплице
Лесосушильная конденсационная камера

