Результат интеллектуальной деятельности: Устройство для контактной точечной сварки (КТС)
Вид РИД
Изобретение
Изобретение относится к производству автомобилей и пригодно при контактной точечной сварке их корпусов, дверей и прочего. Известно устройство для КТС в виде неподвижного изогнутого в передней части полого держателя, в котором размещены соединенные между собой жесткая и гибкая трубки, причем последняя отделена стенкой от хвостовика электрода - грибка (см. патент РФ 2618285 С1 от 08.12.2015). Его недостаток - неэффективное охлаждение хвостовика и поэтому самого электрода через стенку неподвижного держателя.
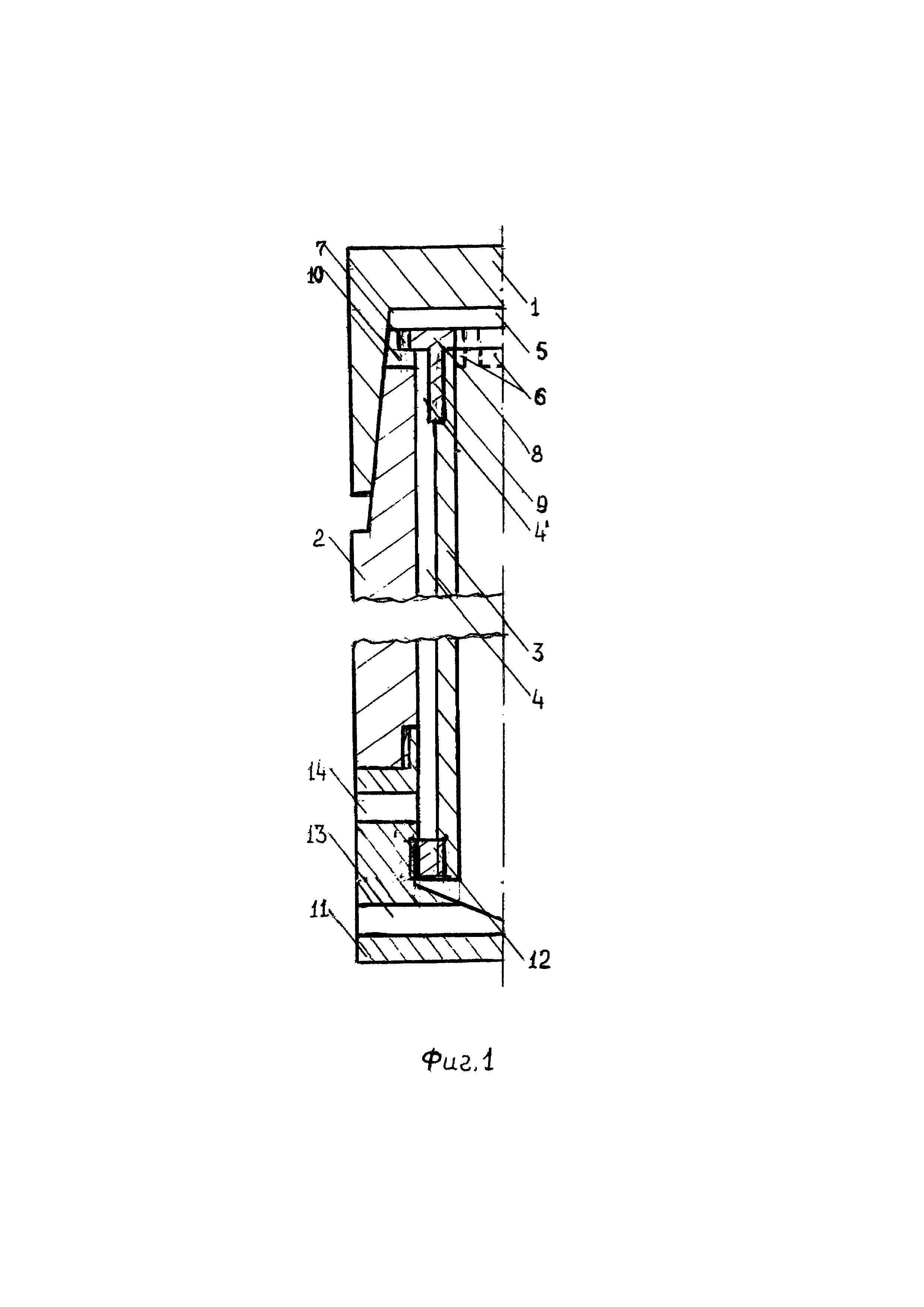
Известно и другое устройство КТС, имеющее на передней части прямого держателя конический снаружи полый с трубкой выступ под коническую полость электрода-грибка; к заднему концу трубки подходит канал подвода хладагента, отводимого нагретым из кольцевого зазора между трубкой и полостями выступа и держателя (см.патент РФ 2578865 С1 от 25.08.2014). Его недостатки: наличием 2-х каналов под хладагент увеличиваются поперечные размеры держателя, что не пригодно для сварочных клещей ARO (Франция) или Кореи, используемых промышленностью при ручной и роботизированной сварках; у них на подвижных прямых держателях полость под трубку 6*1 мм равна соответственно 7,5 и 9 мм, а для неподвижных или подвижных изогнутых в передней части под электроды держателей она не более 6,5 мм под трубку 4*1 мм, что не позволяет эффективно охлаждать их и поэтому они имеют минимальную стойкость (см. приложение: держатель с электродом в сборе и электрод с размерами, пр-во Корея). Задачей предлагаемого решения является повышение эффективности охлаждения электродов, размещенных на прямых и изогнутых держателях. Технический результат от предлагаемого - повышение стойкости штатных электродов как минимум в 2 раза при небольшой доработке их держателей. Это обеспечивается тем, что в устройстве для контактной точечной сварки, содержащем электрод-колпачок с задней конической полостью, размещенный на передней конической поверхности держателя с установленной в его продольной полости с боковым зазором трубкой, отделенными своими передними торцами от дна полости электрода, а задний конец трубки закреплен во втулке, соединенной с поверхностью полости его корпуса с поперечными окнами под хладагент, выполненными перед втулкой и за ней, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО с переднего торца держателя выполнены поперечные проточки и понижение под полую шайбу, соединенную с передним концом трубки, как и ее полый хвостовик, отделенный боковым зазором от поверхности полости держателя, донья поперечных проточек которого отделены осевыми зазорами от заднего торца шайбы, расположенной с зазорами относительно полости электрода. Выполнением на переднем торце держателя поперечных проточек создаются каналы для циркуляции хладагента из бокового зазора устройства в зазоры между его передним торцом и дном полости электрода. Образованием с переднего торца держателя понижения происходит центрирование в нем полой шайбы с ее полым ^хвостовиком. Соединением шайбы с хвостовиком с передней частью трубки обеспечивается подвод хладагента по боковому зазору к, поперечным проточкам переднего торца держателя благодаря заднему торцу шайбы, перекрывающему боковой зазор между хвостовиком и полостью держателя. Размещением этого торца ее с осевыми зазорами относительно доньев поперечных проточек держателя хладагент поступает из выше указанного зазора в эти проточки и далее в боковой и осевой зазоры между соответствующими поверхностями шайбы и полости электрода с охлаждением боковой и донной поверхностей его полости. Сравнительный анализ предлагаемого устройства с известными решениями показывает, что оно ново, с существенными отличиями, промышленно пригодно и поэтому отвечает критерию ИЗОБРЕТЕНИЕ. Оно представлено чертежом с фиг. 1 и содержит электрод 1, размещенный поверхностью конической полости на передней конической поверхности прямого держателя 2, в полости которого размещена трубка 3 с большим боковым зазором 4; их передние торцы отделены осевым зазором 5 от дна полости электрода 1; на переднем торце держателя 2 выполнены поперечные проточки 6 и отделенное стенкой от его боковой поверхности понижение 7 (проточка или фаска) под полую шайбу 8 с полым хвостовиком 9, соединенными с передним концом трубки 3; шайба 8 отделена осевым зазором 5 от дна полости электрода 1, а ее хвостовик 9 - меньшим боковым зазором 4' от поверхности полости держателя 2; донья поперечных прорезей 6 отделены осевым зазором 10 от заднего торца шайбы 8, расположенной в понижении 7 держателя 2 с боковым и осевым зазорами относительно поверхностей полости электрода 1; держатель 2 задней частью расположен в полости корпуса 11, с поверхностью которой соединена втулка 12 с размещенным в ней неразъемно задним концом трубка 3, которая может быть и составной: задняя часть ее - металлическая, а передняя - пластмассовая, соединенные по концам резьбовой втулкой, не показанной на фиг. 1; в корпусе 11 выполнены поперечные окна 13 и 14 под хладагент, расположенные с разных концов втулки 12; данное решение пригодно и в изогнутых держателях с такой трубкой или только с пластмассовой.
Электрод 1 охлаждается так: хладагент по большому боковому зазору 4 поступает в меньший боковой зазор 4' между поверхностями {хвостовика и полости держателя 2, далее через его поперечные проточки 6 к боковой поверхности полости электрода 1 и через прерывистый кольцевой зазор, образованны поверхностями последней, держателем и боковой поверхностью шайбы 8, устремляется вдоль боковой поверхности полости электрода 1 к ее дну, а затем и к центральной части его, охлаждая при этом сначала часть боковой поверхности полости электрода в пределах осевого зазора 5 и глубины поперечных проточек 6 переднего торца держателя 2 и потом все дно этой полости; нагретый их теплом хладагент отводится по трубке 3 от ее переднего торца, расположенного в полости шайбы 8, к заднему торцу ее, размещенному во втулке 12 корпуса 11. Эффективность охлаждения электрода Определяется скоростью циркуляции хладагента вдоль его охлаждаемых поверхностей и их суммарной площадью: у применяемых устройств при допущении, что боковая поверхность полости электрода цилиндрическая и длиной в 2 мм, а у дна полости ее диаметр равен 11 мм; тогда теоретическая охлаждаемая площадь его равна 164 мм2; у предлагаемого устройства с глубиной 2,5 мм поперечных проточек 6 эта площадь равна 250 мм2 и возрастает в 1,5 раза; в используемых устройствах дно электрода эффективно охлаждается в пределах диаметра 7,5 мм полости держателя и площадью 44 мм2, например, у французских клещей, а в остальной части его - застойная зона с хладагентом, где тепло от охлаждаемых поверхностей полости электрода к хладагенту отводится в основном кондукцией; следовательно, у прямых держателей охлаждаемая поверхность предлагаемым решением увеличивается в 6 раз; у французских клещей с изогнутым держателем диаметр его полости равен 6,5 мм, а эффективная охлаждаемая поверхность дна электрода равна 33 мм2 при трубке 4*1; применением другой трубки и изменением этого параметра у такого держателя охлаждаемая поверхность электрода увеличится также примерно в 6 раз по сравнению с используемыми сейчас решениями при производстве кузовов, дверей и прочего для автомобилей и возрастет стойкость электродов в 2 раза. Таким образом, предлагаемым устройством эффективно охлаждаемая поверхность электродов прямых и изогнутых держателей увеличивается как минимум в 6 раз, чем повышается стойкость их электродов вдвое.
Устройство для контактной точечной сварки, содержащее держатель, имеющий поперечные окна под хладагент и продольную полость, в которой с боковым зазором установлена трубка для подачи хладагента, и электрод-колпачок, размещенный конической полостью на передней конической части держателя, причем передние торцы держателя и трубки отделены осевым зазором от дна полости электрода, отличающееся тем, что оно снабжено закрепленной в полости держателя втулкой, в которой установлен задний конец трубки, и закрепленной на переднем конце упомянутой трубки полой шайбой с полым хвостовиком, отделенным боковым зазором от полости держателя, при этом на переднем торце держателя выполнено понижение для размещения упомянутой шайбы с зазором между ее боковой поверхностью и боковой поверхностью полости электрода-колпачка, а в понижении выполнены поперечные проточки с образованием осевых зазоров относительно заднего торца установленной в нем шайбы, причем поперечные окна хвостовика расположены перед втулкой и после нее.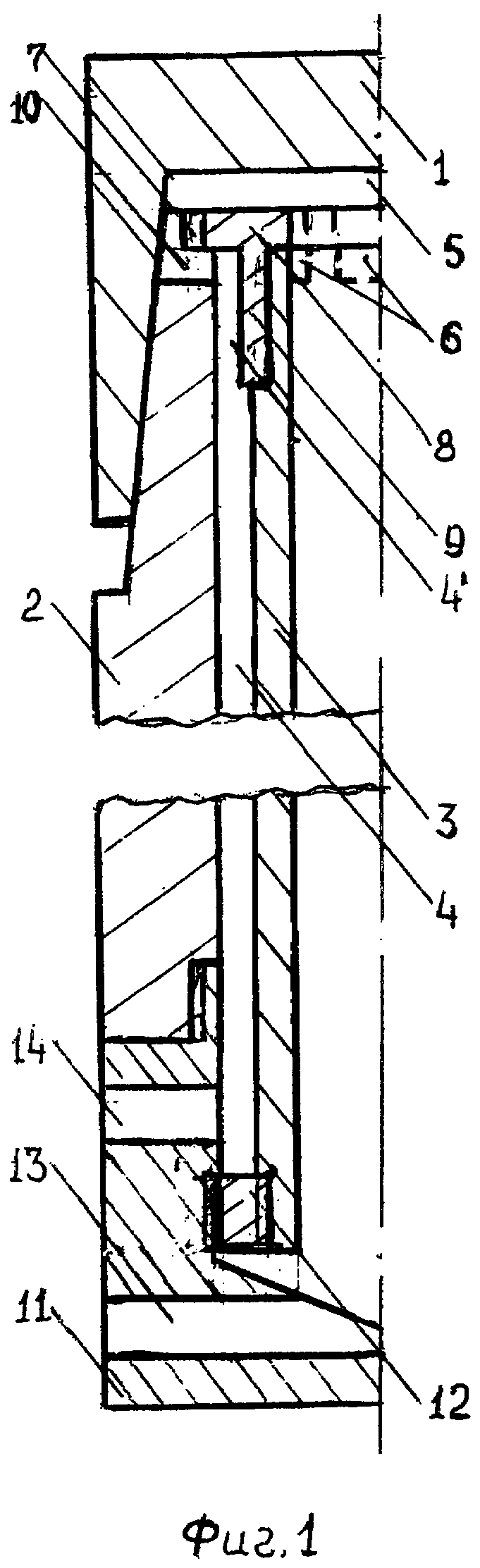
Устройство для электромагнитной точечной сварки
Устройство для электромагнитной точечной сварки
Поршневой узел машины литья под давлением
Электрод-колпачок для контактной точечной сварки
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Способ охлаждения горячего штампа
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Электрод с хвостовиком для контактной точечной сварки
Электрод с хвостовиком для контактной точечной сварки
Электрод с хвостовиком для контактной точечной сварки
Электрод-колпачок для контактной точечной сварки (ктс)
Устройство для контактной точечной сварки (ктс)
Устройство для контактной точечной сварки (ктс)
Поршневой узел машины литья под давлением
Охлаждаемая матрица штампа под заготовку-диск
Устройство для стыковой контактной сварки прутков
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце

