Результат интеллектуальной деятельности: Устройство для контактной точечной сварки (КТС)
Вид РИД
Изобретение
Изобретение относится к сварочному производству и пригодно для электродов, используемых при изготовлении кузовов, дверей и прочего автомобилей.
Известны электроды-колпачки (далее упоминаемые как электроды) с передней рабочей поверхностью конической или сферической формы и задней коническую полостью под переднюю часть держателя с полостью под трубку, размещенную там с зазором (см. ГОСТ 25444-90, с. 2).
Их недостаток: наличие застойных зон с хладагентом на периферии донной части полости электрода.
Известен и другой охлаждаемый электрод с конической полостью, переходящей в цилиндрическую часть ее у дна, в которой с зазорами размещена передняя часть держателя с трубкой в его полости; при этом боковой зазор между последними загерметизирован у их передних торцов; в задней части держателя с окнами под хладагент закреплена трубка (см. патент РФ 2570253 С1 от 26.05 2014), а поперечные окна его передней открыты в полость электрода и в выше указанный боковой зазор.
Его недостатки: уплотнительным элементом для герметизации бокового зазора в передней части держателя с трубкой и его поперечных окон усложняется устройство, который к тому же разрушается от нагрева хладагентом.
Задачей предлагаемого решения является упрощение конструкции устройства и повышение его надежности.
Она решается тем, что в устройстве для КТС, содержащем электрод-колпачок с коническо-цилиндрической полостью, размещенной на передней конической части держателя с установленной в его продольной полости с боковым зазором трубкой, загерметизированным у их передних торцов и открытым через его поперечные окна в цилиндрическую часть полости электрода, где с зазорами расположены их передние торцы, при этом трубка и держатель, соединены между собой в его задней части с окнами под хладагент, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО с передней частью трубки соединены образованные совместно полые хвостовик с диском, расположенным в цилиндрической части полости электрода и выполненным по боковой поверхности в диаметр этой части и с кольцевым понижением на переднем торце, отделенным от ее поверхности периферийными стенками, контактирующими своими вершинами с дном этой полости, причем в этих стенках образованы поперечные проточки, открытые в сквозные продольные проточки боковой поверхности диска, разделенные между собой продолжением выше указанных стенок и его стенок; при этом передний торец держателя отделен осевым зазором от заднего торца диска, хвостовик которого отделен боковыми зазорами от боковых поверхностей полостей держателя и электрода.
Соединением выполненных совместно полых хвостовика и диска с передней частью трубки обеспечивается подвод хладагента по их полостям к дну полости электрода.
Выполнением боковой поверхности диска в диаметр цилиндрической части полости электрода обеспечивается его центрирование там, а хвостовика с передней частью трубки в полости держателя, чем создаются тракты для хладагента с требуемыми проходными сечениями.
Образованием кольцевого понижения на переднем торце диска, отделенного периферийными стенками от его боковой поверхности, создается осевой зазор между ним и дном полости электрода под хладагент.
Контактом вершин этих стенок с данным дном обеспечивается передний осевой зазора для охлаждения этого дна и отвода нагретого хладагента через задний осевой зазор между торцами диска и держателя.
Наличием поперечных проточек в этих стенках, переходящих в продольные сквозные проточки боковой поверхности диска, образуются тракты под циркулирующий вдоль дна и боковой поверхности электрода хладагент.
Вершинами продольных стенок диска, разделяющих его сквозные проточки, он базируется на поверхности цилиндрической части полости электрода.
Осевым зазором между торцами: передним держателя и задним диска создается тракт отвода нагретого хладагента из зоны охлаждения электрода.
Размещением хвостовика диска с боковыми зазорами в полостях держателя и электрода обеспечивается отвод нагретого хладагента в боковой зазор между трубкой и поверхностью полости держателя и из последнего за его пределы.
Сравнительный анализ предлагаемого устройства с известными решениями показывает, что оно ново, с существенными отличиями, промышленно пригодно и поэтому отвечает критерию ИЗОБРЕТЕНИЕ.
Оно представлено фиг. 1 чертежа и содержит электрод 1 с коническо-цилиндрической полостью, размещенной на передней конической части держателя 2; в его полости находится с боковым зазором 3 трубка 4; с ее передней частью соединены полые диск 5 со своим хвостовиком 6; при этом первый расположен в цилиндрической части полости электрода 1 и выполнен в ее диаметр, а его хвостовик 6- в передней части полости держателя 2 и отделен от ее поверхности своим боковым зазором 3; на переднем торце диска выполнено кольцевое понижение 7, отделенное периферийными стеками 8 от боковой поверхности полости электрода 1, контактирующими своими вершинами 9 с дном его полости; в этих стенках образованы поперечные проточки 10, переходящие в боковые сквозные продольные проточки 11, показанные штриховыми линиями и разделенные между собой продольными стенками 12 - продолжениями периферийных стенок 8 и его стенок; задний торец диска 5 отделен осевым зазором 13 от переднего торца держателя 2, чем также создается дополнительный боковой зазор между боковыми поверхностями полости электрода 1 и передней части хвостовика 6, выступающей из держателя 2; задняя часть держателя с колпаком и их окнами под хладагент многократно описаны в других изобретениях и поэтому не показаны на чертеже; трубка 4 может быть нейлоновой или нейлоновой в передней части + металлической в остальной части; длина ее больше требуемой для упирания вершин стенок 8 в дно полости электрода 1 с продольной деформацией ее нейлоновой части.
Электрод 1 охлаждается так: по трубке 4 хладагент поступает в кольцевое понижение 7 диска 5, открытое в дно полости электрода 1, охлаждая это дно; из понижения 7 в радиальном направлении хладагент устремляется по поперечным понижениям 10 к боковой поверхности цилиндрической части полости электрода 1; по трактам охлаждения, образованным последней поверхностью и продольными сквозными проточками 11 диска 5, хладагент поступает в осевой зазор 13 между передним торцом держателя 2 и задним торцом диска 5, охлаждая до этого боковую цилиндрическую поверхность полости электрода; из зазора 13 нагретый хладагент следует в боковой зазор 3* между поверхностями хвостовика 6 и полости держателя 2, затем в боковой зазор 3' и из него за пределы держателя. Эффективность охлаждения электрода определяется расходом хладагента на цикл сварки, величиной охлаждаемых поверхностей электрода и скоростью циркуляции хладагента вдоль последних: донной и боковой поверхности цилиндрической части полости электрода, которая больше, чем у штатного и, следовательно, его стойкость выше.
Пример реализации устройства: у штатного электрода цилиндрическая часть полости выполняется диаметром 11 мм и длиной 4 мм; такой же диаметр у диска длиной 3 мм, отстоящего задним торцом от переднего торца держателя примерно на 1 мм; остальные параметры выбираются исходя из обеспечения равенства трактов охлаждения под циркулирующий хладагент.
Таким образом, отсутствием герметизирующего элемента в предлагаемом устройстве повышается его надежность, т.к. этот элемент от нагрева теплом хладагента разрушается, и поперечных каналов в передней части держателя упрощается его конструкция.
Устройство для контактной точечной сварки, содержащее полый держатель, трубку для хладагента, установленную с боковым зазором в продольной полости держателя, электрод-колпачок с коническо-цилиндрической полостью, размещенной на передней конической части держателя, при этом трубка соединена с держателем в его задней части, выполненной с окнами под хладагент, отличающееся тем, что оно снабжено диском с полым хвостовиком, размещенным в цилиндрической части полости электрода на передней части трубки для хладагента, при этом диаметр диска соответствует диаметру упомянутой полости электрода, на боковой поверхности диска выполнены сквозные продольные проточки, а на переднем торце диска выполнено кольцевое понижение, отделенное от его боковой поверхности периферийными стенками, контактирующими своими вершинами с дном полости электрода, причем периферийные стенки диска образованы поперечными проточками, открытыми в упомянутые сквозные продольные проточки на боковой поверхности диска, при этом задний торец диска отделен осевым зазором от переднего торца держателя, а хвостовик диска отделен боковым зазором от боковой поверхности полости держателя.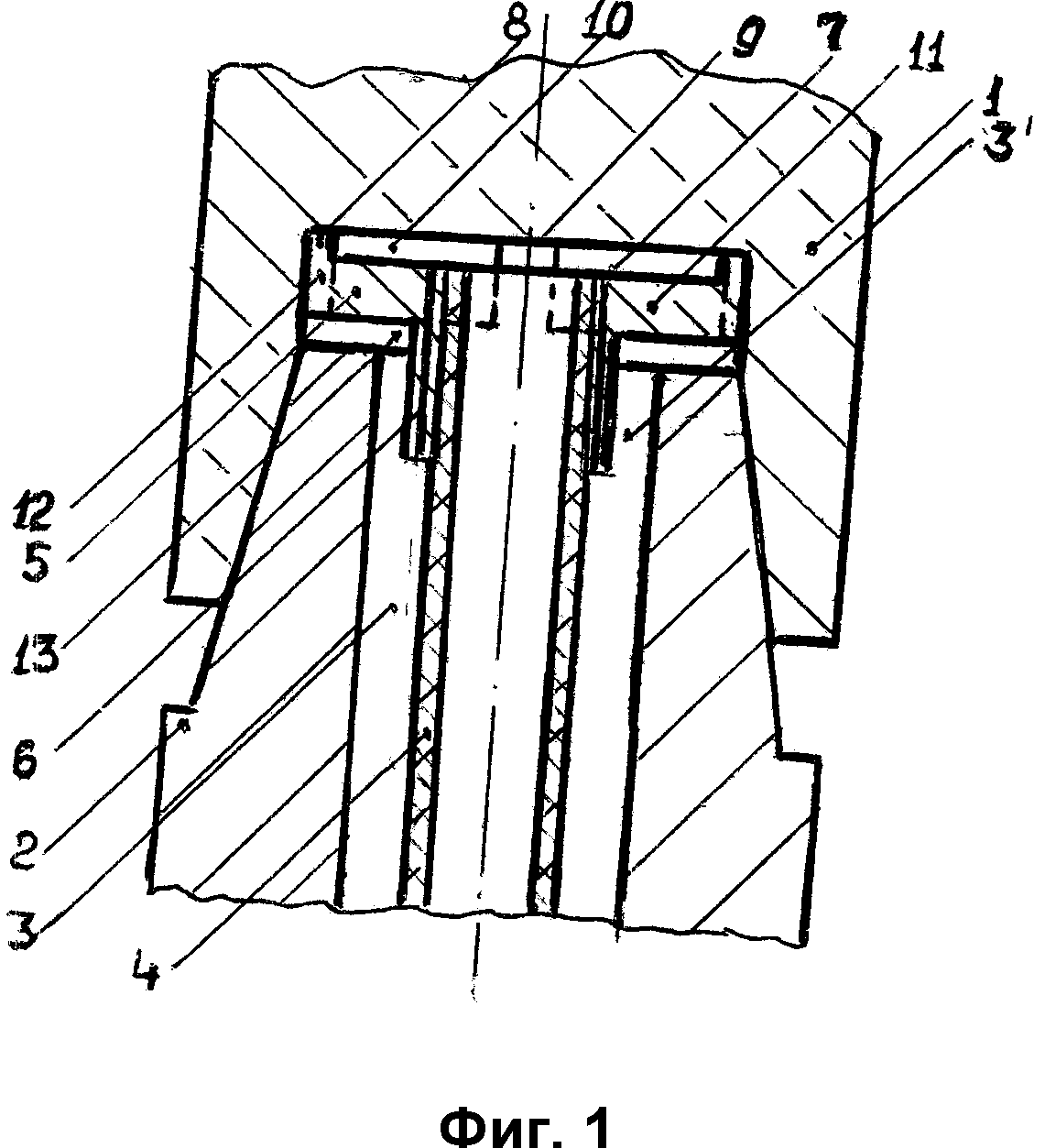
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Поводковый центр радиально-обжимной машины
Устройство для охлаждения электрода контактной точечной сварки (ктс)
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Способ изготовления ствола
Способ оптимизации конструкции поводковой части заготовки-трубы под радиальное обжатие

