Результат интеллектуальной деятельности: Способ изготовления электрощеток из порошковой графитопластовой композиции
Вид РИД
Изобретение
Изобретение относится к порошковой технологии, к частности к способам изготовления элетрощеток из графитопластовых композиций с предварительным прессованием блока заготовок щеток.
Известен способ поштучного получения щеток, например Г20, Г21 и Г22 максимальных размеров сечением 60×40×35 мм. Щетки прессуют в пресс-форме, имеющей форму, близкую к готовому изделию (Чалых Е.Ф. Технология и оборудование электродных и электроугольных предприятий. М.: Металлургия, 1972, с. 147-149).
Недостатком указанного способа является низкая производительность, обусловленная поштучным изготовлением электрощеток.
Наиболее близким по технической сущности и достигаемому эффекту предлагаемому является способ изготовления электрощеток, включающий прессование блока щеток электромашин с последующим разделением его на отдельные заготовки (Темкин И.В. Производство электроугольных изделий. - М.: Высшая школа, 1975, с. 105-108, рис. 49). Этот способ значительно повышает производительность. Блок прессуют из 27 заготовок электрощеток, расположенных в 3 слоя по 9 заготовок в каждом слое. Блок заготовок прессуют в нагретых до 150-170°С пресс-формах при скоростях пуансона от 15 до 30 мм/с и удельным давлением 35-40 МПа, с обжатием от 2,5 до 3. Обжатие блока ведут по толщине блока, образованной тремя толщинами заготовок щеток.
Активные усилия в указанном способе при прессовании действуют на горизонтальную поверхность блока, состоящую из боковых поверхностей заготовок электрощеток, и упрочняет ее, увеличивая ее твердость, прочность и износостойкость. На рабочую поверхность разделенных в последующем заготовок электрощеток действует реактивное от боковых поверхностей пресс-формы усилие, меньшее почти в два раза по сравнению с активным усилием от пуансона пресса. Поэтому твердость и износостойкость рабочих поверхностей электрощеток понижена. Твердость 85-90 HRC.
Таким образом, основным недостатком наиболее близкого аналога является низкое качество рабочих поверхностей заготовок электрощеток.
Технической проблемой в производстве элетрощеток является повышение качества рабочих поверхностей электрощеток путем увеличения их твердости при высокой производительности.
Техническим результатом предполагаемого изобретения является повышение твердости рабочих поверхностей электрощеток.
Технический результат в предполагаемом изобретении достигается тем, что в способе изготовления электрощеток из порошковой графитопластовой композиции, включающий прессование блока заготовок щеток из порошковой графитопластовой композиции, разделение этого блока на отдельные заготовки, согласно предлагаемому решению, блок заготовок прессуют высотой Н=2h, где h - высота заготовки из порошковой графитопластовой композиции, содержащей графит, причем прессование ведут по высоте двухсторонним обжатием в нагретой до 170-190°С пресс-форме со скоростью прессования 30-35 мм/с, с удельным давлением 40-45 МПа и с обжатиями 3-3,3.
То, что блок заготовок прессуют двухсторонним обжатием высотой 2h, где h - высота заготовки электрощетки, позволит прикладывать активные усилия от верхнего и нижнего пуансонов к рабочим поверхностям заготовок электрощеток, что повысит их твердость.
Заявляемые режимы обжатий позволят проработать структуру заготовок по сечению. Обжатие в пресс-форме, нагретой менее 170°С приведет к пониженной плотности блоков, а обжатие в пресс-форме, нагретой более 190°С дает быстрый износ пресс-формы.
Снижение скорости прессования менее 30 мм/с снижает производительность, а увеличение этой скорости более 35 мм/с приводит к дефектам поверхности блоков.
Снижение удельного давления менее 40 МПа приводит к снижению твердости рабочих поверхностей, а увеличение его более 45 МПа приводит к дефектам поверхностей блоков.
Снижение обжатия менее 3 дает низкую плотность блоков, а увеличение его более 3,3 приводит к перепрессовке и дефектам блоков.
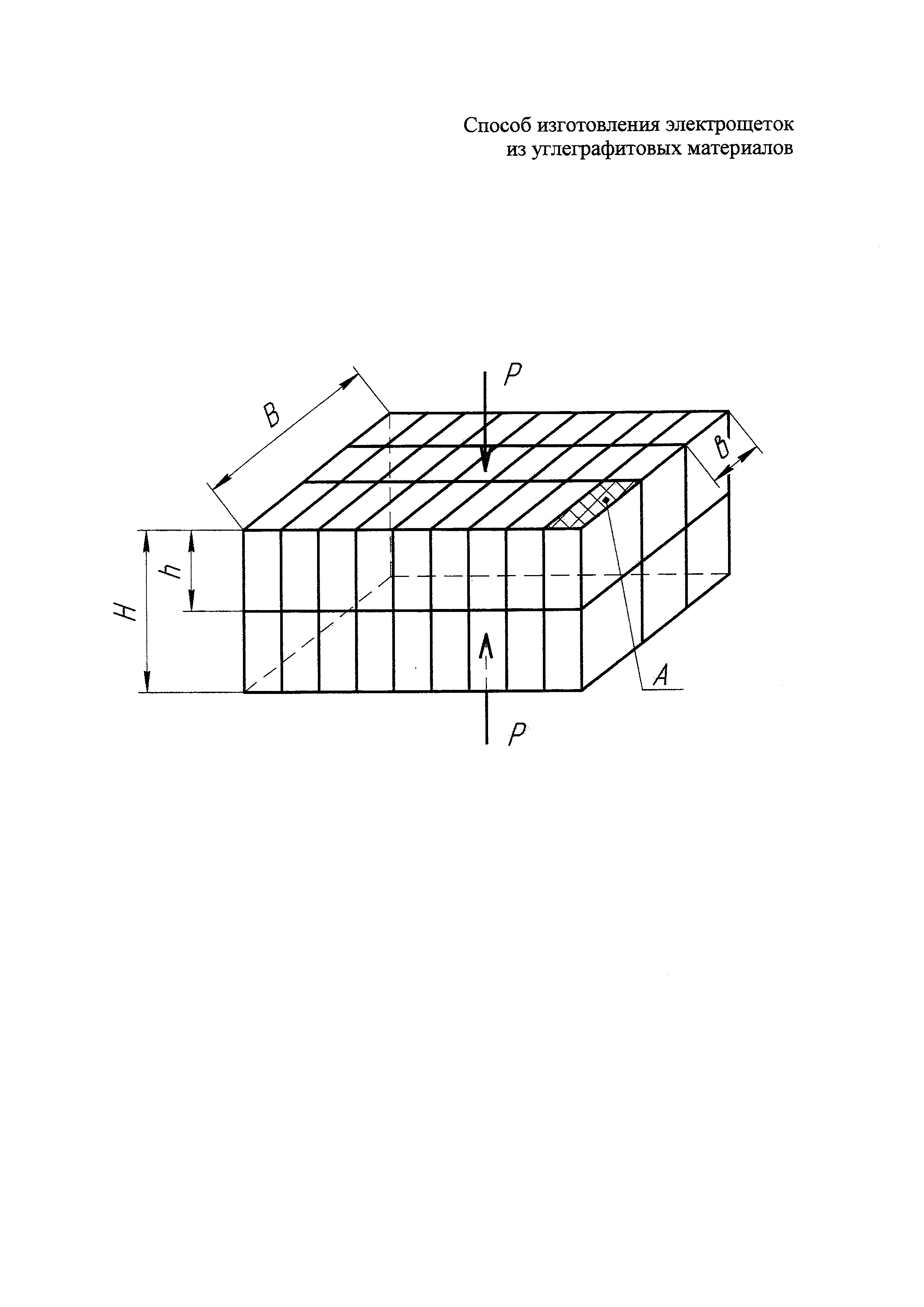
Предлагаемый способ проиллюстрирован чертежом, где показана схема раскроя блока на заготовки электрощеток.
На указанной схеме обозначено:
Н- высота блока; h - высота заготовки электрощетки;
В- ширина блока; b - ширина заготовки электрощетки;
А - Рабочая поверхность электрощетки;
Р - прикладываемое усилие прессования.
Способ изготовления электрощеток осуществляется следующим образом.
Графит в виде порошка смешивают со связующим и подают указанную композицию в предварительно нагретую до 170-190°С пресс-форму. Прессуют эту смесь в блок высотой H=2h, где h - высота заготовки электрощетки и шириной В=nb, где b - ширина заготовки электрощетки, n - количество заготовок в блоке по ширине. Прессование ведут с двухсторонним обжатием с заявляемыми режимами. После формования блока его разделяют на отдельные заготовки.
Согласно предлагаемому способу изготовлены заготовки электрощеток размерами 40×30×12 мм из порошковой графитопластовой композиции, содержащей 86% искусственного графита и 14% фенолформальдегидной смолы наволачного типа. Блок прессовали двухсторонним обжатием размерами 112×94×82 мм. Прессование вели в пресс-форме, нагретой до 180°С, со скоростью 32 мм/с, с удельным давлением 43 МПа, с обжатием, равном 3,1.
Блок разделили на 54 заготовки (9 заготовок по длине и 3 по ширине) алмазными отрезными кругами. Твердость рабочих поверхностей заготовок составила 92-97 HRC, т.е повысилась 6-8% по сравнению с наиболее близким аналогом.
Предлагаемый способ найдет применение при производстве щеток электрических машин постоянного тока и коллекторных машин постоянного тока.
Способ изготовления электрощеток из порошковой графитопластовой композиции, включающий прессование блока заготовок щеток из порошковой графитопластовой композиции, разделение этого блока на отдельные заготовки, отличающийся тем, что блок заготовок прессуют высотой Н=2h, где h - высота заготовки из порошковой графитопластовой композиции, содержащей графит, причем прессование ведут по высоте двухсторонним обжатием в нагретой до 170-190°С пресс-форме со скоростью прессования 30-35 мм/с, с удельным давлением 40-45 МПа и с обжатиями 3-3,3.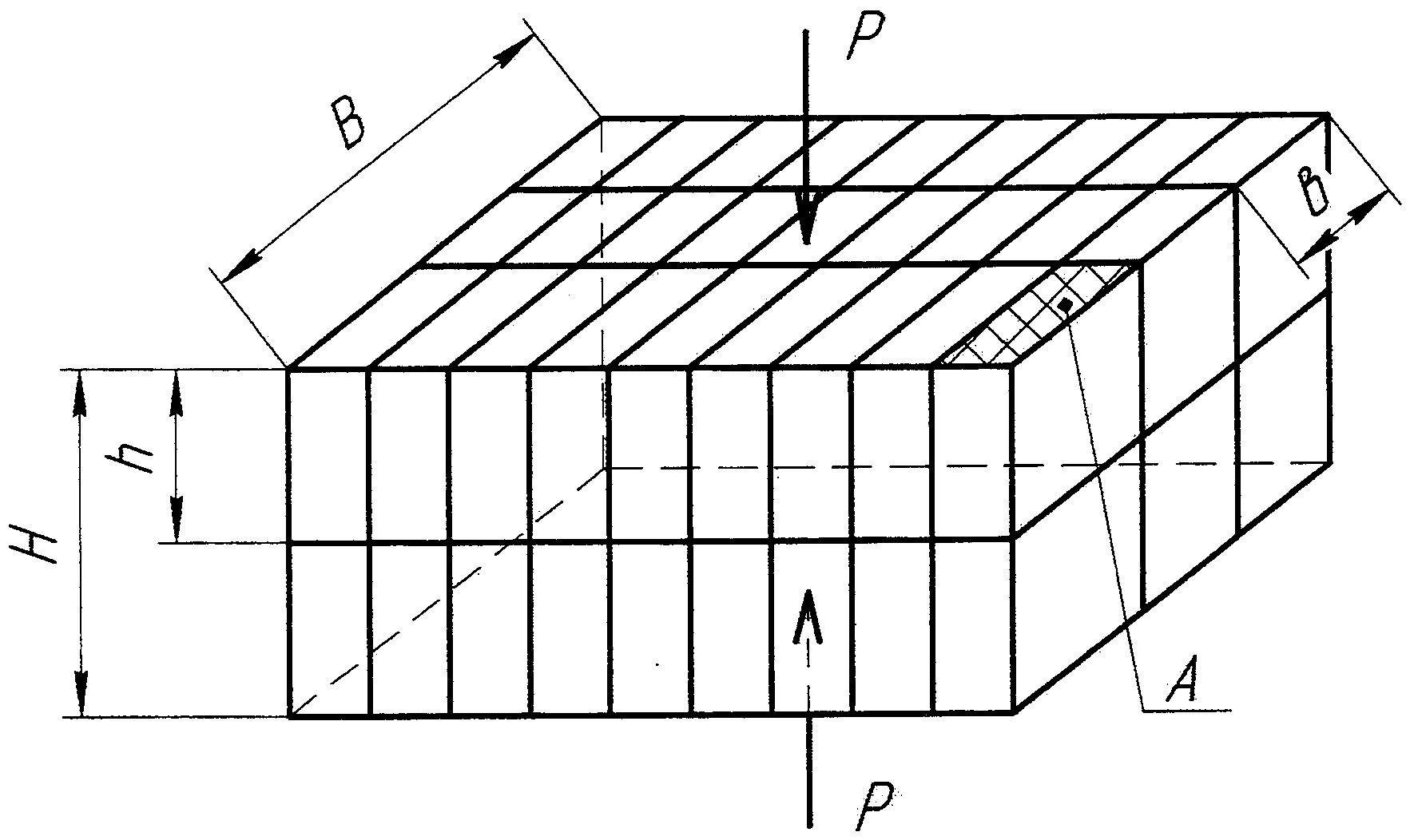
Малоэмиссионная кольцевая камера сгорания для газовых турбин
Роликовая правильная машина
Способ стимулирования прорастания зерна
Способ штамповки труб с коническими концами
Устройство помещения для хранения портящейся продукции
Способ правки листового проката
Электрогенерирующее устройство
Способ легирования заготовки при помощи плавящегося электрода с покрытием в процессе электрошлакового переплава
Способ диагностики масла по показателю прочности
Валковая арматура роликовой правильной машины
Способ изготовления графитопластовых изделий
Способ получения контактных вставок троллейбусов
Способ получения электротехнических изделий из порошковых композиций на основе углерода
Композиция для изготовления электротехнических изделий
Способ штамповки поковок фланцев воротниковых
Способ штамповки труб с коническими концами
Способ получения электротехнических изделий из порошковых композиций на основе углерода

