Результат интеллектуальной деятельности: Способ контроля диаметра прилегающего цилиндра сборного ступенчатого корпуса
Вид РИД
Изобретение
Способ относится к области метрологии, в частности к методам измерения линейного размера детали, и к области машиностроения, в частности к производству корпусов малогабаритных ракет (далее по тексту - корпусов), предусматривающих необходимость обеспечения их входимости в пусковые трубы.
Известен способ измерения предельного значения наружного диаметра с помощью предельных калибров [ГОСТ 25346-2013 (ISO 286-1:2010) Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Основные положения, допуски, отклонения и посадки Официальное издание. М.: Стандартинформ, 2014. 43 с.], суть которого заключается в том. что каждый проверяемый корпус вставляют в эталонную трубу-калибр, изготовленную с параметрами непроходного калибра-кольца.
Способ абсолютно надежен, но имеет следующие недостатки:
1. Большая трудоемкость и низкая производительность.
2. Невозможность встраивания в автоматические линии.
3. Вероятность заклинивания в эталонной трубе-калибре корпуса, превышающего допустимый размер, и необходимость затрудненного удаления его, вызывая дополнительные трудозатраты и повышенный износ трубы-калибра.
Известен способ, принятый за прототип, косвенного определения предельно допустимого значения размера диаметра прилегающего цилиндра корпуса [см. рис. 149(б), стр. 237 в кн. Основы конструирования приспособлений. Под ред. B.C. Корсакова, М: Машиностроение, 1983]. Способ заключается в том, что измерение радиального биения среднего центрирующего утолщения происходит при базировании корпуса крайними ЦУ в призмах с углом 90° при помощи индикатора, установленного в плоскости симметрии угла базовых призм.
Недостатками прототипа являются:
1. Занижение допустимого биения из-за большой вероятности того, что диаметры всех трех ЦУ одновременно примут максимальное значение.
2. Неучтениие того обстоятельства, что в измеряемых корпусах кроме разброса диаметров ЦУ в пределах их допусков имеются также отклонения круглоты ЦУ в виде овальности, причем допуск овальности превышает допуск диаметра.
3. Перевод по сути зависимого допуска биения в разряд независимых, а это, как показывает практика, приводит к необоснованному ужесточению допусков и, в свою очередь, к вероятности ложного бракования годных корпусов [Илюхина О.В. Обеспечение точности сборки тонкостенных цилиндрических деталей, объединяемых с помощью упорных резьб / Автореф. канд. дисс. Тула, 2004. 19 с.].
Задачей технического решения является снижение трудоемкости контроля корпусов при гарантированном обеспечении их вхождения в пусковые трубы.
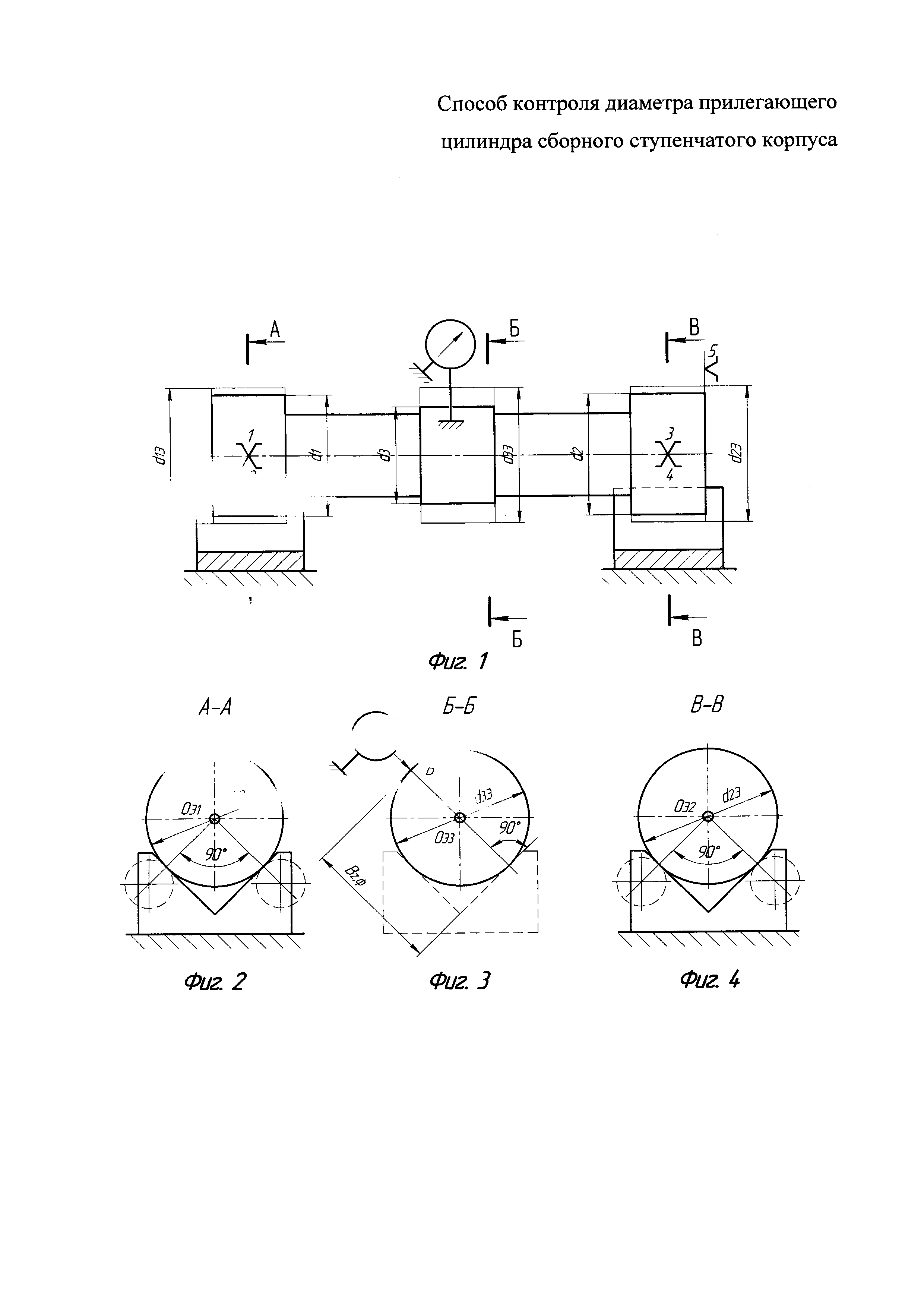
Поставленная задача достигается тем, что, измерительное устройство, например индикатор часового типа, устанавливают в плоскости, перпендикулярной к одной из граней призмы (фиг. 1, 2, 3, 4), причем измерительное устройство настраивают по эталону при касании его наконечника среднего ЦУ эталона. При повороте корпуса в призмах, контролеру необходимо следить только за одним значением показания датчика, чтобы контролируемый размер не выходил за пределы допустимого, что более производительно и уменьшает нагрузку на контролера. В этом случае измеряется фактическое значение размера диаметра прилегающего цилиндра корпуса  :
:
 ,
,
где: d1, 2, 3 - фактические значения диаметров ЦУ;
Δ1, 2, 3ов - величины овальности ЦУ с первого по третье соответственно;
ϕ1,2,3 - фазы углов максимальных диаметров овальных сечений ЦУ относительно фазы максимального радиального биения;
ΔΣ - смещение оси ЦУ относительно измерительной базы.
Если измеренное значение размера диаметра прилегающего цилиндра корпуса  будет отвечать уравнению (1), то корпус признается годным.
будет отвечать уравнению (1), то корпус признается годным.

где: Ao - диаметр прилегающего цилиндра отверстия пусковой трубы;
Zмин - минимально допустимый зазор между прилегающими поверхностями сопрягаемых деталей.
Для объективной оценки анализируемого способа контроля была проведена его экспериментальная проверка с целью сравнения его точности (объективности контроля) и производительности по отношению к действующему на производстве способу контроля входимости по радиальному биению корпуса.
Для этого был изготовлен эталон, повторяющий номинальную конфигурацию корпуса, у которого все утолщения были отшлифованы за одну установку при базировании по центровым отверстиям. Эталон имел следующие параметры: D1Э=121,995 мм; D>2Э=121,998 мм; D3Э=121,760мм. В этом случае размер  , при допустимой величине
, при допустимой величине  .
.
В дополнении к индикатору часового типа (ГОСТ 577-68), установленному для определения радиального биения, был установлен на магнитной стойке второй для измерения размера  .
.
Были замерены следующие параметры: радиальное биение Ер и размер вхождения , соответствующие старому и новому способам контроля входимости изделия в трубу, у двух выборок корпусов по 50 шт.
Анализ данных первой выборки показывает, что восемь корпусов забракованы по Ер неверно, их можно не подвергать переборке, так как у них  ; a
; a  и их входимость гарантирована, что было подтверждено вхождением в эталонную трубу-калибр.
и их входимость гарантирована, что было подтверждено вхождением в эталонную трубу-калибр.
Анализ данных второй выборки показывает, что девять корпусов признаны годными неверно, так как у них  и
и  . Их входимость в эталонную трубу-калибр не гарантируется, что подтверждено непосредственной проверкой входимости по эталонной трубе-калибру. Это подтверждает вывод о том, что способ контроля по радиальному биению не может гарантировать входимость.
. Их входимость в эталонную трубу-калибр не гарантируется, что подтверждено непосредственной проверкой входимости по эталонной трубе-калибру. Это подтверждает вывод о том, что способ контроля по радиальному биению не может гарантировать входимость.
Время контроля изделия предложенным способом примерно в 2,5 раза меньше. Контролеру не приходится делать несколько оборотов изделия в призмах и вычислять максимальную разницу показаний индикатора. Достаточно одного оборота изделия, при котором определяется - пересекает ли стрелка индикатора настроечную линию.
Способ контроля диаметра прилегающего цилиндра сборного ступенчатого корпуса, заключающийся в том, что корпус устанавливают в двух призмах по крайним центрирующим утолщениям, следят за показаниями измерительного устройства и по ним судят о годности корпуса по диаметру прилегающего цилиндра при помощи индикатора, отличающийся тем, что индикатор устанавливают в плоскости, перпендикулярной к одной из граней призмы, настраивают по эталону при касании его наконечника среднего центрирующего утолщения эталона.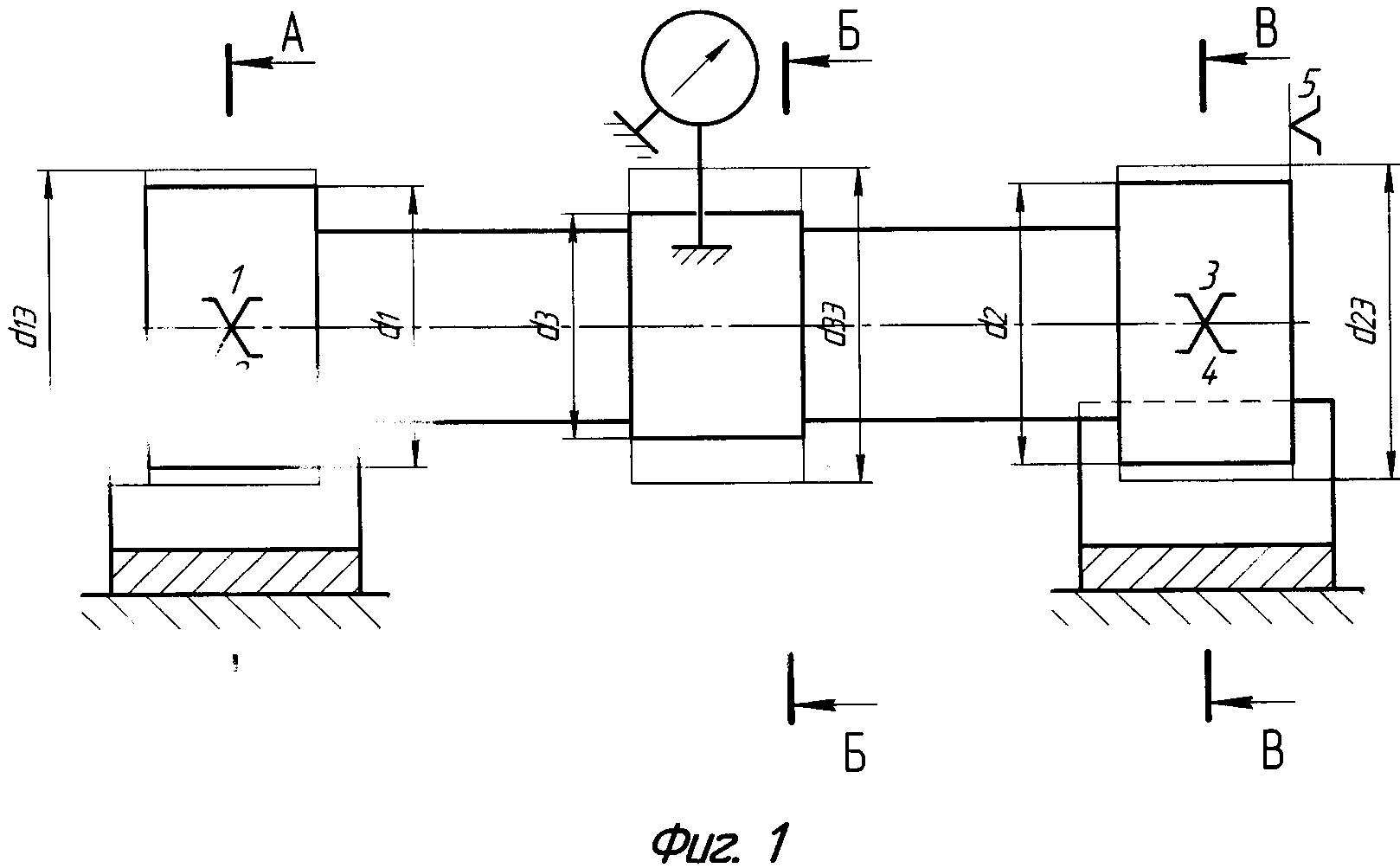
Способ укрепления слабых грунтов основания дорожного полотна
Электромеханическая система торможения подъемной установки
Способ термообработки листов из сплавов системы mn-cu
Способ вытяжки с интенсивной пластической деформацией и устройство для его осуществления
Компенсационный акселерометр
Способ определения угловой ориентации беспилотного летательного аппарата
Устройство для выгрузки кускового материала из бункера
Способ консервации и изоляции промышленных отвалов
Высокопрочный мелкозернистый бетон
Режущая сменная многогранная пластина из керамики
Оправка для закрепления тонкостенных цилиндрических заготовок

