Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА ИЗ ПЛАСТИКА
Вид РИД
Изобретение
Область техники
Изобретение относится к устройству для изготовления по меньшей мере одного контейнера из пластика, который формуют посредством формовочного устройства, снабжают выбираемым содержимым контейнера посредством заполняющего устройства и закрывают посредством закрывающего устройства.
Уровень техники
Способы и устройства для изготовления контейнеров из синтетического материала известны из уровня техники. Для изготовления соответствующего контейнера или контейнеров рукав из пластика экструдируют в формовочное устройство, конец рукава, если он не закрыт, закрывают посредством сваривания, и рукав расширяют посредством действующего на него пневматического градиента давления и для образования контейнера его прижимают к придающим ему форму стенкам формовочного устройства, состоящего из двух отдельных формовочных деталей, расположенных напротив друг друга. При осуществлении известного в этой области техники способа bottelpack® после этого асептическим образом заполняют закрытый с одной стороны контейнер тем или иным материалом-заполнителем посредством соответствующей наполнительной головки-дозатора заполняющего устройства, и затем после удаления наполнительной головки-дозатора герметично закрывают посредством закрывающего устройства с образованием горловины задаваемой геометрической формы, причем для образования самого пластмассового контейнера, в котором позднее будет содержаться текучая среда или материал-заполнитель, две отдельных формовочных детали выполнены в форме формообразующих колодок формовочного инструмента с возможностью перемещения навстречу друг другу, например, посредством гидравлических или сервоэлектрических средств привода, для приведения в закрытое положение или в противоположные стороны для приведения в одно из открытых положений.
Чтобы при этом достигать очень высоких объемов выпуска контейнеров, при таком процессе BFS (формовки-фасовки-запечатывания), как он показан, например, в патентном документе US 8137096 В2, в формовочном устройстве одновременно формуют несколько находящихся рядом контейнеров, чтобы образовывать цепь из нескольких контейнеров, расположенных рядом друг с другом, например, 8 или 10 контейнеров, причем этот процесс при несинхронизированных машинах продолжается менее 4-5 секунд.
Для синхронизированных машин технологический процесс может продолжаться значительно дольше, например, от 10 до 11 секунд, как показано, например, в патентном документе ЕР 1626903 В1. В этой известной производственной машине несколько технологических позиций расположены в конструкции карусельного типа последовательно, в соответствии с направлением производства, причем в первой технологической позиции имеется возможность каждый раз вводить в формовочное устройство шланг из пластифицированного синтетического материала. В следующей, в направлении поворота, второй технологической позиции возможно экструзионно-раздувное формование этого рукава для изготовления контейнера, причем в следующей в направлении поворота третьей позиции в свою очередь возможно стерильное наполнение сформированного контейнера и его закрывание со стороны головки посредством закрывающего устройства, а еще в одной следующей в упомянутом направлении поворота, четвертой позиции осуществляют процесс извлечения контейнера, который после этого соответственно сформирован посредством раздува, наполнен и стерильно закрыт, из формы.
Все эти способы изготовления, по существу весьма предпочтительные, представляют более или менее высокотемпературные методы обработки, так как для реализации преимуществ применяемых синтетических материалов, таких, как полипропилен, гомогенизация расплавленной полимерной массы, ее распределение в головке рукава, а также формование и в особенности плотное заваривание контейнера требует относительно высоких температур. Из-за высокого уровня температуры в фазе формообразования по существу предпочтительные способы BFS очень мало подходят для чувствительного к температуре материала-заполнителя. В случае контейнеров в форме ампул в качестве материала-заполнителя часто рассматриваются лекарственные формы медикаментов и диагностических средств, произведенных биотехнологическими способами. К группе таких субстанций относятся терапевтические ферменты, коагуляционные факторы, многочисленные гормоны - такие, как инсулин, эпоэтин или гормоны роста, моноклональные антитела, а также вакцины биотехнологического происхождения. Из-за проблем, обусловленных температурой, такие субстанции выходят на рынок, как правило, не в контейнерах BFS, а в обычных стеклянных бутылочках.
В кругу специалистов эта проблематика известна и в настоящее время является предметом научных обсуждений. В этом отношении следует сослаться на публикацию Вей Лиу, Филиппа Лама и др., опубликованную во Всемирном журнале биологии и фармакологии в июле 2011 г., страницы 22-29. Авторы предлагают для предотвращения деструкции материала-заполнителя подводить его фармацевтическую рецептуру в очень холодном состоянии. При процессах, выполняемых быстро для получения высоких объемов выпуска, это реализуемо только с большим трудом, так как понижение температуры приводит к повышению вязкости материала-заполнителя, что требовало бы при том же времени наполнения повышенного давления заполняющего вещества, что, однако, может отражаться из-за чувствительности большинства протеинов к сдвиговой деформации в свою очередь неблагоприятно на устойчивость материала-заполнителя. Кроме того, недостатком при подведении охлажденного материала-заполнителя с температурой ниже 15°С является то, что оно может приводить к конденсации влаги из воздуха в машине для асептического упаковывания и, в частности, в подающей трубе. В результате этого к отверстию контейнера выталкивается конденсат, что в свою очередь приводит к неплотности при заваривании контейнера. Если же, что в соответствии с этим очевидно, устанавливать низкие температуры формы, меньше, чем 15°С, то это также приводит к эффектам конденсации, что потребовало бы в свою очередь дорогостоящего и трудоемкого осушения воздухом поверхностей формы и привело бы к таким температурам области головки и формы головки, которые уже не обеспечили бы надежность и плотность сваривания. Снижение толщины стенки контейнера также не рационально и неэффективно в качестве управляющего воздействия для минимизации тепла, имеющегося в материале-заполнителе, поскольку толщина стенки контейнера задается на основании предписываемых параметров, например, допустимой потери от проницаемости (утечка воды в течение продолжительного хранения вследствие проницаемости) и механических свойств (механическая прочность, характеристики отверстия, деформируемость для опорожнения и т.д.).
Раскрытие изобретения
С учетом этой проблематики перед изобретением стоит задача указать такое устройство, которое позволяет предоставлять контейнеры, наполненные в результате способа формовки, фасовки и запечатывания чувствительным к температуре биофармацевтическим материалом-заполнителем - с одной стороны, хорошо сформованные и герметичные и, с другой стороны, обеспечивающие, как и традиционные упаковки из стекла, устойчивость материала-заполнителя.
Согласно изобретению эта задача решена устройством, имеющим признаки пункта 1 формулы изобретения в их совокупности. В соответствии с этим существенная особенность изобретения состоит в том, что каждый из готовых контейнеров с находящимся в нем материалом-заполнителем подводят вне формовочного устройства к зоне дополнительной обработки, в которой на соответствующий контейнер и/или на соответствующее содержимое контейнера в форме материала-заполнителя оказывают температурное воздействие.
Неожиданно было выявлено, что устойчивость различных биофармацевтических рецептур, образующих материал-заполнитель, мало зависит от средних температур во время процесса BFS или от максимальных температур части материала-заполнителя во время заполнения, а в гораздо большей степени зависит от хода изменения температуры на поверхностной границе между материалом-заполнителем и контейнером после закрывания контейнера, и возможно воздействие на это изменение желаемым образом посредством предусмотренной согласно изобретению зоны дополнительной обработки. Управляемое влияние на температуру во время фазы дополнительной обработки в зоне дополнительной обработки позволяет сохранять устойчивость и, в частности, биологическую активность материала-заполнителя и в то же время изготавливать хорошо сформированные и герметичные контейнеры типа BFS.
В предпочтительном варианте осуществления устройства согласно изобретению предложенная зона дополнительной обработки допускает конвекционное охлаждение контейнера, предпочтительно продолжительностью по меньшей мере 20 секунд, при котором предпочтительно сохранена та же самая ориентация контейнера, как и при заполнении контейнера. Оказалось, что особенно высокая фармацевтическая устойчивость для материала-заполнителя (содержимое контейнера) может быть достигнута, если в то время, когда на соответствующий контейнер оказывают охлаждающее воздействие при дополнительной обработке, он находится в зоне дополнительной обработки по меньшей мере приблизительно в том же самом положении по ориентации, каким оно было при заполнении контейнера, что на практике обычно означает вертикальную ориентацию. Если зона дополнительной обработки выполнена достаточно протяженной в пространстве и/или во времени, по возможности ее воздействия на соответствующий контейнер, и обеспечивается стабильное по ориентации перемещение, как пояснялось, то для надежного заполнения некоторыми нетермоустойчивыми материалами-заполнителями без ущерба для них может оказаться достаточным вышеупомянутое свободное конвекционное охлаждение уже на протяжении временного промежутка от 20 до 30 секунд.
Преимущество, получаемое при неизменной ориентации, основывается, вероятно, на том обстоятельстве, что при неизменной ориентации не происходит перемещение граничного слоя на поверхности границы между материалом-заполнителем и емкостью и, таким образом, вследствие этого имеет место благоприятный ход изменения профиля температуры граничной поверхности.
Однако в особенно предпочтительном варианте осуществления устройства согласно изобретению предусмотрено, что в зоне дополнительной обработки в качестве устройства дополнительной обработки предусмотрено по меньшей мере одно терморегулирующее устройство, в частности, в виде холодильного устройства. Благодаря этому в результате определенных аппаратных технических затрат в любом случае достигается надежное дополнительное охлаждение для контейнеров после придания им формы.
В случае рассматриваемых контейнеров для термочувствительного материала-заполнителя в форме ампул с объемами наполнения до 10 мл предусмотрена минимальная продолжительность соответствующего процесса наполнения, со временем выдержки полимера, образующего контейнер, в закрытой технологической форме менее 7 секунд.
Особенно предпочтительно наличие в устройстве для дополнительной обработки приспособления для создания потока охлаждающего воздуха, воздействующего по меньшей мере на каждый отдельный контейнер. При этом для получения плоских потоков охлажденного воздуха, выдуваемого под давлением, может быть предусмотрено направляющее устройство для потока, которое производит направленный поток холодного сжатого воздуха. Возможно предусмотреть для этой цели стандартное имеющееся в продаже устройство „LINEBLOW" фирмы  GmbH, Paul-Ehrlich Str. 10а, D 63128 Dietzenbach, совместно с генератором холодного воздуха „COLDER". С его помощью возможно создание плоских воздушных потоков, например, с до базовой длиной до 600 мм при температурах холодного воздуха -25°С, обдувающих соответствующие контейнеры в порядке дополнительной обработки.
GmbH, Paul-Ehrlich Str. 10а, D 63128 Dietzenbach, совместно с генератором холодного воздуха „COLDER". С его помощью возможно создание плоских воздушных потоков, например, с до базовой длиной до 600 мм при температурах холодного воздуха -25°С, обдувающих соответствующие контейнеры в порядке дополнительной обработки.
В качестве альтернативы или дополнения к этому возможно наличие в устройстве дополнительной обработки своего рода охлаждающего туннеля с проходом для прохождения цепи контейнеров и со стенками туннеля, которые по меньшей мере частично ограничивают проход и выполнены с возможностью их охлаждения посредством омывающей эти стенки охлаждающей среды.
В качестве другой возможности или дополнения к созданию потока охлаждающего воздуха и/или к охлаждающему туннелю возможно наличие в устройстве дополнительной обработки устройства глубокого охлаждения или замораживателя, например, в виде проточной ванны с жидким азотом, например, в форме ванны-замораживателя CRYOLINE®, через которую проводят цепь контейнеров.
В качестве альтернативы или дополнения к упомянутым устройствам, влияющим на температуру, в устройстве дополнительной обработки возможно наличие транспортного устройства, обеспечивающего подачу отдельных контейнеров - также в форме цепи контейнеров, - с транспортными элементами, воздействующими на контейнер или на цепь контейнеров, причем транспортные элементы выполнены с возможностью их охлаждения посредством протекающего по ним потока охлаждающего средства. Таким образом, устройство дополнительной обработки образует как установку для охлаждения, так и транспортное устройство для соответствующих контейнеров.
Предметом изобретения является также способ изготовления контейнеров из пластика, сформированных посредством раздува и наполненных, имеющий признаки пункта 11 формулы изобретения.
Дальнейшие варианты осуществления способа указаны в зависимых пунктах 12-14.
Краткое описание чертежей
Ниже изобретение разъяснено более подробно на основе вариантов осуществления, представленных на чертеже.
Показаны:
фиг. 1 значительно упрощенное изображение варианта осуществления устройства согласно изобретению;
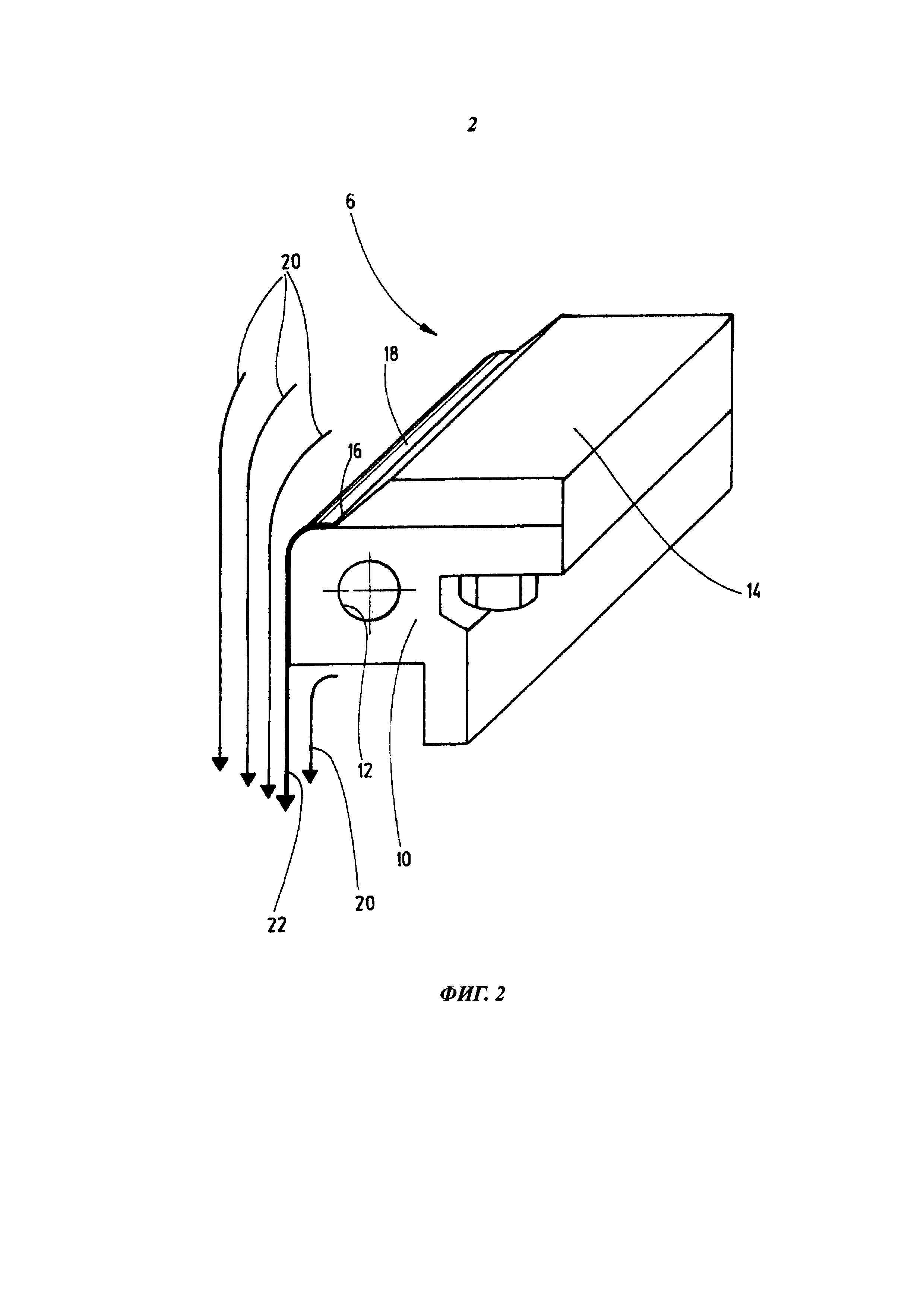
фиг. 2 аксонометрическое изображение в наклонной проекции и с увеличением отдельной обдуваемой планки устройства дополнительной обработки в варианте осуществления с фиг. 1;
фиг. 3 изображение, аналогичное фиг. 1, второго варианта осуществления устройства согласно изобретению без относящегося к нему устройства для извлечения из формы и
фиг. 4 аксонометрическое изображение в наклонной проекции устройства дополнительной обработки в форме комбинированной системы охлаждения и транспортировки для третьего варианта осуществления устройства согласно изобретению.
Осуществление изобретения
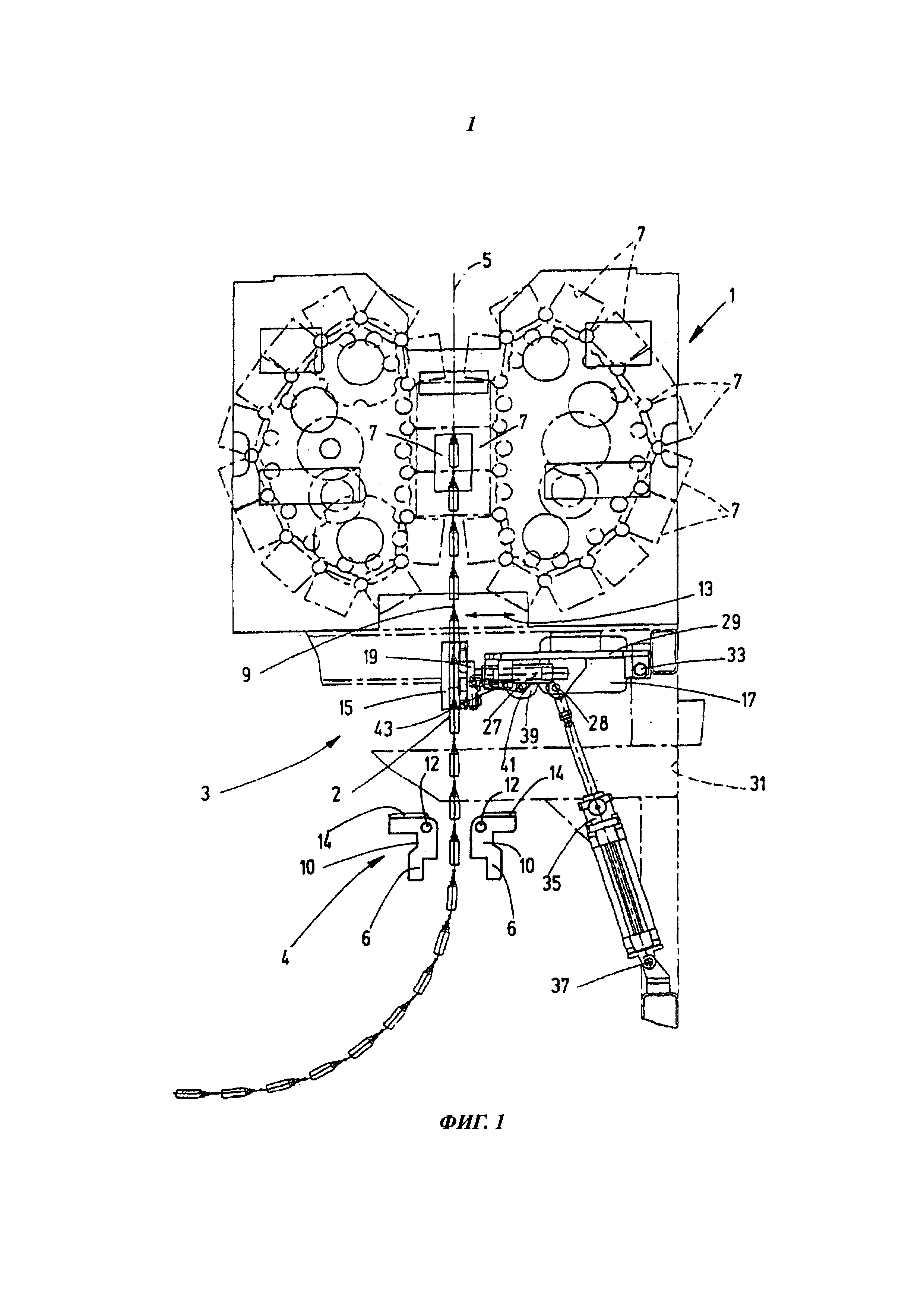
На фиг. 1 показан вариант осуществления устройства согласно изобретению как части несинхронизированной карусельной формовочной литейной машины (не показана), в которой собственно формовочное устройство 1 снабжено устройством 3 для извлечения из формы, поддерживающим процесс извлечения контейнеров, изготовленных в формовочном устройстве 1, из форм. Под формовочным устройством 1 подразумевается устройство для осуществления способа экструзионно-раздувного формования в соответствии с известной системой bottelpack®, а именно в варианте осуществления, в котором, как показано в патенте US 8,137,096 В2, различные формируемые участки проводят по различным технологическим позициям вдоль технологической линии 5. При этом отдельные формовочные детали 7, из которых лишь некоторые снабжены обозначениями на фиг. 1, перемещают в установке типа карусели или патерностера по траектории в форме воображаемой дуги окружности попарно по направлению друг к другу, чтобы образовывать закрытую технологическую форму, и для открывания формы снова перемещают в направлении друг от друга. Поскольку устройства, работающие по способу bottelpack®, по существу известны, более подробные комментарии о деталях формовочного устройства 1 с фиг. 1 излишни.
Как видно из этой фигуры, формируемая цепь 9 контейнеров, пройдя вдоль технологической линии 5, выходит из устройства 3 для извлечения из формы в виде цепочки 9 контейнеров в месте выхода, обозначенном цифрой 2. Как обычно в таких устройствах, цепь 9 контейнеров имеет широкую плоскую форму, причем в цепи 9 контейнеров расположены рядом друг с другом несколько отдельных контейнеров, в данном случае имеющих форму типа ампул. Например, цепь 9 контейнеров может содержать восемь ампул, расположены рядом друг с другом. Чтобы способствовать отделению контейнеров от стенок отдельных формовочных деталей 7, которые после процесса формообразования перемещают в направлении друг от друга, устройство 3 для извлечения из формы сообщает цепочке 9 контейнеров отклоняющее движение, как показано на фиг. 1 двойной стрелкой 13. Для этой цели в устройстве 3 для извлечения из формы имеется конструкция 15 захвата, которая, находясь в рабочем соединении с приводным электродвигателем 17, производит отклоняющее движение цепи 9 контейнеров, чтобы надежно отделять контейнеры от стенок деталей формы.
Конструкция 15 захвата вместе с рамочной деталью 19 образует стационарные части проходного канала для цепи 9 контейнеров, который оканчивается в месте 2 выхода. Для осуществления отклоняющих движений в соответствии с двойной стрелкой 13 рамочная деталь 19 конструкции 15 захвата проведена по направляющим поверхностям 27, которые, как и двигатель 17, помещены на несущей детали 29. Она в свою очередь помещена на станине 31 устройства 3 для извлечения из формы с возможностью поворота вокруг оси 33 поворота. На расстоянии от этого поворотного крепления в точке 28 к несущей детали 29 шарнирно присоединен линейный привод 35 в форме гидравлического или пневматического гидроцилиндра, который в свою очередь укреплен на станине 31 устройства на расстоянии от поворотной опоры 33 в месте 37 шарнирного соединения.
Благодаря опоре с возможностью поворота несущей детали 29 устройства 3 для извлечения из формы на станине устройства 31 возможно откидывание устройства 3 для извлечения из формы посредством оттягивания назад линейного привода 35 из представленного на фиг. 1 рабочего положения в нерабочее положение, при котором конструкция 15 захвата находится вне области технологической линии 5, для проведения мероприятий по настройке и техническому обслуживанию, а также в порядке подготовки к вводу в эксплуатацию. Для перемещения конструкции 15 захвата двигатель 17 имеет выходной редуктор 39 с устройством 41 эксцентрика, преобразующим вращательное движение в возвратно-поступательное движение и соединенное с рамочной деталью 19 посредством регулируемой тяги 43. При помощи этого приводного механизма возможно сообщение рамочной детали 19 и вместе с ней цепочкам 9 контейнеров, находящимся между захватами 15, возвратно-поступательного вибрационного движения, которое перед местом 23 выхода обеспечивает надежное отделение сформированных контейнеров от стенок формы, даже если используются трудно изымаемые материалы, в частности, материалы полипропиленового типа, для которых применяют высокие температуры обработки.
Чтобы избегать повреждений термочувствительного материала-заполнителя, обусловленных высокими температурами обработки, устройство согласно изобретению содержит устройство для дополнительной обработки, в целом обозначенное цифрой 4. Оно расположено в технологической линии 5 по производству цепочек 9 контейнеров после их выпуска из устройства 3 для извлечения из формы в месте 2 выхода. В варианте осуществления по фиг. 1 устройство 4 дополнительной обработки содержит устройство для дополнительного охлаждения вышедшей цепи 9 контейнеров посредством плоских потоков охлажденного сжатого воздуха. Для создания плоских потоков холодного воздуха, обдувающих цепь 9 контейнеров на обеих сторонах плоскости, в примере фиг. 1 предусмотрены две обдуваемых планки 6, которые расположены напротив друг друга рядом с цепью 9 контейнеров, с одной и с другой ее продольной стороны, и одна из которых представлена отдельно от них на фиг. 2. Под обдуваемыми планками 6 подразумеваются обычные по существу устройства типа „LINEBLOW" в виде деталей, имеющих форму планки с базовой длиной, подобранной к ширине цепи 9 контейнеров. Как наиболее отчетливо показано на фиг. 2, каждая из обдуваемых планок 6 имеет основной корпус 10 с расположенным на торцевой стороне подводом 12 сжатого воздуха, который выходит на плоской верхней стороне основного корпуса 10. К плоской верхней стороне основного корпуса 10 привинчена верхняя панель 14, которая, подходя под острым углом, кончается на небольшом расстоянии перед краем основного корпуса 10, расположенным на фиг. 2 с левой стороны. Между острым концом панели 14 и основным корпусом 10 образован тонкий выпускной зазор 16 для выхода холодного воздуха, подаваемого через место 12 подключения, причем зазор 16 для выхода имеет ширину 50 μмикрон. К зазору 16 на верхней стороне примыкает проходящий до края стороны изгиб 18. При этой конфигурации в результате эффекта Коанда планка 6 производит из сжатого воздуха, выходящего из зазора 16, расслоившийся поток 22 воздуха вдоль гладкой кривой изгиба 18 и захватывает с собой воздух из окружающего пространства 20, так что создается воздушная завеса, в которой транспортируется примерно в 25-30 раз большее количество воздуха, чем объем сжатого воздуха, подводимый через место 12 подключения. Для эксплуатации возможен подвод через место 12 подключения сжатого воздуха с температурой -25°С, производимого, например, посредством генератора холодного воздуха типа „COLDER".
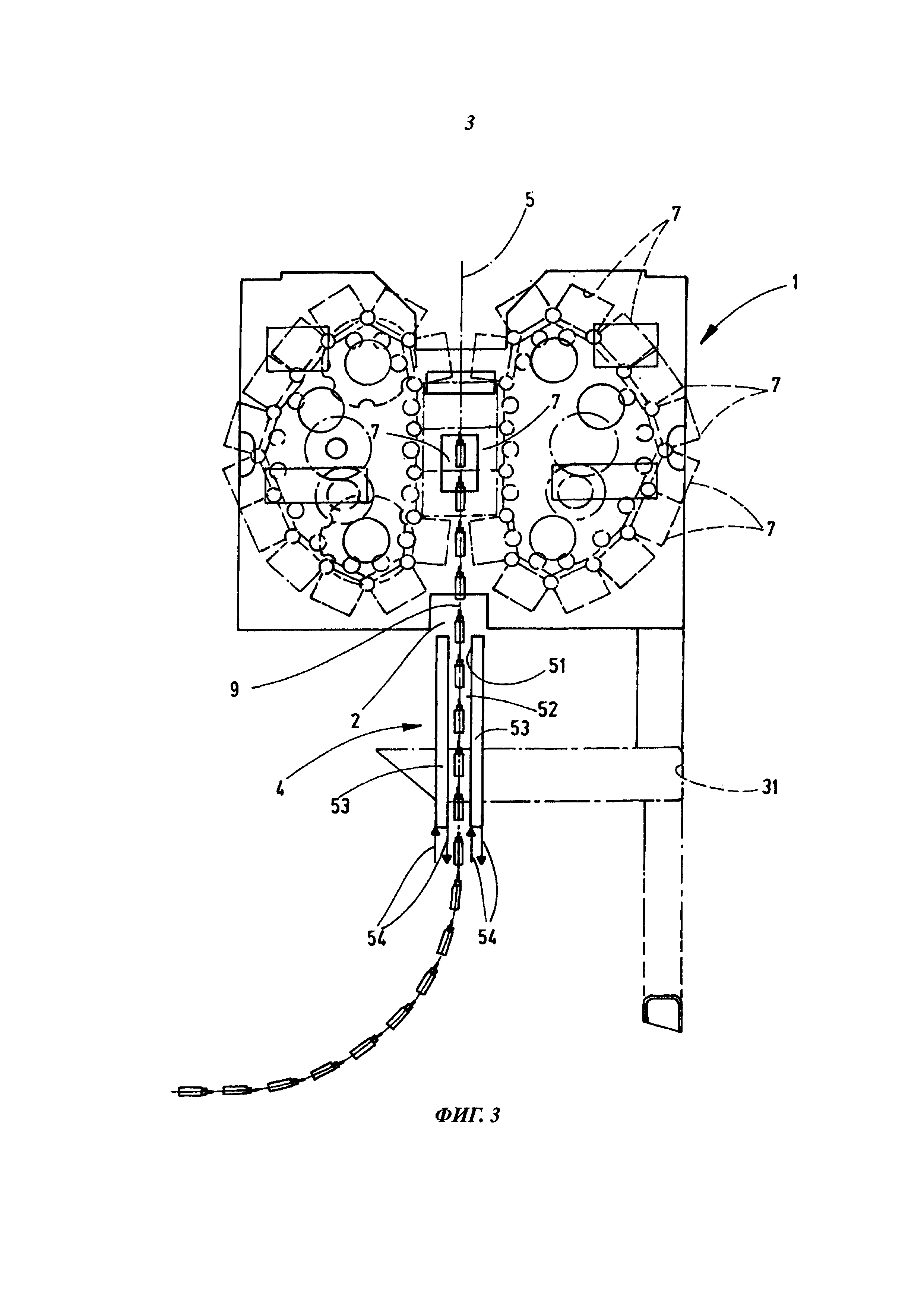
На фиг. 3 показан еще один вариант осуществления устройства согласно изобретению как части несинхронизированной карусельной формовочной литейной машины (не показана), в котором предусмотрено формовочное устройство 1 без соответствующего устройства для извлечения из формы. Так же, как в примере с фиг. 1, после места 2 выхода, в котором цепь 9 контейнеров выходит из формовочного устройства 1, предусмотрено устройство 4 дополнительной обработки. В этом варианте осуществления устройство 4 дополнительной обработки содержит охлаждающий туннель 51, который непосредственно примыкает к месту 2 выхода формовочного устройства 1 и образует проход 52 для прохождения цепи 9 контейнеров. Он ограничен по обе стороны цепи 9 контейнеров стенками туннеля, каждая из которых образована внутренней поверхностью одной из пластин 53 радиатора, находящихся напротив друг друга и проходящих в продольном направлении технологической линии 5 с одной и с другой стороны от цепи 9 контейнеров. Пластины 53 радиатора проходят на протяжении участка по длине цепи 9 контейнеров, соответствующего длине нескольких ампул, и длина выбрана такой, что время нахождения между ними, или продолжительность охлаждения для операции дополнительного охлаждения, составляет примерно от 40 до 60 секунд. Пластины 53 радиатора, которые распространяются на всю ширину многорядной цепи 9 контейнеров, имеют внутренние направляющие для потока охлаждающей текучей среды, циркулирующей внутри пластин 53 радиатора через места 54 подключения, соединенные с циркуляционным контуром охлаждения. В зависимости от желаемой холодильной мощности рассматриваются разные охлаждающие средства, такие, как водно-гликолевые охлаждающие жидкости, холодный воздух, жидкий либо газообразный азот или сжатый хладагент, причем пластины 53 радиатора могут образовывать испарители.
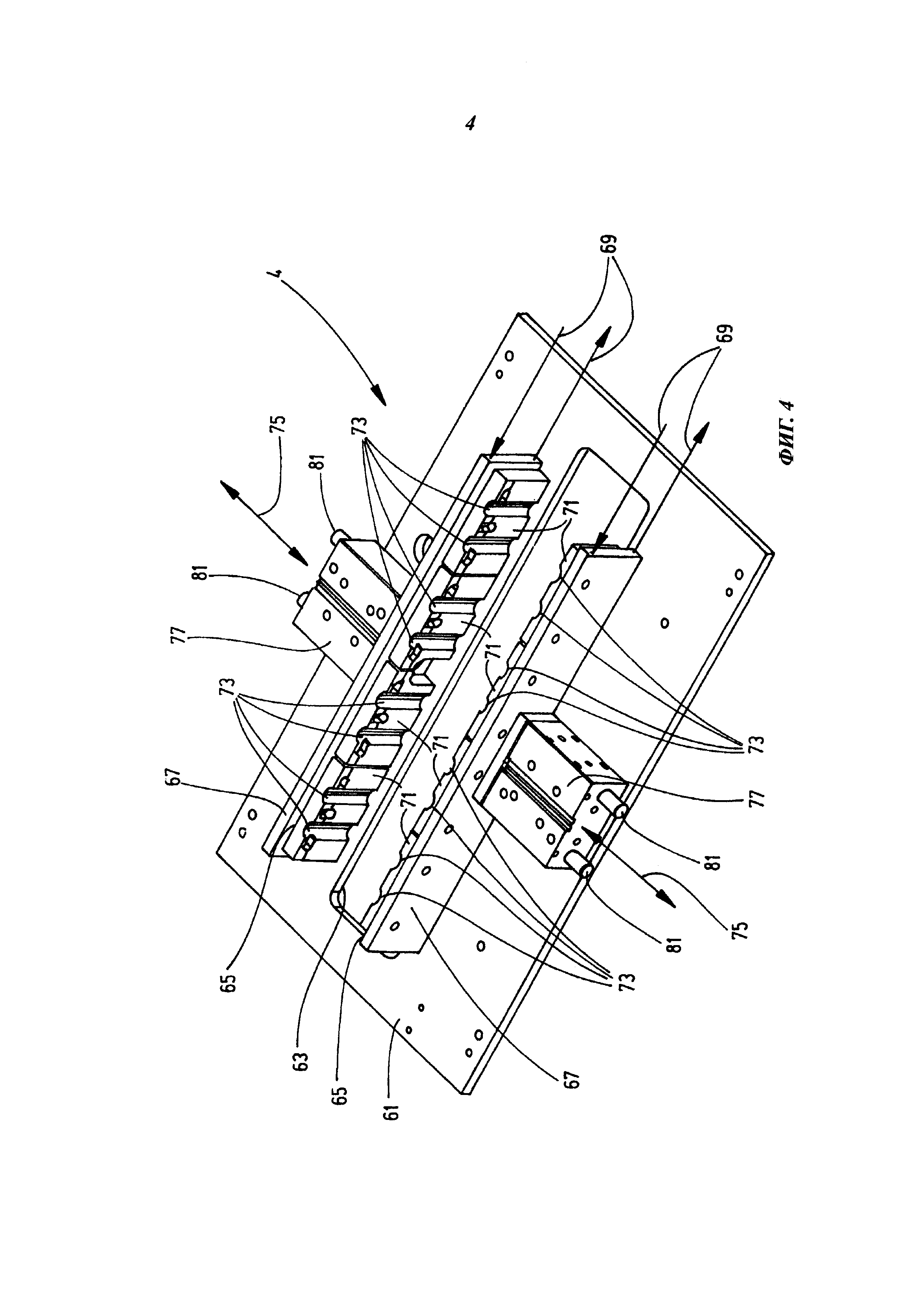
На фиг. 4 показано для еще одного варианта осуществления устройства согласно изобретению устройство 4 дополнительной обработки в виде комбинированного транспортного и холодильного устройства, беспрепятственное применение которого возможно также в синхронизированных формовочных литейных машинах. Оно имеет опорную плиту 61 прямоугольной формы, в которой имеется расположенный в центре, проходящий параллельно длинным сторонам прямоугольной формы проход 63 для цепи 9 контейнеров, которая не представлена на фиг. 4, показывающей устройство 4 дополнительной обработки в деталях. В качестве охлаждающих элементов и транспортирующих элементов предусмотрены планки 65, которые выполнены одинаковыми и каждая из которых проходит вдоль длинной стороны прохода 63 по обе стороны находящейся между ними цепи 9 контейнеров. Каждая планка 65 состоит из проходящей снаружи пластины 67 радиатора, которые также выполнены одинаковыми и каждая из которых по конструкции соответствует пластинам 53 радиатора охлаждающего туннеля 51 с фиг. 3. Как и в случае этих пластин 53 радиатора пластины 67 радиатора также имеют на торцевых сторонах места 69 подключения для соединения с циркуляционным контуром охлаждающей жидкости. Через пластины 67 радиатора соответствующим образом возможно прохождение охлаждающей среды, опять-таки в соответствии с охлаждающим туннелем 51 с фиг. 3. На внутренних сторонах пластин 67 радиатора помещены в качестве собственно транспортирующих элементов захваты 71, в которых выполнены углубления 73 для размещения ампул. Планки 65, которые показаны на фиг. 4 в разведенном положении, проведены на опорной плите 61 с возможностью перемещения в направлениях друг к другу и друг от друга, как показано двойными стрелками 75. Для этих перемещений каждая планка 65 соединена с линейным приводом 77, имеющим места 81 подключения для воздействия на него посредством рабочей среды под давлением. Однако могли бы быть предусмотрены также линейные приводы 77, приводимые в действие электромеханически. Для осуществления комбинированной функции транспортировки и охлаждения планки 65 с пластинами 67 радиатора и гнездами 73 для размещения ампул перемещают относительно друг друга, так что контейнеры попадают в гнезда 73 для размещения ампул и происходит процесс охлаждения. Затем опорную плиту 61 при сведенных вместе планках 65 перемещают посредством не представленного привода хода, который в свою очередь может приводиться в действие посредством рабочей среды под давлением или электромеханически, в направлении транспортировки цепи 9 контейнеров вдоль технологической линии 5 в течение периода, который соответствует желаемому времени доохлаждения. Затем планки 65 отводят друг от друга, а после этого опорную плиту 61 с планками 65 перемещают вверх, в исходную позицию, для следующей операции охлаждения и операции транспортировки, для чего планки 65 снова перемещают друг к другу.
Как можно видеть, в каждом из показанных устройств 4 дополнительной обработки дополнительная обработка предпочтительно происходит при неизменном положении контейнеров, т.е. в положении наполнения, при нахождении области головок контейнеров вверху. Таким образом, во время дополнительной обработки структура граничного слоя материал-заполнитель/стенка контейнера остается ненарушенной. Как уже показано выше, представленные виды устройств 4 дополнительной обработки могут быть предусмотрены по отдельности или применяться в комбинации друг с другом в любой последовательности. Предпочтительно расположение устройства 4 дополнительной обработки непосредственно после места 2 выхода из формовочного устройства 1.
В указанных ниже примерах представлены результаты, достигаемые посредством дополнительной обработки согласно изобретению.
В этих примерах применяется установка BFS, а также следующее непосредственно после выхода из фасовочной BFS-машины доохлаждение/посткондиционирование, которое по существу сохраняет ориентацию контейнеров, существующую при их заполнении (например, головками контейнеров вверх). Доохлаждение продолжалось примерно 10-60, секунды: и осуществлялось посредством плоских потоков охлажденного сжатого воздуха. Применялось стандартное устройство „LINEBLOW" (с длиной дутьевой части 60 мм) фирмы Kagen GmbH, Paul-Ehrlich Str. 10a, D 63128 Dietzenbach, вместе с одним или двумя генераторами холодного воздуха „COLDER" (температура холодного воздуха -25°С). Сравнимых результатов достигали при помощи охлаждающего туннеля, в котором контейнеры транспортируют в равноценном по холодильной мощности потоке холодного воздуха между двумя охлаждаемыми пластинами.
Примеры с жидкими лекарственными веществами, известными в качестве термочувствительных.
Рецептуры:
-а- Адалимумаб
Машина: bottelpack тип 460 (несинхронизированная) фирмы Rommelag
Материал: полиэтилен низкой плотности, ПНП Lyondell Basell 3020 D LDPE
Заполняемый объем: 0,8 мл; ампулы объемом 1,5 мл по технологии BFS
Параметры:
Температура полимера при выходе из рукава, градусы Цельсия: 180
Температура заполнения материала-заполнителя, градусы Цельсия: 15
Время наполнения, секунды: 1
Время от свободного положения рукава до рукава в форме, секунды: 5,5
Время нахождения рукава в форме, секунды: 5,5
Температура формы, градусы Цельсия: 20
Время между формовкой и заполнением, секунды: 0,6
Время от выхода из установки BFS до посткондиционирования, секунды: 30
Тип посткондиционирования: плоский поток сжатого воздуха, стабильная ориентация,
Продолжительность посткондиционирования, секунды: 30
Объемный расход холодного воздуха, литров в минуту: 150
Рецептура: Адалимумаб (Humira®), 40 микрограммов в фосфатно-цитратном буферном водном растворе, содержащем следующие стабилизаторы: маннитол, хлористый натрий и полисорбат 80.
После разлива и через 1-3 месяца, а также через 12 месяцев хранения при температуре от 2°С до 8°С не наблюдалось существенного различия в биологической активности/стабильности (агломераты, водородный показатель, изменения цвета, выпадение осадка и т.д.) по сравнению со стандартной конфигурацией упаковки в стеклянных бутылочках.
Если контейнеры перед зоной дополнительной обработки или в ее пределах перемещают без сохранения стабильной ориентации, то есть контейнер поворачивают, переворачивают или наклоняют, то уже через 30 дней биологическая активность отчетливо уменьшена по сравнению с транспортировкой в стабильном положении ориентации, в то время как аналогичные перемещения, производимые в упаковке в виде стеклянной бутылочки или в контейнерах согласно изобретению, произведенных в условиях стабильной ориентации, не вызывали никаких значимых изменений активности.
-b- Эпоэтин альфа
Машина: bottelpack тип 460 (несинхронизированная) фирмы Rommelag
Материал: ПНП Lyondell Basell 1840 Н
Заполняемый объем: 1 мл в ампулах объемом 2 мл по технологии BFS
Параметры:
Температура полимера при выходе из рукава, градусы Цельсия: 170
Температура заполнения материала-заполнителя, градусы Цельсия: 17
Время наполнения, секунды: 1,2
Время от свободного положения рукава до рукава в форме, секунды: 6
Время нахождения рукава в форме, секунды: 6
Температура формы, градусы Цельсия: 17
Время между формовкой и заполнением, секунды: 0,6
Время от выхода из установки BFS до посткондиционирования, секунды: 25
Тип посткондиционирования: плоский поток сжатого воздуха
Продолжительность посткондиционирования, секунды: 50
Объемный расход холодного воздуха, литров в минуту: 200
Рецептура: Эпоэтин альфа: 10,000 мкг/мл в фосфатном буферном водном растворе, содержащем следующие стабилизаторы: аминоуксусная кислота, хлористый натрий и полисорбат 80.
После разлива и через 1-3 месяца, а также через 12 месяцев хранения при температуре от 2°С до 8°С не наблюдалось существенного различия в биологической активности/стабильности по сравнению с конфигурацией упаковки в стеклянных бутылочках.
-с- Интерферон бета-1а
Машина: bottelpack тип 321 (синхронизированная) фирмы Rommelag
Материал: ПНП Lyondell Basell 1840 Н
Заполняемый объем: 0,5 мл в ампулах объемом 1 мл по технологии BFS
Параметры:
Температура полимера при выходе из рукава, градусы Цельсия: 172
Температура заполнения материала-заполнителя, градусы Цельсия: 20
Время наполнения, секунды: 1
Время от свободного положения рукава до рукава в форме, секунды: 5,5
Время нахождения рукава в форме, секунды: 5,5
Температура формы, градусы Цельсия: 20
Время между формовкой и заполнением, секунды: 0,5
Время от выхода из установки BFS до посткондиционирования, секунды: 30
Тип посткондиционирования: плоский поток сжатого воздуха
Продолжительность посткондиционирования, секунды: 30
Объемный расход холодного воздуха, литров в минуту: 40
Рецептура: 33 мкг/мл интерферона бета-1а в ацетатном буферном водном растворе (рН 4), содержащем следующие дополнительные составные части: полоксамер 188, L-метионин, бензиловый спирт.
После разлива и через 1-3 месяца, а также через 12 месяцев хранения при температуре от 2°С до 8°С не наблюдалось существенного различия в биологической активности/стабильности по сравнению с конфигурацией упаковки в готовых шприцах.
Если контейнеры перед зоной дополнительной обработки или в ее пределах перемещают без сохранения стабильной ориентации, то биологическая активность отчетливо уменьшена по сравнению с транспортировкой в стабильном положении ориентации. Аналогичные перемещения после окончания посткондиционирования контейнеров, произведенных в условиях стабильной ориентации, не вызывали никаких значимых изменений стабильности продукции.
-d- Трастузумаб
Машина: bottelpack тип 321 (синхронизированная) фирмы Rommelag
Материал: ПНП Lyondell Basell 3020 D
Заполняемый объем: 7 мл в ампулах объемом 10 мл по технологии BFS
Параметры:
Температура полимера при выходе из рукава, градусы Цельсия: 180
Температура заполнения материала-заполнителя, градусы Цельсия: 15
Время наполнения, секунды: 1,2
Время от свободного положения рукава до рукава в форме, секунды: 6
Время нахождения рукава в форме, секунды: 6
Температура формы, градусы Цельсия: 20
Время между формовкой и заполнением, секунды: 0,6
Время от выхода из установки BFS до посткондиционирования, секунды: 15
Тип посткондиционирования: плоский поток сжатого воздуха
Продолжительность посткондиционирования, секунды: 50
Объемный расход холодного воздуха, литров в минуту: 400
Рецептура: 21 мкг/мл трастузумаб в водном растворе (рН 6), содержащем следующие дополнительные составные части: L-гистидин гидрохлорид, L-гистидин альфа, альфа-трегалозы дигидрат, полисорбат 20.
После разлива и через 1-3 месяца, а также через 12 месяцев хранения при температуре от 2°С до 8°С не наблюдалось существенного различия в биологической активности/стабильности по сравнению с конфигурацией упаковки в стеклянных ампулах.
-е- Филграстим
Машина: bottelpack тип 321 (синхронизированная) фирмы Rommelag
Материал: полиолефин Borealis LE 6601-РН
Заполняемый объем: 1,6 мл в ампулах объемом 2,5 мл по технологии BFS
Параметры:
Температура полимера при выходе из рукава, градусы Цельсия: 170
Температура заполнения материала-заполнителя, градусы Цельсия: 20
Время наполнения, секунды: 1
Время от свободного положения рукава до рукава в форме, секунды: 4,5
Время нахождения рукава в форме, секунды: 4,5
Температура формы 15
Время между формовкой и заполнением, секунды: 0,6
Время от выхода из установки BFS до посткондиционирования, секунды: 20
Тип посткондиционирования: плоский поток сжатого воздуха
Продолжительность посткондиционирования, секунды: 60
Объемный расход холодного воздуха, литров в минуту: 100
Рецептура: 480 мкг/г филграстим водный раствор, содержащий следующие дополнительные составные части: ацетат натрия, сорбитол и полисорбат 80.
После разлива и через 1-3 месяца, а также через 12 месяцев хранения при температуре от 2°С до 8°С не наблюдалось существенного различия в биологической активности/стабильности по сравнению с конфигурацией упаковки в готовых шприцах.
-f- Ротавирус, вакцина
Машина: bottelpack тип 312 (синхронизированная) фирмы Rommelag
Материал: полипропилен, РР Lyondell Basell Pureil SM170G
Заполняемый объем: 1 мл в питьевых ампулах объемом 2,5 мл по технологии BFS
Параметры:
Температура полимера при выходе из рукава, градусы Цельсия: 192
Температура заполнения материала-заполнителя, градусы Цельсия: 18
Время наполнения, секунды: 1,1
Время от свободного положения рукава до рукава в форме, секунды: 6,5
Время нахождения рукава в форме, секунды: 6,5
Температура формы, градусы Цельсия: 18
Время между формовкой и заполнением, секунды: 0,5
Время от выхода из установки BFS до посткондиционирования, секунды: 35
Тип посткондиционирования: плоский поток сжатого воздуха
Продолжительность посткондиционирования, секунды: 65
Объемный расход холодного воздуха, литров в минуту: 150
Рецептура: человеческий ротавирус (живой, аттенуированный), по меньшей мере 106,0 ZKID50 в водном растворе, со следующими вспомогательными материалами и дополнениями, помимо прочего: сахароза, декстран, сорбитол, карбонат кальция, а также 
 .
.
После разлива и через 1-3 месяца, а также через 12 месяцев хранения при температуре от 2°С до 8°С не наблюдалось существенного различия в биологической активности/стабильности по сравнению с конфигурацией упаковки в тюбике из полиэтилена.
-g- Октреотида ацетат
Машина: bottelpack тип 312 (синхронизированная) фирмы Rommelag
Материал: полипропилен, РР, Lyondell Basell Pureil SM170G
Заполняемый объем: 5 мл в ампулах объемом 7,5 мл по технологии BFS
Параметры:
Температура полимера при выходе из рукава, градусы Цельсия: 175
Температура заполнения материала-заполнителя, градусы Цельсия: 15
Время наполнения, секунды: 1,2
Время от свободного положения рукава до рукава в форме, секунды: 6
Время нахождения рукава в форме, секунды: 6
Температура формы, градусы Цельсия: 20
Время между формовкой и заполнением, секунды: 0,6
Время от выхода из установки BFS до посткондиционирования, секунды: 25
Тип посткондиционирования: плоский поток сжатого воздуха
Продолжительность посткондиционирования, секунды: 50
Объемный расход холодного воздуха, литров в минуту: 300
Рецептура: 4,4 мг/мл октреотида ацетата в водном растворе, со следующими вспомогательными материалами, и дополнениями, помимо прочего: маннитол, натрий-карбоксиметил целлюлоза.
После разлива и через 1-3 месяца, а также через 12 месяцев хранения при температуре от 2°С до 8°С не наблюдалось существенного различия в биологической активности/стабильности по сравнению с конфигурацией упаковки в тюбике из полиэтилена.
В предпочтительном варианте осуществления устройства согласно изобретению, не представленном более подробно, можно также полностью отказаться от устройства дополнительной обработки, такого, как холодильная установка, для некоторых материалов-заполнителей, которые не слишком термочувствительны. Таким образом, может оказаться достаточной такая предусматриваемая зона дополнительной обработки после места выхода контейнера, которая допускает конвекционное охлаждение контейнеров в течение по меньшей мере 20 секунд, предпочтительно от 20 до 30 секунд, причем, кроме того, как уже разъяснялось, выявлено в качестве предпочтительного признака то, что соответствующий контейнер имеет в зоне дополнительной обработки ориентацию, приблизительно соответствующую ориентации контейнера при заполнении контейнера.
Вместо отдельных контейнеров, которые могут быть соединены друг с другом в форме карт (не показано), возможен также вариант осуществления соединения контейнеров с расположением в форме цепи 9 контейнеров друг над другом, как описано выше. Однако указанная зона дополнительной обработки, а также возможные устройства дополнительной обработки могут находить применение и в таких установках, в которых формируют, наполняют и запечатывают, подводя к выходу из формовочного устройства, только отдельные контейнеры. Независимо от этого температурная обработка, в частности, в форме охлаждения, в любом случае должна воздействовать на контейнер только тогда, когда он закрыт; в противном случае преждевременное охлаждение могло бы негативно влиять на процесс закрывания контейнера со стороны головки, так как для соответствующего процесса формования необходимы достаточно высокие температуры пластмассы.
Зона дополнительной обработки, которая нацелена на конвекционное охлаждение контейнеров за счет окружающей среды, непосредственно не представлена на фигурах. Если бы, например, представленную на фиг. 3 холодильную установку 53 полностью исключили, конвекционное движение воздуха могло бы беспрепятственно попадать непосредственно на контейнеры линии 9 контейнеров, как только они выходят из формовочного устройства 1. Тогда, чтобы иметь возможность достигать достаточного охлаждающего эффекта, далее предпочтительно увеличение длины конвекционной зоны дополнительной обработки по меньшей мере в четыре раза, но более предпочтительно в пять раз по отношению к заданной длине в пределах технологического участка формования. При этом размер технологического участка формования задан по существу длиной формовочного устройства 1, которая требуется от места закрытия верхних пар полуформ 7 для производства контейнера до того места на нижнем конце формовочного устройства 1, где соответствующие пары 7 форм снова отдаляются друг от друга, высвобождая контейнеры цепи 9 контейнеров. Тогда, исходя из высвобождения контейнеров на нижнем конце формовочного устройства 1, соответствующий технологический участок формования придется продлевать в 4-5 раз или больше, причем, согласно изображению с фиг. 3, предпочтительно в вертикальном направлении, чтобы не изменять относительное расположение стенки контейнера и принимаемого в контейнер содержимого. После прохождения зоны дополнительной обработки (не показана), продленной таким образом, предпочтительно до четырех-пятикратной длины технологического участка, происходит снижение температуры настолько, что возможно беспрепятственное отклонение цепи 9 контейнеров влево для дальнейшей обработки, представленное в качестве примера на фиг. 3.
Способ определения наличия заданных свойств контейнерного изделия и устройство для осуществления указанного способа
Флакон для хранения или инфузии
Закупоривающее устройство и способ изготовления такого устройства
Устройство для изготовления контейнера из пластмассы
Устройство тестирования для проверки контейнера
Контейнер, имеющий головку контейнера, который заполнен или может быть заполнен веществом
Выдачное устройство, содержащее управляющий компонент для осевого перемещения выдачного элемента
Контейнер, снабженный предохранительным устройством
Контейнер
Контейнер с головкой контейнера, выполненной в качестве единой детали
Закупоривающее устройство и способ изготовления такого устройства
Выдачное устройство, содержащее управляющий компонент для осевого перемещения выдачного элемента
Контейнер
Система перемещения содержимого контейнеров
Контейнер
Пластиковое контейнерное изделие
Пластиковый контейнер и способ изготовления контейнера такого типа

