Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЁМНЫХ КОМПОЗИЦИОННЫХ ПАНЕЛЕЙ
Вид РИД
Изобретение
Изобретение относится к серийному изготовлению объемных крупногабаритных композиционных панелей и может быть использовано в производстве панелей с многоуровневой поверхностью с выступающими и утопленными площадками различной формы и с различным рельефом поверхности, предназначенных для крепления дополнительного оборудования. Настоящее изобретение может найти применение в машиностроении, авиакосмической и судостроительной отраслях промышленности.
В перечисленных отраслях техники монтаж в крупногабаритные криволинейные тонкостенные панели приборов и устройств, имеющих различные габаритные размеры, массу и требования по присоединению производится с помощью крепящих приспособлений (например, кронштейнов). Установка последних требует механической обработки изготовленной панели для подготовки выступающих над поверхностью панели либо утопленных площадок крепления оборудования. Для обеспечения плотного контакта площадку обычно фрезеруют с учетом геометрии донной части прикрепляемого элемента оборудования или прибора.
Следует также отметить, что обычно монтаж кронштейнов и других приспособлений для крепления оборудования и приборов значительно увеличивает общую массу панели за счет соединительных элементов и материалов, а дополнительная механическая обработка (фрезерование) снижает ее прочностные характеристики.
Развитие авиационной технологии в последнее время основывается на внедрении новых материалов и способов их интеграции в авиаконструкции, что должно, с одной стороны, обеспечивать безопасность эксплуатации, а с другой - экономическую эффективность. Примером такого подхода является применение полимерных композиционных материалов с высокими прочностными характеристиками.
Описана панель (RU №2518519, опубл. 10.06.2014) из слоистого композиционного материала, состоящая из обшивочного слоя, скрепленного с силовыми наборами из системы перекрещивающихся ребер. При этом ребра различной толщины и высоты формируются из слоев однонаправленных нитей и (или) ткани, соединены между собой полимерным связующим. Помимо этого, на наружной поверхности обшивки могут быть размещены солнечные батареи или фольга. Однако в настоящем патенте не описаны способы крепления дополнительного оборудования на гладкую, пологую поверхность.
Известен способ изготовления многослойных конструкционных панелей (RU №2508496, опубл. 27.02.2014), предназначенный преимущественно для изготовления тонких оребренных силовых панелей. В нем сначала на поверхности формообразующего инструмента (оправки) выкладкой гибкого пропитанного связующим волоконного материала создается первый обшивочный слой. Затем на нем устанавливается структурированная сборная матрица из фигурных гибких капсул, предварительно заполненных газом (в частности, гелием), с предназначенными для формирования силового набора панели зазорами. Ребра силового набора сетчатой структуры формируют непрерывной намоткой волоконного пропитанного связующим материала в зазоры между газонаполненными капсулами. После этого поверх силового набора наматывают обшивочный слой. Дальнейшее формирование очередных слоев осуществляется в аналогичном порядке. Отверждение связующего осуществляют после завершения формирования многослойной структуры. К недостаткам можно отнести то, что известный способ не позволяет получить панели с выступающими и утопленными площадками для прикрепления элементов оборудования и приборов без механической обработки панели, отрицательно влияющей на ее характеристики жесткости и прочности, а также без нежелательного увеличения массы панели.
Известен способ изготовления композитных структур с интегрированными ребрами жесткости (US №8628717, опубл. 14.01.2014) для авиационных элементов с ребрами жесткости. Согласно варианта осуществления способа на поверхности технологического инструмента для пресс-формы создают желоба, соответствующие заданным геометрии и размерам ребер жесткости, причем они могут пересекаться и соединяться между собой в зависимости от требований. Сначала формируют заготовки для ребер жесткости из волокнистого наполнителя, которые укладывают в желоба, укрывают волокнистой тканью, упаковывают для создания вакуума, вводят термореакционную смолу и отверждают. Этот способ имеет ряд недостатков так как позволяет получить только композитные волокнистые элементы, пусть и с ребрами жесткости разной высоты, но которые требуют дальнейшей сборки в панель, а именно, создание второго обшивочного слоя, формирование разноуровневых площадок и установление элементов крепления дополнительного оборудования и приборов.
Помимо этого, процесс основан на методе литья под давлением, который требует предварительного изготовления пресс-форм нужной конфигурации, энергозатрат, а также в панели создаются технологические отверстия для заливки термореакционной смолы, которые оказывают влияние на жесткость и прочность готового изделия
В патенте на изобретение US №9180629, опубл. 14.07.2011, описан способ изготовления монолитных композитных панелей с наборными ребрами жесткости. Он заключается в создании различных по форме матриц, задающих геометрию ребер жесткости, их расположение с образованием общей структуры панели, обработка матриц волокнистым наполнителем пропитанным реакционной смолой, формирование внешней оболочки из ткани, пропитанной также связующим. Затем общая конструкция помещается на металлический формовочный инструмент, состоящий из двух половинок, повторяющих геометрию панели. Половинки смыкаются и производится отверждение смолы с одновременным удалением матриц из композиционной панели. Для этого матрицы заранее отливают из материалов с низкой температурой плавления или растворимых в определенных растворителях и делают в форме отверстия для удаления компонентов матрицы из панели. Этот способ позволяет получить монолитную композитную панель с ребрами жесткости разной геометрии, но не подготовленную для крепления дополнительного оборудования и приборов, а также имеющую отверстия, которые могут влиять на прочностные характеристики конструкции. Помимо этого, при производстве панелей таким способом требуется набор высокоточных дорогостоящих пресс-форм.
Наиболее близким к заявляемому изобретению является способ изготовления композиционных силовых панелей (RU №2579779, опубл. 10.04.2016), заключающийся в том, что сначала на оправке формируют матрицу с разновысокими пазами фигурного профиля для создания системы ребер силового набора каркаса - продольных, поперечных, спиральных и кольцевых различного поперечного сечения по длине ребра и различной высоты по длине ребра. При этом ребра силового набора формируют намоткой в разновысокие пазы матрицы гибкого волокнистого материала, пропитанного связующим. После чего на ребрах каркаса формируют обшивочный слой намоткой гибкого волокнистого материала. Отверждение связующего осуществляют после завершения формирования структуры каркаса. К недостаткам предложенного способа, прежде всего, относится то, что изготавливаемая конструкция не несет элементы крепления дополнительного оборудования и приборов. Помимо этого, использование техники намотки волокнистого материала вокруг разновысоких матриц для последующего формирования обшивочного слоя, с одной стороны, не позволяет гарантировать требуемую форму и геометрию углубленных и выступающих площадок для устанавливаемых в последующем приборов, а с другой, при намотке часто происходит неравномерная укладка материала, что приводит к различию механических свойств и, как следствие, появлению напряжений в готовой конструкции. А использование при создании обшивочного слоя «сухой» намотки требует предварительного формирования каналов для подачи связующего, что с одной стороны является трудоемким процессом и занимает производственное время, а с другой оказывает негативное влияние на прочность готовой панели.
Обобщая сказанное, известный способ, в главном, не обеспечивает получения объемных панелей, сформированных с размещенными на внутренней и внешней стороне панели выступающими и утопленными площадками для прикрепления элементов оборудования и приборов без механической обработки панели, а также не включает установление элементов крепления для последующего монтажа дополнительного оборудования без нежелательного увеличения массы, нарушения целостности конструкции и ухудшения ее прочностных свойств.
Задачей настоящего изобретения является создание экономически эффективного, простого в осуществлении способа изготовления объемных крупногабаритных композиционных панелей требуемой жесткости и прочности, исключающего механическую обработку готового изделия, а также дополнительный монтаж крепящих приспособлений для последующей установки элементов оборудования и приборов.
Технический результат заявляемого способа заключается в упрощении технологии изготовления криволинейных объемных композиционных крупногабаритных панелей с подкрепляющим каркасом, с разноуровневыми площадками, оснащенными кронштейнами для дальнейшего крепления элементов оборудования и приборов.
Указанный технический результат достигают способом изготовления крупногабаритных композиционных панелей, предусматривающим формирование выкладкой на формообразующем инструменте первого обшивочного слоя из гибкого волокнистого материала, последующую выкладку на нем силового подкрепляющего каркаса из гибкого волокнистого материала для создания многоуровневых разновысоких ребер жесткости и выкладку поверх силового подкрепляющего каркаса второго обшивочного слоя из гибкого волокнистого материала, форма и рельеф поверхности которого соответствует контактирующей с панелью стороне присоединяемых элементов и приборов. При этом в формируемую панель непосредственно при ее изготовлении встраивают систему креплений для присоединяемых элементов и/или снабжают разноуровневые площадки отверстиями для последующего встраивания в панель необходимых креплений. В случае использования сухого волокнистого материала сформированную заготовку панели пропитывают связующим составом, отверждение которого производят после окончания цикла формирования панели.
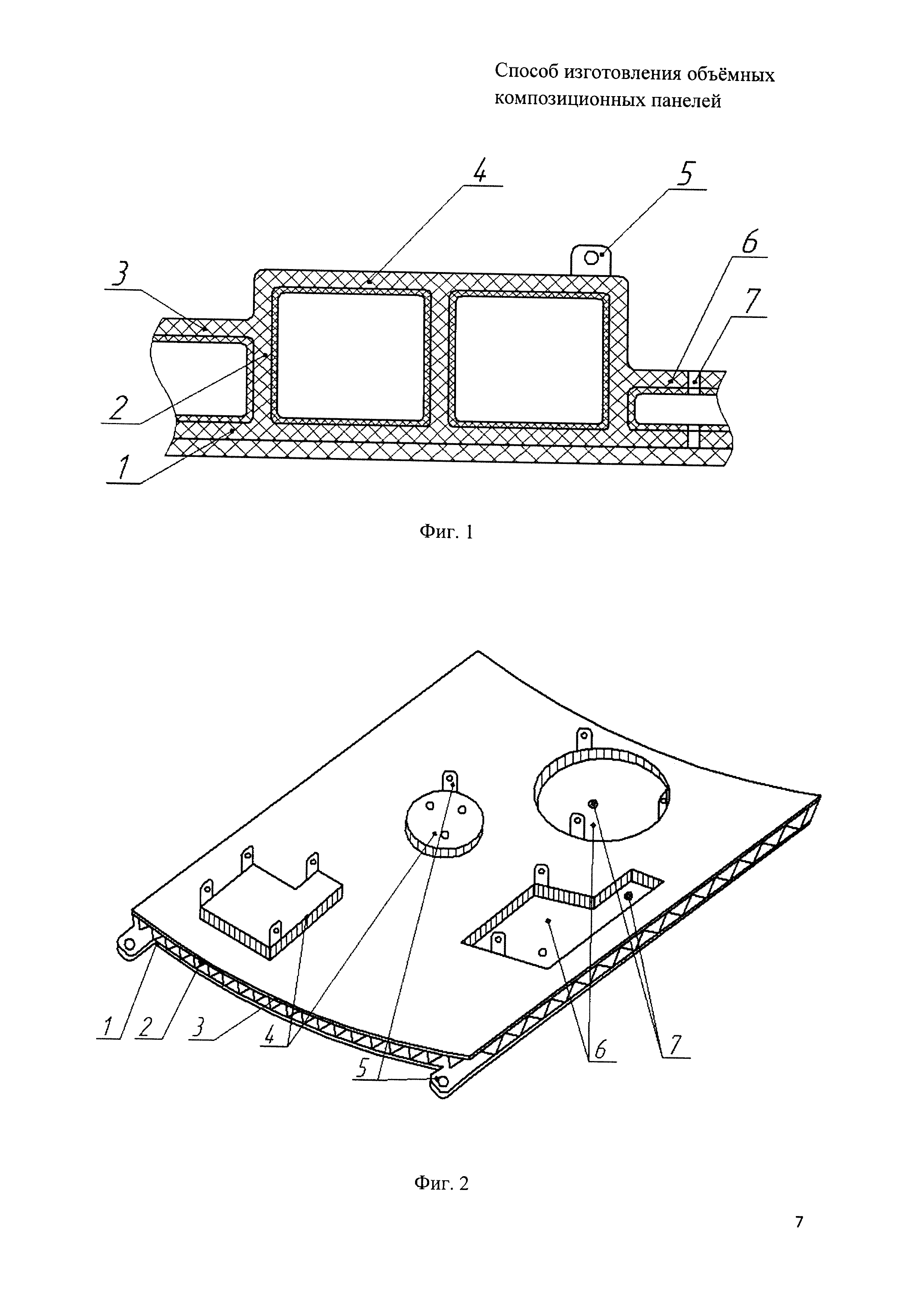
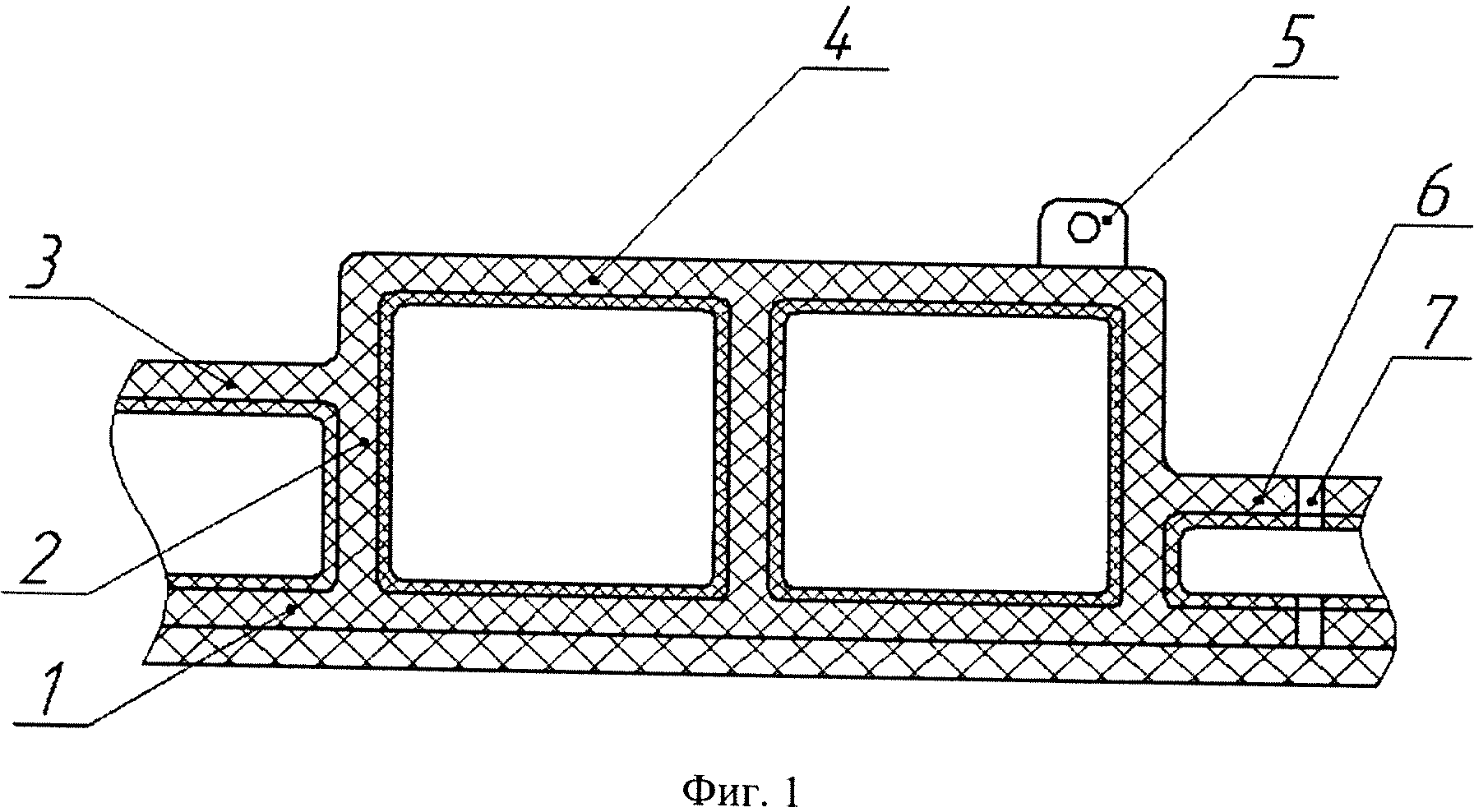
Сущность предлагаемого способа поясняется чертежами, на которых представлена изготавливаемая с его помощью объемная композиционная панель: на фиг. 1 схематически показан общий вид панели, на фиг. 2 - варианты исполнения силового каркаса в сечении панели, где 1 - первая поверхность обшивочного слоя панели, 2 - ребро силового подкрепляющего каркаса, 3 - основной уровень обшивочного слоя панели, 4 - выступающая площадка, 5 - крепление для присоединяемого элемента, 6 - утопленная площадка, 7 - отверстие для крепления присоединяемого элемента.
Способ осуществляют следующим образом.
При формировании объемной силовой панели на основном формообразующем инструменте сначала из гибкого волокнистого материала выкладывают первую поверхность обшивочного слоя панели 1, затем на сформированной поверхности выставляют вспомогательный формообразующий инструмент в виде структуры с пазами, которые могут иметь различные профили и различные габаритные размеры и предназначены для размещения подкрепляющих ребер 2 из гибкого волокнистого материала, также имеющих различный профиль. Поверх образованного каркаса ребер из гибкого волокнистого материала выкладывают обшивочный слой, который образует многоуровневую поверхность с разновысокими выступающими 4 и утопленными 6 площадками с различными контурами и рельефом, учитывающим наличие выступов на примыкающей к панели донной части прикрепляемых приборов. На сформированных площадках монтируют крепления 5, например, кронштейны, и выполняют отверстия 7.
В преимущественном варианте осуществления способа используют сухой волокнистый материал с последующей пропиткой сформированной заготовки панели связующим. В качестве связующего вещества используют состав, склеивающий между собой слои наполнителя из гибкого волокнистого материала, сообщающий после полимеризации высокую жесткость волокнам наполнителя. Это обеспечивает большую прочность и надежность панели при одновременном снижении трудозатрат на ее изготовление и повышении культуры производства.
Другим вариантом осуществления способа может быть использование волокнистого материала, предварительно пропитанного связующим составом, что позволяет уменьшить расход связующего состава, но приводит к некоторому снижению прочностных характеристик панели.
Таким образом, на поверхности первого обшивочного слоя панели с помощью вспомогательной структуры формируется система разновысоких жестких ребер силового набора каркаса, соответствующая требованиям, предъявляемым к формируемой объемной силовой панели в зависимости от ее назначения. Последующее формование на силовом наборе панели обшивочного слоя из разновысоких площадок различной формы и с различным рельефом поверхности, которые обеспечивают плотное прилегание и прочное прикрепление монтируемых на панели устройств и приспособлений (деталей, узлов), способствует экономному использованию рабочего объема изделия и повышает надежность его эксплуатации, обеспечивая равнопрочность элементов конструкции и снижение ее суммарной массы.
Кроме того, исключение процесса механической обработки повышает срок эксплуатации панели за счет сокращения количества возникающих концентраторов напряжения.
Способ получения защитных антикоррозионных покрытий на сплавах алюминия со сварными швами
Анодный материал для литий-ионного аккумулятора и способ его получения
Способ формирования композиционных покрытий на магнии
Способ получения супергидрофобных покрытий с антиобледенительными свойствами на алюминии и его сплавах
Способ получения гидрофобного нефтесорбента и устройство для его осуществления
Способ получения гидрофобного нефтесорбента и устройство для его осуществления
Способ получения композиционного материала для биорезорбируемого магниевого имплантата
Способ дезактивации отработанных ионообменных смол, загрязнённых радионуклидами цезия и кобальта
Рентгеноконтрастное биоактивное стекло и способ его получения
Способ восстановления повреждённых покрытий на титановых изделиях
Способ получения сорбента для очистки водных сред от нефтепродуктов
Способ получения гибридных композитных материалов с электропроводящим покрытием

