Результат интеллектуальной деятельности: СПОСОБ АВТОМАТИЗАЦИИ СВАРОЧНЫХ ПРОЦЕССОВ НА ПРЕДПРИЯТИИ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к системам производственных процессов, связанных с применением электрической дуговой сварки, и может быть использовано для повышения качества выполняемых технологических сварочных операций, повышения прозрачности сварочного производства, документирования сварочных процессов, одновременного дистанционного мониторинга и управления в реальном времени многими автономными сварочными аппаратами, распределенными в пространстве.
Предшествующий уровень техники
Из существующего уровня техники известен ряд систем для управления распределенными по территории сварочными аппаратами.
Известна «Система и способ, обеспечивающие распределенную архитектуру сварки средства» [Пат. США US6624388, опубл. 01.08.2002]. Система включает, по меньшей мере, один сварочный аппарат, оперативно соединенный с сетевым сервером, сетевым интерфейсом и сетью для обмена данными, по меньшей мере, с одной удаленной системой. Удаленная система включает, по меньшей мере, один удаленный интерфейс для обмена данными с сетевой архитектурой.
Недостатком данной системы является отсутствие авторизации сварщика при проведении сварочной операции, что не позволяет связать между собой личность сварщика, идентификацию сварочного аппарата, параметры сварки и данные о выполняемой операции и тем самым уменьшить влияние человеческого фактора на качество выполняемой операции.
Известна «Система и способ сварки, обеспечивающие распределенную архитектуру» [Пат. США US 2002/001888, опубл. 01.08.2002].
Система включает в себя сварочные аппараты, функционально соединенные с сервером и сетевым интерфейсом, архитектуру сети, которая взаимодействует с, по меньшей мере, одной удаленной системой, включающей в себя по меньшей мере один удаленный интерфейс для взаимодействия с сетевой архитектурой, в которой удаленная система имеет доступ по меньшей мере, один HTTP сокет, чтобы установить веб связь со сварочным аппаратом и загружает по меньшей мере, одно приложение от сварочного аппарата.
Недостатком данной системы является отсутствие авторизации сварщика при проведении сварочной операции, что не позволяет связать между собой личность сварщика, идентификацию сварочного аппарата, параметры сварки и данные о выполняемой операции и тем самым уменьшить влияние человеческого фактора на качество выполняемой операции.
Наиболее близким к заявленному техническому решению является патент «Система и способ мониторинга и контроля характеристик ручной сварки» [Пат. США № US 2015056585, опубл. 26.02.2015].
Способ, в котором аппаратные средства и программное обеспечение выполнены с возможностью сбора и обработки данных в реальном масштабе времени.
Недостатком данного способа является то, что текущие параметры сварки привязаны в идентификационному номеру сварочного аппарата. При этом отсутствие жесткой связи между авторизацией сварщика, идентификацией сварочного аппарата, параметрами сварки и данными о выполняемой операции, не позволяет уменьшить влияние человеческого фактора на качество выполняемой операции.
Сущность изобретения
Взаимосвязанными задачами, на решение которых направлено заявляемое изобретение, являются:
1. повышение прозрачности и документирование производственных процессов, связанных с применением электрической дуговой сварки;
2. повышение качества, снижение вероятности брака и появления скрытых дефектов, уменьшение влияния человеческого фактора на качество продукции при выполнении операций;
3. обеспечение возможности удаленного контроля процессов сварочного производства и выполнения сварочных операций в реальном масштабе времени;
4. обеспечение возможности удаленного контроля готовности производимых деталей и изделий в реальном масштабе времени;
5. обеспечение возможности автоматизированного сбора персонализированной информации о работе сварщиков (использование рабочего времени, нарушение трудового распорядка, нарушение технологических параметров, реальные трудозатраты при выполнении операции, качество выполненных работ и процент обнаруженного брака по результатам контроля и др.);
6. обеспечение возможности удаленного контроля состояния сварочного оборудования (техническое, оперативное, исправное, работоспособное и др.) в реальном масштабе времени;
7. обеспечение возможности автоматизированного планирования работ по техническому обслуживанию сварочного оборудования;
8. обеспечение возможности автоматизированного учета расхода и планирования потребностей в сварочных материалах, применяемых на производстве (сварочная проволока, флюс, газ и др.).
Данные взаимосвязанные задачи решаются за счет того, что аппаратная часть аппаратно-программного комплекса по данному способу состоит из по меньшей мере, одного сварочного аппарата (блок 1.4.), дополнительно оснащенного блоком удаленного мониторинга и управления (блок 1.1.); ЭВМ-сервера (блок 1.6.); ЭВМ-базы данных (блок 1.9.); по меньшей мере, одной ЭВМ-пользователя (блок 1.10.) при необходимости обеспечения работы в пределах предприятия (блок 2.10.); ЭВМ-web-сервер (блок 1.7.) и, по меньшей мере, одного рабочего места удаленного пользователя (блок 1.8.) (при необходимости обеспечения работы с аппаратно-программным комплексом с мобильных устройств, в том числе и за пределами предприятия, блок 2.8.).
Все перечисленные элементы аппаратной части аппаратно-программного комплекса имеют программную составляющую, которая обеспечивает логику их работы, и взаимодействуют между собой посредством локальной вычислительной сети, которая может иметь участки проводной и беспроводной связи. Беспроводной участок сети по данному способу организует Wi-Fi роутер (блок 1.5.) или другое устройство. Удаленные рабочие места пользователей (блок 1.8.) (устройства, обеспечивающие работу с интернет-страницами и сайтами посредством web-просмотрщиков, находящиеся на территории предприятия или вне) по данному способу могут взаимодействовать с ЭВМ-web-сервер 1.7.) как по локальной проводной или беспроводной сети, так и по сети Internet.
Краткое описание чертежей
Сущность изобретения поясняется чертежами.
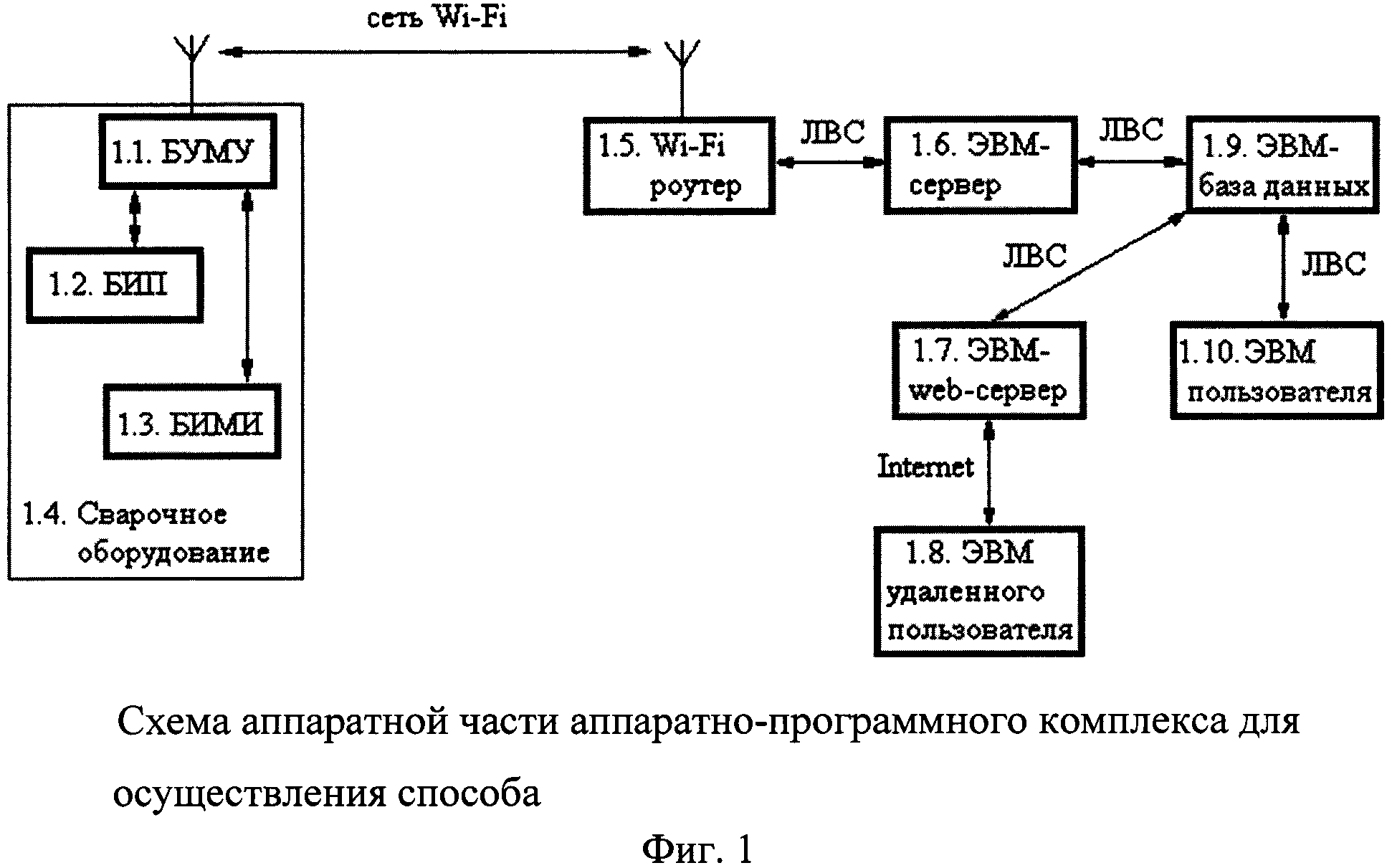
На фиг. 1 показана схема аппаратной части аппаратно-программного комплекса для осуществления способа.
На фиг. 2 показана схема программной части аппаратно-программного комплекса для осуществления способа.
Подробное описание изобретения
На фиг. 1 показана схема аппаратной части аппаратно-программного комплекса для осуществления способа.
Аппаратная часть аппаратно-программного комплекса по данному способу состоит из: по меньшей мере, одного сварочного аппарата (блок 1.4.), дополнительно оснащенного блоком удаленного мониторинга и управления (блок 1.1.); ЭВМ-сервера (блок 1.6.); ЭВМ-базы данных (блок 1.9.); по меньшей мере, одной ЭВМ-пользователя (блок 1.10.); ЭВМ-web-сервер (блок 1.7.) при необходимости обеспечения работы с аппаратно-программным комплексом с мобильных устройств, в том числе и за пределами предприятия (блок 2.8.), например по сети Internet; по меньшей мере, одного рабочего места удаленного пользователя (блок 1.8.), подключенного к ЭВМ-web-сервер (блок 1.7.) по сети Internet.
Все перечисленные элементы аппаратной части взаимодействуют между собой посредством локальной вычислительной сети, которая может иметь участки проводной и беспроводной связи. Беспроводной участок сети организует Wi-Fi роутер (блок 1.5.) или другое устройство! Удаленные рабочие места пользователей могут взаимодействовать с ЭВМ-web-сервер (блок 1.7.) как по локальной проводной или беспроводной сети, так и по сети Internet.
Состав аппаратной части по данному способу:
1 Блок 1.4. Сварочное оборудование (по меньшей мере, один сварочный аппарат).
2 Блок 1.1. Блок удаленного мониторинга и управления.
3 Блок 1.2. Блок идентификации пользователя.
4 Блок 1.3. Блок идентификации материалов и изделий.
5 Блок 1.5. Wi-Fi роутер.
6 Блок 1.6. ЭВМ-сервер.
7 Блок 1.9. ЭВМ-база данных.
8 Блок 1.10. ЭВМ-пользователя (по меньшей мере, одна).
9 Блок 1.7. ЭВМ-web-сервер .
10 Блок 1.8. ЭВМ-удаленного пользователя.
11 Локальная вычислительная сеть (ЛВС).
Сварочное оборудование (блок 1.4.) - сварочное оборудование (блок 1.4.), дополнительно оснащенное блоками удаленного мониторинга и управления (блок 1.1.), идентификации пользователя (блок 1.2.), идентификации материалов и изделий (блок 1.3.), и другими блоками при необходимости расширения функционала. Блоки конструктивно выполнены в виде печатных плат с запаянными электронными компонентами, размещаются в корпусе сварочного оборудования, получают электрическое питание от сварочного оборудования и электрически соединены между собой и сварочным оборудованием шлейфами. Предусмотрена возможность расширения функционала за счет подключения дополнительных плат-блоков, выполняющих необходимые функции.
Блок удаленного мониторинга и управления (БУМУ, блок 1.1.) представляет собой набор электронных модулей:
1 модуль беспроводной связи,
2 модуль микропроцессорный управляющий,
3 модуль сбора данных,
4 модуль ограничения регулировок сварочных параметров. Модуль беспроводной связи предназначен для создания беспроводной сети и организации взаимообмена данными между модулем микропроцессорным управляющим и ЭВМ-сервер (блок 1.6.) посредством беспроводной сети. Настройка беспроводной сети и настройка канала передачи данных осуществляются во время проведения пуско-наладочных. Модуль беспроводной связи хранит настройки в энергонезависимой памяти и при каждом включении сварочного оборудования (блок 1.4.) автоматически подключается к соответствующей беспроводной сети и отправляет и принимает информационные пакеты данных.
Модуль микропроцессорный управляющий обеспечивает работу логики программной части модуля.
Модуль сбора данных обеспечивает прием сигналов и сведений о состоянии сварочного оборудования (блок 1.4.) - режим работы, данные самодиагностики, значения сварочных параметров и др., и его периферийных устройств (считыватель персонального идентификатора пользователя, считыватель штрих-кодов и др.) для последующей отправки на ЭВМ-сервер (блок 1.6.).
Модуль ограничения регулировок сварочных параметров обеспечивает прием сведений о заданных диапазонах значений сварочных параметров (напряжение на дуге, скорость подачи проволоки и др.), осуществляет установку заданных сварочных параметров на сварочное оборудование, ограничивая возможный диапазон регулировок сварочных параметров, доступных сварщику посредством штатных органов управления сварочным оборудованием (блок 1.4.), и блокировку/разрешение сварки.
Блок идентификации пользователя (БИП, блок 1.2.) предназначен для идентификации сварщика, который приступает к эксплуатации сварочного оборудования. Аппаратная часть блока идентификации пользователя представляет собой считыватель идентификационной информации с носителя персонального идентификационного ключа пользователя (пропуск сварщика, пластиковая карта и др.). Считанная с носителя персонального ключа пользователя идентификационная информация передается в блок удаленного мониторинга и управления для последующей обработки.
Блок идентификации материалов и изделий (БИМИ. блок 1.3.) предназначен для идентификации деталей изделия, находящихся в работе и сварочных материалов (проволока и др.) с применением которых происходит работа. Аппаратная часть блока идентификации материалов и изделий представляет собой устройство, обеспечивающее сканирование штрих-кодов, нанесенных на сварочные материалы и заготовки деталей изделий. Считанная сканером информация передается программной частью блока по в блок удаленного мониторинга и управления для последующей обработки.
WI-FI роутер (блок 1.5.) в режиме точки доступа или ретранслятора обеспечивает создание беспроводной сети аппаратно-программного комплекса. Wi-Fi роутер (блок 1.5.) подключен к ЭВМ-сервер по локальной вычислительной сети.
Тип и количество Wi-Fi роутеров (блок 1.5.) в составе аппаратно-программного комплекса может меняться и определяется расположением сварочного оборудования в пространстве.
Работоспособность беспроводной сети обеспечивается программным обеспечением, режимом работы и настройками Wi-Fi роутера (блок 1.5.) и модуля беспроводной связи, входящего в состав аппаратной части блока удаленного мониторинга и управления (блок 1.1.), установленного в сварочном оборудовании (блок 1.4.). Параметры беспроводной сети настраиваются во время пуско-наладочных работ оборудования.
ЭВМ-сервер (блок 1.6.) - компьютер, работающий круглосуточно, принимающий и обрабатывающий данные от сварочного оборудования, переправляющий эти данные по локальной вычислительной сети на ЭВМ-база данных (блок 1.9.), а также формирующий и отправляющий пакеты данных на сварочное оборудование. ЭВМ-сервер (блок 1.6.) связан по локальной вычислительной сети с ЭВМ-база данных (блок 1.9.) для возможности передачи данных, полученных от сварочного оборудования (блок 1.4.), и Wi-Fi Роутером (блок 1.5.) для получения текущих данных со сварочного оборудования (блок 1.4.).
ЭВМ-база данных (блок 1.9.) - компьютер, работающий круглосуточно, на котором запущено и выполняется специальное программное обеспечение, обеспечивающее долгосрочное хранение и использование программно-аппаратным комплексом всей информации, полученной в ходе выполнения работ по данному способу.
Сведения, поступившие от сервера, введенные пользователями и хранящиеся в базе данных аппаратно-программного комплекса, используются для обеспечения функционирования и управления функционированием аппаратно-программного комплекса, а также для выполнения различных необходимых расчетов и формирования отчетов. Архитектура аппаратно-программного комплекса позволяет совмещение на одной производительной ЭВМ двух компонентов - ЭВМ-сервер (блок 1.6.) и ЭВМ-база данных (блок 1.9.). База данных аппаратно-программного комплекса может быть развернута на ЭВМ-сервер (блок 1.6.) при условии запуска на ЭВМ-сервер (блок 1.6.) специального программного обеспечения, обеспечивающего управление, создание и использование базы данных аппаратно-программного комплекса.
ЭВМ-пользователя (блок 1.10.) - по меньшей мере, один компьютер, на котором установлен комплект специального программного обеспечения и (или) предоставлен доступ к ЭВМ-web-сервер y (блок 1.7.), и предназначенный для обеспечения работы пользователей (различных служб предприятия) с аппаратно-программным комплексом. Комплект специального программного обеспечения ЭВМ-пользователя предоставляет пользователям фиксированный набор интерфейсов для взаимодействия с аппаратно-программным комплексом в зависимости от прав доступа, занимаемой должности и круга должностных обязанностей сотрудника-пользователя аппаратно-программного комплекса. ЭВМ-пользователя (блок 1.10.) связан по локальной вычислительной сети с ЭВМ-база данных (блок 1.9.) для доступа к информации и модификации информации, хранящейся в базе данных аппаратно-программного комплекса, для управления функционированием аппаратно-программного комплекса, а также для визуализации хранящихся в базе данных аппаратно-программного комплекса сведений.
ЭВМ-web-сервер (блок 1.7.) - компьютер, работающий круглосуточно, на котором запущено и выполняется специальное программное обеспечение, обеспечивающее предоставление удаленного доступа пользователям для работы с аппаратно-программным комплексом посредством сети Internet.
ЭВМ-удаленного пользователя (блок 1.8.) - мобильные устройства, персональные компьютеры или иные вычислительные устройства, настроенные для работы по данному способу.
Локальная вычислительная сеть может быть выполнена, например, волоконно-оптическими кабелями, и служит для связи аппаратных средств между собой.
На фиг. 2 показана схема программной части аппаратно-программного комплекса для осуществления способа.
Программная часть состоит из следующих блоков:
1. Программное обеспечение (на фиг. 2 ПО), установленное на сварочном оборудовании (блок 1.4.), содержащее следующие блоки:
- блок 2.2. программный блок удаленного мониторинга и управления (ПБУМУ),
- блок 2.1. программный блок идентификации пользователя (ПБИП),
- блок 2.3. программный блок идентификации материалов и изделий (ПБИМИ).
2. Программное обеспечение Wi-Fi роутера.
3. Блок 2.5. Программное обеспечение ЭВМ-сервер (ПО ЭВМ-сервер).
4. Блок 2.4. Программное обеспечение ЭВМ-база данных (ПО ЭВМ-база данных).
5. Блок 2.9. Программное обеспечение ЭВМ пользователя (ПО ЭВМ пользователя).
6. Блок 2.7. Программное обеспечение ЭВМ-удаленного пользователя (ПО ЭВМ-удаленного пользователя).
7. Блок 2.6. Программное обеспечение ЭВМ-web-сервер (ПО ЭВМ-web-сервер ).
8. Программное обеспечение для организации работы локальной вычислительной сети (ЛВС).
Блок 2.2. Программный блок удаленного мониторинга и управления (ПБУМУ) представляет собой набор программных модулей, взаимодействующих между собой:
1 Программный модуль беспроводной связи;
2 Программный модуль микропроцессорный управляющий;
3 Программный модуль сбора данных;
4 Программный модуль ограничения регулировок сварочных параметров.
Программный блок модуля беспроводной связи обеспечивает прием информационных пакетов от модуля микропроцессорного управляющего, преобразование данных пакетов для передачи в беспроводной сети, а также их отправку в модуль микропроцессорный управляющий.
Программный блок модуля микропроцессорного управляющего обеспечивает логику работы блока удаленного мониторинга и управления: прием сведений, поступающих с модуля сбора данных, формирование из них информационных пакетов, с определенной периодичностью отправляемых в модуль беспроводной связи и далее на ЭВМ-сервер (блок 1.6.); длительное накопление и хранение сведений, поступающих с модуля сбора данных, во внутренней энергонезависимой памяти при отсутствии связи между модулем беспроводной связи и ЭВМ-сервер (блок 1.6.), и отправку накопленных сведений при восстановлении; прием от ЭВМ-сервер (блок 1.6.) через модуль беспроводной связи данных о технологически заданных диапазонах значений сварочных параметров (напряжение на дуге, скорость подачи проволоки и др.) и обеспечение невозможности нарушения технологии сварочного процесса сварщиками за счет передачи команд управления в модуль ограничения регулировок сварочных параметров.
Программный блок модуля сбора данных обеспечивает: программную фильтрацию и обработку сигналов, принятых аппаратной частью, обработку информационных протоколов различных периферийных устройств (сканер штрих-кода, считыватель персонального идентификационного ключа и др.), передачу данных в модуль микропроцессорный управляющий.
Программный блок модуля ограничения регулировок сварочных параметров обеспечивает формирование сигналов на дискретных и аналоговых каналах вывода, а также формирование команд, отправляемых по цифровым каналам передачи данных, для реализации удаленного управления функционированием сварочного оборудования: блокировка или разрешение сварки, установка неизменяемых сварочных параметров, наложение ограничений на возможный диапазон регулировок сварочных параметров, доступных сварщику посредством штатных органов управления сварочным оборудованием, и др.
Блок 2.1. Программный блок идентификации пользователя (ПБИП) обеспечивает передачу идентификационной информации считанной аппаратной частью с носителя персонального идентификационного ключа пользователя (пропуск сварщика, пластиковая карта и др.) в блок удаленного мониторинга и управления для последующей обработки.
Блок 2.3. Программный блок идентификации материалов и изделий (ПБИМИ) обеспечивает передачу информации со сканера штрих-кода в блок удаленного мониторинга и управления (блок 1.1.) для последующей обработки.
Программное обеспечение Wi-Fi роутера - может представлять собой обычное программное обеспечение для Wi-Fi роутера (блок 1.5.), настроенное и дополненное необходимыми компонентами для работы по данному способу.
Блок 2.5. Программное обеспечение ЭВМ-сервер (ПО ЭВМ-сервер) обеспечивает:
1. прием, обработку и отправку для хранения в базе данных аппаратно-программного комплекса, сведений, полученных от блока удаленного мониторинга и управления (блок 1.1.) из состава сварочного оборудования (блок 1.4.).
2. формирование и отправку информационных пакетов, содержащих команды управления сварочным оборудованием, по специальному алгоритму, учитывающему такие факторы как тип оборудования, задачи, поставленные авторизовавшемуся на сварочном оборудовании (блок 1.4.) пользователю, выбранную к выполнению операцию, допустимые значения сварочных параметров в соответствии с технологической картой, длительность рабочей смены и др.
Оно может представлять собой обычное программное обеспечение для сервера, настроенное и дополненное необходимыми компонентами для работы по данному способу.
Блок 2.4. Программное обеспечение ЭВМ-база данных (ПО ЭВМ-база данных) - может представлять собой обычное программное обеспечение для баз данных, настроенное и дополненное необходимыми компонентами для работы по данному способу.
Блок 2.9. Программное обеспечение ЭВМ - пользователя (ПО ЭВМ-пользователя) это специальное программное обеспечение рабочих мест сотрудников различных служб предприятия, обеспечивающее:
1. предоставление интерфейса для работы с аппаратно-программным комплексом различным пользователям с разграничением прав доступа;
2. ввод (редактирование) сведений в базе данных аппаратно-программного комплекса информации об оборудовании, пользователях, изготавливаемых деталях и изделиях, технологиях сварочных операциях, о результатах контроля продукции, распределении и назначении заданий исполнителям работ, назначенных режимах работы сварочного оборудования и др.
3. визуализация состояния (техническое, оперативное, исправное, работоспособное и др.) сварочного оборудования в реальном времени, а также значений сварочных параметров, выставленных с помощью штатных органов управления (напряжение, скорость подачи проволоки, режим сварки, номер программы, количество тактов и др.), значения сварочных параметров во время сварки и др.
4. предоставление интерфейса для построения различных отчетов:
4.1. снимки рабочего времени оборудования и сварщиков - отчеты, содержащие сведения о распределении в рабочей смене времени работы и простоя (паузы) сварочного оборудования и сварщиков, влияющие на зарплату рабочего-сдельщика, о суммарном времени работы и простоя сварщиков, о суммарном времени работы, простоя и неисправностей оборудования, о проценте загрузки работой оборудования и сварщиков, и др.
4.2. паспорт оборудования - отчет, содержащий сведения об оборудовании: тип, даты изготовления и ввода в эксплуатацию, неисправностях и отказах в работе, по наработке, о проведении технического обслуживания и ремонтов и др.
4.3. паспорт сварщика - отчет, содержащий сведения о карьере, профессиональных навыках и умениях сварщика, о качестве выполненных работ и др.
4.4. паспорт изделия - отчет, содержащий сведения: какой сварщик, когда, по какой технологии и с помощью каких сварочных оборудования и материалов изготовил сварные швы детали изделия, какой контролер оценивал работу и др.
4.5. расход сварочных материалов - отчет, содержащий сведения об используемых сварочных материалах, расходе материалов за период, прогноз потребностей в материалах и др.
4.6. прогноз дефектов - отчет, содержащий сведения о прогнозе возможных мест появления дефектов, требующих более пристального внимания при проведении контрольных операций
4.7. прогноз производства - отчет, содержащий сведения о прогнозируемых сроках изготовления изделий, затратах времени на выполнение операции и себестоимость операций и деталей изделия.
Оно зависит от типа и вида вычислительной сети, существующей на предприятии, и может представлять собой обычное программное обеспечение web-сервера (блок 1.7.), используемое для построения вычислительной сети с выходом в сеть Internet, настроенное и дополненное необходимыми компонентами для работы в сети по данному способу.
Блок 2.7. Программное обеспечение ЭВМ - удаленного пользователя (ПО ЭВМ - удаленного пользователя) позволяет мобильным устройствам удаленных пользователей (блок 1.8.) работать с аппаратно-программным комплексом по данному способу.
Блок 2.6. Программное обеспечение ЭВМ-web-сервер (ПО ЭВМ-web-сервер ) - зависит от типа и вида вычислительной сети, существующей на предприятии, и может представлять собой обычное программное обеспечение web-сервера (1.7.), используемое для построения вычислительной сети с выходом в сеть Internet, настроенное и дополненное необходимыми компонентами для работы в сети по данному способу.
Программное обеспечение для организации работы локальной вычислительной сети (ЛВС) - зависит от типа и вида локальной вычислительной сети, существующей на предприятии, и может представлять собой обычное программное обеспечение, используемое для построения локальной вычислительной сети, настроенное и дополненное необходимыми компонентами для организации работы сети по данному способу.
Аппаратно-программный комплекс работает следующим образом.
Для реализации способа производственное помещение оснащается сварочным оборудованием (блок 1.4.), которое может работать в составе аппаратно-программного комплекса или модернизируется существующее оборудование, разворачиваются беспроводная сеть Wi-Fi и локальная вычислительная сеть (возможно использование существующей сети), приобретается или выделяется оборудование, необходимое для работы аппаратно-программного комплекса.
Производится настройка вычислительных сетей и оборудования, вводятся сведения необходимые для работы аппаратно-программного комплекса. Ввод необходимых сведений и управление работой аппаратно-программного комплекса осуществляется авторизованными пользователями в зависимости от своих должностных обязанностей.
При вводе сведений, необходимых для работы аппаратно-программного комплекса, в базу данных ЭВМ-база данных (блок 1.9.) вносятся учетные записи сотрудников (уникальные логин и пароль, а также уровень доступа в соответствии с должностными обязанностями). Каждому сотруднику, работающему со сварочным оборудованием (блок 1.4.), выдается носитель персонального идентификационного ключа пользователя (пропуск сварщика, пластиковая карта и др.) для авторизации пользователя при работе со сварочным аппаратом (блок 1.4.).
В процессе подготовки производства, для выполнения заказа на изготовление деталей, ответственные технические службы предприятия выполняют технологическую подготовку производства, при которой определяют и заносят в базу данных (программная часть) ЭВМ-база данных (блок 2.4.) следующие сведения: изготавливаемые изделия, состав изделий, сборочные единицы, сварочные операции, технологические карты операций, карты контроля изделий, сведения по заготовкам и расходным материалам и наклеивают штрих-коды на них, сведения по параметрам сварки в соответствии с технологической картой, и т.д.
В процессе непосредственного производства, лица, ответственные за выполнение плана, организацию и контроль производства, распределяют задачи между исполнителями (сварщиками, инженерными службами, руководителями, отвечающими за соответствующее направление работ и др.), назначают приоритеты и сроки исполнения и вводят все эти сведения в базу данных (программная часть) ЭВМ-база данных (блок 2.4.) для последующего использования.
Исполнители заданий (сварщики, контролеры и др.) с ЭВМ-пользователя (блок 1.10.) входят в аппаратно-программный комплекс под своими учетными записями, изучают назначенные им задачи, выбирают одну задачу для выполнения в данный момент и приступают к выполнению. Исполнители могут отказаться от выполнения задачи, указав причину.
Перед началом работы сварщики авторизуются на сварочном аппарате, блок удаленного мониторинга и управления (блок 1.1.), установленный на сварочном аппарате (блок 1.4.), отправляет данные на ЭВМ-сервер (блок 1.6.), где специальное программное обеспечение ЭВМ-сервер (блок 2.5.), в зависимости от выбранного сварщиком задания, вычисляет и отправляет для установки в сварочном оборудовании (блок 1.4.), сварочные параметры в соответствии с технологией. Без авторизации работа на сварочном аппарате (блок 1.4.) невозможна. При необходимости контроля используемых сварочных материалов, сварщик считывает сканером штрих-код с заряженных в аппарат материалов и штрих-код с заготовки детали изделия. После выполнения задачи исполнители с ЭВМ-пользователя (блок 1.10.) отчитываются о результатах работы используя соответствующий интерфейс аппаратно-программного комплекса.
Технологией производства для каждой операции задаются допустимые диапазоны значений сварочных параметров, в которых обеспечивается требуемое качество сварного шва, для того, чтобы сварщик имел возможность подстройки параметров под текущие условия сварки (удаленность места сварки от присоединенного к изделию электрода, температура окружающего воздуха, состояние поверхности металла и др.).
При необходимости возможна корректировка допустимого диапазона подстройки сварочных параметров посредством внесения изменений в технологическую карту процесса соответствующими техническими службами.
Документирование процессов изготовления изделий выражается в формировании комплексом паспорта изделия. Паспорт изделия содержит подробную спецификацию, а также полную информацию по каждой составной части: сведения по исполнителям (технологи, мастера, сварщики, контролеры), сведения по расходным материалам, используемым в процессе производства, фактические режимы сварки, технологические операционные карты, карты контроля, фактический график изготовления.
Регистрация и долгосрочное хранение детализированной информация о сварочных процессах, прозрачность и наглядность сварочного процесса за счет документирования комплексом процесса изготовления деталей изделия, возможность применения обоснованного и доказательного административного воздействия, мотивирует специалистов более внимательно и ответственно подходить к должностным обязанностям, что в конечном итоге, способствует повышению качества выпускаемой продукции и снижению вероятности брака и появления скрытых дефектов при операциях сварки.
Регистрация результатов проверки качества выполнения операции назначенной службой предприятия с учетом жесткой привязки факта выполнения операции к конкретному сварщику обеспечивает возможность автоматизированного сбора оперативной информации по качеству работы каждого сварщика, а также получить срез рабочего времени каждого сварщика.
Повышение прозрачности и документирование производственных процессов, связанных с применением электрической дуговой сварки, обеспечивается за счет фиксации и долгосрочного хранения в базе данных аппаратно-программного (блок 2.4.) комплекса фактов работы каждого сварщика на конкретном сварочном аппарате (блок 1.4.) при выполнении конкретной операции в соответствии с конкретными параметрами сварки, заданными технологией производства.
Повышение качества, снижение вероятности брака и появления скрытых дефектов, уменьшение влияния человеческого фактора на качество продукции при выполнении операций обеспечивается за счет аппаратного ограничения, в соответствии с разработанной технологией производства (технологические операционные карты), возможностей сварщиков по регулированию значений сварочных параметров штатными органами управления оборудования.
Обеспечение возможности удаленного контроля (наблюдения) в реальном времени за выполнением сварочного процесса и сварочных операций, готовностью производимых деталей и изделий, за качеством работы сварщиков, за состоянием сварочного оборудования, обеспечение возможности автоматизированного планирования работ по техническому обслуживанию сварочного оборудования, обеспечение возможности автоматизированного учета расхода и планирования потребностей в сварочных материалах, применяемых на производстве обеспечивается специальным программным обеспечением ЭВМ-пользователя (блок 2.9.) и ЭВМ-web-сервер (блок 2.6.). Запрет установки сварщиком параметров процесса, не соответствующих технологии производства, способствует исключению фактора недобросовестности при выполнении технологической операции, что могло бы проявиться в сознательном применении параметров сварки для повышения показателей производительности, при этом получается дефектный сварной шов, причем, зачастую, дефекты таких сварных швов могут выявляться только при применении специальных методов контроля (ультразвуковой контроль, рентгеноскопия).
Технический результат состоит в повышении качества выполнения технологической операций сварщиком, снижении вероятности брака и появления скрытых дефектов на операциях сварки, полном документировании процесса изготовления изделия.
Способ автоматизации сварочного процесса изготавливаемых изделий, осуществляемого с использованием аппаратно-программного комплекса, сервера и по меньшей мере одного сварочного аппарата, включающий ввод на сервер сведений об изготавливаемых изделиях, составе изделий, сборочных единицах, сварочных операциях, технологических картах операций, картах контроля изделий, сведений по заготовкам и расходным материалам, сведений по параметрам сварки в соответствии с технологической картой и данных о распределении задач между исполнителями и нанесение штрихкодов на заготовки изделия и расходные материалы, после чего осуществляют регистрацию исполнителя в аппаратно-программном комплексе под его учетной записью, выбор исполнителем задачи и ее выполнение, причем перед началом сварки осуществляют авторизацию исполнителя на сварочном аппарате, данные которой отправляют на сервер, посредством которого на сварочном аппарате устанавливают допустимые диапазоны значений сварочных параметров в соответствии с технологической картой, причем посредством аппаратно-программного комплекса обеспечивают запрет установки параметров процесса, не соответствующих технологической карте, при этом осуществляют считывание сканером штрихкода с занесенных в сварочный аппарат данных о материалах и штрихкода с заготовки детали изделия и посредством аппаратно-программного комплекса обеспечивают сбор и передачу данных на сервер, определяют логику работы удаленного мониторинга и управления, причем после выполнения сварки полученные результаты вводят в аппаратно-программный комплекс под учетной записью исполнителя, при этом посредством сервера осуществляют регистрацию результатов проверки качества выполнения операции, с помощью аппаратно-программного комплекса формируют паспорт изделия, содержащий подробную спецификацию, информацию по каждой составной части изделия, и полученные сведения направляют с помощью аппаратно-программного комплекса на сервер, в котором осуществляют накопление и хранение поступающих сведений.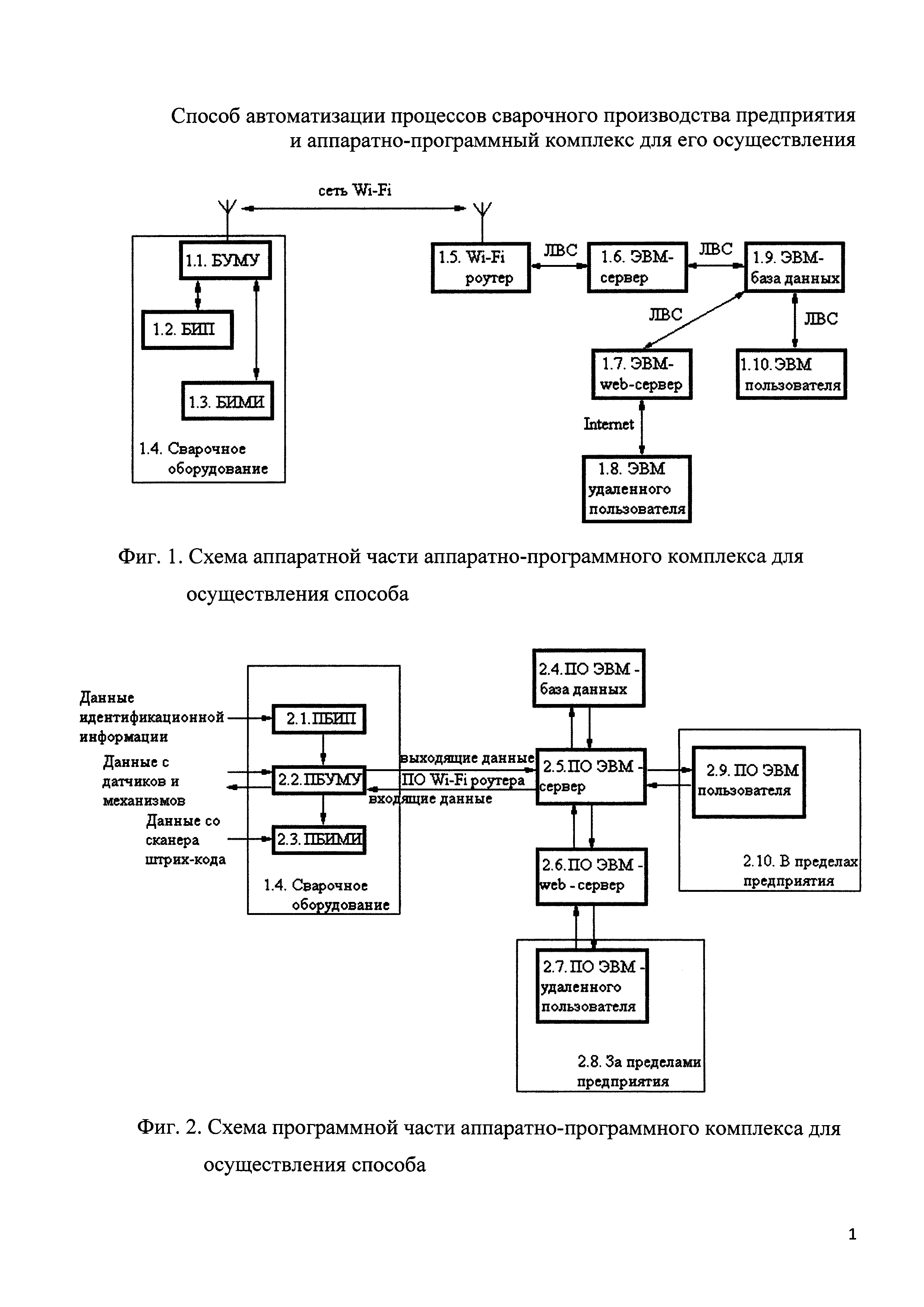
Способ определения границы вода-цемент в промежутке между трубами в углеводородной скважине
Определение степеней уверенности, связанных со значениями атрибутов информационных объектов
Использование верифицированных пользователем данных для обучения моделей уверенности
Способ совмещения элементов многокристальных модулей для капиллярной сборки и установка для его реализации
Контактный узел на встречных контактах с капиллярным соединительным элементом и способ его изготовления

