Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ТРЁХСЛОЙНЫХ ПАНЕЛЕЙ СЛОЖНОЙ КРИВИЗНЫ
Вид РИД
Изобретение
Изобретение относится к способу изготовления сотовых трехслойных панелей на основе сотового заполнителя из стеклоткани и может быть использовано в ракето-, самолето- и судостроении, строительной, мебельной и упаковочной промышленности при изготовлении конструкций сложной кривизны.
Известен способ изготовления трехслойных панелей с двойной кривизной, где в качестве заполнителя используется полимеросотопласт, одна обшивка выполнена из стеклопласта, другая - из углепластика. Формование сотового заполнителя осуществляется в полуполимеризованном состоянии с последующей окончательной полимеризацией. Соединение заполнителя с обшивками обеспечивается пленочным клеем при автоклавном формовании, заделка панелей по периметру - самовулканизирующей пастой (Крысин В.Н., Крысин М.В. Технологические процессы формования, намотки и склеивания конструкций. М.: Машиностроение, 1989, с. 113, 114) - аналог 1.
Основным недостатком способа является ограниченность применения: возможно изготовление панелей с большим радиусом кривизны - 1000 мм и более.
Известен способ изготовления панелей с перегибами. В панели в зоне перегиба на необходимую ширину и глубину в зависимости от угла перегиба фрезеруются пазы с удалением части обшивки и сотового заполнителя. После этого панель изгибают на требуемый угол, пазы заполняют самовулканизирующейся пастой. Затем панель выдерживают в специальных приспособлениях до полной полимеризации пасты с сохранением формы панели (Крысин В.Н., Крысин М.В. Технологические процессы формования, намотки и склеивания конструкций. М.: Машиностроение, 1989, с. 115) - аналог 2.
К основным недостаткам указанного способа относятся:
1. Невозможность получения сотовых панелей сложной кривизны (цилиндр, сфера);
2. Необходимость дополнительного оборудования и оснастки.
Наиболее близким аналогом, принятым в качестве прототипа, является способ изготовления трехслойных панелей с двойной кривизной с применением специальных типов сотового заполнителя, способного к выкладке на цилиндрической поверхности. К таким типам относятся сотовые заполнители с гибкой ячейкой «Флекс» или прямоугольной ячейкой, а также сотовый заполнитель, получаемый нанесением клея на стеклоткань в виде полос трапециидальной формы (Павлов В.В., Костюков В.И., Кондаков B.C. Способ изготовления гнутых сотовых панелей. Сб.: Авиационные материалы. М.: ОНТИ ВИАМ, 1977, вып. 5, с. 62).
Данный способ не дает возможности получить панели сложной кривизны с сотовым заполнителем с ячейками в форме шестигранника.
Задача изобретения - обеспечить изготовление трехслойных панелей сложной кривизны на основе стеклопластикового сотового заполнителя с ячейками в виде шестигранника.
Технический результат решаемой задачи обеспечивается следующим образом.
1. Способ изготовления сотовых трехслойных панелей сложной кривизны, включающий соединение обшивок с сотовым заполнителем из стеклопластика, отличающийся тем, что на поверхности обшивок заданной кривизны, соединяемых с сотовым заполнителем, накладывают пленочный клей, в сотовом заполнителе с ячейками в форме шестигранника системно удаляют в зоне кривизны узловые соединения ячеек на высоту сотового заполнителя, выкладывают сотовый заполнитель на одну из обшивок и соединяют его со второй обшивкой, фиксируя сотовый заполнитель на обшивках посредством нагрева пленочного клея, затем панель вакуумируют и отверждают.
2. Способ по п. 1, отличающийся тем, что нагрев пленочного клея осуществляют тепловым феном и отверждение проводят в автоклаве.
3. Способ по п., п. 1, 2 отличающийся тем, что отверждение проводят в термостате.
Для придания гибкости стеклопластиковому сотовому заполнителю производится системное удаление узловых соединений не по всей площади сотового заполнителя, а только в предполагаемых зонах сложной кривизны трехслойной панели.
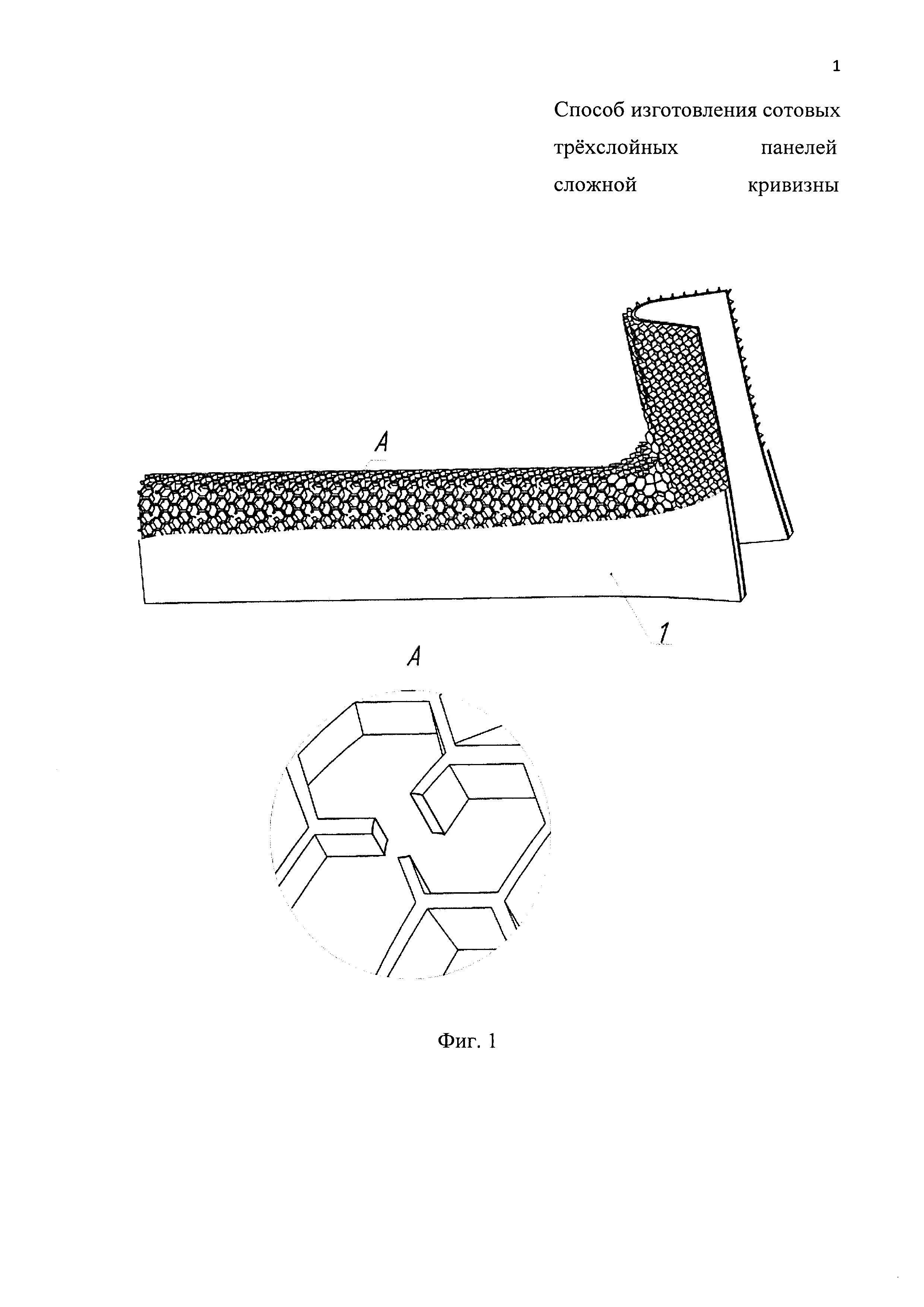
На фиг. 1 показан общий вид сотовой панели 1. Вид А иллюстрирует удаленные узловые соединения ячеек сотового заполнителя.
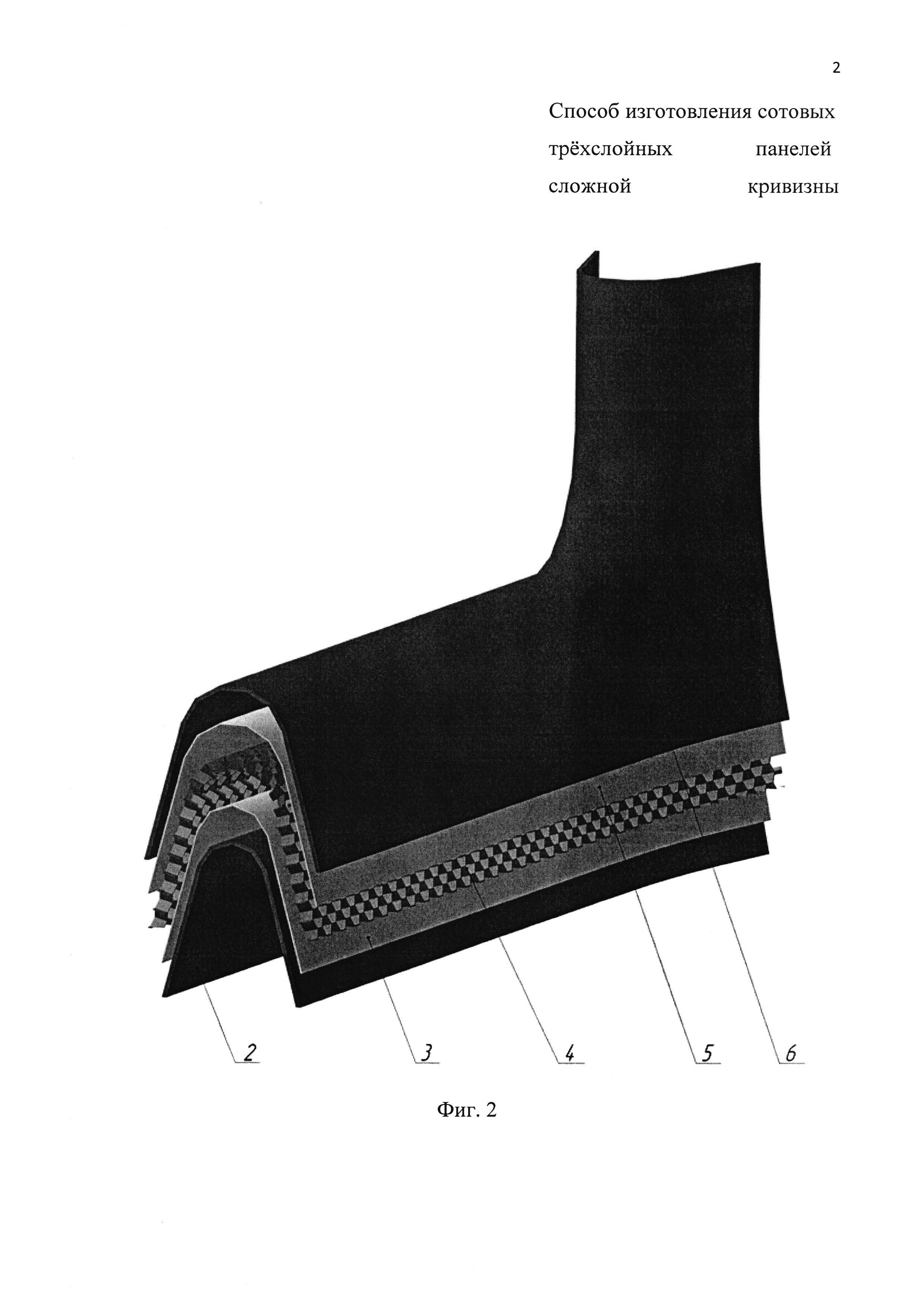
На фиг. 2 показан порядок сборки трехслойной панели 1. На отформованную внутреннюю обшивку 2 наносят пленочный клей 3 и размягчают его посредством теплового фена. Далее укладывают стеклопластиковый сотовый заполнитель 4 с удаленными узловыми соединениями в зоне кривизны трехслойной панели 1. С помощью теплового фена стеклопластиковый сотовый заполнитель фиксируют посредством пленочного клея 3 на внутренней обшивке 2. Далее пленочный клей 5 наносят на отформованную внешнюю обшивку 6, которую совмещают с внутренней обшивкой 2 и зафиксированным на ней стеклопластиковым сотовым заполнителем 4.
Пример 1. На поверхности отформованных обшивок на основе препрега Т-10-14-ЭНФБ наносят клеевую пленку ВК-36Р (ТУ 1-596-389-96). На стеклопластиковом сотовом заполнителе ССП-1-8Э (ТУ 1-596-452-2005) в виде сотовой панели высотой 15±0,15 мм проводят системное удаление узловых соединений в зоне сложной кривизны на всю ее высоту. Затем сотовую панель с помощью теплового фена фиксируют на поверхности пленочного клея одной из обшивок. Далее на стеклопластиковый сотовый заполнитель накладывают другую обшивку. Затем полученную заготовку панели упаковывают в вакуумный мешок, проводят вакуумирование и отверждают при температуре 150±5°C и вакуумном давлении 0,7-1,0 атм в течение 5 ч в термостате. После чего панель распрессовывают и подвергают мехобработке.
Пример 2. Изготавливали сотовую трехслойную панель сложной кривизны по примеру 1, но формование проводили в автоклаве при избыточном давлении 1 атм.
Данный способ позволяет изготавливать сотовые трехслойные панели сложной кривизны, имеющие небольшие габариты, из одной заготовки сотового заполнителя, что влечет за собой снижение весовых характеристик изделия и трудовых затрат при его производстве.

Способ определения толщины изделия при одностороннем доступе
Способ формования заготовок изделий сложной формы из порошка кремния
Способ получения высокоплотных водных шликеров на основе литийалюмосиликатного стекла
Способ изготовления керамических изделий
Способ изготовления изделий из стеклокерамики литийалюмосиликатного состава
Способ получения гранулята кремния для аддитивного производства изделий из реакционносвязанных нитридов и карбидов кремния
Способ крепления термоэлектрического преобразователя температуры на поверхности керамических материалов
Способ определения предела прочности при растяжении керамических и композиционных материалов при индукционном нагреве
Способ изготовления емкостей для термообработки сыпучих материалов
Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления
Композитная формообразующая оснастка для формования изделий из полимерных композиционных материалов
Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов
Вакуумный пост для изготовления электровакуумного прибора

