Результат интеллектуальной деятельности: Способ соединения кремниевых пластин
Вид РИД
Изобретение
Изобретение относится к измерительным устройствам и может быть использовано в микроэлектромеханических системах при производстве интегральных датчиков.
Известен способ [1] соединения кремниевых пластин с использованием промежуточного слоя алюминия. По контуру соединяемых пластин наносят слой алюминия толщиной 1-2 мкм, соединяемые пластины сжимают с легким усилием в пакет, после чего пакет нагревают до температуры 600°С. Происходит диффундирование алюминия в кремний, в результате чего происходит сращивание кремниевых пластин.
Недостатком способа является то, что в месте соединения слой алюминия имеет температурный линейный коэффициент расширения (ТЛКР) на порядок выше по сравнению с кремнием. По этой причине интегральные датчики, выполненные по данной технологии, имеют температурную нестабильность характеристик, что в результате приводит к снижению их точности.
Наиболее близким к заявляемому способу является способ [2] соединения кремниевых пластин, при котором на соединяемых пластинах намечают точки соединения, в которых выполняют контактные площадки, контактные площадки в точках соединения намечают реперными знаками, в точках соединения в пластинах вытравливают пирамидальные сквозные отверстия с внутренними стенками под углом 54,4 градусов, вокруг пирамидальных отверстий в соединяемых пластинах выполняют разгрузочные канавки на глубину порядка 10-20 мкм, соединяемые пластины совмещают по реперным знакам и сжимают с силой до 10 Н, каналы пирамидальных отверстий направляют расширяющимися частями в противоположные стороны, после чего каналы заполняют силикатным клеем и просушивают при температуре 70-80°С.
Недостатком способа является вероятность затекания силикатного клея за пределы точек соединения, а также неравномерность заполнения пиромидальных отверстий, например, наличие воздушных пузырей, что уменьшает прочность соединения кремниевых пластин, в результате чего снижается надежность интегрального датчика.
Технический результат заявленного изобретения заключается в повышении точности и надежности интегральных датчиков.
Задачей, на решение которой направлено заявленное изобретение, является обеспечение стабильности размеров и зазоров в процессе соединения кремниевых пластин.
Поставленная задача решается за счет способа соединения кремниевых пластин, характеризующегося тем, что на первой и второй соединяемой пластинах намечают точки соединения, в точках соединения в первой соединяемой пластине вытравливают сквозные отверстия, во второй соединяемой пластине формируют выступы, размеры которых равны размерам сквозных отверстий на первой соединяемой пластине, затем первую и вторую соединяемые пластины соединяют с совмещением сквозных отверстий и выступов, после чего сжимают с давлением 2 кПа и производят соединение путем применения лазерной сварки кремния в среде азота в местах соединения граней сквозных отверстий и выступов.
Одним существенным признаком заявленного способа является формирование выступов на одной из соединяемых пластин, размеры которых соответствуют вытравленным отверстиям другой соединяемой пластины.
Еще одним существенным признаком заявленного способа является применение лазерной сварки для расплавления кремния в местах соединения выступов и сквозных отверстий соединяемых пластин, что позволяет формировать однородный соединяемый слой, ТКЛР которого равен ТКЛР кремния.
Описанный способ реализуется следующим образом (см чертеж). Например, на соединяемых пластинах 1, 2 намечают точки соединения. В точках соединения в первой соединяемой пластине 1 вытравливают сквозные отверстия 3, на соединяемой пластине 2 формируют выступ 4. Соединяемые пластины соединяют таким образом, что выступы 4 проникают в сквозные отверстия 4, затем сжимают с давлением до 2 кПа, после чего расплавляют кремний посредством лазерной сварки в местах 5 соединения граней выступов и сквозных отверстий.
Применение вышеописанного способа позволяет повысить точность интегральных датчиков за счет обеспечения точного совмещения пластин по выступам и сквозным отверстиям, а также повысить надежность за счет уменьшения температурного напряжения на границе соединения кремниевых пластин из-за образования в месте соединения материала, идентичного по температурным характеристикам кремнию.
Источники информации
1. Вавилов В.Д. Интегральные датчики. Изд-во НГТУ, Н. Новгород. 2003, 504 стр.
2. Заявка на изобретение РФ №2016119471 от 19.05.2016 г.
Способ соединения кремниевых пластин, характеризующийся тем, что на первой и второй соединяемых пластинах намечают точки соединения, в точках соединения в первой соединяемой пластине вытравливают сквозные отверстия, во второй соединяемой пластине формируют выступы, размеры которых равны размерам сквозных отверстий на первой соединяемой пластине, затем первую и вторую соединяемые пластины соединяют с совмещением сквозных отверстий и выступов, после чего сжимают с давлением 2 кПа и производят соединение путем применения лазерной сварки кремния в среде азота в местах соединения граней сквозных отверстий и выступов.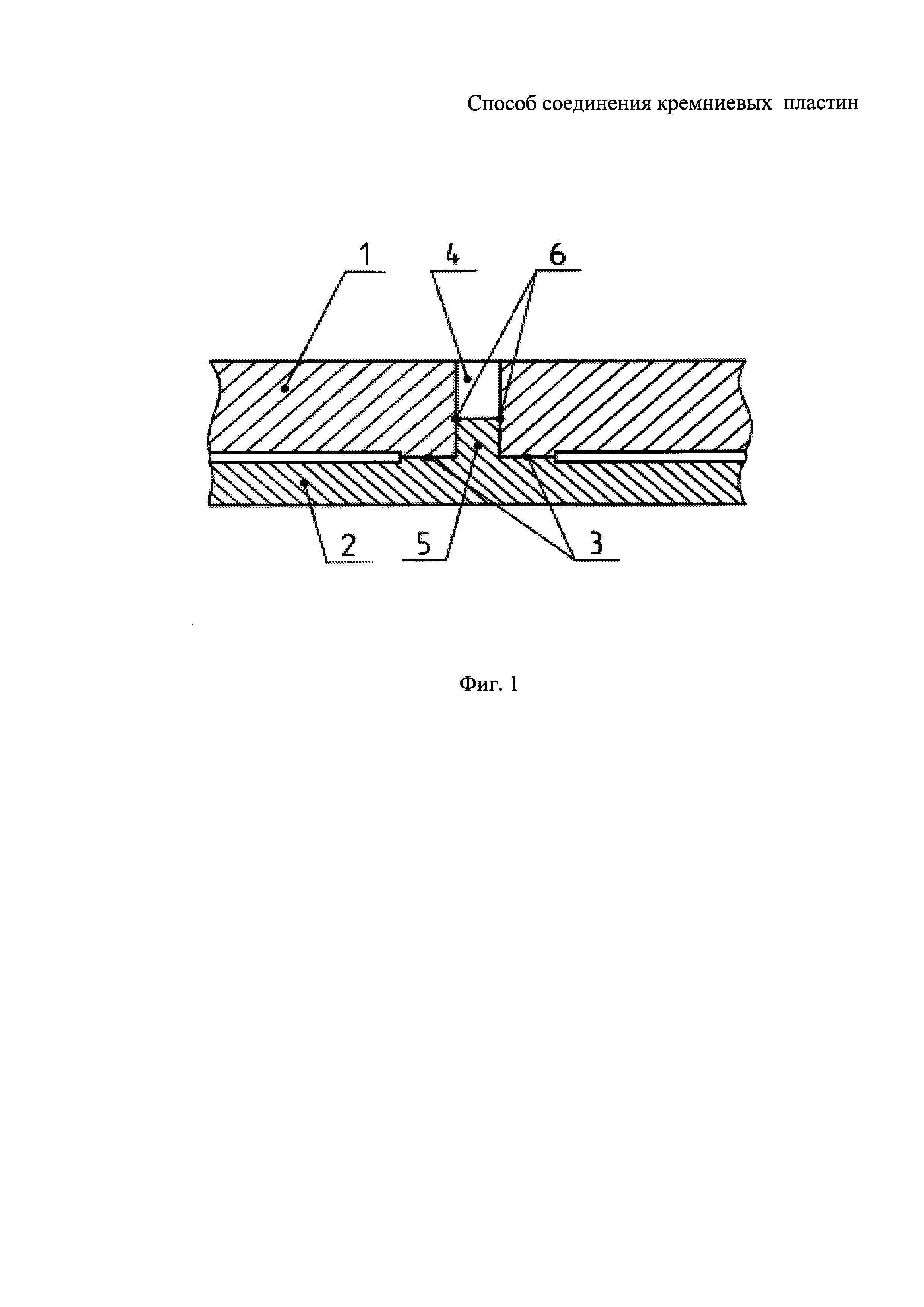
Способ управления чувствительным элементом и формирования выходного сигнала вибрационного кориолисова гироскопического датчика угловой скорости
Способ изготовления глубокопрофилированных структур в кремниевой пластине
Способ определения зенитного угла и азимута скважины и гироскопический инклинометр
Электронный преобразователь акселерометра
Интегрированная система резервных приборов летательного аппарата
Устройство для временной синхронизации импульсов
Интегрированная система резервных приборов
Компенсационный акселерометр
Датчик угловой скорости на базе динамически настраиваемого гироскопа
Чувствительный элемент углового акселерометра
Чувствительный элемент углового акселерометра
Способ диффузионной сварки многослойного пакета из стекла и монокристаллического кремния
Магниторезистивный датчик перемещений
Емкостный датчик перемещений
Способ соединения кремниевых пластин
Способ управления чувствительным элементом и формирования выходного сигнала вибрационного кориолисова гироскопического датчика угловой скорости
Способ восстановления строительного подъема пролетных металлических балок коробчатого сечения
Чувствительный элемент микромеханического гироскопа
Способ изготовления глубокопрофилированных структур в кремниевой пластине
Электронный преобразователь акселерометра

