Результат интеллектуальной деятельности: Способ автоматической обработки крупногабаритных тонкостенных изделий
Вид РИД
Изобретение
Изобретение относится к области обработки (обрезки технологических припусков, краев, заусенцев, вскрытию технологических окон и др.) крупногабаритных тонкостенных изделий из металлов, конструкционных материалов, пластмасс и др.
Известно устройство слежения за траекторией в реальном масштабе времени при лазерной сварке с помощью робота, которое содержит программируемый логический контроллер, робот, устройство управления лазерной сваркой и сенсор, содержащий видеокамеру и устройство для обработки видеоданных. Сенсор расположен на устройстве лазерной сварки, он получает данные о положении и форме заготовки с помощью видеокамеры и корректирует траекторию движения устройства для лазерной сварки в реальном масштабе времени (см. CN 204413407 (U), МПК B23K26/21, 24.06.2015).
Недостатком этого устройства является то, что для качественной сварки видеосистема всегда должна точно определять изображение стыка свариваемых изделий. По CAD-моделям сваривать две детали нельзя, так как их точное базирование в рабочей области робота в рассматриваемом устройстве не предусмотрено.
Известен способ базирования крупногабаритных обводообразующих деталей, их механической обработки и сборки, включающий автоматическую настройку дискретных опор подвижных секций, ориентирование обводообразующей детали и фиксацию ее на опорах с помощью вакуумных прихватов, а также механическую обработку детали, использующий стойку с упорами и приводами, связанными с системой ЧПУ, перед автоматической настройкой дискретных опор на основе математической модели обводообразующей детали определяют координаты по оси OY в ортогональной системе координат XYZ осей подвижных секций и углы их поворота, а также координаты по оси OX стойки в соответствующих позициях и координаты упоров по оси OY в указанных позициях, автоматическую настройку дискретных опор подвижных секций осуществляют путем установки в указанные позиции и поворота подвижных секций, последовательной установки в соответствующие позиции и поворота стойки, выдвижения упоров стойки по оси OY на расчетные значения, а также централизованного подвода к ним в каждой позиции и фиксации опор подвижных секций, ориентирование обводообразующей детали производят по двум базовым отверстиям, для механической обработки детали используют робототехнический комплекс, включающий промышленный робот с многофункциональной головкой, в процессе механической обработки производят обработку детали по контуру и сверление сборочных отверстий многофункциональной головкой по программе при последовательном позиционировании промышленного робота в заданных позициях, после чего осуществляют операции по сборке панели с использованием упомянутых сборочных отверстий обводообразующей детали и сверление отверстий в полученной в результате сборки панели с использованием многофункциональной головки (см. RU 2165836 (С2), МПК B23P21/00, 27.04.2001).
Этот способ по своей технической сущности является наиболее близким к предлагаемому изобретению. Однако при фиксации тонкостенных крупногабаритных изделий описанным выше способом очень часто происходит смещение их положения и изменение ориентации в рабочей зоне многостепенного манипулятора. В результате реальное положение и ориентация изделия после фиксации не совпадет с ее математической моделью. Поэтому при точной обработке каждой такой детали потребуется дополнительно осуществлять коррекцию управляющей программы робота, на которую будет затрачено значительное время.
Задачей изобретения является устранение указанного выше недостатка и, в частности, сокращение времени на выполнение операций базирования и фиксации деталей, а также на формирование скорректированных траекторий их обработки с использованием эталонных CAD-моделей.
Технический результат изобретения заключается в автоматизации процессов формирования скорректированных траекторий движения режущих инструментов после базирования и фиксации обрабатываемых изделий. При этом задание траекторий движения режущего инструмента выполняется на основе комплексирования данных, получаемых от используемой системы технического зрения и эталонных CAD-моделей изделий.
Поставленная задача решается тем, что способ автоматической обработки тонкостенных крупногабаритных изделий, включающий автоматическую настройку опор устройства фиксации на основе эталонной полигональной CAD-модели изделия, заданной в первой системе координат и содержащей траекторию обработки, которая представляет собой интерполяционную кривую, проходящую через базовые точки, загрузку этой модели в управляющую манипулятором ЭВМ, содержащую систему управления, с системой технического зрения, работающую в первой системе координат, ориентирование обрабатываемого изделия и фиксацию его с помощью вакуумных присосок опор в рабочей зоне манипулятора, задание посредством системы управления манипулятором режима движения рабочего инструмента, установленного на манипуляторе, с обеспечением заданной обработки изделия отличается тем, что посредством системы технического зрения получают трехмерную модель зафиксированного изделия в виде облака точек во второй системе координат, в которой работает система технического зрения, и пересчитывают координаты каждой точки полученного облака из второй системы координат в первую систему координат, в каждом полигоне эталонной полигональной CAD-модели после загрузки в управляющую ЭВМ находят его геометрический центр, который делит этот треугольник на три новых, в каждом новом треугольнике находят геометрический центр, который делит его еще на три новых и так до тех пор пока общее количество точек на эталонной полигональной CAD-модели не станет сопоставимо с количеством точек в облаке, полученном от системы технического зрения, затем координаты вершин всех исходных и полученных треугольников сохраняют, формируя уплотненное облако точек, затем выполняют совмещение исходного и уплотненного облаков точек с помощью стандартного итеративного метода ICP (Iterative Closest Points) поиска ближайших точек, по итогам совмещения получают функцию с оптимальным параметром функции трансформации, применяют ее к координатам базовых точек траектории обработки и получают координаты базовых точек траектории обработки на зафиксированном крупногабаритном тонкостенном изделии, выполняют интерполяцию траектории по базовым точкам.
Сопоставительный анализ признаков заявляемого способа с признаками аналога и прототипа свидетельствует о его соответствии критерию «новизна».
При этом отличительные признаки формулы изобретения предназначены для решения следующих функциональных задач.
Признак «…посредством системы технического зрения получают трехмерную модель зафиксированного изделия в виде облака точек во второй системе координат, в которой работает система технического зрения, и пересчитывают координаты каждой точки полученного облака из второй системы координат в первую систему координат …» обеспечивает автоматическое получение трехмерной модели обрабатываемого изделия и пересчет координат каждой точки из этого облака из системы координат, связанной с системой технического зрения, в систему координат, связанную с манипулятором. Если система технического зрения (оптический или лазерный сканеры, стереокамера и др.) не может захватить в один кадр все изделие сразу, то требуется линейное перемещение этой системы относительно этого изделия.
Признак «…в каждом полигоне эталонной полигональной CAD-модели после загрузки в управляющую ЭВМ находят его геометрический центр, который делит этот треугольник на три новых, в каждом новом треугольнике находят геометрический центр, который делит его еще на три новых и так до тех пор пока общее количество точек на эталонной полигональной CAD-модели не станет сопоставимо с количеством точек в облаке, полученном от системы технического зрения, затем координаты вершин всех исходных и полученных треугольников сохраняют, формируя уплотненное облако точек…» обеспечивает автоматическую подготовку эталонной CAD-модели изделия к последующей обработке.
Признак «…выполняют совмещение исходного и уплотненного облаков точек с помощью стандартного итеративного метода ICP (Iterative Closest Points) поиска ближайших точек, по итогам совмещения получают функцию с оптимальным параметром функции трансформации, применяют ее к координатам базовых точек траектории обработки и получают координаты базовых точек траектории обработки на зафиксированном крупногабаритном тонкостенном изделии, выполняют интерполяцию траектории по базовым точкам…» обеспечивает автоматическое формирование точной траектории движения рабочего инструмента манипулятора после закрепления изделия с возможным изменением его положения и ориентации.
На фиг. схематически показан способ автоматической обработки крупногабаритных тонкостенных изделий, где введены следующие обозначения: 1 – обрабатываемое изделие; 2 – опоры; 3 – устройство фиксации; 4 – первая система координат, в которой работает манипулятор; 5 – управляющая ЭВМ; 6 – многостепенной манипулятор; 7 – система управления манипулятора 6; 8 – вакуумные присоски; 9 – рабочий инструмент (лазер, устройство для гидроабразивного реза и др.); 10 – система технического зрения; 11 – вторая система координат, в которой работает система технического зрения 10.
Заявленный способ реализуется следующим образом.
С помощью системы 10 технического зрения сканируют закрепленное обрабатываемое изделие 1 и его координаты, полученные во второй системе 11 координат, запоминают в управляющей ЭВМ 5 в виде облака точек M. Если система 10 технического зрения не может сканировать крупногабаритное обрабатываемое изделие 1 одним кадром, то обеспечивают перемещение системы 10 технического зрения относительно изделия и делают несколько кадров, которые затем сшивают в управляющей ЭВМ 5, формируя единое облако М. После этого координаты каждой точки облака М, заданные во второй системе 11 координат, в управляющей ЭВМ 5 пересчитывают в первую систему 4 координат многостепенного манипулятора 6.
Затем с помощью управляющей ЭВМ 5 из базы данных выбирают полигональную CAD-модель обрабатываемого изделия 1, содержащую траекторию обработки, которая представляет собой интерполяционную кривую, проходящую через базовые точки. Эта полигональная модель представляет собой совокупность сегментов (поверхностей), описываемых набором треугольников, и содержит координаты всех вершин этих треугольников. Если оставить только координаты этих вершин, то полученное таким образом облако точек будет «разреженным». Его точки будут сосредоточены на изгибах модели и будут отсутствовать на более плоских участках. Это приведет к тому, что при последующем совмещении облака точек будут совмещаться с большими погрешностями.
Для уменьшения этих погрешностей требуется уплотнить облако точек, соответствующее CAD-модели. Для этого в каждом треугольнике, входящем в исходную полигональную CAD-модель, в зависимости от его площади генерируют дополнительные точки. Чем больше площадь треугольника, тем больше дополнительных точек генерируют. Для генерации дополнительных точек в каждом полигоне (треугольнике) CAD–модели выполняют следующие действия: находят его геометрический центр, который делит этот треугольник на три новых, в каждом новом треугольнике находят геометрический центр, который делит его еще на три новых и т.д. Затем координаты вершин всех (исходных и полученных) треугольников сохраняют, формируя, таким образом, уплотненное облако точек D. Количество точек в нем должно быть сопоставимо с количеством точек в облаке М, полученном от системы 10 технического зрения.
Затем трехмерную модель закрепленного обрабатываемого изделия 1, полученную в виде облака точек М в первой системе 4 координат, сопоставляют с облаком точек D и, соответственно, с траекторией обработки. При этом для сопоставления (совмещения) двух указанных облаков точек используют типовую процедуру компьютерной графики. Для этого используют локализацию заданного объекта в трехмерной сцене, применяя метод ICP (Iterative Closest Points) совмещения двух трехмерных моделей, представленных в виде облаков точек. Входными данными для работы этого метода являются два облака точек. Первое (передвигаемое) - уплотненное облако точек D, полученное из эталонной CAD-модели, а второе - облако M, полученное при сканировании.
Математически задачу совмещения двух облаков точек с помощью метода ICP формулируют в виде:
 , (1)
, (1)
 , (2)
, (2)
где E – ошибка совмещения облаков точек;
 - квадрат расстояния между точками в k-ой паре ближайших точек из облаков D и M;
- квадрат расстояния между точками в k-ой паре ближайших точек из облаков D и M;
 и
и  – точки из облаков D и M, соответственно;
– точки из облаков D и M, соответственно;
Nd, Nm - количество точек в облаках D и M, соответственно, которое может быть различным;
T(a, D) – функция трансформации облака точек D в облако точек M;
a – параметр функции трансформации;
a* – оптимальный параметр функции трансформации, который минимизирует функционал (1).
Для определенности передвигаемым облаком является облако D и Nm ≤ Nd.
Как видно из (1) и (2), задача совмещения двух облаков точек формулируется как задача минимизации среднеквадратичного расстояния между точками в парах ближайших точек этих облаков. При этом в параметр a функции T(a, D) входят элементы матрицы поворота и вектора смещения. Последовательность выполнения ICP на каждой итерации состоит из следующих шагов.
Для каждой точки , ищется ближайшая точка . Облака точек M и D при их построении часто содержат различное количество точек. При этом одной точке одного облака может соответствовать несколько ближайших к ней точек другого облака. В этом случае для одной точки одного облака формируется столько пар точек сколько ближайших к ней точек расположено в другом облаке, то есть Nd ≤ Nk.
Затем выполняется новый расчет параметра a функции T(a, D) с помощью известных способов численной оптимизации. После этого преобразование T(a, D) с новым параметром a применяется к облаку точек D. На следующем шаге с помощью выражения (1) рассчитывается ошибка E совмещения указанных облаков точек и сравнивается с предельным значением. Если полученное значение E для совмещаемых облаков точек М и D становится меньше предельного значения, то расчеты прекращаются. В противном случае указанные выше шаги расчетов продолжаются.
По итогам совмещения двух облаков получают функцию T(a*, D) трансформации облака точек D в облако точек M. Затем ее применяют к координатам базовых точек траектории обработки, заданной на исходной CAD-модели, и получают координаты базовых точек траектории обработки на зафиксированном в устройстве фиксации 3 обрабатываемого изделия 1, положение и ориентация которого отличается от исходной CAD-модели.
После интерполяции траектории по базовым точкам управляющая ЭВМ 5 включает режущий рабочий инструмент 9 и система управления 7 манипулятора 6 задает необходимый режим движения этого рабочего инструмента 9, обеспечивая обработку зафиксированного обрабатываемого изделия 1 с требуемой точностью по полученной траектории.
Реализация предложенного способа обработки крупногабаритных тонкостенных изделий из любых материалов не вызывает принципиальных затруднений, поскольку при его реализации используют только типовые системы и устройства.
Способ автоматической обработки тонкостенных крупногабаритных изделий, включающий автоматическую настройку опор устройства фиксации изделия на основе эталонной полигональной CAD-модели изделия, заданной в первой системе координат и содержащей траекторию обработки, которая представляет собой интерполяционную кривую, проходящую через базовые точки, загрузку этой модели в управляющую ЭВМ, содержащую систему управления манипулятором, с системой технического зрения, работающую в первой системе координат, ориентирование обрабатываемого изделия и фиксацию его с помощью вакуумных присосок упомянутых опор в рабочей зоне манипулятора, задание посредством системы управления манипулятором режима движения рабочего инструмента, установленного на манипуляторе, с обеспечением заданной обработки изделия, отличающийся тем, что посредством системы технического зрения получают трехмерную модель зафиксированного изделия в виде облака точек во второй системе координат, в которой работает система технического зрения, и пересчитывают координаты каждой точки полученного облака из второй системы координат в первую систему координат, в каждом полигоне эталонной полигональной CAD-модели после загрузки в управляющую ЭВМ находят его геометрический центр, который делит полигон в виде треугольника на три новых, в каждом новом треугольнике находят геометрический центр, который делит его еще на три новых и так до тех пор пока общее количество точек на эталонной полигональной CAD-модели не станет сопоставимо с количеством точек в облаке, полученном от системы технического зрения, координаты вершин всех исходных и полученных треугольников сохраняют с формированием уплотненного облака точек, выполняют совмещение исходного и уплотненного облаков точек с помощью стандартного итеративного метода поиска ближайших точек ICP, по итогам совмещения получают функцию с оптимальным параметром функции трансформации, применяют ее к координатам базовых точек траектории обработки, получают координаты базовых точек траектории обработки на зафиксированном крупногабаритном тонкостенном изделии и выполняют интерполяцию траектории по базовым точкам.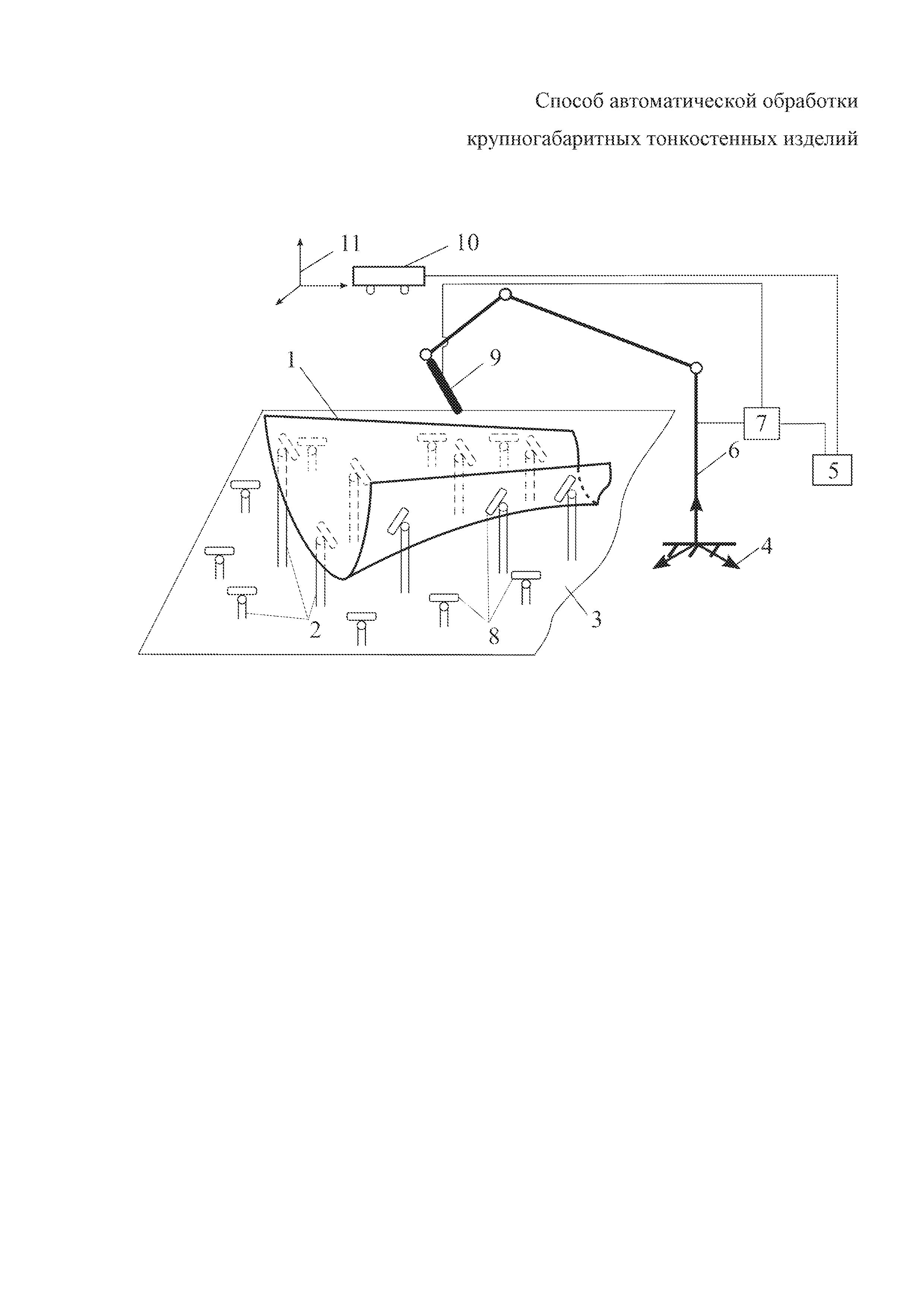
Рацемический 2,17аβ-дисульфамоилокси-3-метокси-d-гомо-8α-эстра-1,3,5(10)-триен в качестве ингибитора пролиферации опухолевых клеток mcf-7
Устройство для защиты откосов траншеи от осыпания грунта
Преобразователь внешней кинетической энергии в электроэнергию
Композиция хлебопекарного улучшителя
Способ очистки нефтесодержащих сточных вод
Морская ледостойкая платформа
Установка для комплексной переработки жидких радиоактивных отходов
Смесь для приготовления мороженого
Композиция для приготовления кондитерских изделий на основе сбивных масс типа суфле
Смесь для приготовления мороженого
Самонастраивающийся электропривод
Самонастраивающийся электропривод манипулятора
Самонастраивающийся электропривод манипуляционного робота
Самонастраивающийся электропривод
Устройство для программного управления манипулятором
Самонастраивающийся электропривод манипулятора
Самонастраивающийся электропривод манипулятора
Самонастраивающийся электропривод манипулятора
Устройство для программного управления манипулятором
Устройство формирования программных сигналов управления

