Результат интеллектуальной деятельности: СПОСОБ КОНТУРНОЙ ЛАЗЕРНОЙ РЕЗКИ
Вид РИД
Изобретение
Изобретение относится к способам лазернолучевой резки листового металлопроката.
Известен способ контурной лазерной резки с помощью направленного сфокусированного излучения [Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки. М.:МГТУ им. Н.Э.Баумана.2006].
Недостатками способа являются высокая материалоемкость (большая ширина прореза, значительные потери металла за счет образования грата); искажение формы и размеров детали за счет низкого качества боковой поверхности реза (неперпендикулярность и высокая шероховатость), поверхностного коробления металла, низкой размерной точности; ограниченный диапазон по материалам и толщинам исходного металлопроката.
Тепловая энергия, образующаяся в процессе лазерной резки, создает зону температурного воздействия на участке реза. Для повышения качества лазерной резки рекомендуется уменьшать тепловое воздействие на металл заготовки с целью уменьшения теплопроводности [Ковалев О.Б., Зайцев А.В. Моделирование формы свободной поверхности при лазерной резке металлов. Модель многократного отражения и поглощения излучения // ПМТФ. Т. 46. 2005, №1. С. 16-20].
Известен способ контурной лазерной резки, при котором охлаждение зоны реза осуществляется при помощи охлаждающей жидкости, распыляемой вместе с потоком газа [Парфенов В. А. Лазерная микрообработка материалов: Учебное пособие.- СПб.: Изд-во СПбГЭТУ «ЛЭТИ», 2011.- 59 c.], при этом осуществляется снижение теплопроводности металла заготовки.
Существенным недостатком данного способа является сложная конструкция лазерной установки, снабженной механизмом подачи и отвода охлаждающей жидкости, а также недостаточная эффективность процесса охлаждения, снижение коррозионная стойкости металлопроката на железной основе.
Прототипом изобретения является способ лазерной резки, основанный на охлаждением водой металла заготовок, подаваемой на обрабатываемую лазерной резкой поверхность [О.Б. Ковалев, В.М. Фомин Физические основы лазерной резки толстых листовых материалов. - М.:ФИЗМАТЛИТ. 2013.-256 с]. Указанный способ имеет недостатки, отмеченные выше.
Техническим результатом является повышение эффективности процесса разделения листового металлопроката, расширение его технологических возможностей при обеспечении низкой материалоемкости и высокого качества изделий.
Технический результат достигается тем, что листовой металлопрокат перед лазерной резкой подвергают механической активации, заключающейся в холодной пластической деформации которой наблюдается снижение теплопроводности металла и, как следствие, уменьшение (локализация) зоны температурного воздействия в зоне резки.
Сущность предлагаемого изобретения состоит в том, что снижение теплопроводности в зоне реза предлагается за счет процесса механической активации металлопроката при прикладывании силового воздействия и холодной пластической деформации[Мап Н.С., Duan J., Yue Т.М. Dynamic characteristics of gas jets from subsonic and supersonic nozzles for high pressure gas laser cutting // Optics & Laser Technology. 1998. V. 30.- P. 497-509]. При этом обеспечивается резкое снижение теплопроводности металла за счет его деформационного упрочнения [Арзамасов В.Б. Материаловедение: учебник / В.Б. Арзамасов, А.А. Черепахин. - М.: Экзамен, 2009.-350 с].
Наблюдаемый эффект обусловлен искажением кристаллической решетки металла, повышением плотности дислокаций при пластическом деформировании(механической активации металла заготовки).
Заявляемый способ контурной лазерной резки с механической активацией листового металлопроката осуществляется по следующим этапам:
1. Производят холодное пластическое деформирование обрабатываемой поверхности металлопроката любым традиционным способом (валками, ударным воздействием между бойками и др.). На этом этапе формируется благоприятная текстура (макро-, и -микро), происходит активация и механический наклеп(деформационное упрочнение) в области зоны контурной лазерной резки, что позволяет снизить теплопроводность металла в зоне резки и уменьшить температурное воздействие на металл за счет создания локализованной(местной) зоны температурного воздействия.
2. Производят контурную лазерную резку предварительно холоднодеформированного участка металлопроката(металла заготовки).
Пример реализации технологической схемы разрабатываемого процесса контурной лазерной резки с механической активацией листового металлопроката.
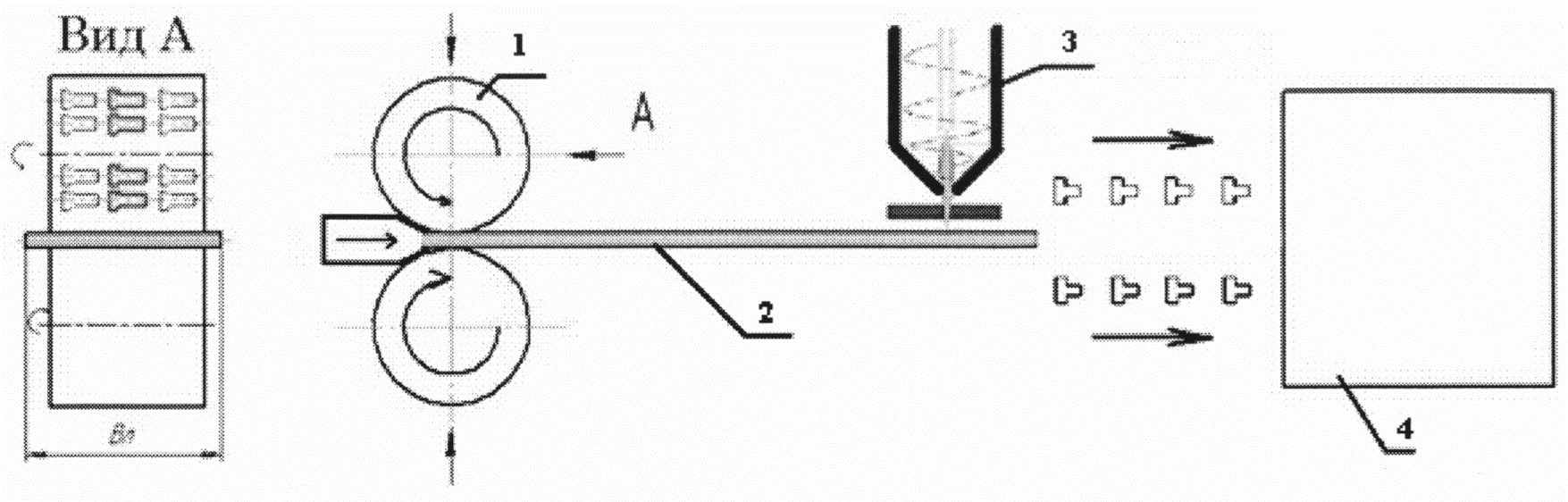
На чертеже представлена технологическая схема разрабатываемого процесса контурной лазерной резки с механической активацией листового металлопроката.
Деформационное упрочнение листового металлопроката, реализуется с помощью деформирующих валков 1, обеспечивающих холодное пластическое деформирование исходного листового материала 2 в зонах разделения согласно чертежу и осуществляющих разнонаправленное вращательное движение. Валки 1 могут быть снабжены клиновидными ребрами, траектория которых когерентна контуру вырезаемой детали (вид А), что обеспечивает локальное упрочнение узкой зоны обрабатываемого металла (данная схема холодного деформирования обрабатываемой зоны позволит сохранить высокий уровень пластичности контура вырезаемой заготовки, подвергаемой дальнейшей штамповкой). На позиции 3 осуществляется контурная лазерная резка. Вырезанные заготовки отправляются на участок штамповки 4.
Сравнение прототипа и предлагаемого технического решения позволяет:
1. Уменьшить себестоимость изделия за счет сокращения трудоемкости доводочных слесарных работ при использовании механической активации за счет увеличения размерной точности и снижения шероховатости поверхности разделения.
2. Существенно снизить ширину поверхности реза.
Способ контурной лазерной резки с механической активацией листового металлопроката, заключающийся в том, что листовой металлопрокат перед лазерной резкой подвергают холодной пластической обработке, при этом обрабатываемую поверхность в зоне разделения подвергают силовому воздействию в деформирующих валках, снабженных клиновидными ребрами, траектория которых когерентна контуру вырезаемой детали.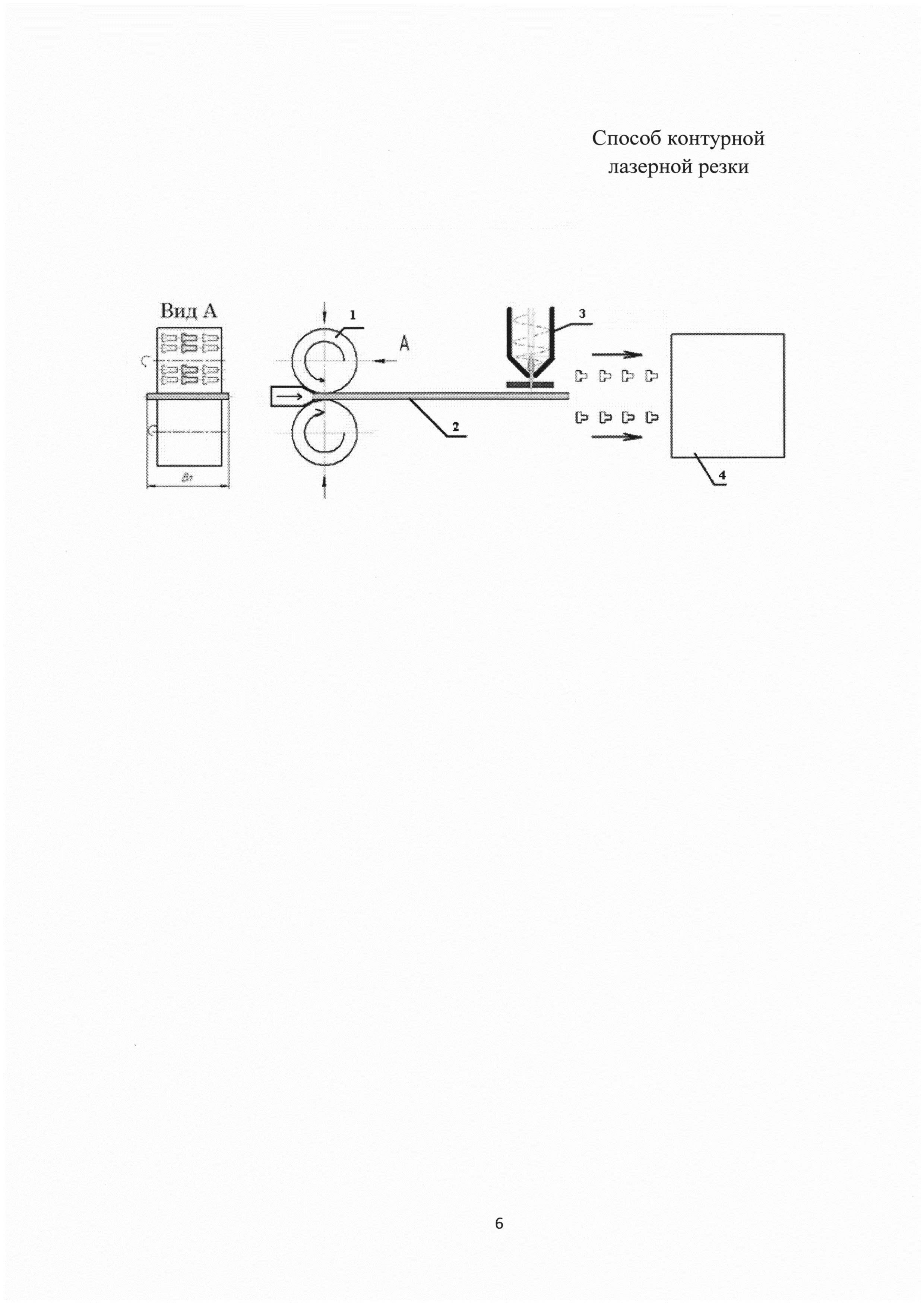
Ранговый фильтр
Логический преобразователь
Логический модуль
Логический модуль
Логический преобразователь
Логический преобразователь
Адресный идентификатор
Мажоритарный модуль
Ранговый фильтр
Импульсный селектор
Способ получения износостойкого покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения износостойкого покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента

