Результат интеллектуальной деятельности: Способ электроискрового нанесения покрытий и устройство для его осуществления
Вид РИД
Изобретение
Изобретение относится к области электрофизических методов обработки материалов, в частности к электроискровому легированию, и может быть использовано в машиностроительном и ремонтном производстве для получения износостойких покрытий на поверхностях деталей узлов трения и неподвижных соединений.
Исследование процесса электроискрового нанесения покрытий на детали показало: «При контактном начале разряда ток из общего количества энергии, накопленной конденсатором … от 10 до 100% выделяется на электрических контактах и в межэлектродном промежутке в виде тепла» (Бурумкулов Ф.Х. и др. Электроискровые технологии восстановления и упрочнения деталей машин и инструментов (теория и практика). Саранск, «Красный Октябрь», 2003, С. 17). А так же «При коротком замыкании (электрода и детали) выделившегося тепла Джоуля -Ленца не достаточно для эрозии электрода и оно расходуется на нагрев электрода, что и наблюдается на практике » (Ефименко Н.Г., Дощечкина И.В. Электроискровое легирование (ЭИЛ) рабочих поверхностей чугунных изделий. Харьков, Весник ХНТУСК им. Василенка, 2011, Вып. 110, С. 52). То есть значительная часть энергии импульсного технологического тока при замыкании электрода и поверхности детали расходуется на разогрев электрода и детали и не участвует в переносе материала электрода на поверхность детали.
При электроискровом нанесении покрытий на поверхность детали «анализ показывает, что резкий скачок толщины и шероховатости покрытий достигают при … больших токах» (Бурумкулов Ф.Х. и др. Электроискровые технологии восстановления и упрочнения деталей машин и инструментов (теория и практика). Саранск, «Красный Октябрь», 2003, С. 69).
Известен способ электроискрового нанесения металлических покрытий SU 89933, В23Р 1/18, опубл. 01.01.1950, при котором процесс переноса материала электрода на поверхность детали осуществляют подачей импульса электрического тока на электрод при касании торца электрода поверхности детали.
Известно устройство для электроискрового легирования RU 2245767 C1, В23Н 1/02, опубл. 10.02.2005, состоящая из генератора импульсов технологического тока и ручного рабочего органа - электромагнитного вибратора. Импульс технологического тока подается на электрод вибратора по сигналу касания электродом поверхности детали.
Недостатком известного способа и устройства является подача импульса тока по сигналу касания электрода поверхности детали, то есть импульс технологического тока подается при замкнутом электроде и поверхности обрабатываемой детали, что приводит к потере энергии импульса технологического тока.
Известен способ электроискрового легирования RU 2140834 С1, В23Н 9/00, опубл. 10.11.1999, выбранный в качестве прототипа, заключающийся в том, что электроду сообщают колебания и фиксируют момент наступления контакта электрода с поверхностью обрабатываемой детали в каждом периоде колебаний. В момент контакта на электроды подают вспомогательный импульс тока. Его длительность соответствует времени контакта электрода с поверхностью детали. С задержкой во времени относительно момента наступления контакта электрода с поверхностью детали на электрод подают импульс технологического тока.
Известно устройство для электроискрового легирования RU 2140834 C1, В23Н 9/00, опубл. 10.11.1999, обеспечивающее выполнение известного способа и выбранного в качестве прототипа, содержащее ручной рабочий орган (электромагнитный вибратор), генератор импульсов вспомогательного и технологического тока, положительные выходы которых соединены с электродом, отрицательные выходы генераторов соединены с обрабатываемой деталью, а входы управления генераторов соединены с выходом датчика касания, включенного между электродом и обрабатываемой деталью, причем в соединение выхода датчика касания и входом генератора импульсов технологического тока включен блок задержки.
Недостатком способа и устройства является потеря энергии импульса технологического тока, расходуемая на нагрев электрода и обрабатываемой детали, во время контакта электрода с поверхностью обрабатываемой детали. В устройстве в качестве ручного рабочего органа применяется электромагнитный вибратор, имеющий значительную мае-су, относительно узкий диапазон частот, требующий для изготовления цветные металлы и специальную сталь для магнитопровода катушки.
Задачей изобретения является снижение потерь энергии технологического тока, увеличивающие толщину наносимого покрытия, и упрощение конструкции ручного рабочего органа.
Поставленная задача решается благодаря тому, что в способе электроискрового нанесения покрытий на поверхность детали, включающий обработку поверхности детали электродом при подаче технологического и вспомогательного импульсов тока, причем вспомогательный импульс тока подают на межэлектродный промежуток, образованный торцом электрода и поверхностью обрабатываемой детали, в момент касания электрода с поверхностью обрабатываемой детали, при этом, осуществляют отвод торца электрода от поверхности обрабатываемой детали на расстояние до 15 мкм путем подачи вспомогательного импульса тока энергией 0,05-1,5 Дж и длительностью 5-100 мкс, а технологический импульс тока подают в момент окончания вспомогательного импульса тока.
Устройство для электроискрового нанесения покрытий на поверхность детали, содержащее ручной рабочий орган с электрододержателем, генератор импульсов вспомогательного и технологического тока, положительные выходы которых соединены с электродом, закрепленным в электрододержателе, отрицательные выходы генераторов соединены с обрабатываемой деталью, а к электроду и обрабатываемой детали подключен датчик касания. Устройство так же снабжено дополнительным генератором импульсов технологического тока, положительный выход которого соединен с электродом, а отрицательный с обрабатываемой деталью, выход датчика касания соединен с входом одновибратора, запускающегося по переднему фронту сигнала датчика касания, выход одновибратора соединен с входом управления генератора импульсов вспомогательного тока, а в положительную цепь генератора импульсов вспомогательного тока включен датчик тока, выход которого соединен с входом компаратора, выход которого соединен с входом одновибратора, запускающегося по заднему фронту сигнала компаратора, а выход данного одновибратора соединен с входом управления триггерного блока, выходы которого соединены с входами управления генераторов импульсов технологического тока, при этом ручной рабочий орган содержит электрододержатель из токопроводящего материала в виде стержня и ручку из диэлектрического материала, которые соединены шарнирно через горизонтальную ось с возможностью перемещения электрододержателя относительно ручки в вертикальной плоскости.
Изобретение поясняются чертежами.
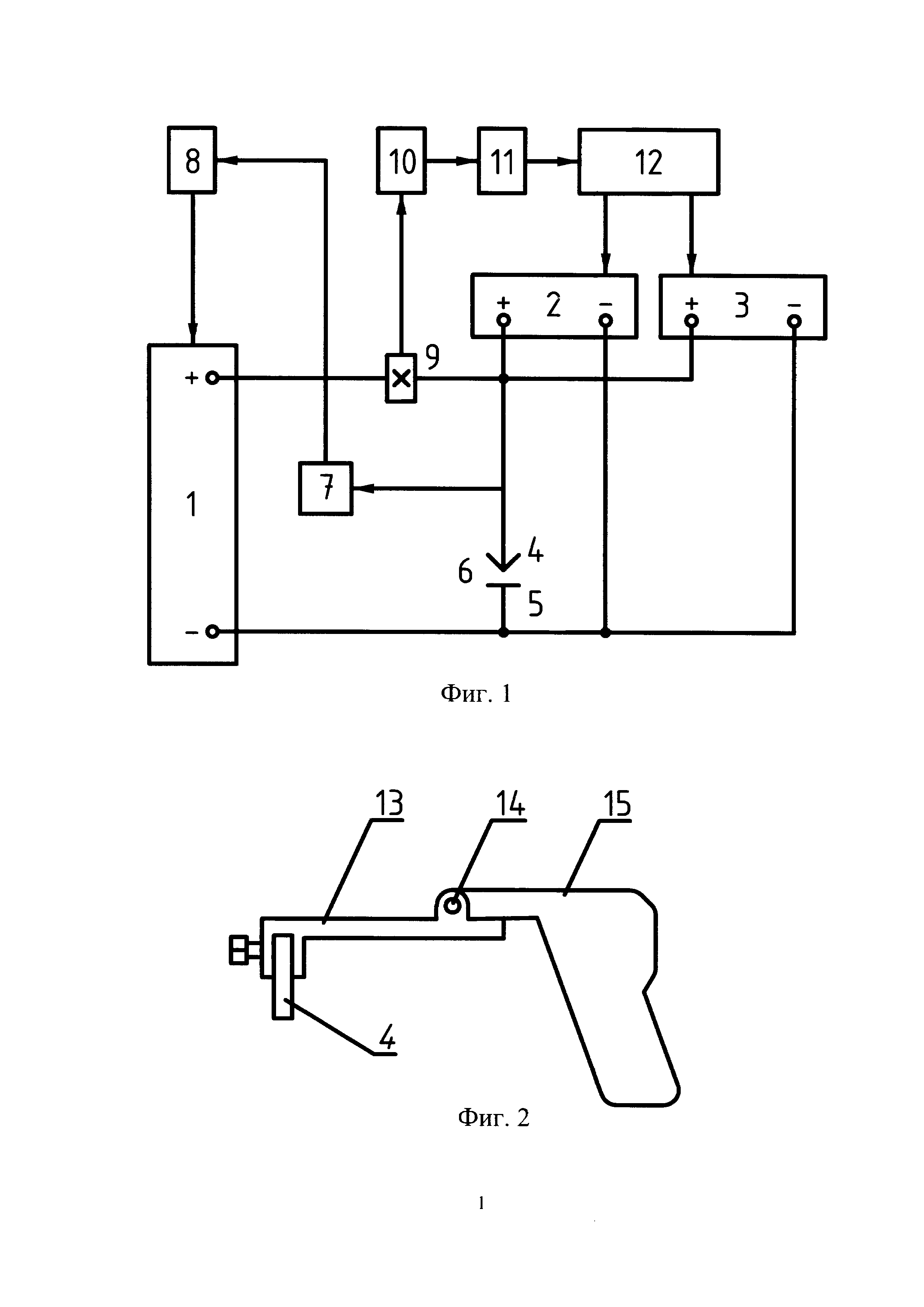
На фиг. 1 представлена блок-схема устройства электроискрового нанесения покрытий, на фиг. 2 - конструкция ручного рабочего органа.
Устройство для электроискрового нанесения покрытий на поверхность детали, фиг. 1, содержит ручной рабочий орган (на фиг. 1 не показан), генератора 1 импульсов вспомогательного тока, генератора 2 и 3 импульсов технологического тока, положительные выходы генераторов 1, 2 и 3 соединены с электродом 4, отрицательные выходы - с обрабатываемой деталью 5. Торец электрода 4 и поверхность обрабатываемой детали 5 образуют межэлектродный промежуток 6. К промежутку 6 подключен датчик 7 касания. Выход датчика 7 касания соединен с входом одновибратора 8, запускающегося по переднему фронту поступающего сигнала датчика 7. Выход одновибратора 8 соединен с входом управления генератора 1 импульсов вспомогательного тока. В положительную цепь генератора 1 включен датчик 9 тока, выход которого соединен с входом компаратора 10. Выход компаратора 10 соединен с входом одновибратора 11, запускающегося заднем фронтом поступающего сигнала компаратора 10. Выход одновибратора 11 соединен с входом триггерного блока 12, выходы которого подключены к входам управления генераторов 2 и 3 импульсов технологического тока.
Ручной рабочий орган, фиг. 2, содержит электрододержатель 13 из токопроводящего материала в виде стержня, в который закрепляется электрод 4. Электрододержатель 13 соединен шарнирно через горизонтальную ось 14 с ручкой 15, служащей для удерживания электрододержателя 13 оператором и выполненной из диэлектрического материала. Причем, электрододержатель 13 может свободно перемещаться относительно ручки 15 в вертикальной плоскости.
Устройство работает следующим образом.
Перед осуществлением процесса нанесения покрытия на поверхность детали производят настройку величины межэлектродного промежутка 6, для чего при помощи рабочего органа оператор устанавливает торец электрода 4 на поверхность обрабатываемой детали 5 и приподнимает ручку 15 рабочего органа вверх, при этом, давление торца электрода 4 на поверхность детали 5 определяется весом электрододержателя 13 с электродом 4. Включают генератор 1 (генераторы 2 и 3 выключены) и при помощи измерительной головки или виброметра устанавливают величину межэлектродного промежутка 6 до 15 мкм изменением величины энергии и длительности вспомогательного импульса тока генератора 1.
Для проведения электроискрового нанесения покрытия на поверхность детали включают генераторы 2 и 3. При касании электродом 4 поверхности детали 5 датчик 7 касания вырабатывает сигнал, по переднему фронту которого активизируется одновибратор 8 и, выработанным импульсом одновибратора 8, запускается генератор 1, то есть подача импульса вспомогательного тока происходит в начальный момент касания электрода 4 поверхности детали 5. Генератор 1 вырабатывает импульс тока, который подается на межэлектродный промежуток 6, и при этом создаются газодинамические силы, отбрасывающие электрод 4 от поверхности детали 5. Датчик 9 тока фиксирует прохождение импульса тока по положительной цепи генератора 1 и вырабатывает сигнал поступающий на вход компаратора 10. Компаратор 10 вырабатывает прямоугольный сигнал, который, поступая на вход одновибратора 11, и запускает его задним фронтом сигнала. Сформированный одновибратором 11 сигнал включает запуск триггерного блока 12, который в свою очередь включает генератор 2, таким образом импульс технологического тока подается в момент окончания прохождения импульса вспомогательного тока. Импульс технологического тока генератора 2, проходя через межэлектродный промежуток 6, переносит материал электрода 4 на поверхность обрабатываемой детали 5. По окончании импульса технологического тока электрод 4, за счет веса электрододержателя 13 и электрода 4, возвращается на поверхность детали 5. В это время генератор 3 подготавливается к разряду импульса технологического тока (происходит заряд накопительного конденсатора). После следующего касания электрода 4 с поверхностью детали 5 включается генератор 1, а затем триггерный блок 12 включает генератор 3, который подает импульс технологического тока на межэлектродный промежуток 6 и цикл обработки повторяется. Для подготовки генераторов 2 и 3 к выработке импульсов технологического тока их работа чередуется.
Сущность предложенного способа заключается в том, что покрытие наносят на поверхность детали путем ее обработки электродом при подаче на электрод вспомогательного и технологического импульсов тока. При этом: Во-первых. При прохождении импульса тока через межэлектродный промежуток возникают газодинамические силы, отбрасывающие электрод от поверхности детали. «В этот короткий промежуток времени (зазор наполненный плазмой) начинает действовать поверхностный источник тепла, возбуждающий ударные волны, которые создают давление на поверхностях в пределах (2…7)×106 Н/мм2. Под действием газодинамических сил, возникающих от взрывного оплавления мостиков связи, электрод отходит от поверхности детали» (Бурумкулов Ф.Х. и др. Электроискровые технологии восстановления и упрочнения деталей машин и инструментов (теория и практика). Саранск, «Красный Октябрь», 2003, С. 19). Отход электрода от поверхности детали наблюдается даже при прижатии электрода к поверхности детали пружиной вибратора (Фурсов С.П. и др. Источники питания для электроискрового легирования. Кишинев, « Штиинца», 1983, С. 64-65). При этом отход электрода от поверхности детали из-за инерционности механической системы (электрод и электрододержатель), при прохождении вспомогательного импульса тока, начинается с запаздыванием и торец электрода отходит на максимальное расстояние от поверхности детали после окончания прохождения вспомогательного импульса тока (см. Сафронов И.И. и др. Электроэрозионные процессы на электродах и микроструктурно-фазовый состав легированного слоя. - Chisinau - Tehnica info - 2009 - С. 193 - Рис. 6.5).
Во вторых. «Все процессы, обуславливающие электроискровую обработку, протекают в газовом межэлектродном промежутке толщиной от 1 до 15 мкм» (Бурумкулов Ф.Х. и др. Электроискровые технологии восстановления и упрочнения деталей машин и инструментов (теория и практика). Саранск, «Красный Октябрь», 2003, С. 16). Это подтверждается при исследовании зависимости количества пробоев от величины межэлектродного зазора (см. Сафронов И.И. и др. Электроэрозионные процессы на электродах и микроструктурно-фазовый состав легированного слоя. - Chisinau - Tehnica info - 2009 - С. 10 - Табл. 1.2).
В третьих. «Установлено, что более стабильным является процесс, когда искровой разряд возникает при отрыве электрода от изделия» (Ефименко Н.Г., Дощечкина И.В. Электроискровое легирование (ЭИЛ) рабочих поверхностей чугунных изделий. Харьков, Вестник ХНТУСК им. Василенка, 2011, Вып. 110, С. 53).
По предлагаемому изобретению предлагается:
- в начальный момент контакта электрода с поверхностью детали на электрод подавать короткий вспомогательный импульс тока с энергией 0,05-1,5 Дж и длительностью 5-100 мкс, обеспечивающий отход торца электрода от поверхности детали на расстояние до 15 мкм;
- в момент окончания вспомогательного импульса тока на электрод подавать технологический ток, при этом происходит пробой межэлектродного промежутка, обусловленного пробойным расстоянием до 15 мкм, и технологический ток производит перенос материала электрода на поверхность детали. Технологический ток создает свои газодинамические силы, которые поддерживают межэлектродный промежуток. По окончании импульса технологического тока электрод возвращается на поверхность детали.
Предлагаемое изобретение позволяет оптимизировать процесс нанесения покрытия на поверхность детали, а именно, исключить короткое замыкание электрода с поверхностью детали при прохождении импульса технологического тока и за счет этого уменьшить потери энергии технологического тока, что обуславливает увеличение толщины наносимого покрытия. При этом происходит самонастройка процесса, при которой частота касания электрода поверхности детали зависит от длительности импульса технологического тока. Начало разряда технологического тока происходит при отходе электрода от поверхности детали после воздействия на него газодинамических сил вызванного вспомогательным импульсом тока, что стабилизирует процесс электроискровой обработки. Способ позволяет отказаться от применения электромагнитного вибратора. Предлагаемая конструкция рабочего органа намного проще электромагнитного вибратора и не требует электропитания.
Возможность осуществления заявляемого изобретения показана следующим примером.
Для подтверждения эффективности предлагаемого способа были проведены экспериментальные работы на макете устройства по нанесению покрытий, собранного согласно фиг. 1. На образцы из стали 45 ГОСТ 1050-88 наносилось покрытие электродом из твердого сплава Т15К6 ГОСТ 3882-74. В качестве генератора вспомогательных импульсов тока применяли генератор установки для электроискрового легирования БИТ - 4 СТО ГОСНИТИ 2.001 - 2014, а в качестве генераторов импульсов технологического тока были применены генераторы установок для электроискрового легирования БИГ-5 СТО ГОСНИТИ 2. 002 - 2014. Генераторы дорабатывались для выработки одиночного импульса тока по сигналу внешнего устройства управления.
Датчик касания был создан на базе операционного усилителя, по схеме приведенной в SU №618235, В23Р 1/04 опубл. 05.08.1978 бюл. №29, вырабатывающий постоянный сигнал при контакте электрода с поверхностью детали. В макете устройства применялся датчик измерения тока на эффекте Холла ДТХ-200 46ПИГН.411521.002ТУ. Компаратор был изготовлен на базе операционного усилителя. Одновибраторы были собраны по типовой схеме на таймере NE555. Триггерный блок собран на базе RS триггера.
Ручной рабочий орган легирования был изготовлен согласно Фиг. 2, причем электрододержатель был изготовлен из латунного сплава, а ручка из полимерного материала.
Перед осуществлением процесса нанесения покрытия производилась настройка величины межэлектродного промежутка. Включали генератор вспомогательных импульсов тока и изменяя режимы генератора устанавливали величину межэлектродного промежутка равным 10 мкм, контролируя величину межэлектродного промежутка головкой измерительной 1ИГ (цена деления 0,001 мм, диапазон измерения +/-0,05 мм) ГОСТ 18833 - 73. Величина 10 мкм была достигнута на 8 условном электрическом режиме генератора БИТ- 4 (амплитудный ток импульса 125 А, длительность импульса 40 мкс, энергия импульса 0,09 Дж). Вес электрододержателя с электродом составлял 130 г. Включался макет устройства для электроискрового нанесения покрытий и производилось нанесение покрытия на поверхность образцов на 40 условном электрическом режиме генератора установки БИГ-5 (амплитудный ток 200 А, длительность импульса 250 мкс, энергия импульса 0,9 Дж).
Замеры, проведенные при обработке, показали увеличение частоты обработки до 790 Гц, что более чем на 30% больше чем у базовой установки БИГ-5 и за счет этого увеличилась производительность процесса нанесения покрытия, при этом потери технологического тока уменьшились, за счет чего прирост массопереноса увеличился на 0,15 г/см2, а толщина покрытия увеличилась на 0,35 мм.
Предлагаемый способ и устройство, реализующее способ, позволяет:
- сократить потери энергии импульса технологического тока;
- увеличить частоту обработки;
- увеличить толщину покрытия;
- упростить конструкцию ручного рабочего органа.
Солнечный модуль с концентратором (варианты)
Способ автоматической ориентации по солнцу источников гелиоэнергетики и контур управления следящей системой
Солнечная электростанция
Способ вибродуговой наплавки
Устройство и способ передачи электрической энергии (варианты)
Солнечная электростанция
Солнечный модуль с асимметричным параболоцилиндрическим концентратором солнечного излучения
Способ осциллирующей сушки зерна
Способ посадки картофеля
Способ сжигания низкореакционного топлива
Способ определения количества цемента в грунтоцементном материале конструкции
Устройство для электроискровой обработки поверхностей
Устройство для электроискровой обработки поверхностей
Устройство для электроискровой обработки поверхностей
Способ упрочнения лемеха плуга
Способ определения объемной концентрации цементного раствора в грунтоцементной пульпе при струйной цементации
Способ вибродуговой наплавки
Способ электроискрового нанесения покрытий и устройство для его осуществления
Устройство для электроискровой обработки поверхности
Устройство для электроискровой обработки поверхностей

