Результат интеллектуальной деятельности: ТЕКСТУРИРОВАНИЕ ПОВЕРХНОСТИ ДЕФОРМИРУЮЩЕГО ИНСТРУМЕНТА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к способу изготовления деформирующего инструмента, который имеет структурированную поверхность тиснения, которая предназначена для пластической деформации подложки посредством приведения в контакт с ней. Кроме того, изобретение относится к такому деформирующему инструменту.
Уровень техники
В процессах пластической деформации часто используются поверхности тиснения, например, поверхность рабочего валка в прокатном стане, с особо структурированной текстурой поверхностью. При этом цель состоит в выполнении оттиска посредством пластической деформации поверхности тиснения в соответствующей поверхности подложки. Такое тиснение, которое перекрывает возможную уже имеющуюся структуру шероховатости на поверхности материала и/или за счет процесса вблизи поверхности, может быть обусловлено оптическими, трибологическими, обусловленными материалом, соединительными причинами или их комбинацией.
Ниже приводится в качестве примера краткое пояснение хода процесса для тиснения поверхности металлических листов в так называемом способе дрессирования. При холодной прокатке используются валки с заданной шероховатостью, с целью выполнения условия захвата и условий смазки при деформации. Например, известно придание шероховатости последней паре валков стана холодной прокатки, с целью предотвращения склеивания поверхностей отдельных витков рулона при отжиге. Во время процесса прокатки делается оттиск шероховатости валков на металлический лист. После холодной прокатки металлические листы подвергаются отжигу, с целью обеспечения для последующей глубокой вытяжки требуемой деформируемости. По технологическим причинам лишь с трудом можно предотвращать изменение структуры поверхности во время отжига. Кроме того, после отжига металлический лист имеет ярко выраженный предел текучести, что может приводить при деформации к фигурам текучести. С помощью последующей прокатки металлического листа в дрессировочной клети могут быть уменьшены или исключены не желательные эффекты. Одновременно последующая прокатка используется для получения окончательной текстуры поверхности. Структура за счет дрессировочного валка накладывается на нанесенную посредством холодной прокатки и отжига структуру.
Для изготовления структуры тиснения, в частности, на дрессировочном валке, имеются различные способы; в том числе так называемое дробеструйное текстурирование (SBT), электроразрядное текстурирование (EDT), лазерное текстурирование (LT), электроннолучевое текстурирование (EBT), Pretex.
В JP Н05 92283 А приведено описание способа и устройства для обработки поверхности рабочего валка с помощью лазера.
При деформации подложки для образования структуры поверхности происходит пластическая деформация не только поверхности, но также этот процесс вызывает течение материала по меньшей мере вдоль одного другого основного направления. В случае процесса прокатки, происходит уменьшение толщины подложки, что приводит в первую очередь к удлинению. Удлинение является в большинстве случаев выпуклым и, кроме того, неизбежным. Оно приводит к вытяжке материала в направлении прокатки. Вытяжка поперек направления прокатки не происходит или едва происходит.
Удлинение или в целом деформация вдоль одного или нескольких основных направлений приводит к тому, что имеющаяся или нанесенная на поверхность структура геометрически искажается в соответствии с величиной деформации вдоль основных направлений (при прокатке в соответствии с мерой уменьшения толщины, соответственно удлинения). Например, первоначально круговая структура деформируется в эллипс, главная ось которого лежит параллельно направлению прокатки.
На качество оттиска может оказывать существенное отрицательное влияние обусловленное процессом искажение. Как правило, желательным является не искаженный оттиск, который, однако, получается лишь тогда, когда предотвращается деформация вдоль тех направлений, которые не принадлежат к текстурированию, т.е. вдоль указанных выше основных направлений. Таким образом, значительное противоречие при пластической деформации с текстурированием поверхности состоит в том, что высокое качество оттиска противоречит высокой степени деформации. Высокая степень деформации вдоль одного или нескольких основных направлений, т.е., например, сильное уменьшение толщины материала при постоянном массовом потоке приводит, в свою очередь, к повышению производительности. Таким образом, повышение производительности противоречит качеству получаемой текстуры поверхности.
Хотя проблема текстурирования поверхности представлена выше в основном применительно к процессу прокатки, как к примеру способа пластической деформации, трудности возникают также в других способах пластической механической деформации и в прерывистых процессах, к которым относятся ковка, тиснение, штамповка, плакировка и другие.
Сущность изобретения
Задачей изобретения является создание деформирующего инструмента и способа его изготовления, с помощью которого обеспечивается возможность достижения высокой степени деформации при улучшенном качестве оттиска.
Задача решена с помощью способа с признаками пункта 1 формулы изобретения и с помощью деформирующего инструмента с признаками пункта 10 формулы изобретения. Предпочтительные модификации следуют из зависимых пунктов формулы изобретения, приведенного ниже представления изобретения, а также из описания предпочтительных примеров выполнения.
Способ, согласно изобретению, служит для изготовления деформирующего инструмента, который имеет структурированную поверхность тиснения. Структурированная поверхность тиснения предназначена для приведения в контакт с поверхностью подложки для ее пластической деформации. В случае предпочтительного процесса прокатки подложка является, например, подлежащим прокатке металлическим листом, а в качестве поверхности тиснения можно рассматривать предпочтительно окружную поверхность рабочего валка, например, дрессировочного валка. Однако изобретение пригодно также для других способов деформации, таких как, например, ковка, тиснение, штамповка или плакировка.
Сначала определяется подлежащая изготовлению на подложке целевая структура, которая называется также текстурой. При этом речь идет о желательном, подлежащем изготовлению с помощью пластической деформации профиле поверхности. Целевая структура может быть представлена, например, однозначно в виде двумерной функции, в виде профиля из возвышений и впадин в зависимости от положения на поверхности. Предпочтительно, целевая структура является изотропной, т.е. по меньшей мере в определенном отношении независимой от направления. Определение целевой структуры может содержать также величину шероховатости (среднюю шероховатость, квадратическую шероховатость, усредненную глубину шероховатости, количество пиков и т.д.). Не желательное искажение целевой структуры проявлялось ранее особенно в структурах с высокой шероховатостью, соответственно с высокой степенью деформации. Эту проблему решает изобретение, и поэтому оно пригодно для целевых структур этого вида.
Целевая структура затем геометрически искажается, за счет чего получается структура, которая в данном тексте называется структурой отображения тиснения. Геометрическое искажение включает, в частности, сжимание и растяжение целевой структуры. Смысл этой трансформации состоит в компенсации неминуемой и в большинстве случаев желаемой деформации подложки вдоль одного или нескольких основных направлений. Основным направлением называется направление, которое не определяется профилированием, соответственно текстурированием, вдоль которого, тем не менее, происходит пластическая деформация подложки во время образования профиля. Если способ деформации является, например, указанным выше способом прокатки, то указанное основное направление соответствует направлению прокатки, поскольку вдоль направления прокатки происходит вытягивание или удлинение материала, которое происходит за счет действия прокатки, а не за счет собственно создания структуры. В противоположность этому, удлинение поперек направления прокатки (в плоскости подложки) не происходит или по меньшей мере едва происходит, так что в процессе прокатки можно исходить из деформации вдоль лишь одного основного направления. Другими словами, это означает, что плоская деформации происходит в направлении длины и толщины, но не в направлении ширины, так что относительно поверхности деформация происходит лишь в одном основном направлении, а именно, в продольном направлении. Однако в общем случае деформация может происходить вдоль нескольких основных направлений. Таким образом, геометрическая трансформация компенсирует в случае прокатки удлинением подложки в направлении прокатки. Когда, например, целевая структура состоит из множества кругов, то они в рамках геометрического искажения осознанно и желаемым образом сжимаются в эллипсы, при этом их главные оси лежат поперек направления прокатки.
Затем структура отображения тиснения инвертируется, за счет чего получается структура, которая называется структурой тиснения. Затем изготавливается поверхность тиснения деформирующего инструмента в соответствии с полученной так структурой тиснения. Другими словами, структура тиснения является той структурой, которой должна быть снабжена поверхность тиснения деформирующего инструмента.
Изобретение обеспечивает возможность высокой степени тиснения с инструмента на подложку, без создания непреднамеренных искажений целевой текстуры. Может быть реализована большая шероховатость, без отрицательного влияния на качество целевой структуры. В частности, с помощью представленного способа можно создавать регулярные и/или изотропные структуры с высокой степенью деформации. В отличие от стохастических структур, в которых искажение непосредственно заметно. Для повышения качества в прошлом требовались большие диаметры валка, небольшие степени деформации и/или другие имеющие недостатки технические решения. Эти проблемы решает изобретение. В частности, оно способствует улучшению качества поверхности относительно оптических, трибологических, технологических относительно материала и сопряжения свойств и/или их комбинаций. Все это реализуемо в соединении с высокими степенями деформации, соответственно тиснения, за счет чего достигается повышение производительности без конструктивного изменения деформирующей установки. Таким образом, изобретение реализуемо с небольшими модификациями инструмента.
Предпочтительно, целевая структура описывается передаточной функцией, параметры или аргументы которой содержат структуру тиснения и один или несколько параметров процесса. При этом параметры процесса описывают характеристики деформации подложки во время пластической деформации вдоль одного или нескольких основных направлений. Обозначение «параметры процесса» в данном тексте понимается в общем виде, и включает как параметры подлежащей обработке подложки, так и параметры, которые описывают свойства деформирующего инструмента. Например, деформация вдоль одного основного направления может зависеть от толщины подложки, например, толщины металлического листа или толщины полосы при прокатке. Кроме того, деформируемость может зависеть от предела текучести материала. Геометрический размер, например, в процессе прокатки диаметр валка, может также влиять на характеристики деформации подложки. Чем больше диаметр валка, тем меньше удлинение в направлении прокатки. Другими параметрами, которые могут быть важными в этом отношении, являются скорость тиснения, например, скорость прокатки в процессе прокатки, натяжение вдоль одного или нескольких основных направлений при деформации, коэффициент трения между инструментом тиснения и подложкой и/или другая мера для удлинения материала.
Предпочтительно, структура тиснения имеет анизотропное геометрическое свойство, пандан которого в целевой структуре является изотропным. При этом структура тиснения может быть предусмотрена в целом анизотропной, т.е. зависящей от направления (аналогичным образом целевая структура может быть в целом изотропной, т.е. независимой от направления), или лишь одно или несколько геометрических свойств структуры могут быть анизотропными, соответственно изотропными. Когда, например, целевая структура выполнена из множества кругов, то эти круги могут быть распределены анизотропно. Несмотря на это, структура будет иметь соответствующее изотропное свойство, а именно, круги. В структуре тиснения эти круги были сжаты в эллипсы.
Для изготовления поверхности тиснения пригодны так называемое дробеструйное текстурирование (SBT), электроразрядное текстурирование (EDT), лазерное текстурирование (LT), электроннолучевое текстурирование (EBT), Pretex. При дробеструйном текстурировании макроскопические твердые частицы ускоряются с помощью центробежного колеса на поверхность тиснения. При попадании на поверхность тиснения твердые частицы деформируют пластически поверхность и, возможно, выбивают материал. Шероховатость можно регулировать за счет скорости центробежного колеса, применяемых для струйной обработки средств, твердости поверхности тиснения, расхода средств для струйной обработки и/или длительности обработки. При элетроразрядном текстурировании к предпочтительно движущейся поверхности тиснения (например, к вращающейся поверхности валка) приближаются электроды без соприкосновения с ней. С помощью импульса высокого напряжения электрического генератора возникает достаточно высокая сила электрического поля между электродом и подложкой, так что в диэлектрике между обоими полюсами возникает искровой разряд. В плазме образующейся электродуги течет ток горения.
Небольшая зона поверхности тиснения плавится. В диэлектрике образуются газовые пузыри. При выключении импульсов эрозии взрываются газовые пузыри, и расплавленный материал выбрасывается. Шероховатость можно регулировать, наряду с твердостью поверхности тиснения, с помощью таких параметров как напряжение, ток, время управления и расстояния электродов. По сравнению с SBT, можно с помощью EDT изготавливать большее количество вершин и меньшую шероховатость с более высокой воспроизводимостью. При лазерном текстурировании лазерный луч фокусируется на поверхности тиснения и расплавляет небольшую зону поверхности. Прерывательный диск или подходящее электронное управление прерывает луч, и расплав с помощью давления плазмы и инертного газа сдувается. При этом расплав либо собирается в утолщение вокруг края кратера, либо скапливается на стороне кратера и там затвердевает. Для регулирования шероховатости используются, например, мощность лазера, подача лазерного луча, скорость вращения прерывателя, а также инертный газ. При электроннолучевом текстурировании для плавления материала поверхности тиснения применяется электронный луч. Часть расплавленного материала испаряется, так что давление пара собирает расплав в кольцо вокруг кратера. В способе Pretex поверхность тиснения подвергается электролитическому твердому хромированию. Управление напряжением между анодом и служащей в качестве катода поверхностью тиснения приводит к тому, что на поверхности осаждаются имеющие форму части шара структурные элементы.
Кроме того, изобретение относится к деформирующему инструменту, который имеет структурированную поверхность тиснения, которая предназначена для приведения в контакт с поверхностью подложки для ее пластической деформации, при этом деформирующий инструмент изготовлен в соответствии со способом, согласно изобретению, и/или одной из его предпочтительных модификаций. В частности, структура поверхности тиснения деформирующего инструмента имеет предпочтительно анизотропное геометрическое свойство. Когда поверхность тиснения является частью рабочего валка, то структура поверхности тиснения имеет предпочтительно множество имеющих эллиптическую форму образований, главные оси которых лежат поперек направления прокатки. Предпочтительно, главные оси всех имеющих эллиптическую форму образований поверхности тиснения лежат поперек направления прокатки.
Хотя данное изобретение используется в области инструментов для пластической деформации и образования структуры, в частности рабочих валков, соответственно дрессировочных валков, изобретение может быть реализовано при необходимости в других областях. Кроме того, другие преимущества и признаки данного изобретения следуют из приведенного ниже описания предпочтительных примеров выполнения. Указанные там признаки могут быть реализованы по отдельности или в комбинации с одним или несколькими названными выше признаками, если признаки не противоречат друг другу. Ниже приводится описание предпочтительных примеров выполнения со ссылками на прилагаемый чертеж.
Краткое описание чертежа
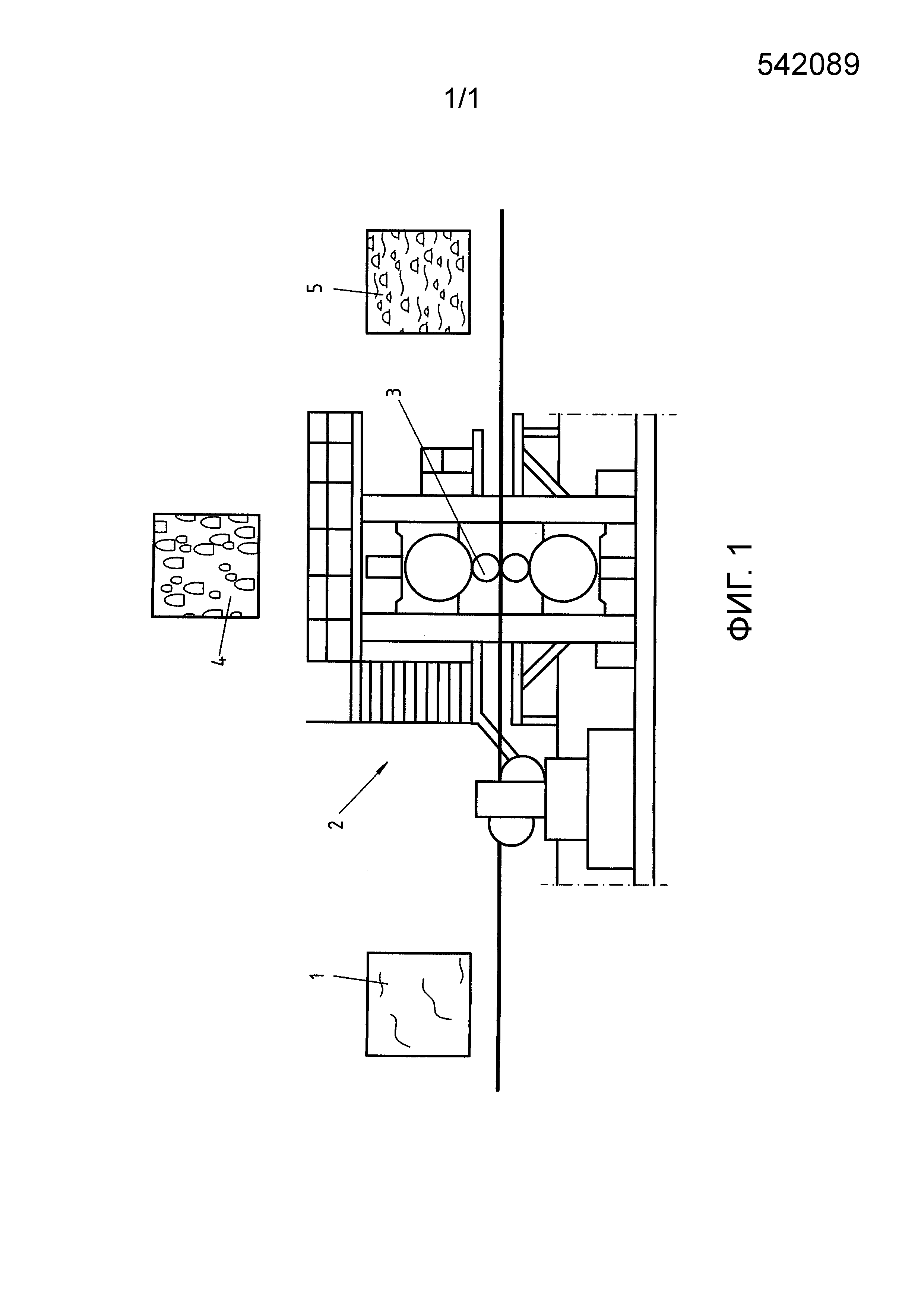
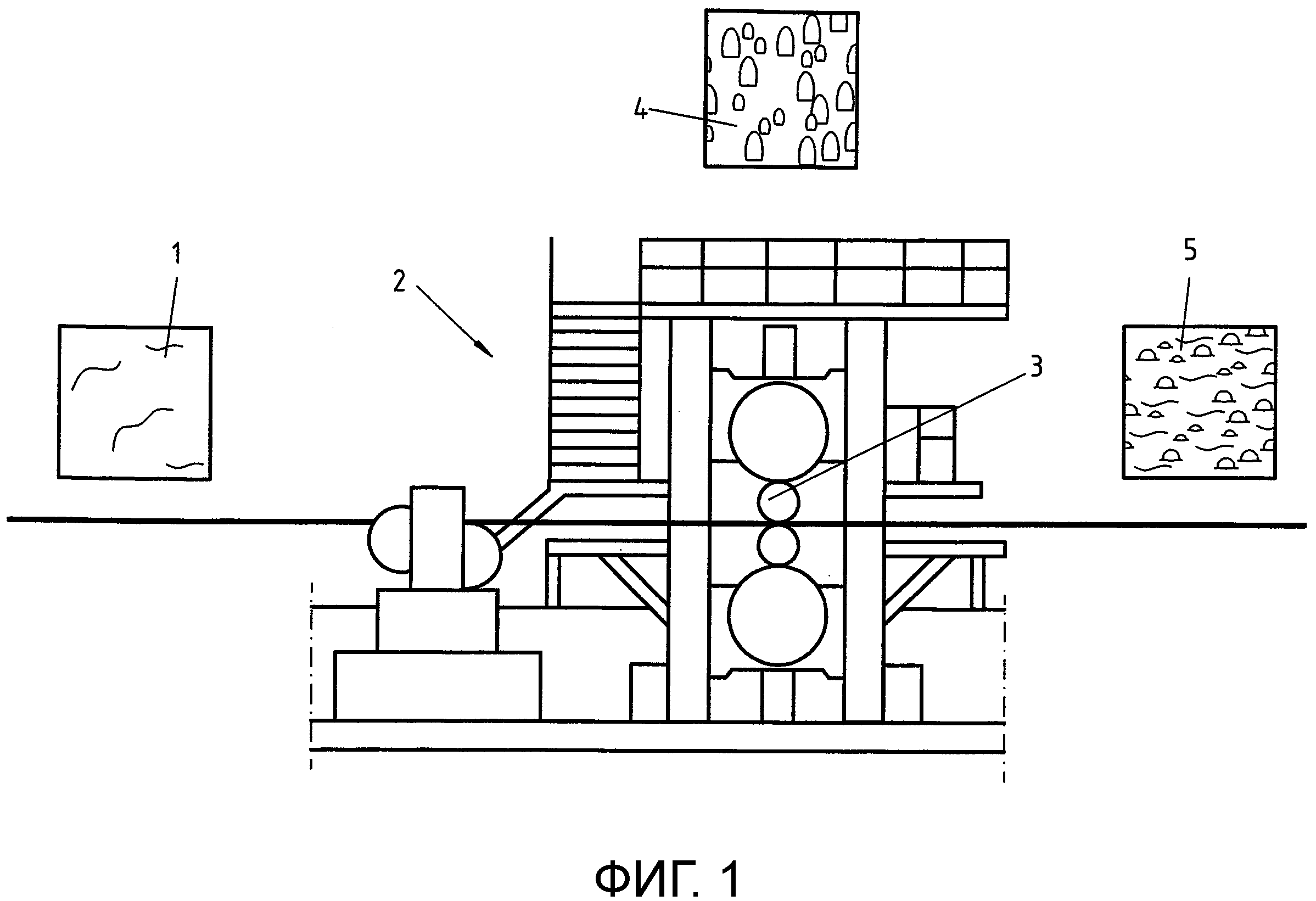
На фиг. 1 схематично показано выполнение процесса дрессировочной прокатки, в котором с помощью структурированной поверхности тиснения рабочего валка на металлической полосе выполняется пластическое тиснение структуры.
Подробное описание предпочтительных примеров выполнения
Ниже приводится в качестве примера подробное описание примеров выполнения со ссылками на чертеж. Следует отметить, что примеры выполнения, описание которых приводится здесь, не должны ограничивать изобретение, и служат для пояснения изобретения, при этом указанные признаки или комбинации признаков примеров выполнения не всегда должны быть существенными для изобретения.
На фиг. 1 схематично показан процесс дрессирования металлической полосы, соответственно металлического листа 1, который является примером подложки. Позицией 1 обозначена не только металлическая полоса, а также ее структура поверхности, которая может присутствовать перед дрессированием на входе прокатного стана 2. Металлическая полоса 1 имеет в этом месте, наряду с поверхностной структурой, которая обозначается в последующем как ОЕ, толщину h и предел текучести kf.
С помощью прокатного стана 2 на одну или обе поверхности металлической полосы 1 наносится подходящая геометрическая структура, соответственно текстура, в комбинированном процессе тиснения и уменьшения толщины. Другими словами, в прокатном стане 2 происходит не только тиснение структуры в поверхности металлической полосы, но полоса дополнительно подвергается удлинению, которое связано с уменьшением толщины. Таким образом, наряду с собственно текстурированием, происходит деформация вдоль одного другого основного направления, в данном случае в продольном направлении и направлении транспортировки полосы 1. За счет выполнения этих обеих стадий процесса (удлинения и придания структуры) совместно, может быть повышена производительность процесса обработки. Кроме того, могут быть реализованы текстуры поверхности с более высокой степенью деформации, соответственно более высокой шероховатостью, которые не могут быть реализованы без такой сопровождающей деформации вдоль одного или нескольких основных направлений или могут быть реализованы с большими затратами, например, со значительным увеличением диаметра валка. В данном примере рабочий валок 3, т.е. тот валок, который имеет поверхность тиснения с определенной структурой поверхности и выдавливает ее в подложке 1, имеет диаметр лишь примерно 400 мм. Естественно, что возможны также другие диаметры. Например, успешно проведены испытания с диаметром валка примерно 230 мм. Важным является понимание того, что возможно тиснение с помощью валков сравнительно небольшого диаметра и качеством тиснения, которое до настоящего времени было достижимо с помощью валков большего диаметра. Диаметр рабочего валка обозначен буквой D. Кроме того, следует отметить, что возможно тиснение с помощью нескольких рабочих валков, если тиснение необходимо наносить на обе стороны полосы, или если подлежащий изготовлению узор требует несколько стадий тиснения.
Рабочий валок 3 имеет поверхность тиснения, которая обозначена на фиг. 1 позицией 4. Поверхность 4 тиснения имеет структуру, которая должна вдавливаться в подложку 1. Структура поверхности 4 тиснения может быть описана функцией, которая обозначается в последующем OW.
Результирующая текстура поверхности в качестве той структуры, которая в конечном итоге имеется на подложке 1 на выходе прокатного стана 2, является не только функцией OW, но также зависит от других параметров процесса, например, от удлинения ε на основании уменьшения толщины за счет прокатки, скорости v прокатки, натяжения FE полосы на входе, натяжения FA полосы на выходе и трения μ в зазоре между валками. Один или несколько этих параметров определяют удлинение полосы вдоль направления транспортировки полосы. При этом речь идет о деформации, которая искажает заданную поверхностью 4 тиснения рабочего валка 3 структуру, за счет чего обычно имеется непреднамеренная анизотропия структуры на выходе полосы.
Структура 5 поверхности, которая имеется после стадии прокатки, т.е. на выходе прокатного стана 2, описывается функцией ОА. Функция ОА имеет обычно следующий вид:
ОА=f(OW;OE,D,h,kf,ε,FE,FA,μ) (1)
Обозначения «изотропия» и «анизотропия» относятся в данном тексте по меньшей мере к одному или нескольким свойствам, которые идентифицируемы в целевой структуре 5 и могут сравниваться друг с другом. Когда поверхность 4 тиснения рабочего валка 3 имеет, например, круги, которые приводят к появлению на поверхности 5 полосы на выходе прокатного стана 2 эллипсов с параллельной направлению транспортировки главной осью, то структура OW искажена анизотропно.
Для обеспечения возможности уменьшения степени анизотропии, в общем виде искажения, при прокатке, можно, как указывалось выше, увеличивать диаметр валка, или же можно, например, увеличивать трение в зазоре между валками. Обе возможности связаны с техническими и/или экономическими недостатками, такими как, например, значительное увеличение установки и большая потребность в энергии.
Представленное ниже техническое решение подходит к проблеме с другой стороны. Применительно к прокатному стану 2, желаемая структура ОА поверхности алюминиевой полосы 1 создается независимо от степени деформации с помощью рабочего валка 3, за счет выбора сжатой, в общем искаженной, текстуры OW поверхности. Искаженная, в большинстве случаев анизотропная текстура 4 поверхности рабочего валка 3 выбирается в виде функции, обратной передаточной функции ОА и применяется к желательной целевой текстуре OW. Структура, которую определяет передаточная функция ОА, называется в данном тексте структурой отображения тиснения. Происходит комбинированный процесс тиснения и уменьшения толщины с помощью рабочего валка 3 с подходящим образом искаженной структурой тиснения, за счет чего на основании удлинения полосы 1 получается желаемая целевая структура. Вид и степень геометрического искажения узора на поверхности 4 тиснения выбирается так, что оно соответствует инверсной функции ОА передачи на подложку 1:
ОW=f-1(OА;OE,D,h,kf,ε,FE,FA,μ) (2)
Возможная тонкая юстировка свойств оттиска с рабочего валка 3 или, в целом, с инструмента на подложку 1 может быть реализована посредством изменения других параметров процесса, например, натяжений FE и FA полосы на входе и выходе, удлинения ε, скорости v валка и/или трения μ в зазоре между валками (за счет смазки).
Примеры выполнения передаточной функции простого растяжения
ОА представлена высотным профилем zA(x,y)
OW представлена высотным профилем zW (x,y)
x: направление прокатки
y: направление ширины
zA(x,y)=-zW(x/(1+C2*ε),y)/C1
с коэффициентами С1,С2>0, которые могут зависеть от других условий процесса, таких как h и μ.
Инверсия имеет вид:
zW(x,y)=-C1*zA(x*(1+C2*ε),y)
Тонкая юстировка, например, с помощью удлинения ε и натяжения FE полосы на входе выглядит следующим образом:
ΔОА=[∂f(OW;OE,D,h,kf,ε,FE,FA,μ)/∂ε]Δε +
[∂f(OW;OE,D,h,kf,ε,FE,FA,μ)/∂FE]ΔFE
После определения таким образом структуры тиснения, можно изготавливать поверхность тиснения, для этого имеются в распоряжении различные способы, такие как, например, дробеструйное текстурирование (SBT), электроразрядное текстурирование (EDT), лазерное текстурирование (LT), электроннолучевое текстурирование (EBT), Pretex.
При возможности можно комбинировать все отдельные признаки, которые представлены в примерах выполнения, друг с другом или заменять друг на друга, без выхода за объем изобретения.
Перечень позиций
1 Подложка на входе полосы
2 Прокатный стан
3 Рабочий валок
4 Поверхность тиснения
5 Подложка с целевой структурой на выходе полосы
Способ изготовления металлической полосы
Опора для валка прокатного стана
Способ и устройство для изготовления металлической полосы методом непрерывной разливки, совмещенной с прокаткой
Устройство для повышения температуры удлиненного металлического прокатного материала и чистовой прокатный стан для изготовления и/или обработки удлиненного металлического прокатного материала
Способ установки правильного валка валковой правильной машины
Отклоняющее устройство для полосы и валковая система
Способ и устройство для изготовления металлической полосы непрерывным способом литья и прокатки
Мотальное устройство и способ для наматывания полосового материала
Устройство для наматывания металлической полосы
Способ и устройство для бесконтактной проверки состояния металлургического литого изделия
Способ и устройство для прокатки прокатываемого материала

