Результат интеллектуальной деятельности: Проволока для обработки металлургических расплавов
Вид РИД
Изобретение
Проволока для обработки металлургических расплавов
Изобретение относится к области металлургии, в частности к внепечной обработке расплавов чугуна или стали.
Внепечная обработка жидкого металла химически активными элементами с целью модифицирования неметаллических включений, рафинирования и микролегирования стали осуществляется преимущественно путем инжекции в жидкий металл оболочковой проволоки. Этим способом технологически удобно и экономически выгодно вводить в металл различные добавки, особенно такие элементы, как кальций, обладающие высоким сродством к кислороду, малым удельным весом, относительно низкими температурами плавления и кипения, высоким давлением пара и малой растворимостью в жидком металле. В ковше оболочка проволоки расплавляется и присаживаемое вещество попадает непосредственно в жидкий металл (Чураков С.В. Порошковая проволока: конструкция и технология производства // Заготовительные производства в машиностроении. 2003. №5. С. 41).
Недостатками порошковых проволок являются неравномерное распределение наполнителя по длине и низкое содержание активного реагента из-за небольшой насыпной плотности порошков. Также к недостаткам следует отнести наличие воздуха в порах порошка, что при толщине стальной оболочки, как правило, не более 0,6 мм приводит к резкому увеличению давления внутри проволоки при ее вводе в металлургический расплав и, как следствие, разрушению оболочки. Потеря активных реагентов при разрушении оболочки, а также их низкая насыпная плотность требуют большого расхода проволоки и отрицательно сказываются на эффективности обработки.
Из уровня техники известен неограниченно протяженный пруток из дистиллированного кальция, который получают путем прессования со сваркой последовательно загружаемого в контейнер пресса кальция кусками произвольной формы на заданный прессовый остаток со скоростью прессования не более 5 мм/с (патент RU 2527547, опубл. 10.09.2014).
Получаемый кальциевый пруток неограниченной длины далее направляют на оборачивание в стальную оболочку.
Одним из недостатков данного технического решения является относительно низкая производительность процесса получения прутка. Размер кусков произвольной формы не регламентирован, в результате чего затруднительно достигать оптимальную насыпную плотность в контейнере для прессования. Например, при размерах частиц до 130 мм, насыпная плотность - не более 0,4 г/см3. Это ограничивает массу загрузки материала в цикле прессования до 26% от теоретически возможного для монолитного кальция, имеющего плотность 1,53 г/см3.
Кроме этого, для сварки кускового материала необходимо удаление из него воздуха, что в условиях прессования требует определенное время. Поэтому в данном способе скорость прессования ограничена - не более 5 мм/с.
Другим недостатком данного технического решения является нестабильное качество кальциевого прутка, что связано с неконтролируемым химическим составом кальция, легко окисляющегося при нагреве кальция до температуры выше его начала взаимодействия с кислородом и азотом воздуха - более 300°С.
Наиболее близким аналогом заявляемого изобретения является проволока для обработки металлургических расплавов, содержащая наполнитель в форме прессованного прутка неограниченной длины и оболочку (патент US 4235007, опубл. 25.11.1980). Указанная проволока, полученная методом экструдирования материала-добавки, содержит по крайней мере один выполненный в форме порошка агент, выбранный из группы кальций, магний и алюминий.
Высокая пластичность металлов из представленной группы позволяет проводить экструзию их порошковых смесей. При вводе проволоки в расплав стали, имеющей температуру около 1600°С, компоненты наполнителя взаимодействуют между собой с образованием сплавов. Использование сплавов с алюминием, имеющего температуру кипения Ткип=2520°С, позволяет снизить давление паров более низкокипящих металлов - кальция (Ткип=1490°С) и магния (Ткип=1090°С). При этом значительно снижаются потери кальция и магния, повышается степень их усвоения.
Недостатком смеси порошков является неоднородность по химическому составу из-за склонности к расслоению по плотности металлов, а также по размеру частиц. При этом получение разнородных порошков с одним фракционным составом является технически сложной задачей. Для ее решения используется предварительный рассев порошков по фракциям с последующим объединением определенного количества фракций. Это не только приводит к повышению трудоемкости способа, но и возникновению потерь в виде неиспользованных частей фракций порошка.
На практике при использовании способа (патент RU 2208656,опубл. 20.07.2003) полученная кальций-алюминиевая лигатура при заданном составе 70% алюминия и 30% кальция имела диапазон массовой доли алюминия от 61,1% в верхней части и 79,2% в нижней части цилиндра. Рассчитанное по закону Рауля значение давления паров кальция для указанного диапазона химического состава лигатуры при температуре обработки стали - 1600°С - изменяется от 213 до 425 мм рт.ст., то есть практически в два раза.
Наиболее однородными материалами для прутка могут быть сплавы, полученные путем сплавления исходных металлов. Однако из-за образования хрупких алюминидов кальция и магния экструзия таких сплавов не представляется возможной.
Предлагаемое изобретение решает задачу повышения однородности и качества проволоки с использованием наполнителей, повышающих температуру кипения низкокипящих компонентов, повышения эффективности обработки металлургических расплавов, повышения производительности процесса изготовления прутка.
Для получения такого технического результата предлагается проволока для обработки металлургических расплавов, содержащая наполнитель в форме прессованного прутка неограниченной длины и оболочку, причем пруток выполнен из двойных сплавов элементов, взятых из группы кальций, стронций и барий, с массовой долей одного из компонентов от 0,05 до 95,0%.
Исходные материалы для прессования могут быть в виде металлического порошка сплава с размерами частиц до 10 мм или смеси порошка с кусками сплава произвольной формы с линейными размерами частиц до 50 мм.
Прессованный пруток неограниченной длины может быть выполнен из брикетов, предварительно полученных путем прессования диспергированного сплава.
Возможно использование исходных материалов для прессования в виде слитков или гранул сплава.
Комплексное использование, например, кальция и бария, в настоящее время практикуется за счет применения порошковых кремнийсодержащих наполнителей SiCaBa (Интернет-ресурс. Ферросплав FeSiCaBa. Режим доступа http://ru.made-in-china.com/co_hdglins/product_Si-Ca-Ba-Alloy_eursiesyg.html). Из-за присутствия в сплавах хрупких составляющих - силицидов кальция и бария - их обработка давлением, например, экструзией, не представляется возможной. Как показано выше, при использовании порошковых наполнителей их эффективность при обработке сталей и чугунов снижается. Кроме этого, сужается область их применения из-за того, что такие сплавы нельзя использовать при получении сталей с низким содержанием кремния.
Щелочноземельные металлы - кальций, стронций и барий - при сплавлении образуют ряд непрерывных твердых растворов (Лякишев Н.П. Диаграммы состояния двойных металлических систем. Справочник. М.: Машиностроение, 1996). Отсутствие упрочняющих фаз в этих системах позволяет проводить обработку давлением сплавов при любых соотношениях компонентов.
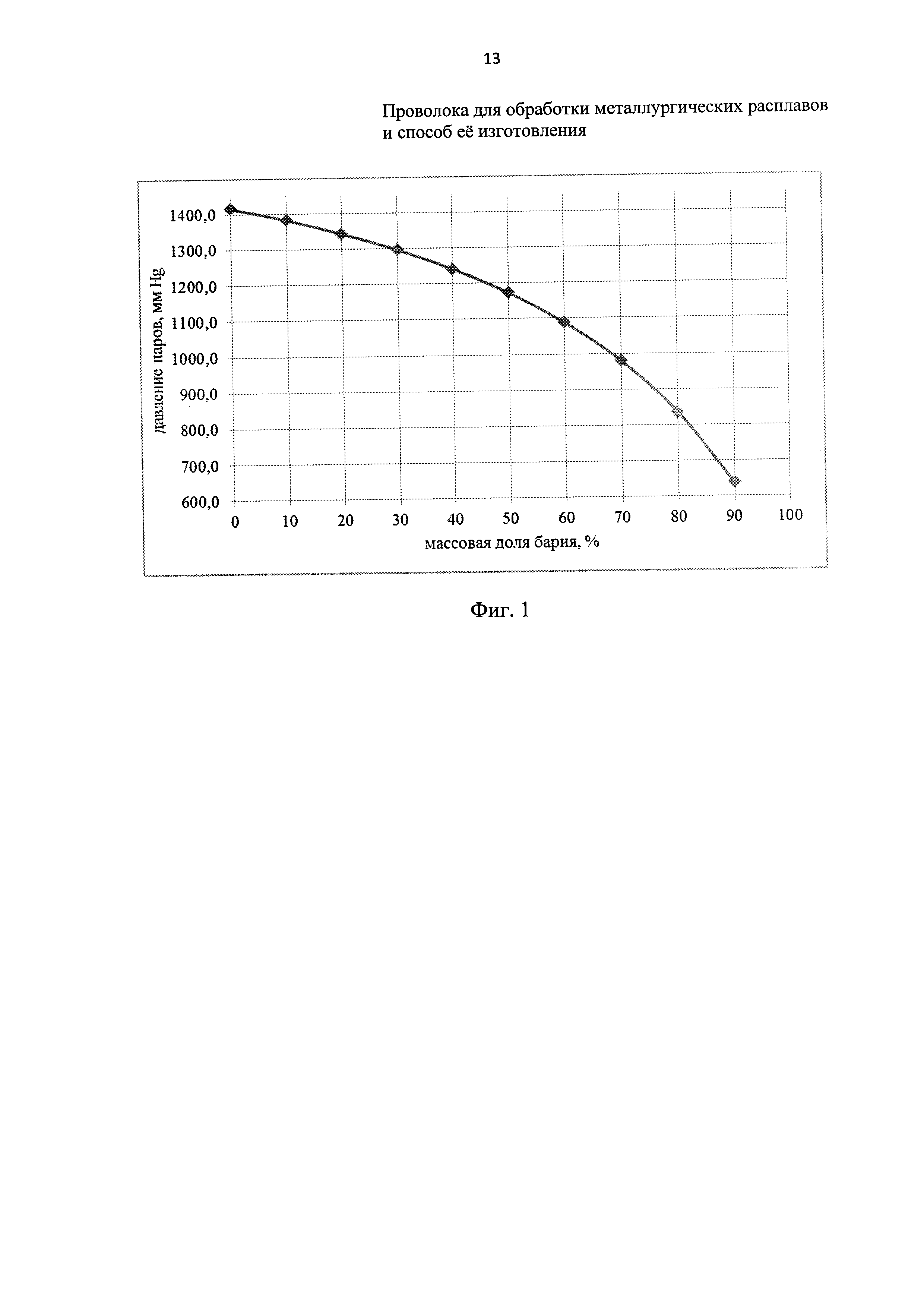
Повышение эффективности обработки металлургических расплавов достигается использованием сплавов щелочноземельных металлов, у которых давление паров меньше, чем у сходных компонентов (Пазухин В.А., Фишер А.Я. Разделение и рафинирование металлов в вакууме. М.: Металлургия, 1969). Общее давление паров металлов в системе кальций-барий при температуре обработки расплава стали - 1600°С - показано на фиг. 1. Снижение потерь легкокипящих компонентов при обработке стали достигается за счет увеличения скорости ввода проволоки в расплав. При этом увеличивается глубина погружения наполнителя и, соответственно, увеличивается ферростатическое давление, подавляющее испарение. На фиг. 1 видно, что сплав кальция с массовой долей бария около 82% имеет давление паров 760 мм рт.ст., то есть такому сплаву не требуется ферростатическое давление для подавления кипения. При этом высокая однородность сплавов позволяет стабилизировать давление паров в отличие от аналогов.
Для обработки металлургических расплавов, имеющих повышенную до 1650°С температуру, необходимо повышение массовой доли труднокипящего компонента, например, бария, до 95%.
При изготовлении, например, порошка кальция с заданным размером частиц (патент RU 2203774, опубл. 10.05.2003) возможно получение материала с максимально возможной насыпной плотностью, составляющей на практике до 0,9 г/см3. Поэтому использование такого материала как самостоятельно, так и в смеси с кусковым кальцием приводит к заполнению контейнера до 59% от теоретически возможного, при использовании брикетированного кальциевого материала, имеющего плотность 1,18-1,21 г/см3, - 76% и при использовании слитка кальция - 89%. Поэтому для повышения производительности процесса получения прутка без ухудшения качества проволоки исходные материалы можно использовать в виде полученных путем прессования брикетов или слитков.
Заявляемый способ опробован в условиях производства, получены бухты проволоки длиной до 6 км.
Пример 1
Получение прутка проводили на вертикальном прессе, имеющем номинальное усилие 1500 тс. В качестве исходного материала использовали кальций-стронциевый сплав с массовой долей стронция 0,12%, полученный по способу (патент RU 2150529, опубл. 10.06.2000) в виде порошка с размерами частиц до 10 мм и кусков произвольной формы с линейными размерами частиц до 50 мм в массовом соотношении 1:3. Для получения бухты прутка массой 517 кг и длиной 5,8 км проведено 75 циклов прессования. Из полученного прутка была изготовлена бухта проволоки массой 1566 кг.
Пример 2
В качестве исходного материала использовали кальций-стронциевый сплав с массовой долей стронция 0,15% в виде порошка с размерами частиц до 10 мм. Порошок вначале брикетировали путем прессования на вертикальном прессе с номинальным усилием 250 тс. Прессование брикетов с получением прутка осуществляли по примеру 1. Для получения бухты прутка массой 528 кг и длиной 5,9 км проведено 60 циклов прессования. Из полученного прутка изготовлена бухта проволоки массой 1600 кг.
Пример 3
Получение прутка проводили с использованием в качестве исходного материала литых гранул кальций-бариевого сплава с массовой долей бария 30,0%, полученных по способу (патент RU 2532735, опубл. 10.11.2014). Прессование гранул с получением прутка осуществляли по примеру 1. Для получения бухты прутка массой 637 кг и длиной 4,9 км проведено 64 цикла прессования. Из полученного прутка изготовлена бухта проволоки массой 2810 кг.
Пример 4
Получение прутка проводили с использованием в качестве исходного материала слитков кальций-бариевого сплава, полученного путем сплавления компонентов по способу (патент RU 2062811, опубл. 27.06.1996) с массовой долей бария 40,0%. Прессование слитков с получением прутка осуществляли по примеру 1. Для получения бухты прутка массой 642 кг и длиной 4,5 км проведено 43 цикла прессования. Из полученного прутка изготовлена бухта проволоки массой 3803 кг.
Пример 5
Для обработки металлургических расплавов при повышенной до 1650°С температуре получены по примеру 4 слитки барий-стронциевого сплава с массовой долей бария 85,0%, стронция 14,6%. Прессование слитков с получением прутка осуществляли по примеру 1. Для получения бухты прутка массой 703 кг и длиной 3,5 км проведено 45 циклов прессования. Из полученного прутка изготовлена бухта проволоки массой 1336 кг.
Приведенные примеры не ограничивают использование предлагаемого изобретения для получения проволоки с другими заявленными наполнителями, а также наполнителями, имеющими достаточно высокую для обработки давлением пластичность.
Способ получения чистого ниобия
Способ изготовления прутков из сплавов на основе титана
Способ изготовления прутковых заготовок из сплавов на основе интерметаллида титана с орто-фазой
Сплав на основе титана и прутковая заготовка из сплава на основе титана
Кальцийсодержащая проволока для ковшевой обработки стали

