Результат интеллектуальной деятельности: Способ изготовления прутков из сплавов на основе титана
Вид РИД
Изобретение
Область техники
Изобретение относится к области обработки металлов давлением, в частности к способам изготовления прутков из сплавов титана, применяемых в качестве конструкционного материала для активных зон атомных реакторов, в химической, нефтегазовой промышленности и медицине.
Предшествующий уровень техники
Известен способ изготовления высококачественных прутков широкого диапазона диаметров из двухфазных титановых сплавов, предназначенных для изготовления деталей аэрокосмического назначения (RU 2178014, опубл. 10.01.2002). Способ включает нагрев заготовки до температуры выше температуры полиморфного превращения в β-области, прокатку при этой температуре, охлаждение до температуры окружающей среды, нагрев подката до температуры на 20-50°С ниже температуры полиморфного превращения и окончательную прокатку при этой температуре. Нагрев и деформацию в β-области проводят в два этапа, при этом на первом этапе заготовку нагревают до температуры на 40-150°С выше температуры полиморфного превращения, деформируют со степенью деформации 97-97,6% и охлаждают на воздухе, на втором этапе подкат нагревают до температуры на 20°С выше температуры полиморфного превращения и деформируют со степенью деформации 37-38%, а окончательную прокатку в альфа + бета-области проводят со степенью деформации 54-55%.
Известный способ позволяет получать прутки с регламентированной макро- и микроструктурой, обеспечивающей стабильный уровень механических свойств по сечению прутка. Однако способ имеет низкую эффективность и длительный производственный цикл изготовления, обусловленные необходимостью проведения промежуточных подогревов на этапе горячей прокатки, механической обработки поверхности прутков. В результате этого происходит снижение качества прокатанных прутков, повышается уровень брака, снижается выход металла в годное, что в итоге приводит к повышению себестоимости изготовления прутков.
Известен способ изготовления промежуточных заготовок из титановых сплавов (RU 2217260, опубл. 27.11.2003) методом горячего деформирования. Производят ковку слитка в пруток за несколько переходов при температуре β- области и промежуточную ковку за несколько переходов при температуре β- и (α+β)-области. Промежуточную ковку при температуре (α+β)-области осуществляют с величиной укова 1,25-1,75. На окончательных переходах указанную промежуточную ковку ведут с уковом 1,25-1,35 в пруток. Затем производят механическую обработку прутка, резку его на заготовки и формирование торцов, после чего осуществляют окончательное деформирование прессованием при температуре (α+β)-области.
Известный способ имеет длительный цикл изготовления, включает операцию прессования, для которой требуется предварительная механическая обработка Промежуточная предварительная механическая обработка при изготовлении заготовок для операции прессования приводит к дополнительным потерям металла.
Наиболее близким к заявляемому способу является способ (патент RU 2409445, опубл. 20.01.2011) изготовления промежуточной заготовки из титановых сплавов, включающий горячую ковку на ковочном прессе в четырехбойковом ковочном устройстве при температуре, лежащей в интервале от температуры на 120°С ниже температуры полиморфного превращения до температуры на 100°С выше температуры полиморфного превращения, с суммарной степенью деформации не менее 35%, охлаждение и последующую ковку при температуре ниже температуры полиморфного превращения с суммарной степенью деформации не менее 25%.
В известном способе многократные операции нагрева под горячую ковку и охлаждения на воздухе отрицательно влияют на качество поверхности прутка. Кроме того, способ требует проведения дорогостоящей операции абразивной обработки для удаления ковочных дефектов и поверхностного некондиционного слоя. В результате повышается уровень брака, снижается выход металла в годное, что в конечном счете приводит к повышению себестоимости изготовления прутков.
Раскрытие изобретения
Задача, на решение которой направлено заявляемое изобретение, заключается в получении прутков из сплавов титана высокого качества при одновременном обеспечении высокой производительности процесса.
Технический результат достигается тем, что в способе изготовления прутков из титановых сплавов, включающем горячую ковку заготовки и последующую горячую деформацию, горячую ковку слитка ведут после нагрева до температуры в интервале (Тпп+20)÷(Тпп+150)°С со сдвиговыми деформациями преимущественно в продольном направлении и коэффициентом вытяжки 1,2-2,5, после чего без охлаждения осуществляют горячую прокатку поковки в интервале температур (Тпп+20)÷(Тпп+150)°С со сдвиговыми деформациями в преимущественно поперечном направлении и коэффициентом вытяжки до 7,0, а последующую горячую деформацию осуществляют при нагреве деформированных заготовок в интервале температур от (Тпп-70) до (Тпп-20)°С.
В частном случае выполнения, например при продолжительном процессе ковки, перед горячей прокаткой выполняют подогрев поковок до интервала температур от (Тпп+20) до (Тпп+150)°С.
После проведения горячей ковки и горячей прокатки в интервале температур (Тпп+20) до (Тпп+150)°С возможно осуществлять охлаждение полученных штанг до температуры 350÷500°С с последующим их подогревом до температуры в интервале от (Тпп-70) до (Тпп-20)°С и горячей деформацией.
Ковка с коэффициентом вытяжки 1,20-2,50 после нагрева до температуры в интервале (Тпп+20)+(Тпп+150)°С со сдвиговыми деформациями преимущественно в продольном направлении обеспечивает разрушение литой структуры материала и повышение пластичности.
Горячая прокатка со сменой направления сдвиговых деформаций на преимущественно поперечное и коэффициентом вытяжки до 7,0 позволяет осуществить дополнительную проработку, повысить пластичность поверхностных слоев материала, снизить количество и размеры поверхностных дефектов.
Проведение горячей прокатки непосредственно за горячей ковкой, без охлаждения, позволяет избежать образования корки на поверхности поковки, которая вследствие растрескивания при продолжительном охлаждении и газонасыщении могла бы стать причиной глубоких закатов при прокатке и образования вследствие этого окисленных участков внутри прутка, что привело бы к необходимости механического удаления названной корки. Соответственно, заявленный способ позволяет исключить операцию механического удаления корки.
Таким образом, изготовление прутков с осуществлением заявленных действий при заявленной последовательности и заявленных условиях снижает уровень дефектообразования по сечению прутка и на его поверхности, металл прорабатывается по всему сечению, обеспечивая получение регламентированной структуры и высокого уровня механических свойств, соответствующих требованиям заказчиков, российских и международных стандартов.
Ниже приведены варианты осуществления предлагаемого способа.
Варианты осуществления изобретения
Пример 1. Слиток титанового сплава ПТ-7М (α-сплав, усредненный химический состав 2,2Al-2,5Zr, ГОСТ 19807-74 «Титан и сплавы титановые деформируемые») нагрели до температуры Тпп+130°С и провели горячую ковку на ковочном прессе с коэффициентом вытяжки 1,5. Высокая разовая деформация, обусловленная высокой пластичностью металла, и деформационный разогрев в процессе ковки привели к тому, что к моменту окончания ковки температура поковки находилась в диапазоне (Тпп+20)+(Тпп+150)°С. Поковка без подогрева прокатана на стане винтовой прокатки с коэффициентом вытяжки 3,80. Далее штангу разрезали на части, нагрели до температуры Тпп-40°С и провели горячую прокатку на стане винтовой прокатки с коэффициентом вытяжки 2,45.
Получили пруток заданного размера с требуемыми свойствами, таблица 1, который может быть использован для изготовления трубных заготовок под последующее горячее выдавливание, таблица 1.
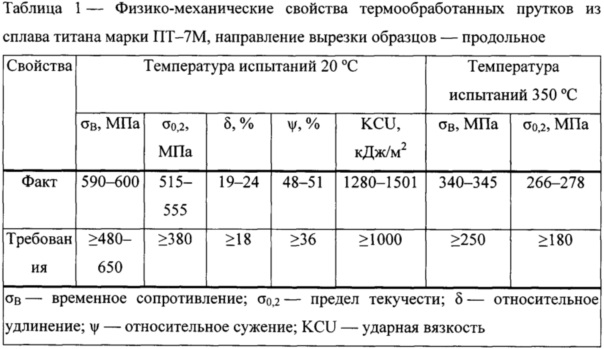
Как следует из таблицы 1, изготовленные прутки полностью соответствуют предъявляемым требованиям.
Аналогичный результат получен и при изготовлении прутков из других α-сплавов.
Пример 2. Слиток титанового сплава марки ВТ6С (α+β-сплав, усредненный химический состав 5Al-4V, ГОСТ 19807-74 «Титан и сплавы титановые деформируемые») нагрели до температуры Тпп+60°С и провели горячую ковку на ковочном прессе с коэффициентом вытяжки 2,15. Затем без охлаждения поковки ее подогрели до температуры Тпп+60°С и выполнили прокатку на стане винтовой прокатки с коэффициентом вытяжки 2,78. Далее штангу охладили до комнатной температуры и разрезали на три равные части.
Катаные штанги нагрели в печи до температуры Тпп-40°С и выполнили вторую стадию винтовой прокатки с коэффициентом вытяжки 2,25.
Деформация металла проходила устойчиво без макро- и микродефектов.
После второй стадии прокатки штанги охладили до комнатной температуры и разрезали на мерные длины.
Штанги разделили на две группы. Первую группу штанг как готовых крупногабаритных прутков направили на контроль соответствия требованиям. По требованию заказчика дополнительно выполняли их механическую обработку.
Вторую группу штанг нагрели в индукционной печи до температуры Тпп-40°С и выполнили прокатку на стане винтовой прокатки с коэффициентом вытяжки 3,62 и охлаждением до комнатной температуры. Штанги также контролировали на соответствие требованиям. По требованию заказчика их дополнительно подвергали механической обработке.
Полученные прутки характеризовались высокой точностью геометрических размеров и отсутствием дефектов. На прутках помимо основных исследований (механические свойства, твердость макро- и микроструктура) проведен УЗ-контроль сплошности.
Результаты контроля свойств приведены в таблице 2.
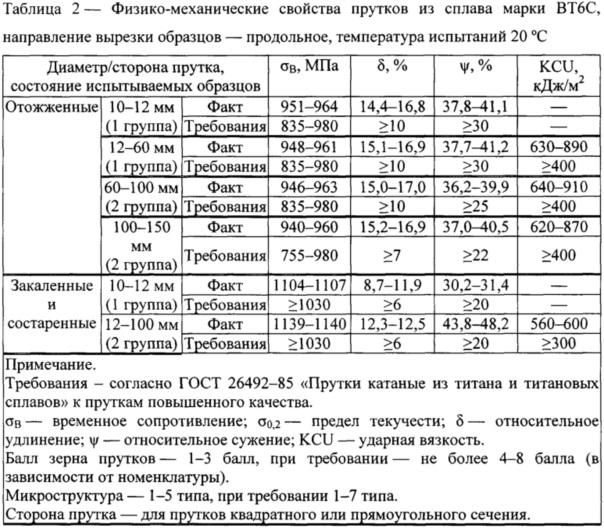
Изготовленные из сплава ВТ6С прутки из первой группы соответствуют требованиям, предъявляемым к пруткам катаным крупногабаритным из титановых сплавов, из второй группы - требованиям к пруткам катаным из титановых сплавов.
Аналогичный результат получен и при изготовлении прутков из других α+β-сплавов.
Пример 3 иллюстрирует изготовление прутков из псевдо-α сплава ПТ-3В, который обладает значительно более худшей пластичностью, чем сплавы в примерах 1-2. Слиток титанового сплава ПТ-3В (усредненный химический состав 4Al-2V, ГОСТ 19807-74 «Титан и сплавы титановые деформируемые») нагрели до температуры Тпп+125°С и провели горячую ковку на ковочном прессе с коэффициентом вытяжки 1,25. После этого поковку загрузили в печь на подогрев при температуре Тпп+125°С и выполнили прокатку на стане винтовой прокатки с коэффициентом вытяжки 2,64. Далее штангу разрезали на части, нагрели до температуры Тпп-25°С и провели горячую ковку на ковочном прессе с коэффициентом вытяжки 4,14 в пруток круглого сечения готового размера.
По требованию заказчика дополнительно выполняли термическую или механическую обработку.
Для прутков с прямоугольным сечением штангу после порезки нагрели до температуры Тпп-25°С и провели горячую ковку на ковочном прессе с коэффициентом вытяжки 3,16 в пруток прямоугольного сечения готового размера.
По требованию заказчика выполняли термическую или механическую обработку.
Свойства полученных прутков круглого и прямоугольного сечения из сплава ПТ-3В показаны в таблице 3.
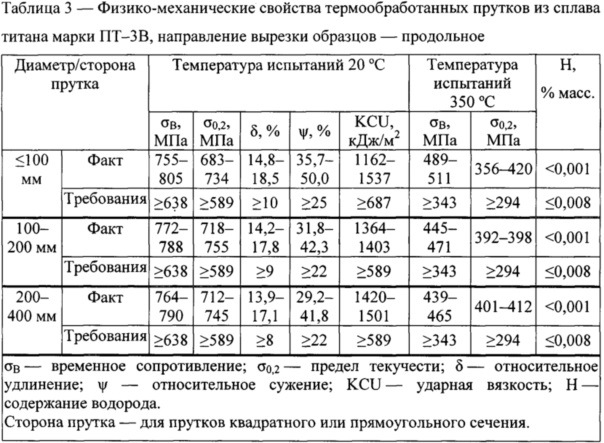
Как следует из таблицы 3, изготовленные прутки полностью соответствуют предъявляемым требованиям.
Аналогичный результат получен и при изготовлении прутков из других псевдо-α сплавов.
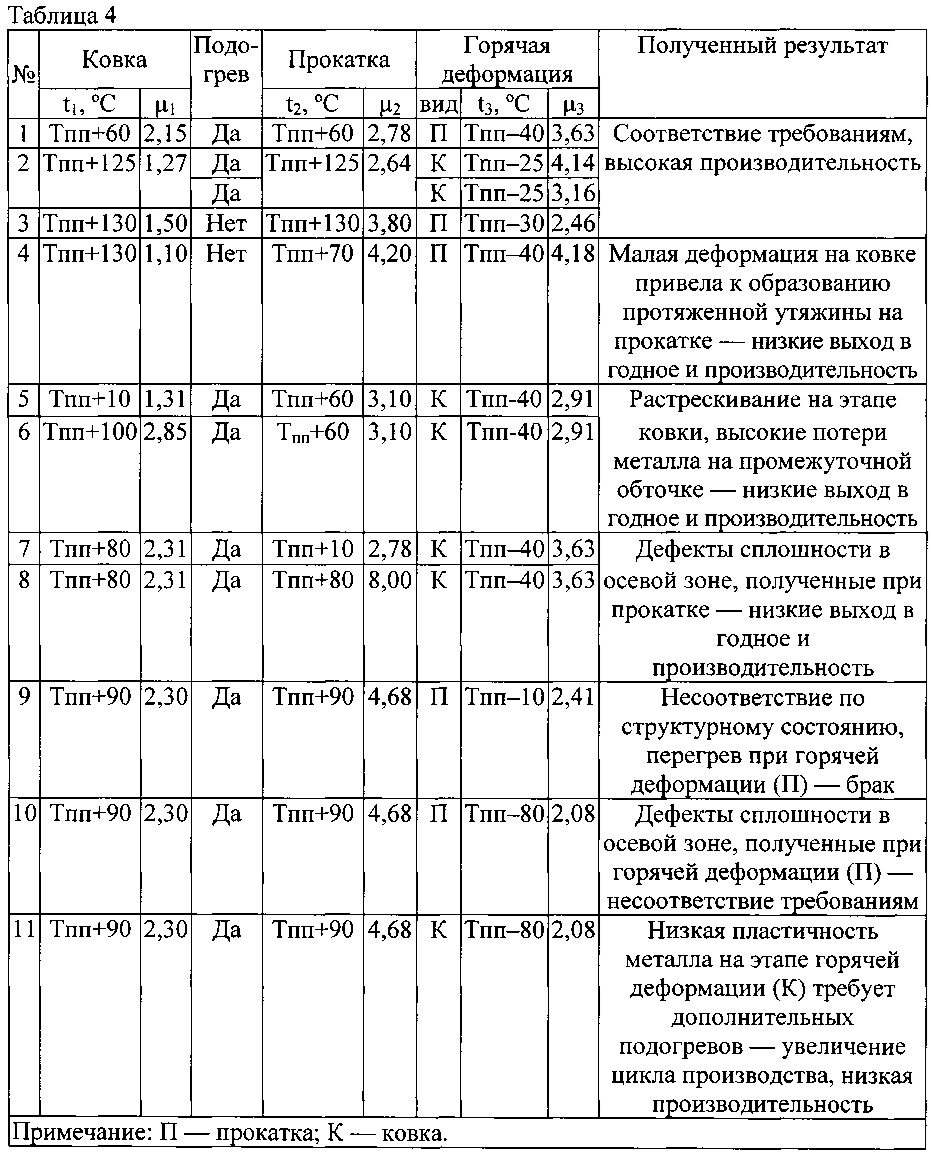
Основные параметры осуществления изобретения в пределах и за заявляемыми пределами и полученные результаты показаны в таблице 4.
Промышленная применимость
Предлагаемое изобретение было опробовано в условиях производства АО ЧМЗ при изготовлении прутков из сплавов марок ПТ-7М, ПТ-1М (α-сплавы), ВТ6С, ПТ-3В, 2В (псевдо-α сплавы), ВТ6, ВТ3-1, ВТ9 (α+β-сплавы) и других сплавов на основе титана.
Результаты осуществления изобретения показали, что обеспечивается получение прутков с размером в сечении от 10 до 180 мм с регламентированными макро- и микроструктурами и механическими свойствами.
Прутки, изготовленные способом согласно изобретению, соответствуют требованиям, предъявляемым к заготовкам или изделиям из сплавов титана в виде прутков, применяемых для активных зон атомных реакторов, в химической и нефтегазовой промышленности, медицине.
При этом способ обеспечивает более низкую себестоимость за счет сокращения цикла изготовления, повышения выхода металла в годное, значительного снижения уровня брака.
Способ иодидного рафинирования циркония и устройство для его осуществления
Способ получения чистого ниобия
Способ изготовления прутковых заготовок из сплавов на основе интерметаллида титана с орто-фазой
Проволока для обработки металлургических расплавов
Сплав на основе титана и прутковая заготовка из сплава на основе титана
Способ иодидного рафинирования циркония и устройство для его осуществления
Способ получения чистого ниобия
Способ изготовления прутковых заготовок из сплавов на основе интерметаллида титана с орто-фазой
Клещевая головка ковочного манипулятора (варианты)
Сплав на основе титана и прутковая заготовка из сплава на основе титана
Способ изготовления трубных изделий высокой точности из гафния
Способ изготовления заготовок трубных из титановых псевдо α-сплавов 5в и 37
Способ изготовления тонких листов из гафния с изотропными механическими свойствами

