Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШИХТОВАННОГО СЕРДЕЧНИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к устройству для изготовления шихтованного сердечника и способу его изготовления.
Уровень техники
В рассматриваемой области техники в качестве материала для изготовления шихтованного сердечника используется стальной лист, имеющий высокую магнитную проницаемость, например, лист из электротехнической стали. В общем, при изготовлении шихтованного сердечника тонкий стальной лист с высокой магнитной проницаемостью (например, лист уменьшенной толщины из электротехнической стали) подают в пресс в качестве материала шихтованного сердечника и подвергают вырубке для получения изделия в форме сердечника. Изделия из стального листа в форме сердечника, полученные вырубкой в прессе (далее именуемые как «вырубленное тело»), накладывают друг на друга в направлении по толщине, объединяя их. В результате получается шихтованный сердечник, который может использоваться в качестве сердечника электродвигателя и т.п.
Из-за возросших в последние годы требований к экономии энергии ожидается дальнейший рост эффективности эксплуатационных характеристик электродвигателей (вращательного движения). Лист из электротехнической стали или материал шихтованного сердечника должен иметь небольшую толщину для уменьшения потерь от вихревых токов в шихтованном сердечнике, генерируемых при вращении электродвигателя с высокой скоростью. В результате увеличивается потребность в листах из электротехнической стали с толщиной 0,35 мм и менее. Перспективная задача дальнейшего повышения эффективности электродвигателей, в которых используется шихтованный сердечник, обусловливает тенденцию к дополнительному уменьшению толщины листа из электротехнической стали. Однако дополнительное уменьшение толщины листа из электротехнической стали увеличивает число листов из электротехнической стали, которое требуется для изготовления шихтованного сердечника. Такое увеличение числа шихтованных листов из электротехнической стали увеличивает время, необходимое для вырубки из листа из электротехнической стали, используемого в качестве материала шихтованного сердечника, что ведет к снижению производительности при изготовлении шихтованных сердечников.
Для решения указанных проблем был предложен способ, в котором для повышения производительности выполняют одновременную вырубку из множества стальных листов. Например, в патентном документе JP 2003-153503 A описан способ изготовления сердечника для электродвигателя, в котором перед вырубкой из множества листов электротехнической стали те части листов, которые не используются для изготовления сердечника, крепят друг к другу посредством склеивания. В способе, описанном в патентном документе JP 2003-264962 A, между множеством листов электротехнической стали образуют клеевой слой так, чтобы он не окружал область без клея, и образованный слой клея частично связывает множество листов электротехнической стали.
В патентном документе JP 2005-332976 A описан способ нанесения на множество листов электротехнической стали неорганического клея, содержащего в качестве основного компонента оксид алюминия или оксид кремния, для связывания множества этих листов. В патентном документе JP 4581228 B2 описан способ связывания множества листов электротехнической стали слоем клея из органической смолы, имеющей температуру стеклования или температуру размягчения 50°C и выше.
Согласно способу, описанному в патентном документе JP 2005-191033 A, множество листов электротехнической стали связывают адгезивной пленкой, расположенной между листами электротехнической стали, для получения многослойного шихтованного стального листа, который подвергают вырубке в прессе, тем самым изготавливая шихтованный сердечник. Согласно способу, описанному в патентном документе JP 2003-189515 A, два стальных листа, каждый из которых имеет определенные толщины с обоих концов в направлении, перпендикулярном направлению прокатки, накладывают друг на друга таким образом, чтобы конец большей толщины примыкал к концу меньшей толщины, и два стальных листа одновременно подвергают вырубке в прессе для образования вырубленного тела (элемента сердечника) заданной формы. Затем вырубленные тела последовательно укладывают так, чтобы каждое направление прокатки совмещалось, образуя тем самым шихтованный сердечник.
Однако вырубка из стальных листов может привести к появлению извилистости этих листов, что приводит к нарушению процесса и снижает эффективность. Для решения этой проблемы в патентном документе JP 60-15412 Y описано боковое направляющее устройство, выполненное с возможностью удерживания концов в направлении по ширине металлической ленты, которое движется по технологической линии с целью предотвращения извилистости металлической ленты. Согласно способу, описанному в патентном документе JP 2012-240067 A, на технологической линии определяют величину извилистости, которая является величиной позиционного отклонения в направлении по ширине стальных листов, и центрирующий ролик наклоняется в горизонтальной плоскости относительно направления движения стальных листов на основе обнаруженной величины извилистости стальных листов, корректируя тем самым извилистость стальных листов.
Однако согласно обычным способам, описанным в патентных документах JP 2003-153503 A, JP 2003-264962 A, JP 2005-332976 A, JP 4581228 B2, JP 2005-191033 A и JP 2003-189515 A, множество материалов шихтованных сердечников, которые накладывают друг на друга для одновременной вырубки в прессе, может смещаться в направлении, перпендикулярном направлению прокатки (т.е. в направлении по ширине материалов шихтованных сердечников), перед фиксацией с помощью клея или взаимного соединения и т.п. Такое смещение может привести к столкновению материалов шихтованных сердечников с внутренней стенкой штампа в прессе или может повлечь за собой падение материалов шихтованных сердечников из штампа в пресс.
В частности, во время накладывания друг на друга множества материалов шихтованных сердечников и непрерывной вырубки из этих материалов для изготовления шихтованного сердечника при наклоне каждого из материалов шихтованных сердечников применительно к его толщине в направлении по ширине материалов шихтованных сердечников, как описано в патентном документе JP 2003-189515 A, может возникнуть следующая проблема. При накладывании множества материалов шихтованных сердечников друг на друга они смещаются в противоположных направлениях по ширине материалов шихтованных сердечников из-за их собственного веса или нагрузки, действующей от прижимного ролика, что является серьезной проблемой. Эта проблема может привести к тому, что материалы шихтованных сердечников будут сталкиваться с внутренней стенкой штампа, или материалы шихтованных сердечников будут выпадать из штампа, как описано выше (далее такие неисправности будут называться неисправностями из-за смещения в направлении по ширине материала шихтованных сердечников).
Для устранения таких неисправностей из-за смещения в направлении по ширине материала шихтованных сердечников, по-видимому, достаточно скорректировать извилистость множества материалов шихтованных сердечников перед наложением их друг на друга, используя боковую направляющую, описанную в патентном документе JP 60-15412 Y, или центрирующий ролик, описанный в патентном документе JP 2012-240067 A. Однако при использовании боковой направляющей, описанной в патентном документе JP 60-15412 Y, материалы шихтованных сердечников, которые входят в контакт с этой направляющей, могут подниматься, что ведет к неисправности, состоящей в том, что материалы шихтованных сердечников блокируют штамп. Способ корректировки извилистости, описанный в патентном документе JP 2012-240067 A, требует установки центрирующего ролика, выполненного с возможностью корректировки извилистости, и устройства обнаружения положений концов (далее - краев) в направлении по ширине материала шихтованных сердечников (далее - положение краев) в соответствии с количеством наложенных друг на друга материалов. Установка таких устройств увеличивает монтажные и эксплуатационные расходы и повышает трудоемкость технического обслуживания.
Настоящее изобретение разработано с учетом вышеописанных проблем, и задача изобретения состоит в создании устройства для изготовления шихтованных сердечников и способа их изготовления, которые могут до возможной степени предотвращать смещение положений краев и подъем множества материалов шихтованных сердечников, накладываемых друг на друга и подвергаемых вырубке для изготовления шихтованного сердечника.
Раскрытие изобретения
Установлено, что множество накладываемых друг на друга материалов шихтованных сердечников с выровненными положениями краев можно стабильно подавать в вырубной штамп, используя следующие механизмы: механизм корректировки извилистости (отклонение положений краев в направлении по ширине) с выравниванием положений краев множества наложенных друг на друга материалов шихтованных сердечников; и механизм предотвращения подъема. Для устранения указанной проблемы и решения указанной задачи устройство для изготовления шихтованного сердечника путем изготовления из множества материалов шихтованных сердечников по меньшей мере одного вырубленного тела, используемого для образования шихтованного сердечника, содержит узел наложения друг на друга множества материалов шихтованных сердечников, транспортируемых по различным маршрутам; узел корректировки положения краев, выполненный с возможностью выравнивания положений краев множества материалов шихтованных сердечников в направлении по их ширине и корректировки смещения положения каждого края множества материалов шихтованных сердечников относительно заданного положения края, которое является исходным положением каждого края в направлении по ширине; узел предотвращения подъема множества материалов шихтованных сердечников, положения краев которых выровнены, а смещение положений этих краев скорректировано узлом корректировки положения краев; и оборудование для вырубки из множества материалов шихтованных сердечников, уложенных друг на друга узлом наложения и подвергнутых процессу выравнивания положений краев и корректировки смещения положений краев узлом корректировки положений краев и процессу предотвращения подъема узлом предотвращения подъема, для получения вырубленного тела.
Кроме того, в устройстве для изготовления шихтованных сердечников по настоящему изобретению узел корректировки положения краев установлен непосредственно перед входом в узел наложения и/или непосредственно после выхода из узла наложения.
Кроме того, в устройстве для изготовления шихтованных сердечников по настоящему изобретению узел корректировки положения краев содержит пару боковых направляющих роликов, обращенных друг к другу в направлении по ширине множества материалов шихтованных сердечников; и пару пружин, выполненных с возможностью создания сил упругости для смещения пары боковых направляющих роликов навстречу друг другу, когда пара боковых направляющих роликов находится друг от друга на расстоянии, превышающем заданное, причем пара боковых направляющих роликов принимает множество материалов шихтованных сердечников в направлении по ширине за счет сил упругости пары пружин, обеспечивая тем самым выравнивание положений краев и корректировки смещения положений краев.
Кроме того, указанная задача решается в способе изготовления шихтованного сердечника путем изготовления из множества материалов шихтованных сердечников по меньшей мере одного вырубленного тела, используемого для образования шихтованного сердечника, включающего в себя следующие этапы: этап наложения, на котором осуществляют взаимное наложения множества материалов шихтованных сердечников, транспортируемых по различным маршрутам; этап корректировки положения краев на котором выравнивают положения краев множества материалов шихтованных сердечников в направлении по их ширине и корректируют смещение положения каждого края множества материалов шихтованных сердечников относительно заданного положения края, которое является исходным положением каждого края в направлении по ширине; этап предотвращения подъема, на котором предотвращают подъем множества материалов шихтованных сердечников, положения краев которых выровнены, а смещение положений этих краев скорректировано узлом корректировки положения краев; и этап вырубки, на котором вырубают из множества материалов шихтованных сердечников, уложенных друг на друга узлом наложения и подвергнутых процессу выравнивания положений краев и корректировки смещения положений краев узлом корректировки положений краев и процессу предотвращения подъема узлом предотвращения подъема, для получения вырубленного тела.
Техническим результатом использовании изобретения является возможность предотвращения до возможной степени смещения положений краев и подъема множества материалов шихтованных сердечников, наложенных друг на друга и подвергаемых операции вырубки для изготовления шихтованного сердечника.
Краткое описание чертежей
На фиг. 1 показана схема устройства для изготовления шихтованных сердечников в соответствии с одним из вариантов осуществления изобретения;
на фиг. 2 схематично показаны основные части устройства для изготовления шихтованных сердечников;
на фиг. 3 - узел корректировки положения краев, выполненный с возможностью выравнивания и корректировки смещения положений краев множества стальных листов;
на фиг. 4 - узел корректировки положения краев по фиг. 3, если смотреть в продольном направлении подлежащего обработке стального листа;
на фиг. 5 проиллюстрирован процесс выравнивания краев множества стальных листов;
на фиг. 6 - то же, вид под другим углом;
на фиг. 7 - блок-схема способа изготовления шихтованных сердечников в соответствии с одним из вариантов осуществления изобретения;
на фиг. 8 - фрагмент устройства с несколькими узлами корректировки положения краев;
на фиг. 9 - результаты оценки по примеру 2 настоящего изобретения в отношении величины смещения положений краев подвергаемых операции вырубки стальных листов, расположенных непосредственно перед штампом.
Варианты осуществления изобретения
Ниже приведено подробное описание предпочтительного варианта выполнения устройства для изготовления шихтованных сердечников и способа изготовления шихтованных сердечников по настоящему изобретению со ссылкой на чертежи. Следует отметить, что настоящее изобретение не ограничивается этим вариантом выполнения. Также следует иметь в виду, что чертежи являются схематическими видами, и относительные размеры, пропорции и т.п. компоненты могут отличаться от реальных значений. Относительные размеры и пропорции компонентов на чертежах также могут различаться. На каждом чертеже одинаковые компоненты обозначены одинаковыми номерами позиций.
Конструкция устройства для изготовления шихтованных сердечников
Как показано на фиг. 1 и 2, устройство 1 для изготовления шихтованных сердечников содержит множество узлов 2-1 - 2-n подачи, которые подают n (здесь и далее n означает целое число, большее или равное 2) стальных листов 15-1 - 15-n в качестве материалов стальных листов (далее - «множество стальных листов 15»); и множество подающих роликов 3-1 - 3-n и 4-1 - 4-n, которые подают множество стальных листов 15 по соответствующим маршрутам транспортирования. Устройство 1 также содержит группу 5 подающих роликов, которые накладывают друг на друга стальные листы 15 в процессе их транспортирования; узлы 8 и 9 корректировки положения краев, которые выравнивают положения краев множества стальных листов 15 и корректируют их смещение; узлы 10 и 11 предотвращения подъема, которые препятствуют подъему стальных листов 15; прижимной ролик 12, который укладывает друг на друга стальные листы 15; и пресс 13, который выполняет вырубку из множества наложенных друг на друга стальных листов 15.
На фиг. 2 показана часть конструкции устройства 1 от подающего ролика 4-1 до узла 9 корректировки положения краев, если смотреть сверху (с верхней стороны в направлении D3 толщины множества стальных листов 15). На фиг. 2 не показаны узлы 10 и 11 предотвращения подъема для упрощения описания процесса выравнивания положений краев стальных листов 15 и корректировки их смещения (далее - «процесс выравнивания краев») с помощью узлов 8 и 9.
Узлы 2-1 - 2-n подачи выполнены с возможностью подачи стальных листов 15. В частности, каждый из узлов 2-1 - 2-n содержит разматыватель и т.п., установленный у входного конца устройства 1. Узлы 2-1 - 2-n подачи принимают n стальных листов 15-1 - 15-n (или n стальных рулонов 15, когда листы имеют форму рулона) в качестве множества материалов для изготовления шихтованных сердечников, а затем последовательно подают эти стальные листы 15-1 - 15-n по соответствующим маршрутам транспортирования.
В этом варианте выполнения все n стальных листов 15-1 - 15-n представляют собой плоские тонкие листы из электротехнической стали, имеющие высокую магнитную проницаемость (листы из неориентированной электротехнической стали и т.п.). Как показано на фиг. 1, эти стальные листы 15-1 - 15-n поступают на соответствующие узлы 2-1 - 2-n подачи в намотанном состоянии.
Подающие ролики 3-1 - 3-n и 4-1 - 4-n представляют собой средства, обеспечивающие подачу стальных листов 15 от мест перед маршрутами транспортирования до мест после маршрутов транспортирования. В частности, как показано на фиг. 1, подающие ролики 3-1 - 3-n установлены на позиции, следующей за узлами 2-1 - 2-n подачи, а подающие ролики 4-1 - 4-n установлены после подающих роликов 3-1 - 3-n. Подающие ролики 3-1 - 3-n последовательно подают соответствующие стальные листы 15-1 - 15-n, поступающие с узлов 2-1 - 2-n подачи, на подающие ролики 4-1 - 4-n по соответствующим маршрутам транспортирования. Подающие ролики 4-1 - 4-n последовательно подают соответствующие стальные листы 15-1 - 15-n, поступающие с подающих роликов 3-1 - 3-n, на следующую позицию к группе 5 подающих роликов по соответствующим маршрутам транспортирования.
Группа 5 подающих роликов представляет собой средства, обеспечивающие накладывание стальных листов 15 друг на друга при их транспортировании. В частности, как показано на фиг. 1, группа 5 подающих роликов содержит множество (в данном случае пять) подающих роликов 5a - 5e, расположенных вдоль маршрутов транспортирования стальных листов 15. Число подающих роликов, расположенных в группе 5, необязательно ограничивается пятью, и может составлять любое количество, необходимое для транспортирования и накладывания стальных листов 15 друг на друга.
В группе 5 подающих роликов 5a - 5e по меньшей мере один из них принимает стальные листы 15-1 - 15-n, поступающие с подающих роликов 4-1 - 4-n в направлениях подачи (контурные стрелки на фиг. 1) по соответствующим маршрутам транспортирования. Группа 5 подающих роликов последовательно подает стальные листы 15-1 - 15-n от мест перед маршрутами транспортирования до мест после маршрутов транспортирования посредством подающих роликов 5a - 5e и одновременно накладывает стальные листы 15-1 - 15-n в направлении D3 толщины в положении, соответствующем любому из подающих роликов 5a - 5e. Что касается множества показанных стальных листов 15, то они укладываются друг на другом на группе 5 подающих роликов под действием собственного веса. Группа 5 подающих роликов последовательно подает множество стальных листов 15, уложенных указанным образом, к узлу 8 корректировки положения краев.
Узлы 8 и 9 корректировки положения краев выравнивают положения краев материалов шихтованных сердечников в направлении D1 по ширине этих материалов и корректируют смещение положений краев относительно заданных положений SPa и SPb в направлении D1 по ширине. В этом варианте выполнения, как показано на фиг. 1 и 2, узлы 8 и 9 корректировки положения краев установлены на позиции перед прессом 13 и установлены непосредственно перед входом в прижимной ролик 12 и непосредственно после выхода из прижимного ролика 12, который сжимает стальные листы 15. Другими словами, как показано на фиг. 1 и 2, между узлами 8 и 9 корректировки положения краев и прижимным роликом 12 нет никакого оборудования, влияющего на транспортирование материалов шихтованных сердечников, например, подающих роликов.
Непосредственно перед входом в прижимной ролик 12 узел 8 корректировки положения краев принимает стальные листы 15, транспортируемые от группы 5 подающих роликов к прижимному ролику 12, с правой и левой сторон в направлении D1 по ширине, используя пару вращающихся тел качения, которые воспринимают действие сил упругости пружин, которые будут описаны ниже. Соответственно, узел 8 корректировки положения краев выравнивает положения краев множества стальных листов 15 между стальными листами 15-1 - 15-n таким образом, что максимальная ширина между положениями правого и левого краев Pa и Pb в направлении D1 по ширине стальных листов 15 становится близкой (желательно, равной) ширине W каждого листа из их множества (например, ширине W стального листа 15-1).
В то же самое время узел 8 корректировки положения краев корректирует извилистость множества стальных листов 15 как с правой, так и с левой стороны в направлении D1 по ширине, когда стальные листы 15 транспортируются от группы 5 подающих роликов к прижимному ролику 12. Соответственно, узел 8 корректировки положения краев корректирует смещение положений краев множества стальных листов 15 относительно заданных положений SPa и SPb краев в направлении D1 по ширине, как показано на фиг. 2. Другими словами, узел 8 корректировки положения краев уменьшает величину смещения от заданного положения SPa краев относительно положения Pa левых краев (положения каждого левого края уложенных листов 15-1 - 15-n) в направлении D1 по ширине стальных листов 15. Кроме того, узел 8 корректировки положения краев уменьшает величину смещения от заданного положения SPb краев относительно положения Pb правых краев (положения каждого правого края уложенных листов 15-1 - 15-n) в направлении D1 по ширине стальных листов 15.
Непосредственно за выходом из прижимного ролика 12 узел 9 корректировки положения краев формирует группу 18 совмещенных листов, состоящую из множества стальных листов 15 и транспортируемую от прижимного ролика 12 к прессу 13, используя пару вращающихся тел качения, воспринимающих с правой и левой сторон в направлении D1 по ширине которые действие сил упругости пружин, которые будут описаны ниже. Соответственно, узел 9 корректировки положения краев выравнивает положения краев стальных листов 15-1 - 15-n в группе 18 совмещенных листов таким образом, что максимальная ширина между положениями правого и левого краев Pa и Pb в направлении D1 по ширине группы 18 совмещенных листов становится близкой (желательно, равной) ширине W каждого листа 15-1 - 15-n из их множества.
В то же самое время узел 9 корректировки положения краев корректирует извилистость группы 18 совмещенных листов как с правой, так и с левой стороны в направлении D1 по ширине, когда группа 18 совмещенных листов, состоящая из множества стальных листов 15, транспортируется от прижимного ролика 12 к штампам (верхнему штампу 13a и нижнему штампу 13b) пресса 13. Соответственно, узел 9 корректировки положения краев корректирует смещение положений краев группы 18 совмещенных листов относительно заданных положений SPa и SPb краев в направлении D1 по ширине, как показано на фиг. 2. Другими словами, узел 9 корректировки положения краев уменьшает величину смещения от заданного положения SPa краев относительно положения Pa левых краев (положения каждого левого края уложенных листов 15-1 - 15-n) в направлении D1 по ширине группы 18 совмещенных листов. Кроме того, узел 9 корректировки положения краев уменьшает величину смещения от заданного положения SPb краев относительно положения Pb правых краев (положения каждого правого края перекрывающихся листов 15-1 - 15-n) в направлении D1 по ширине группы 18 совмещенных листов.
Заданные положения SPa и SPb краев относятся к правому и левому краям в направлении D1 по ширине стальных листов 15-1 - 15-n и являются общими для всех стальных листов 15-1 - 15-n. Такие заданные положения SPa и SPb краев устанавливают, например, в соответствии с положениями верхнего и нижнего штампов 13a и 13b, чтобы стальные листы 15 подавались между верхним штампом 13a и нижним штампом 13b пресса 13 оптимальным образом.
Узлы 10 и 11 предотвращения подъема являются конструкциями, выполненными с возможностью предотвращения подъема множества материалов шихтованных сердечников, когда положения краев выровнены, и смещение положений краев корректируется узлами 8 и 9 корректировки положения краев. В частности, как показано на фиг. 1, узел 10 предотвращения подъема расположен на верхней части узла 8 корректировки положения краев, который расположен непосредственно перед входом в прижимной ролик 12. Узел 10 предотвращения подъема препятствует подъему стальных листов 15, когда положения их краев выровнены, а смещение положений краев корректируется узлом 8. Другими словами, узел 10 предотвращает подъем каждого края стальных листов 15-1 - 15-n, наложенных друг на друга в направлении D3 по толщине узлом 8 корректировки положения краев.
Как показано на фиг. 1, узел 11 предотвращения подъема расположен на верхней части узла 9 корректировки положения краев, который расположен непосредственно после выхода из прижимного ролика 12. Узел 11 препятствует подъему стальных листов 15 (в частности, группы 18 совмещенных листов), когда положения краев выровнены, а смещение положений краев корректируется узлом 9. Другими словами, узел 11 предотвращает подъем каждого края стальных листов 15-1 - 15-n, наложенных друг на друга в направлении D3 по толщине узлом 9 корректировки положения краев.
Прижимной ролик 12 действует в качестве средства укладки, выполненного с возможностью наложения друг на друга множества стальных листов 15, когда множество материалов шихтованных сердечников транспортируется по определенным маршрутам. В частности, как показано на фиг. 1, прижимной ролик 12 содержит пару вращающихся роликов, верхний и нижний, и установлен перед прессом 13 между узлами 8 и 9 корректировки положения краев. Прижимной ролик 12 принимает множество стальных листов 15, транспортируемых через узел 8 корректировки положения краев сверху и снизу, тем самым накладывая друг на друга стальные листы 15, сжимая их в направлении D3 по толщине. Таким образом, прижимной ролик 12 обеспечивает образование группы 18 совмещенных листов из множества стальных листов 15.
В этом варианте выполнения группа 18 совмещенных листов является многослойной конструкцией, в которой стальные листы 15-1 - 15-n наложены друг на друга в направлении D3 по толщине и защищены от подъема узлом 10 предотвращения подъема, и в которой положения краев выровнены, а смещение положений краев скорректировано узлом 8 корректировки положения краев. Как описано выше, прижимные ролики 12 подают группу 18 совмещенных листов к узлу 9 корректировки положения краев, расположенному рядом с прессом 13, накладывая друг на друга множество стальных листов 15.
Пресс 13 действует в качестве оборудования для вырубки и выполнен с возможностью вырубки из множества стальных листов 15, наложенных друг на друга прижимным роликом 12 (т.е. из группы 18 совмещенных листов), вырубленного тела. В частности, как показано на фиг. 1, пресс 13 содержит верхний и нижний вырубные штампы 13a и 13b, установленные на позиции, следующей после прижимного ролика 12, точнее, после узла 9 корректировки положения краев. Пресс 13 принимает группу 18 совмещенных листов в пространство между верхним и нижним штампами 13a и 13b и удерживает эту группу 18 между штампами 13a и 13b. Далее пресс 13 осуществляет вырубку из группы 18 совмещенных листов в направлении D3 толщины, используя верхний штамп 13a и нижний штамп 13b. Группа 18 совмещенных листов, подвергаемая вырубке в прессе 13, представляет собой наложенные друг на друга прижимным роликом 12 стальные листы 15-1 - 15-n. Таким образом, множество стальных листов 15 подвергают следующим воздействиям: выравнивание положений краев и корректировка смещения положения краев, выполняемые узлами 8 и 9 корректировки положения краев (процесс выравнивания краев); и предотвращения подъема, выполняемое узлами 10 и 11.
В результате вышеупомянутого процесса вырубки пресс 13 изготавливает вырубаемое тело из материалов шихтованных сердечников, имеющее заданную форму сердечника из стальных листов 15-1 - 15-n, которые образуют группу 18 совмещенных листов. В каждом случае группа 18 совмещенных листов поступает в штампы с помощью прижимного ролика 12, и пресс 13 непрерывно вырубает вырубаемое тело в заданной форме сердечника из стальных листов с 15-1 по 15-n, которые образуют группу 18 совмещенных листов, для получения множества вырубленных тел, имеющих заданную форму сердечника. Пресс 13 формирует множество полученных таким путем вырубленных тел так, чтобы направления прокатки стальных листов 15-1 - 15-n были выровнены в одном и том же направлении. Далее пресс 13 объединяет вырубленные тела за счет действия верхнего и нижнего штампов 13a и 13b для изготовления требуемого шихтованного сердечника.
В данном варианте осуществления настоящего изобретения направление D1 по ширине является направлением, в котором продолжается ширина каждого листа из их множества 15, представляющих собой материалы шихтованных сердечников. Продольное направление D2 является направлением, в котором множество стальных листов 15 продолжается в продольном направлении, т.е. направлением прокатки каждого из стальных листов 15-1 - 15-n. В этом продольном направлении D2 транспортируются стальные листы 15-1 - 15-n. Направление D3 является направлением по толщине каждого листа из их множества. В частности, когда множество стальных листов, таких как вышеупомянутая группа 18 совмещенных листов, находится в состоянии, в котором листы наложены друг на друга, направление D3 по толщине является тем же самым направлением, в котором множество стальных листов 15 накладывают друг на друга (направление укладки). Направление D1 по ширине, продольное направление D2 и направление D3 по толщине перпендикулярны друг другу.
Кроме того, правая сторона в направлении D1 по ширине является правой стороной в направлении транспортирования множества стальных листов 15 (направлении подачи), а левая сторона в направлении D1 по ширине является левой стороной в направлении транспортирования. Прямое направление в продольном направлении D2 является направлением, в котором множество стальных листов 15 транспортируется вперед, и обратное направление в продольном направлении D2 является противоположным направлением по отношению к прямому направлению. Верхняя сторона в направлении D3 по толщине направлена вверх, а нижняя сторона в направлении D3 по толщине направлением, идущим вертикально вниз.
Конструкция узла корректировки положения краев
Ниже приведено подробное описание конструкции узлов 8 и 9 корректировки положения краев, выполненных с возможностью выравнивания положения краев и корректировки смещения положения краев стальных листов 15-1 - 15-n по одному из вариантов осуществления изобретения. На фиг. 3 схематично показана на виде сверху конструкции узла корректировки положения краев, выполненного с возможностью выравнивания положения краев и корректировки смещения положения краев множества стальных листов. На фиг. 4 показана та же конструкция, если смотреть в продольном направлении стального листа, подлежащего обработке. На фиг. 4 также показан узел 10 предотвращения подъема, расположенный на верхней части узла 8 корректировки положения краев. Ниже приведено описание узла 8 корректировки положения краев, которое применимо и к узлу 9, который имеет сходную конструкцию с узлом 8 за исключением места его установки.
Как показано на фиг. 3 и 4, узел 8 корректировки положения краев содержит пару боковых направляющих роликов 21a и 21b, обращенных друг к другу в направлении D1 по ширине стальных листов 15, подлежащих обработке (фиг. 1 и 2); пару кареток 22a и 22b, являющихся подвижными основаниями, на которых расположены соответствующие боковые направляющие ролики 21a и 21b; пару пружин 23a и 23b, прикладывающих силы упругости к кареткам для смещения пары боковых направляющих роликов 21a и 21b во встречном направлении; и основание 25 с направляющей 25a для задания направления и величины перемещения пары кареток 22a и 22b.
Боковые направляющие ролики 21A и 21b представляет собой вращающиеся тела вращения, обращенные друг к другу в направлении D1 по ширине. Один из боковых направляющих роликов, а именно, ролик 21a, установлен на верхней поверхности каретки 22a с возможностью вращения вокруг оси (не показана), направленной по толщине D3. Другой боковой направляющий ролик 21b установлен на верхней поверхности каретки 22b с возможностью вращения вокруг оси (не показана), направленной по толщине D3. Как показано на фиг. 3 и 4, боковые поверхности боковых направляющих роликов 21a и 21b, установленных на каретках 22a и 22b, обращены навстречу друг другу в направлении D1 по ширине.
Каждая каретка 22a и 22b снабжена соответствующей парой боковых направляющих роликов 21a и 21b, каждый из которых является независимой подвижной стойкой в направлении D1 по ширине. В частности, как показано на фиг. 4, каретка 22a (левая в направлении D1 по ширине) снабжена боковым направляющим роликом 21a на верхней поверхности и колесами 24a на нижней части. Колеса 24a опираются на направляющую 25a основания 25, показанного на фиг. 3, так что каретка может перемещаться вместе с боковым направляющим роликом 21a по направляющей 25a в направлении D1 по ширине. Другая каретка 22b (правая в направлении D1 по ширине) снабжена боковым направляющим роликом 21b на верхней поверхности и колесами 24b на нижней части. Колеса 24b опираются на направляющую 25b основания 25, показанного на фиг. 3, так что каретка может перемещаться вместе с боковым направляющим роликом 21b по направляющей 25a в направлении D1 по ширине. Кроме того, пара кареток 22a и 22b, установленных на направляющей 25a, обеспечивает то, что боковые направляющие ролики 21a и 21b обращены друг к другу в направлении D1 по ширине.
Как показано на фиг. 3 и 4, к паре кареток 22a и 22b прикреплена соответствующая пара пружин 23a и 23b. В частности, один конец пружины 23a соединен с задним концом (левым в направлении D1 по ширине) каретки 22a, а другой конец соединен с неподвижной опорой (не показана). Пружина 23a выполнена с возможностью растяжения и сжатия в направлении D1 по ширине в зависимости от перемещения каретки 22a. Пружина 23a сжимается от исходной длины в направлении D1 по ширине, когда каретка 22a перемещается в направлении от расположенной с правой стороны каретки 22b (т.е. влево в направлении D1 по ширине). Соответственно, пружина 23a создает силу упругости для смещения пары боковых направляющих роликов 21a и 21b на паре кареток 22a и 22b в направлении друг друга (в частности, направлении, в котором боковой направляющий ролик 21a с левой стороны приближается к боковому направляющему ролику 21b с правой стороны в направлении D1 по ширине).
Один конец другой пружины 23b соединен с задним (правым) концом каретки 22b, а другой конец соединен с неподвижной опорой (не показана). Пружина 23 b выполнена с возможностью растяжения и сжатия в направлении D1 по ширине в зависимости от перемещения каретки 22b. Пружина 23b сжимается от исходной длины в направлении D1 по ширине, когда каретка 22b перемещается в направлении от расположенной с левой стороны каретки 22a (т.е. вправо). Соответственно, пружина 23b создает силу упругости для смещения пары боковых направляющих роликов 21a и 21b на паре кареток 22a и 22b в направлении друг друга (в частности, направлении, в котором боковой направляющий ролик 21b приближается к боковому направляющему ролику 21a.
Когда пара боковых направляющих роликов 21a и 21b находится друг от друга на расстоянии, превышающем заданное расстояние Wbas (фиг. 3 и 4), пружины 23a и 23b сжимаются от исходной длины и создают силу упругости смещающую пару боковых направляющих роликов 21a и 21b в направлении друг друга. Другими словами, пара пружин 23a и 23b генерирует силу упругости, когда расстояние между парой боковых направляющих роликов 21a и 21b больше заданного расстояния Wbas. Сила упругости каждой из пары пружин 23a и 23b увеличивается, когда расстояние между парой боковых направляющих роликов 21a и 21b становится больше заданного расстояния Wbas. Пара пружин 23a и 23b прикладывает такую силу упругости к паре кареток 22a и 22b и независимо смещает их в направлении приближения боковых направляющих роликов 21a и 21b друг к другу.
Заданное расстояние Wbas между парой боковых направляющих роликов 21a и 21b, показанное на фиг. 3 и 4, можно настроить на любое значение в зависимости от пары пружин 23a и 23b, связанных с парой кареток 22a и 22b. В этом варианте выполнения заданное расстояние Wbas является пороговым значением расстояния между парой боковых направляющих роликов 21a и 21b, обращенных друг к другу. Например, заданное расстояние Wbas определяется как расстояние между парой боковых направляющих роликов 21a и 21b на паре кареток 22a и 22b, когда пара пружин 23a и 23b находится в состоянии исходной длины.
В этом варианте выполнения заданное расстояние Wbas устанавливают меньше ширины W листа множества стальных листов 15 (в частности, ширины W стальных листов 15-1 - 15-n). Предпочтительно, заданное расстояние Wbas устанавливают до такой степени, чтобы каждый из множества стальных листов 15 не деформировался усилием сжатия в направлении D1 по ширине (т.е., силой упругости пары пружин 23a и 23b), которое прикладывает пара боковых направляющих роликов 21a и 21b. Более предпочтительно, заданное расстояние Wbas устанавливают таким образом, чтобы оно удовлетворяло следующей формуле:
W > Wbas > W - 50×t, (1)
где W и t -ширина и толщина каждого листа из их множества 15-1 - 15-n.
Основание 25 представляет собой опору, снабженную направляющей 25a, на которой расположены колеса 24a и 24b пары кареток 22a и 22b. Направляющая 25a проходит в направлении, перпендикулярном направлению подачи (продольному направлению D2) множества стальных листов 15 и параллельном поверхностям листов 15 из их множества (поверхностям материалов шихтованных сердечников), т.е. в направлении D1 по ширине (фиг. 3). Направляющая 25a обеспечивает возможность перемещения пары кареток 22a и 22b в направлении D1 по ширине. Направляющая 25a в зависимости от своей длины (длины направляющей в направлении D1 по ширине) определяет также диапазон перемещения пары кареток 22a и 22b в направлении D1 по ширине.
Как показано на фиг. 4, на верхней части узла 8 корректировки положения краев расположен узел 10 предотвращения подъема. Узел 10 содержит элемент в виде пластины или тело вращения, которое может вращаться вокруг оси, направленной по ширине D1. Как показано на фиг. 4, узел 10 предотвращения подъема установлен таким образом, чтобы он закрывал верхнюю сторону пространства между парой боковых направляющих роликов 21a и 21b, образуя заданный зазор T над верхними поверхностями пары кареток 22a и 22b в направлении D3 по толщине.
Предпочтительно между узлом 10 предотвращения подъема и верхними поверхностями пары кареток 22a и 22b, несущих боковые направляющие ролики 21a и 21b, должен быть образован достаточно широкий зазор, чтобы множество стальных листов 15 (n стальных листов 15-1 - 15-n), уложенных друг на друга в направлении D3 по толщине, могли проходить через указанный зазор. Другими словами, зазор T между узлом 10 предотвращения подъема и парой кареток 22a и 22b устанавливают таким образом, чтобы он превышал общую толщину n листов (n×t). Предпочтительно, зазор T устанавливают не более 1/100 ширины W стальных листов 15-1 - 15-n. Более предпочтительно, зазор T устанавливают таким образом, чтобы он удовлетворял следующей формуле:
10×n×t > T > 2×n×t, (2)
где t - толщина каждого листа из множества стальных листов 15-1 - 15-n и n - число наложенных друг на друга листов.
Конструкция узла 10 предотвращения подъема сходна с конструкцией узла 11 препятствования подъему, расположенного на верхней части узла 9 корректировки краев, показанного на фиг. 1. Узлы 10 и 11 также сходны в отношении зазора T, показанного на фиг. 4.
Операция выравнивания краев
Ниже приведено подробное описание операции выравнивания краев, выполняемой узлами 8 и 9 корректировки положения краев стальных листов 15-1 - 15-n. На фиг. 5 на проиллюстрирован процесс выравнивания краев для выравнивания положений краев и корректировки смещения положений краев множества стальных листов, если смотреть с верхней стороны в направлении D3 по толщине. На фиг. 6 показано то же, но при взгляде в направлении, обращенном по направлению подачи множества стальных листов 15 (прямое направление в продольном направлении D2).
Дальнейшее описание узла 8 корректировки положения краев приведено применительно к узлам 8 и 9 и для двух стальных листов 15-1 и 15-2 применительно к множеству стальных листов 15. Соответственно, операция выравнивания краев в отношении множества стальных листов 15 описана со ссылками на фиг. 5 и 6. Операция выравнивания краев с помощью другого узла 9 корректировки положения краев сходна с операцией выравнивания краев с помощью узла 8. Кроме того, при выравнивании краев узлами 8 и 9 корректировки положения краев, случай, когда число наложенных друг на друга листов из их множества равно двум, сходен со случаем, когда число наложенных друг на друга листов равно трем и более.
Как показано на фиг. 5 и 6, узел 8 корректировки положения краев принимает между парой боковых направляющих роликов 21a и 21b стальные листы 15-1 и 15-2, транспортируемые в состоянии, когда они наложены друг на друга в направлении D3 по толщине, и укладывает послойно в направлении D1 по ширине с помощью пары боковых направляющих роликов 21a и 21b, обращенных к друг к другу в направлении D1 по ширине. В узле 8 корректировки положения краев боковые направляющие ролики 21a и 21b вращаются вокруг осей, соответствующих направлению D3 по толщине с целью продолжения транспортирования (подачи) стальных листов 15-1 и 15-2 в продольном направлении D2. Одновременно с этим узел 8 обеспечивает приложение парой боковых направляющих роликов 21a и 21b усилия упругости, создаваемого парой пружин 23a и 23b, к каждому краю стальных листов 15-1 и 15-2 для выравнивания положения каждого края и корректировки смещения положения каждого края стальных листов 15-1 и 15-2.
В частности, в узле 8 корректировки положения краев, как показано на фиг. 5 и 6, боковой направляющий ролик 21a воспринимает усилие от левого края стального листа 15-1, смещенного в левую сторону в направлении D1 по ширине относительно стального листа 15-2. Каретка 22a перемещается в левую сторону в направлении D1 по ширине по направляющей 25a основания 25 за счет усилия, прикладываемого к боковому направляющему ролику 21a стальным листом 15-1. С другой стороны боковой направляющий ролик 21b воспринимает усилие от правого края стального листа 15-2, смещенного в правую сторону в направлении D1 по ширине относительно стального листа 15-1. Каретка 22b перемещается в правую сторону в направлении D1 по ширине по направляющей 25a основания 25 за счет усилия, прикладываемого к боковому направляющему ролику 21b стальным листом 15-2. Таким образом, каретки 22a и 22b перемещаются одна от другой, что взывает увеличение расстояния между парой боковых направляющих роликов 21a и 21b вплоть до расстояния, равного максимальному расстоянию Wmax между краями стальных листов 15-1 и 15-2, как показано на фиг. 5 и 6.
Максимальное расстояние Wmax между краями листов представляет собой расстояние между самыми дальними краями в направлении D1 по ширине множества материалов шихтованных сердечников. Другими словами, когда число стальных листов из их множества 15 равно двум (стальные листы 15-1 и 15-2, показанные на фиг. 5 и 6), максимальное расстояние Wmax между краями определяется расстоянием между самыми дальними краями в направлении D1 по ширине указанных стальных листов 15-1 и 15-2. В частности, максимальное расстояние Wmax между краями листов является расстоянием между левым краем стального листа 15-1, смещенного в левую сторону в направлении D1 по ширине, и правым краем стального листа 15-2, смещенным в правую сторону в направлении D1 по ширине.
В данном случае, как показано на фиг. 5 и 6, максимальное расстояние Wmax между краями равно значению (расстоянию), полученному посредством сложения заданного расстояния Wbas между парой боковых направляющих роликов 21a и 21b и величин смещения ΔW1 и ΔW2 в направлении D1 по ширине множества стальных листов 15 (стальных листов 15-1 и 15-2 в примере, показанном на фиг. 5 и 6).
Величина смещения ΔW1 с левой стороны в направлении D1 по ширине представляет собой величину смещения множества стальных листов 15 от заданного положения бокового направляющего ролика 21a, соответствующего расстоянию между заданным положением бокового направляющего ролика 21a и положением левого края материала шихтованного сердечника, который смещается на наибольшее расстояние в левую сторону в направлении D1 по ширине (например, стальной лист 15-1, показанный на фиг. 5 и 6). Величина такого смещения ΔW1 включает в себя величину относительного смещения положения каждого края с левой стороны в направлении D1 по ширине материалов шихтованных сердечников (например, величину относительного смещения положения левого края в направлении D1 по ширине стального листа 15-1 относительно стального листа 15-2) и величину смещения (величину извилистости) множества стальных листов 15 относительно заданного положения SPa краев с левой стороны в направлении D1 по ширине.
Величина смещения ΔW2 с правой стороны в направлении D1 по ширине представляет собой величину смещения множества стальных листов 15 от заданного положения бокового направляющего ролика 21b, соответствующую расстоянию между заданным положением бокового направляющего ролика 21b и положением правого края материала шихтованного сердечника, который смещается на наибольшее расстояние в правую сторону в направлении D1 по ширине (например, стальной лист 15-2, показанный на фиг. 5 и 6). Величина такого смещения ΔW2 включает в себя величину относительного смещения положения каждого края с правой стороны в направлении D1 по ширине материалов шихтованных сердечников (например, величину относительного смещения положения правого края в направлении D1 по ширине стального листа 15-2 относительно стального листа 15-1) и величину смещения (величину извилистости) множества стальных листов 15 относительно заданного положения SPb краев с правой стороны в направлении D1 по ширине.
Заданное положение бокового направляющего ролика 21a соответствует правому концу в направлении D1 по ширине бокового направляющего ролика 21a, который расположен на заданном расстоянии Wbas от бокового направляющего ролика 21b. Заданное положение бокового направляющего ролика 21b соответствует левому концу в направлении D1 по ширине бокового направляющего ролика 21b, который расположен на заданном расстоянии Wbas от бокового направляющего ролика 21a.
Как показано на фиг. 5 и 6, когда расстояние между парой боковых направляющих роликов 21a и 21b превышает заданное расстояние Wbas и увеличивается до максимального расстояния Wmax между краями стальных листов 15-1 и 15-2, пара пружин 23a и 23b сжимается от исходной длины в направлении D1 по ширине, поскольку пара кареток 22a и 22b перемещается в направлениях друг от друга, и в дальнейшем пара кареток 22a и 22b вызывает появление сил упругости для смещения пары боковых направляющих роликов 21a и 21b в направлении друг к другу.
В частности, пружина 23a создает силу упругости для смещения бокового направляющего ролика 21a с левой стороны к боковому направляющему ролику 21b с правой стороны в направлении навстречу друг другу в соответствии с величиной смещения ΔW1 с левой стороны в направлении D1 по ширине стальных листов 15-1 и 15-2, как показано на фиг. 5 и 6. Сила упругости пружины 23a увеличивается с увеличением величины смещения ΔW1 и уменьшается с уменьшением величины смещения ΔW1. Пружина 23a прикладывает силу упругости, создаваемую указанным образом, к каретке 22a с левой стороны в направлении D1 по ширине пары кареток 22a и 22b. С другой стороны пружина 23b создает силу упругости для смещения бокового направляющего ролика 21b с правой стороны к боковому направляющему ролику 21a с левой стороны в направлении друг друга в соответствии с величиной смещения ΔW2 с правой стороны в направлении D1 по ширине стальных листов 15-1 и 15-2, как показано на фиг. 5 и 6. Сила упругости пружины 23b увеличивается с увеличением величины смещения ΔW2 и уменьшается с уменьшением величины смещения ΔW2. Пружина 23b прикладывает силу упругости, создаваемую указанным образом, к каретке 22b с правой стороны в направлении D1 по ширине пары кареток 22a и 22b.
Пара кареток 22a и 22b независимо перемещается навстречу друг друга по направляющей 25a за счет сил упругости пары пружин 23a и 23b. Кроме того, пара кареток 22a и 22b перемещается в направлении D1 по ширине по направляющей 25a в соответствии с балансом сил, действующих на пару боковых направляющих роликов 21a и 21b с каждого края стальных листов 15-1 и 15-2. Соответственно, положение центра расстояния между парой кареток 22a и 22b для роликов перемещается близко к положению центра максимального расстояния Wmax между краями стальных листов 15-1 и 15-2.
Перемещаясь вместе с парой кареток 22a и 22b, пара боковых направляющих роликов 21a и 21b смещается в сторону их приближения друг к другу в направлении D1 по ширине за счет сил упругости пары пружин 23a и 23b, действующей на пару кареток 22a и 22b. Пара боковых направляющих роликов 21a и 21b укладывает слои множества стальных листов 15 в направлении D1 по ширине за счет сил упругости пары пружин 23a и 23b, выравнивая положения краев стальных листов 15-1 - 15-n. В то же время пара боковых направляющих роликов 21a и 21b корректирует смещение положений краев множества стальных листов 15 относительно заданных положений SPa и SPb краев в направлении D1 по ширине за счет силы упругости пары пружин 23a и 23b.
В частности, как показано на фиг. 5 и 6, один из боковых направляющих роликов 21a (с левой стороны в направлении D1 по ширине) оказывает давление на левый край стального листа 15-1 по направлению к правой стороне в направлении D1 по ширине за счет силы упругости пружины 23a, прикладываемой к каретке 22a. Как показано на фиг. 5 и 6, применительно к двум стальным листам 15-1 и 15-2, края которых подлежат приведению в надлежащее положение, стальной лист 15-1 смещен в левую сторону в направлении D1 по ширине относительно стального листа 15-2. Боковой направляющий ролик 21a оказывает давление на левый край стального листа 15-1 в направлении, указанном контурными стрелками на фиг. 5 и 6, для уменьшения величины смещения ΔW1 стального листа 15-1 от заданного положения бокового направляющего ролика 21a. Соответственно, боковой направляющий ролик 21a выравнивает положение левого края стального листа 15-1 и положение левого края стального листа 15-2. В то же самое время боковой направляющий ролик 21a корректирует смещение положений левых краев стальных листов 15-1 и 15-2 относительно заданного положения SPa краев так, чтобы положения левых краев стальных листов 15-1 и 15-2 соответствовали заданному положению SPa краев. В этом случае боковой направляющий ролик 21a свободно вращается вокруг оси в направлении D3 по толщине и в то же время контактирует с левым краем стального листа 15-1 или каждым левым краем стальных листов 15-1 и 15-2 (фиг. 5). Соответственно, боковой направляющий ролик 21a не препятствует транспортированию (подаче) стальных листов 15-1 и 15-2, в то же время выравнивая положения левых краев и корректируя смещение положений краев стальных листов 15-1 и 15-2.
Другой боковой направляющий ролик 21b (с правой стороны в направлении D1 по ширине) оказывает давление на правый край стального листа 15-2 по направлению к левой стороне в направлении D1 по ширине за счет силы упругости пружины 23b, прикладываемой к каретке 22b. Как показано на фиг. 5 и 6 применительно к двум стальным листам 15-1 и 15-2, края которых подлежат приведению в надлежащее положение, стальной лист 15-2 смещен в правую сторону в направлении D1 по ширине относительно стального листа 15-1. Боковой направляющий ролик 21b оказывает давление на правый край стального листа 15-2 в направлении, указанном контурными стрелками на фиг. 5 и 6, для уменьшения величины смещения ΔW2 стального листа 15-2 от заданного положения бокового направляющего ролика 21b. Соответственно, боковой направляющий ролик 21b выравнивает положение правого края стального листа 15-2 и положение правого края стального листа 15-1. В то же время боковой направляющий ролик 21b корректирует смещение положений правых краев стальных листов 15-1 и 15-2 относительно заданного положения SPb краев так, чтобы положения правых краев стальных листов 15-1 и 15-2 соответствовали заданному положению SPb краев. В этом случае боковой направляющий ролик 21b свободно вращается вокруг оси в направлении D3 по толщине и в то же время контактирует с правым краем стального листа 15-2 или каждым правым краем стальных листов 15-1 и 15-2 (фиг. 5). Соответственно, боковой направляющий ролик 21b не препятствует транспортированию (подаче) стальных листов 15-1 и 15-2, в то же время выравнивая положения правых краев и корректируя смещение положений краев стальных листов 15-1 и 15-2.
Кроме того, как описано выше, пара кареток 22a и 22b перемещается в направлении D1 по ширине по направляющей 25a согласно балансу сил, действующих на пару боковых направляющих роликов 21a и 21b с каждого края стальных листов 15-1 и 15-2. Пара боковых направляющих роликов 21a и 21b перемещается в направлении D1 по ширине вместе с такой парой кареток 22a и 22b. Соответственно, положение центра расстояния между парой боковых направляющих роликов 21a и 21b перемещается близко к положению центра максимального расстояния Wmax между краями стальных листов 15-1 и 15-2. В этом случае пара боковых направляющих роликов 21a и 21b может прикладывать равную силу сжатия (т.е. силу упругости пары пружин 23a и 23b) к стальным листам 15-1 и 15-2 как с правой, так и с левой стороны в направлении D1 по ширине. Эффект этого действия способствует предотвращению подъема стальных листов 15-1 и 15-2 с помощью узла 10, показанному на фиг. 6, и усиливает эффект препятствования подъему.
Способ изготовления шихтованных сердечников
На фиг. 7 показана технологическая схема способа изготовления шихтованного сердечника в соответствии с одним из вариантов осуществления изобретения. В этом способе каждый процесс (операция) на этапах с S101 по S107, показанных на фиг. 7, последовательно выполняется устройством 1 для изготовления шихтованного сердечника с целью объединения множества вырубленных тел из материалов шихтованных сердечников и изготовления шихтованного сердечника.
Другими словами, согласно способу изготовления шихтованного сердечника, как показано на фиг. 7, устройство 1 для изготовления шихтованных сердечников выравнивает положения краев и корректирует смещение положений краев множества материалов шихтованных сердечников, уложенных друг на друга во время транспортирования по определенным маршрутам.
На этапе S101 группа 5 подающих роликов принимает множество стальных листов, транспортируемых по определенным маршрутам транспортирования, и в дальнейшем укладывает стальные листы 15-1 - 15-n друг на друга в направлении D3 по толщине. На следующей стадии группа 5 подающих роликов последовательно подает множество уложенных друг на друга стальных листов 15 в узел 8 корректировки положения краев.
Далее узел 8 корректировки положения краев принимает между парой боковых направляющих роликов 21a и 21b множество стальных листов 15, поступающих от группы 5 подающих роликов в наложенном друг на друга состоянии. Узел 8 корректировки положения краев выполняет операцию выравнивания краев (фиг. 5 и 6) за счет воздействия сил упругости пары пружин 23a и 23b на каждый край множества принимаемых стальных листов 15 как с правой, так и с левой сторон в направлении D1 по ширине, используя пару боковых направляющих роликов 21a и 21b. Соответственно, узел 8 корректировки положения краев выравнивает положения краев с обеих сторон в направлении D1 по ширине множества стальных листов 15 между стальными листами 15-1 - 15-n, корректирует извилистость в направлении D1 по ширине множества стальных листов 15 и корректирует смещение положений краев множества стальных листов 15 относительно заданных положений SPa и SPb краев. Таким образом, величина смещения положений краев (положений Pa и Pb краев, показанных на фиг. 2) множества стальных листов 15 от заданных положений SPa и SPb уменьшается (желательно, чтобы положения краев соответствовали заданным положениям SPa и SPb краев), при этом положения краев выравниваются между уложенными друг на друга стальными листами 15-1 - 15-n.
Далее устройство 1 предотвращает подъем множества материалов шихтованных сердечников, положения краев которых были выровнены и смещение положений краев было скорректировано на этапе S101 (этап S102). На этапе S102 узел 10 предотвращения подъема закрывает верхнюю сторону пространства (точнее, расстояние между парой боковых направляющих роликов 21a и 21b) в узле 8 корректировки положения краев, что позволяет проходить через него множеству стальных листов 15. Соответственно, узел 10 предотвращения подъема препятствует подъему множества стальных листов 15 с выровненным и скорректированным посредством узла 8 положением краев за счет действия силы сжатия, воспринимаемой как с правой, так и с левой стороны в направлении D1 по ширине, в частности, подъему каждого края стальных листов 15-1 - 15-n. После того, как стальные листы 15 были подвергнуты выравниванию положений краев и корректировке смещения положений краев (далее «после выравнивания краев») с предотвращением подъема листов с помощью узла 10, узел 8 корректировки положения краев позволяет множеству стальных листов 15 последовательно проходить через него на следующую стадию к прижимному ролику 12 между парой боковых направляющих роликов 21a и 21b.
После выполнения этапа S102 устройство 1 изготовления шихтованных сердечников образует группу 18 совмещенных листов, состоящую из множества материалов шихтованных сердечников, которые были подвергнуты обработке на этапах S101 и S102 (S103).
На этапе S103 множество стальных листов 15, которые прошли через узел 8 корректировки положения краев после группы 5 подающих роликов, как описано выше, достигает входа в прижимной ролик 12. Другими словами, множество стальных листов 15 представляет собой множество материалов шихтованных сердечников, транспортируемых по определенным маршрутам транспортирования и подвергаемых обработке с целью выравнивания положений краев и корректировки смещения положений краев (обработке с целью выравнивания краев) на этапе S101; и обработке с целью предотвращения подъема на этапе S102. Прижимной ролик 12 принимает стальные листы 15-1 - 15-n в качестве материалов шихтованных сердечников и укладывает слоями принимаемые стальные листы с 15-1 по 15-n в направлении D3 по толщине, сжимая указанные листы. Соответственно, прижимной ролик 12 позволяет изготавливать группу 18 совмещенных листов из множества (n-штук) материалов шихтованных сердечников. Прижимной ролик 12 последовательно подает группу 18 совмещенных листов в узел 9 корректировки положения краев на следующей позиции.
После выполнения этапа S103 устройство 1 для изготовления шихтованных сердечников выравнивает положения краев и корректирует смещения краев группы 18 совмещенных листов 15-1 - 15-n, образованной на этапе S103 (этап S104).
На этапе S104 узел 9 корректировки положения краев принимает группу 18 совмещенных листов, поступающую из прижимного ролика 12 между парой боковых направляющих роликов, сходных с роликами узла 8. Узел 9 корректировки положения краев выравнивает края с каждого края принимаемой группы 18 совмещенных листов аналогично вышеуказанному узлу 8. Соответственно, узел 9 корректировки положения краев выравнивает положения краев с обеих сторон в направлении D1 по ширине группы 18 совмещенных листов (т.е., множества уложенных друг на друга материалов шихтованных сердечников) между стальными листами 15-1 - 15-n по ширине группы 18 совмещенных листов, корректирует извилистость в направлении D1 по ширине группы 18 совмещенных листов и корректирует смещение положений краев группы 18 совмещенных листов относительно заданных положений SPa и SPb краев. Таким образом, величина смещения положений краев (положений Pa и Pb краев, показанных на фиг. 2) группы 18 совмещенных листов от заданных положений SPa и SPb уменьшается (желательно, чтобы положения краев соответствовали заданным положениям SPa и SPb краев), при этом положения краев выравниваются между наложенными друг на друга стальными листами 15-1 - 15-n.
Далее устройство 1 предотвращает подъем группы 18 совмещенных листов, в которой положения краев были выровнены, а смещение положений краев было скорректировано на этапе S104 (этап S105). На этапе S105 узел 11 предотвращения подъема закрывает верхнюю сторону пространства (точнее, расстояние между парой боковых направляющих роликов) в узле 9 корректировки положения краев, что позволяет проходить через него группе 18 совмещенных листов. Соответственно, узел 11 предотвращения подъема препятствует подъему группы 18 совмещенных листов, в которой положения краев выровнены, а смещение положений краев скорректировано узлом 9 корректировки положения краев за счет силы сжатия, воспринимаемой как с правой, так и с левой стороны в направлении D1 по ширине, в частности, подъему каждого края стальных листов 15-1 - 15-n. После выравнивания положений краев с предотвращением подъема в группе 18 совмещенных листов узел 9 позволяет группе 18 совмещенных листов проходить через него между парой боковых направляющих роликов на следующую стадию к штампам (между верхним штампом 13a и нижним штампом 13b).
После выполнения этапа S105 устройство 1 осуществляет вырубку из группы 18 совмещенных листов, которые были подвергнуты обработке на этапах S104 и S105, для получения вырубленного тела, состоящего из множества материалов шихтованных сердечников (этап S106).
На этапе S106 пресс 13 принимает между верхним штампом 13a и нижним штампом 13b группу 18 совмещенных листов, прошедшую через прижимной ролик 12 и узел 9 корректировки положения краев, как описано выше. Группа 18 совмещенных листов представляет собой множество материалов шихтованных сердечников, уложенных друг на друга на этапе S103; подверженных процессу выравнивания положений краев и корректировки смещения положений краев на этапе S104; и процессу предотвращения подъема на этапе S105 (процессу выравнивания краев). Пресс 13 помещает такую группу 18 совмещенных листов между верхним штампом 13a и нижним штампом 13b, удерживая ее. Далее пресс выполняет вырубку из удерживаемой группы 18 совмещенных листов в направлении D3 по толщине, используя верхний штамп 13a и нижний штамп 13b. Соответственно, пресс 13 изготавливает вырубаемое тело, имеющего заданную форму сердечника, из множества материалов шихтованных сердечников (в частности, из стальных листов 15-1 - 15-n) образующих группу 18 совмещенных листов. В каждом случае группу 18 совмещенных листов помещают между верхним штампом 13a и нижним штампом 13b, а пресс 113 непрерывно выполняет процесс вырубки из группы 18 совмещенных листов. Таким образом, пресс 13 изготавливает множество вырубаемых тел, имеющих заданную форму сердечников.
После выполнения этапа S106 устройство 1 для изготовления шихтованных сердечников укладывает и объединяет множество полученных на этом этапе вырубленных тел, образуя требуемый шихтованный сердечник (этап S107). На этапе S107 пресс 13 укладывает множество полученных на этапе S106 вырубленных тел таким образом, что каждое направление прокатки стальных листов 15-1 - 15-n, выравнивается в одном направлении, после чего пресс 13 объединяет множество шихтованных вырубленных тел с помощью взаимного соединения и т.п. Таким образом, пресс 13 изготавливает шихтованный сердечник заданной формы.
Объединение вырубленных тел в форме сердечника на этапе S107 можно осуществлять, когда пресс 13 образует выступы для взаимного соединения вырубленных тел с помощью штампа (т.е. штампа, содержащего верхний штамп 13a и нижний штамп 13b; то же самое относится к дальнейшему описанию) и оказывает давление на эти выступы с помощью соответствующего устройства для взаимного соединения вырубленных тел друг с другом. Объединение вырубленных тел в форме сердечника также можно осуществлять посредством сварки вырубленных тел снаружи штампа пресса 13 с помощью внешнего устройства или посредством крепления вырубленных тел друг к другу с помощью крепежных средств, таких как болт или клей.
Каждый процесс на вышеуказанных этапах с S101 по S107 неоднократно повторяют каждый раз при изготовлении шихтованного сердечника с использованием стальных листов 15-1 - 15-n в качестве материала шихтованных сердечников.
В описанном варианте осуществления изобретения число стальных листов, подлежащих наложению друг на друга и вырубке в качестве материалов шихтованных сердечников, составляет несколько штук (два и более). С учетом повышения эффективности производства следует отметить, что число стальных листов (материалов шихтованных сердечников), подлежащих наложению друг на друга и вырубке, предпочтительно должно составлять более двух (например, три или более). Однако увеличение числа стальных листов, подлежащих наложению друг на друга, повышает величину отклонения формы стальных листов после вырубки (т.е. вырубленного тела, полученного посредством вырубки из наложенных друг на друга материалов шихтованных сердечников) и величину наклона вырубаемой поверхности, следовательно, число стальных листов, подлежащих наложению друг на друга, предпочтительно, должно быть от двух и до четырех.
В описанном варианте осуществления изобретения узлы 8 и 9 корректировки положения краев установлены непосредственно перед входом в прижимной ролик 12 и непосредственно после выхода из него, но изобретение этим не ограничивается. Узел корректировки положения краев может быть установлен только непосредственно перед входом в прижимной ролик 12 или может быть установлен только непосредственно после выхода из прижимного ролика 12.
Кроме того, в описанном варианте осуществления изобретения узлы 8 и 9 корректировки положения краев установлены в единственном экземпляре непосредственно перед входом в прижимной ролик 12 и непосредственно после выхода из него, но изобретение этим не ограничивается. Число узлов корректировки положения краев может быть равно одному или нескольким непосредственно перед входом в прижимной ролик 12. Как вариант, число узлов корректировки положения краев может быть равно одному или нескольким непосредственно после выхода из прижимного ролика 12 или может быть равно одному или нескольким на каждой из позиций непосредственно перед входом и непосредственно после выхода из прижимного ролика 12. В настоящем изобретении множество узлов корректировки положения краев может быть установлено непосредственно перед входом в прижимной ролик 12 или непосредственно после выхода из прижимного ролика 12 или может быть установлено на каждой позиции непосредственно перед входом и непосредственно после выхода из прижимного ролика 12 таким образом, чтобы множество узлов корректировки положения краев было расположено рядом друг с другом вдоль маршрутов транспортирования множества материалов шихтованных сердечников. Например, как показано на фиг. 8, множество (в данном случае три) узлов 8a, 8b и 8c корректировки положения краев, имеющих конструкцию, сходную с конструкцией узла 8, показанного на фиг. 3 и 4, может быть установлено в направлении подачи множества стальных листов 15 или группы 18 совмещенных листов (в направлении, перпендикулярном направлению D1 по ширине и направлению D1 по толщине, т.е. в продольном направлении D2), чтобы узлы 8a, 8b и 8c корректировки положения краев были расположены рядом друг с другом.
В вышеприведенном варианте осуществления изобретения множество материалов шихтованных сердечников укладываются друг на друга с помощью группы 5 подающих роликов, расположенных перед прижимным роликом 12, т.е. множества горизонтально расположенных подающих роликов (например, пять подающих роликов 5a - 5e), но изобретение этим не ограничивается. Вместо группы 5 подающих роликов может использоваться горизонтальная площадка, на которой множество материалов шихтованных сердечников может быть уложено друг на друга. Как вариант, в случае отсутствия перед прижимным роликом 12 какого-либо узла для наложения, такого как группа 5 подающих роликов или плоская площадка, множество материалов шихтованных сердечников можно в первый раз укладывать друг на друга с помощью прижимного ролика 12.
Кроме того, в вышеуказанном варианте осуществления изобретения на каждом маршруте транспортирования стальных листов 15-1 - 15-n имеются два подающих ролика, но изобретение этим не ограничивается. Число подающих роликов, подлежащих установке на каждом маршруте транспортирования стальных листов 15-1 - 15-n, может быть равно одному или нескольким при условии, что на каждом маршруте транспортирования имеется достаточное число подающих роликов для транспортирования стальных листов с 15-1 по 15-n.
В вышеуказанном варианте осуществления изобретения в качестве материала шихтованного сердечника указан лист из электротехнической стали, но изобретение этим не ограничивается. Стальной лист в качестве материала шихтованного сердечника не ограничивается листом из электротехнической стали и может быть стальным листом из материала, не относящегося к электротехнической стали, или листом из сплава железа, который не является стальным листом.
Кроме того, в вышеуказанном варианте осуществления изобретения пресс 13 (оборудование для вырубки) спроектирован с возможностью выполнения операций от вырубки до изготовления шихтованных сердечников. При этом операция вырубки предназначена для вырубки из группы 18 совмещенных листов, образованной из множества стальных листов 15 для изготовления множества вырубаемых тел в форме сердечника, а операция изготовления шихтованных сердечников предназначена для объединения множества полученных вырубленных тел с целью изготовления шихтованного сердечника, но настоящее изобретение этим не ограничивается. Пресс 13 может выполнять операцию вырубки, но затем не выполнять операцию изготовления шихтованных сердечников.
Другими словами, устройство для изготовления шихтованных сердечников и способ изготовления шихтованных сердечников по настоящему изобретению предназначены для изготовления, по меньшей мере, вырубаемого тела из множества материалов шихтованных сердечников, используемых для изготовления шихтованного сердечника. Таким образом, оборудование для вырубки может выполнять операции от вырубки до изготовления шихтованных сердечников, где процесс вырубки обеспечивает вырубку множества укладываемых друг на друга материалов, а операция изготовления шихтованных сердечников обеспечивает объединение множества вырубленных тел с целью изготовления шихтованного сердечника. Как вариант, оборудование для вырубки может выполнять операцию вырубки из множества уложенных друг на друга материалов шихтованных сердечников с целью изготовления вырубаемого тела из множества материалов шихтованных сердечников (вырубаемого тела в форме сердечника из множества материалов шихтованных сердечников), используемых для изготовления шихтованного сердечника. Множество вырубленных тел для изготовления шихтованного сердечника можно укладывать и объединять на другой операции (на другой производственной линии) с помощью устройства, расположенного снаружи штампа.
Пример 1
Пример 1 предназначен для изучения необходимости процесса выравнивания краев (выравнивания положений краев и корректировки смещения положения краев) и процесса предотвращения подъема применительно к множеству материалов шихтованных сердечников. В примере 1 испытание на вырубку было выполнено с использованием устройства 1 для изготовления шихтованных сердечников по описанному варианту осуществления изобретения (фиг. 1 и 2). Во время испытания на вырубку множество материалов шихтованных сердечников было уложено друг на друга и подвергнуто одновременной вырубке.
Число материалов шихтованных сердечников, укладываемых друг на друга, равнялось 2. Другими словами, стальные листы 15-1 и 15-2 в качестве материалов шихтованных сердечников соответственно подавали в узлы 2-1 и 2-2 подачи устройства 1. Оба стальных листа 15-1 и 15-2 были листами из неориентированной электротехнической стали, намотанными в виде рулона, и имели толщину 0,20 мм и ширину 250 мм.
Устройство 1 неоднократно выполняло каждый процесс на этапах с S101 по S107, показанных на фиг. 7, применительно к стальному листу 15-1, который поступал с узла 2-1 подачи, и стальному листу 15-2, который поступал с узла 2-2 подачи, и непрерывно выполняло вырубку из уложенных друг на друга стальных листов 15-1 и 15-2. Непосредственно перед первой вырубкой положения краев с правой и левой сторон в направлении D1 по ширине верхнего и нижнего стальных листов 15-1 и 15-2 регулировали, так чтобы они соответствовали друг другу, и положения центров в направлении D1 по ширине стальных листов 15-1 и 15-2 (положение центра между каждым краем с правой и левой стороны) регулировали так, чтобы они соответствовали положению каждого центра между парой боковых направляющих роликов в узлах 8 и 9 корректировки положения краев. Кроме того, каждое заданное расстояние Wbas (фиг. 3 и 4) между парой боковых направляющих роликов в узлах 8 и 9 корректировки положения краев было задано так, чтобы оно соответствовало ширине W каждого из стальных листов 15-1 и 15-2. Частота хода, с которой пресс выполнял вырубку вырубаемого тела в форме сердечника из группы 18 совмещенных стальных листов 15-1 и 15-2, составляла 200 ходов/мин, и пресс 13 непрерывно выполнял процесс вырубки вплоть до 2000-го хода с вышеуказанной частотой.
Сравнительные примеры 1 и 2 предназначены для сравнения с примером 1. После выполнения процесса вырубки по примеру 1 в сравнительном примере 1 было подготовлено устройство, соответствующее устройству 1, используемому в примере 1, с удаленными из него узлами 10 и 11 предотвращения подъема (далее именуемое как устройство для изготовления шихтованных сердечников по сравнительному примеру 1), и устройство для изготовления шихтованных сердечников по сравнительному примеру 1 непрерывно выполняло процесс вырубки из стальных листов 15-1 и 15-2. В сравнительном примере 2 после выполнения процесса вырубки по сравнительному примеру 1 было подготовлено устройство, соответствующее устройству по сравнительному примеру 1 изобретения, с удаленными из него узлами 8 и 9 корректировки положения краев (далее именуемое как устройство для изготовления шихтованных сердечников по сравнительному примеру 2), и устройство для изготовления шихтованных сердечников по сравнительному примеру 2 непрерывно выполняло процесс вырубки из стальных листов 15-1 и 15-2.
Условия по сравнительному примеру 1 были сходными с условиями по примеру 1 за исключением того, что не выполнялся процесс предотвращения подъема стальных листов 15-1 и 15-2. Условия по сравнительному примеру 2 были сходными с условиями по примеру 1 за исключением того, что не выполнялись процессы выравнивания краев и предотвращения подъема стальных листов 15-1 и 15-2.
В примере 1, как для изобретения (пример 1), так и для сравнительных примеров 1 и 2, были измерены число ходов, с помощью которых непрерывный процесс вырубки из двух наложенных друг на друга стальных листов 15-1 и 15-2 больше нельзя было выполнять (далее называется числом ходов непрерывной вырубки), и состояние положения краев стальных листов 15-1 и 15-2 после испытания на вырубку для оценки возможности непрерывной вырубки из материалов шихтованных сердечников на основе полученных результатов испытаний.
В табл. 1 приведены результаты оценки возможности непрерывной вырубки из материалов шихтованных сердечников как для примера 1 (изобретение), так и для сравнительных примеров 1 и 2.
Таблица 1
|
Как следует из табл. 1, число ходов непрерывной вырубки по примеру 1 (изобретение) составило 2000 и более. Другими словами, в примере 1 (изобретение) процесс вырубки из стальных листов 15-1 и 15-2 выполнялся непрерывно вплоть до 2000-го хода без какого-либо нарушения процесса. По завершении испытания на вырубку по примеру 1 (изобретение) максимальная величина смещения положений краев с одной стороны в направлении D1 по ширине стальных листов 15-1 и 15-2 составила до 0,05 мм.
Число ходов непрерывной вырубки по сравнительному примеру 1 составило 200, и по завершении испытания на вырубку в течение 200 ходов максимальная величина смещения положений краев с одной стороны в направлении D1 по ширине стальных листов 15-1 и 15-2 составила 0,04 мм. Другими словами, в сравнительном примере 1 максимальная величина смещения положений краев с одной стороны во время испытаний на вырубку вплоть до 200 ходов была сходна с величиной смещения в примере 1 (изобретение), но стальные листы 15-1 и 15-2 постепенно поднимались во время процесса вырубки, и стальные листы 15-1 и 15-2 блокировали штамп, что препятствовало выполнению процесса вырубки после 200 ходов.
Число ходов непрерывной вырубки в сравнительном примере 2 составило 40, и максимальная величина смещения положений краев с одной стороны в направлении D1 по ширине стальных листов 15-1 и 15-2 была относительно большой вплоть до 3,00 мм. В сравнительном примере 2 во время непрерывной вырубки из уложенных друг на друга стальных листов 15-1 и 15-2 эти стальные листы 15-1 и 15-2 постепенно смещались в направлении D1 по ширине. Ясно, что такое смещение положений краев ведет к нарушению процесса, поэтому выполнение процесса вырубки из стальных листов 15-1 и 15-2 было прекращено на 40-х ходах.
Из сравнения результатов примера 1 (изобретение) и сравнительных примеров 1 и 2 ясно, что необходимо, чтобы устройство для изготовления шихтованных сердечников включало в себя узел корректировки положения краев и узел предотвращения подъема (в частности, обеспечить наличие в верхней части узла корректировки положения краев узла предотвращения подъема); и выполнять как процесс выравнивания краев, так и процесс предотвращения подъема в отношении множества материалов шихтованных сердечников во время непрерывной вырубки из этого множества уложенных друг на друга материалов шихтованных сердечников.
Пример 2
Пример 2 предназначен для изучения предпочтительного положения узла корректировки положения краев в устройстве для изготовления шихтованных сердечников. В примере 2 испытание на вырубку из примера 1 (изобретения) было выполнено с помощью устройства 1 для изготовления шихтованных сердечников в условиях, по существу сходных с условиями из вышеприведенного примера 1.
Другими словами, в примере 1 (изобретение) заданное расстояние Wbas между парой боковых направляющих роликов в каждом из узлов 8 и 9 корректировки положения краев было задано равным 245 мм (меньше ширины W листа, равной 250 мм), а зазор T (фиг. 4) между верхними поверхностями кареток в каждом из узлов 8 и 9 корректировки положения краев и каждым из узлов 10 и 11 предотвращения подъема был задан равным 2 мм. Другие условия были сходными с условиями примера 1 (изобретение) в вышеуказанном примере 1.
В примере 2 примеры 2 и 3 (изобретение) были предназначены для сравнения с примером 1 (изобретение). В примере 2 (изобретение) после выполнения процесса вырубки по примеру 1 (изобретение) было подготовлено устройство, соответствующее устройству 1 по примеру 1 (изобретение), с удаленным из него узлом 8 корректировки положения краев (далее называемое устройством для изготовления шихтованных сердечников по примеру 2 (изобретение)), и устройство для изготовления шихтованных сердечников по примеру 2 (изобретение) непрерывно выполняло процесс вырубки из стальных листов 15-1 и 15-2. В примере 3 (изобретение) после выполнения процесса вырубки по примеру 2 (изобретение) было подготовлено устройство, соответствующее устройству для изготовления шихтованных сердечников по примеру 2 (изобретение) с удаленным из него узлом 9 корректировки положения краев, и прикрепленным к нему узлом 8 корректировки положения краев (далее называемое устройством для изготовления шихтованных сердечников по примеру 3 (изобретение)), и устройство для изготовления шихтованных сердечников по примеру 3 (изобретение) непрерывно выполняло процесс вырубки из стальных листов 15-1 и 15-2. Устройство для изготовления шихтованных сердечников по примеру 3 (изобретение) соответствовало устройству 1 для изготовления шихтованных сердечников (фиг. 1 и 2) по примеру 1 (изобретение) с удаленным из него узлом 9 корректировки положения краев.
Условия примера 2 (изобретение) были сходными с условиями примера 1 (изобретение) из примера 2 за исключением того, что процесс выравнивания краев стальных листов 15-1 и 15-2 не выполнялся непосредственно перед входом в прижимной ролик 12. Условия примера 3 (изобретение) были сходными с условиями примера 1 (изобретение) из примера 2 за исключением того, что процесс выравнивания краев стальных листов 15-1 и 15-2 не выполнялся непосредственно после выхода из прижимного ролика 12.
Для каждого из примеров 1 - 3 (изобретение) по завершении процесса вырубки из двух наложенных друг на друга стальных листов 15-1 и 15-2 в течение последовательных 2000 ходов с частотой 200 ходов/мин измерялась величина смещения положений краев в направлении D1 по ширине стальных листов 15-1 и 15-2, расположенных непосредственно перед штампом пресса 13 (т.е. величины смещения ΔW положений краев). На основе полученных результатов измерений оценивалась величина смещения ΔW положений краев из-за различия положений установки узлов 8 и 9 корректировки положения краев.
На фиг. 9 показаны результаты оценки применительно величины смещения положений стальных листов для вырубки, которые расположены непосредственно перед штампом. Как показано на фиг. 9, в каждом из примеров 1 - 3 (изобретение) величина смещения ΔW положений краев стальных листов 15-1 и 15-2 была небольшой и не вызывала никаких нарушений, ведущих к невозможности выполнения процесса вырубки. В частности, как показано на фиг. 9, по сравнению с примерами 1 - 3 (изобретение) в отношении величины смещения ΔW положений краев было установлено, что величина смещения ΔW положений краев в примере 1 (изобретение) меньше, чем в примерах 2 и 3 (изобретение). Этот результат показывает, что предпочтительной является установка в устройстве изготовления шихтованных сердечников узлов корректировки положения краев как непосредственно перед входом, так и непосредственно после выхода из прижимного ролика 12.
Как описано выше, согласно изобретению вырубаемое тело, состоящее из множества материалов шихтованных сердечников, используемых для изготовления шихтованного сердечника, изготавливается после узла наложения, выполненного с возможностью наложения множества материалов шихтованных сердечников, транспортируемых по определенным маршрутам транспортирования, посредством выполнения следующих процессов: процесса выравнивания краев для выравнивания положений краев и корректировки смещения положений каждого края материала шихтованных сердечников из множества материалов шихтованных сердечников относительно выбранного положения краев; процесса предотвращения подъема множества материалов шихтованных сердечников, в которых положения краев выровнены, а смещение положений краев скорректировано, и вырубки из полученных совмещенных листов тела, состоящего из множества материалов шихтованных источников с получением сердечника заданной формы.
Таким образом, без обнаружения положения каждого края из множества материалов шихтованных сердечников с помощью устройства обнаружения можно корректировать положения краев множества материалов шихтованных сердечников до положений, пригодных для подачи материалов шихтованных сердечников в штамп пресса с помощью устройства простой конструкции, выравнивая положения краев между материалами шихтованных сердечников, и кроме того, можно предотвращать подъем каждого материала шихтованного сердечника. Соответственно, можно до возможной степени предотвращать смещение положения краев и подъем множества материалов шихтованных сердечников, уложенных друг на друга и подвергаемых операции вырубки для изготовления шихтованного сердечника, поддерживая положение каждого края в состоянии выравнивания между материалами шихтованных сердечников. Таким образом, можно обеспечить устойчивую подачу полученного многослойного тела, состоящего из множества материалов шихтованных сердечников, с положениями краев, выровненными между материалами шихтованных сердечников, на операцию вырубки для изготовления шихтованного сердечника, снижая монтажные и эксплуатационные расходы на устройства и уменьшая время и трудозатраты на техническое обслуживание устройств.
Изобретение обеспечивает возможность стабильной и последовательной подачи полученного многослойного тела, состоящего из множества материалов шихтованных сердечников, в штамп оборудования для вырубки (пресс), поддерживая положения краев в состоянии с выровненными краями материалов шихтованных сердечников и задавая положение каждого края материалов шихтованных сердечников близко (желательно, что бы оно совпадало с заданным положением края) к заданным положением края. Таким образом, можно предотвратить нарушение процесса из-за смещения материалов шихтованных сердечников в направлении по ширине, например, исключить контакт между штампом и полученным многослойным телом, а также, например, блокировку из-за подъема материалов шихтованных сердечников внутри штампа. Кроме того, существует возможность стабильного изготовления требуемого шихтованного сердечника посредством его непрерывной вырубки из полученного многослойного тела. Во время одновременной вырубки из полученного многослойного тела из множества материалов шихтованных сердечников существует возможность предотвращения смещения положений краев между материалами шихтованных сердечников, образующими получаемое многослойное тело, что позволяет предотвратить нарушения процесса вырубки из-за смещения краев между материалами шихтованных сердечников, тем самым повышая производительность при изготовлении шихтованного сердечника. Также существует возможность изготовления шихтованного сердечника с использованием более тонкого материала шихтованных сердечников (например, тонкий лист электротехнической стали) с высокой производительностью, тем самым позволяя получить шихтованный сердечник высокого качества с низкими потерями энергии.
Более того, в соответствии с настоящим изобретением узел корректировки положения краев установлен непосредственно перед узлом наложения или непосредственно после этого узла, в котором осуществляется укладка друг на друга множества материалов шихтованных сердечников, или несколько узлов корректировки положения краев установлено непосредственно перед входом и непосредственно после выхода из узла наложения для выравнивания положений краев материалов шихтованных сердечников и корректировки смещения положений краев этих материалов. Это также позволяет дополнительно уменьшить величину смещения каждого края уложенных друг на друга материалов шихтованных сердечников непосредственно перед штампом пресса и позволяет дополнительно уменьшить величину подъема каждого материала шихтованного сердечника внутри штампа. Таким образом, обеспечивается возможность подачи многослойного тела, состоящего из множества материалов шихтованных сердечников, в штамп пресса с большей устойчивостью.
Следует отметить, что настоящее изобретение не ограничивается вышеописанным вариантом его осуществления. В состав настоящего изобретения также включены конструкции с соответствующими сочетаниями вышеуказанных компонентов. Форма и области применения шихтованного сердечника, изготавливаемого по настоящему изобретению, особо не ограничиваются. В объем настоящего изобретения включены все другие варианты выполнения, примеры, способы использования и т.п., которые должны осуществляться специалистами в этой области на основе вышеописанного варианта осуществления изобретения и приведенных примеров.
Промышленная применимость
Таким образом, устройство для изготовления шихтованного сердечника и способ изготовления шихтованных сердечников согласно изобретению могут использоваться для изготовления шихтованного сердечника из множества материалов шихтованных сердечников, при этом до определенной степени предотвращено смещение краев и подъем множества материалов шихтованных сердечников, уложенных друг на друга и подвергаемых операции вырубки для изготовления шихтованного сердечника.
Перечень номеров позиций
1 - устройство для изготовления шихтованных сердечников
2-1 - 2-n - узел подачи
3-1 - 3-n, 4-1 - 4-n, 5a - 5e - подающий ролик
5 - группа подающих роликов
8, 9 - узел корректировки положения краев
10, 11 - узел предотвращения подъема
12 - прижимной ролик
13 - пресс
13a - верхний штамп
13b - нижний штамп
15 - множество стальных листов
15-1 - 15-n - стальной лист
18 - группа совмещенных листов
21a, 21b - боковой направляющий ролик
22a, 22b - каретка
23a, 23b - пружина
24a, 24b - колесо
25 - основание
25a - направляющая
D1 - направление по ширине
D2 - продольное направление
D3 - направление по толщине
Pa, Pb - положение края
SPa, SPb - заданное положение края
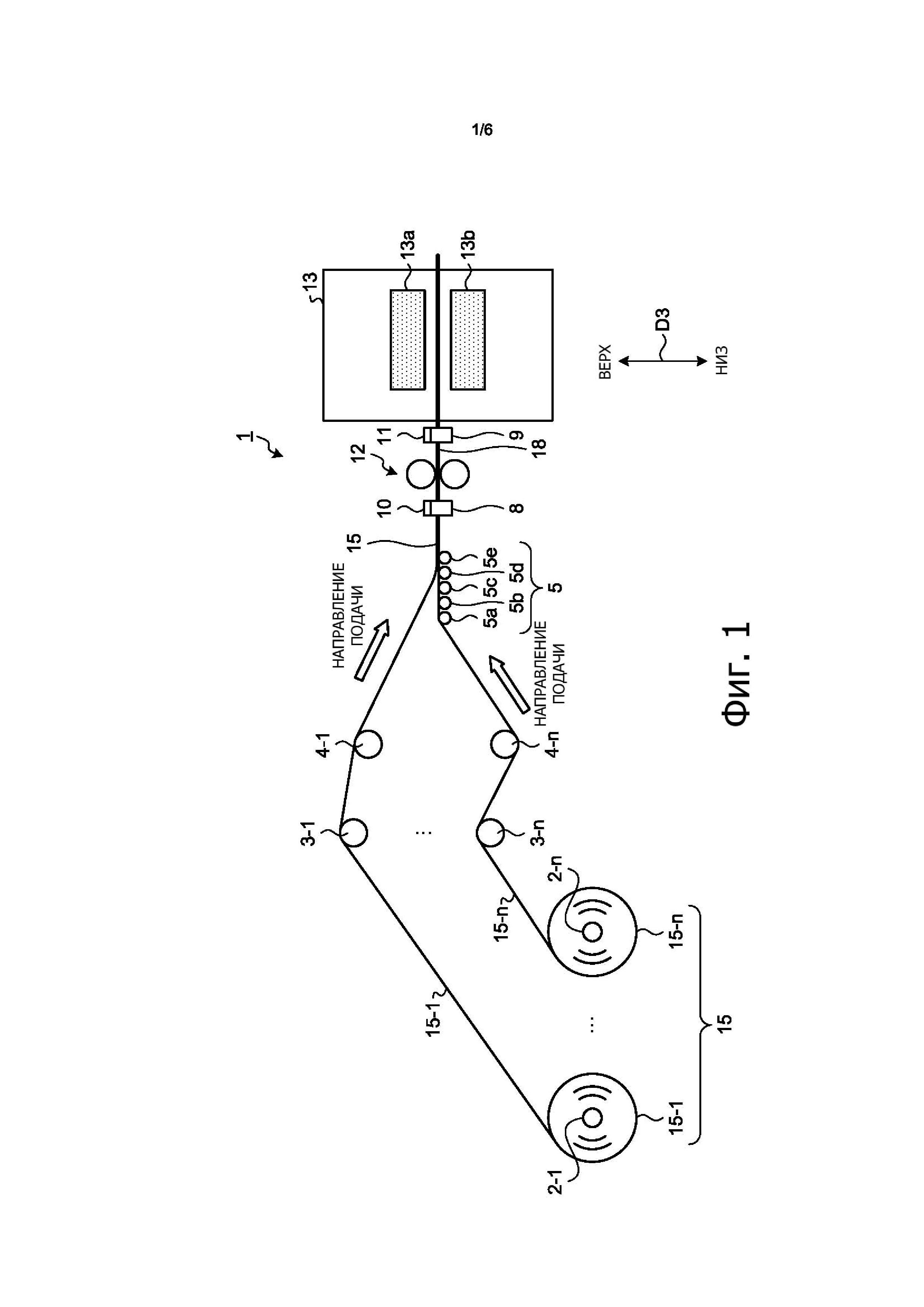
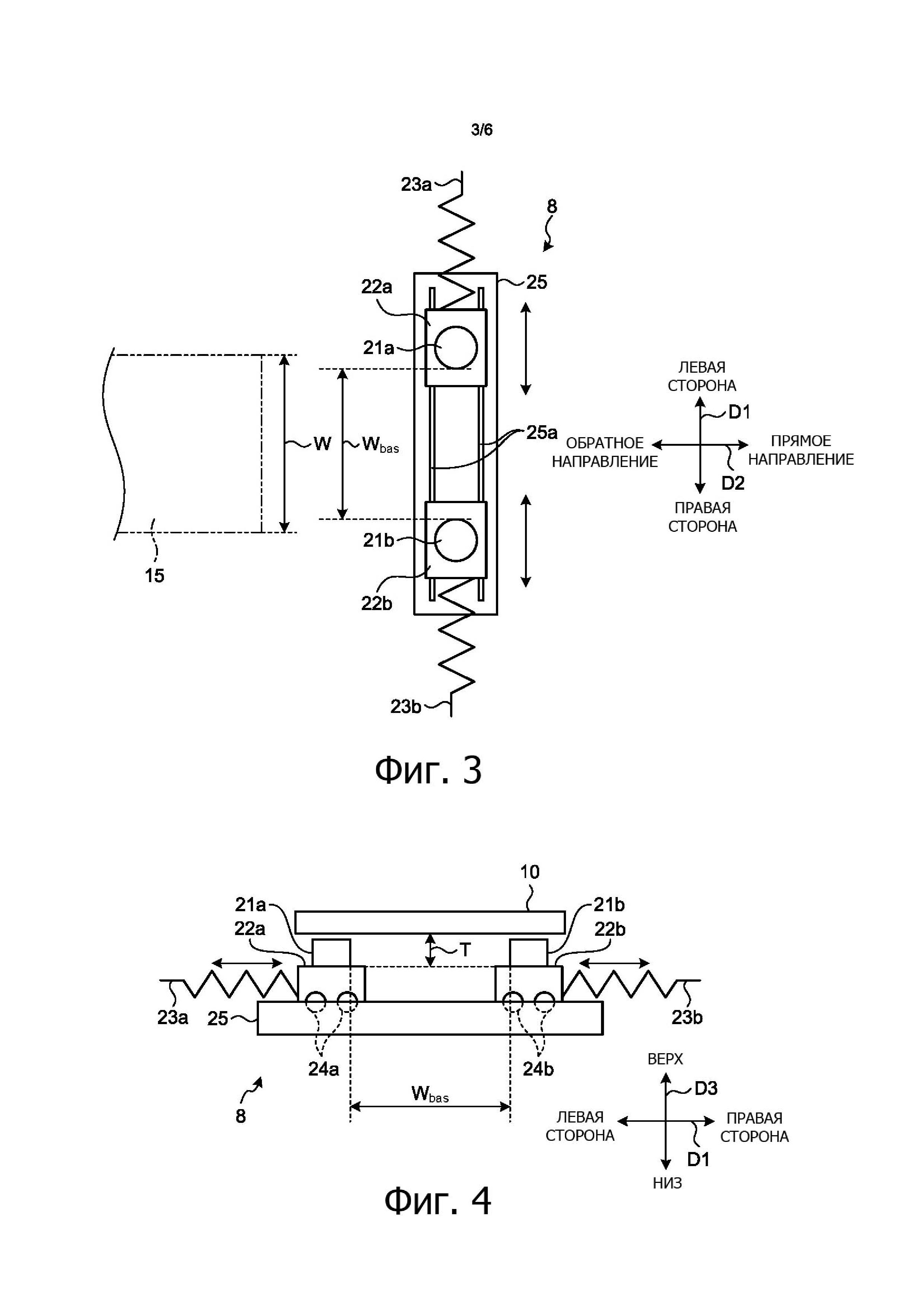
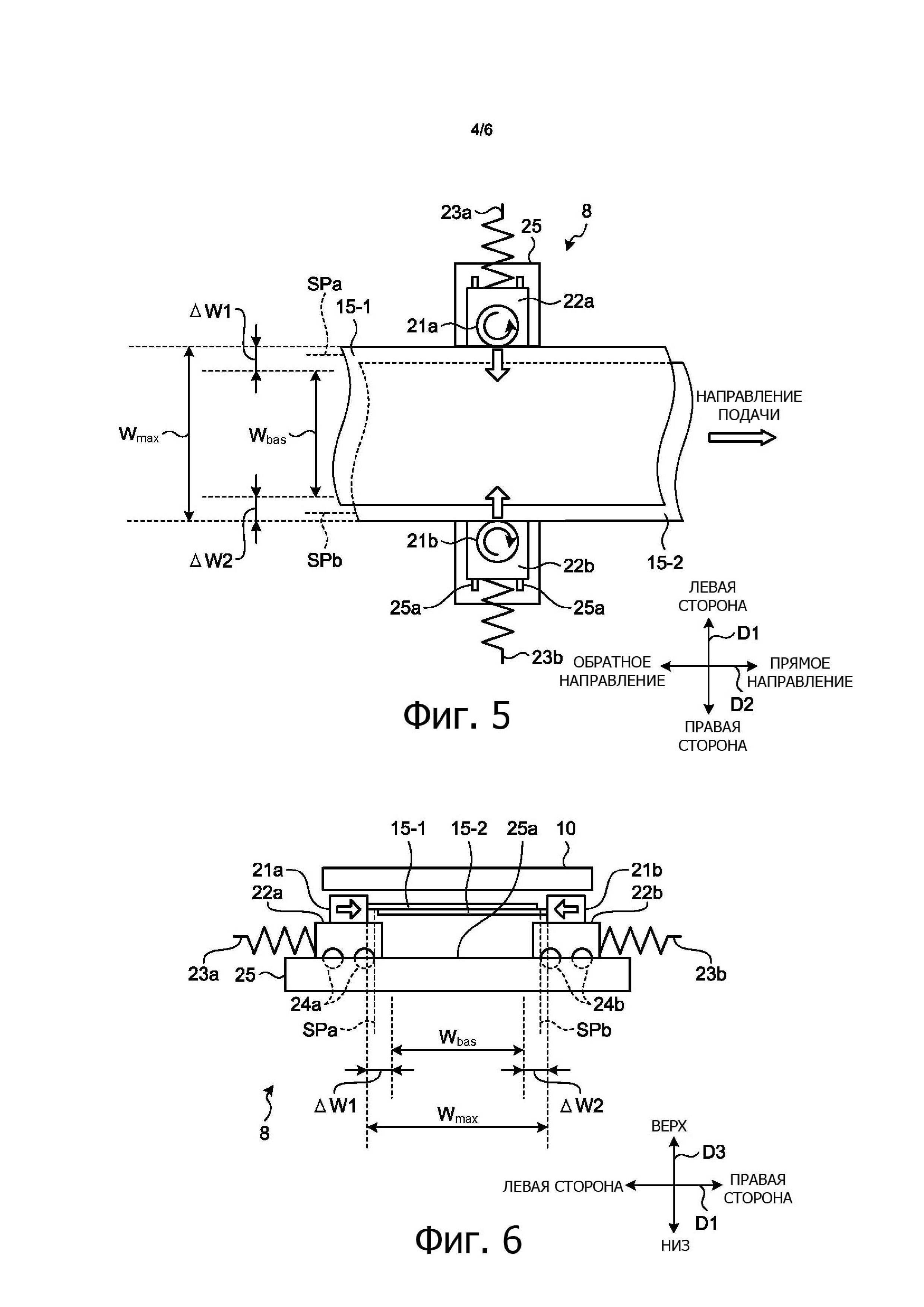
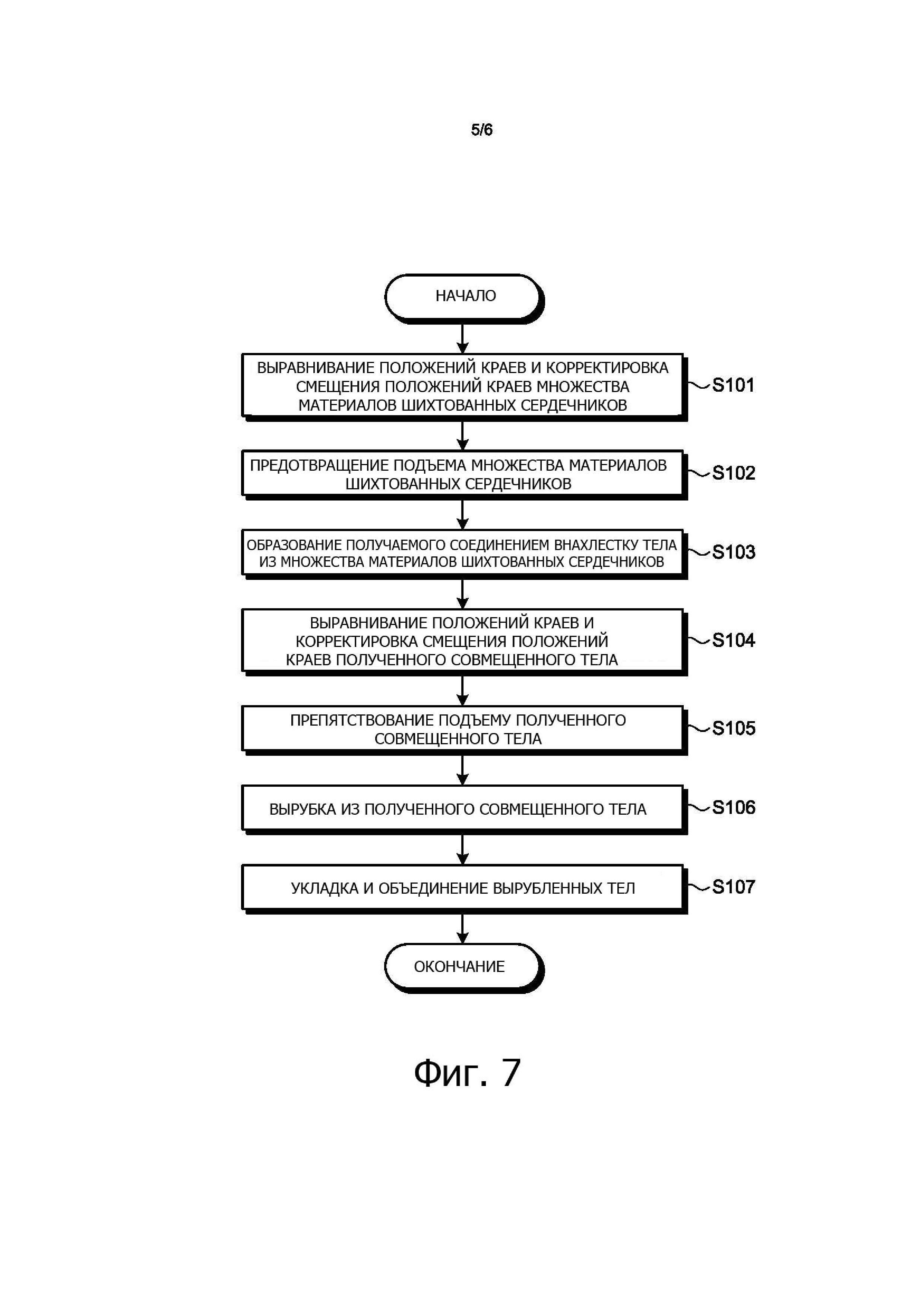
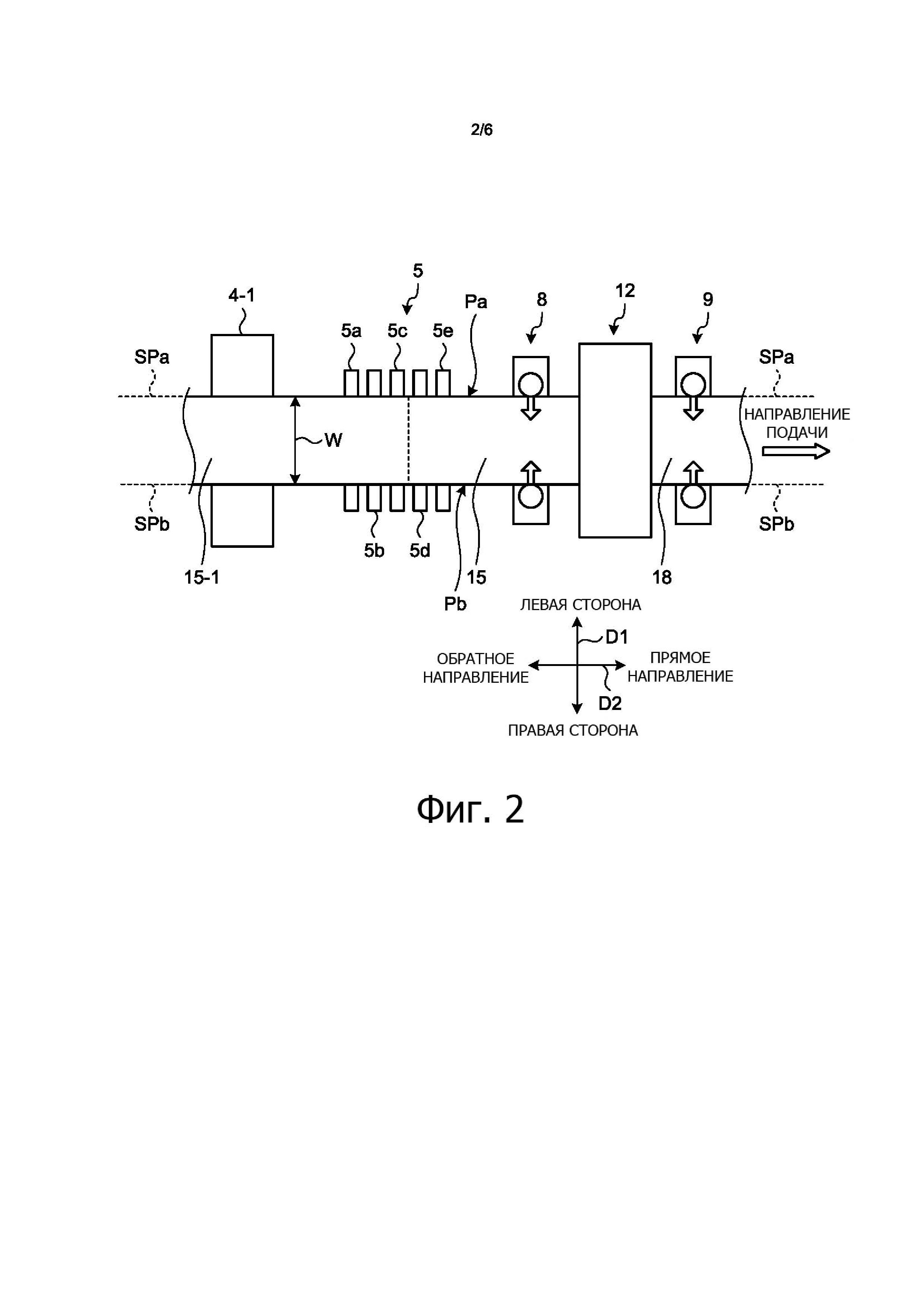
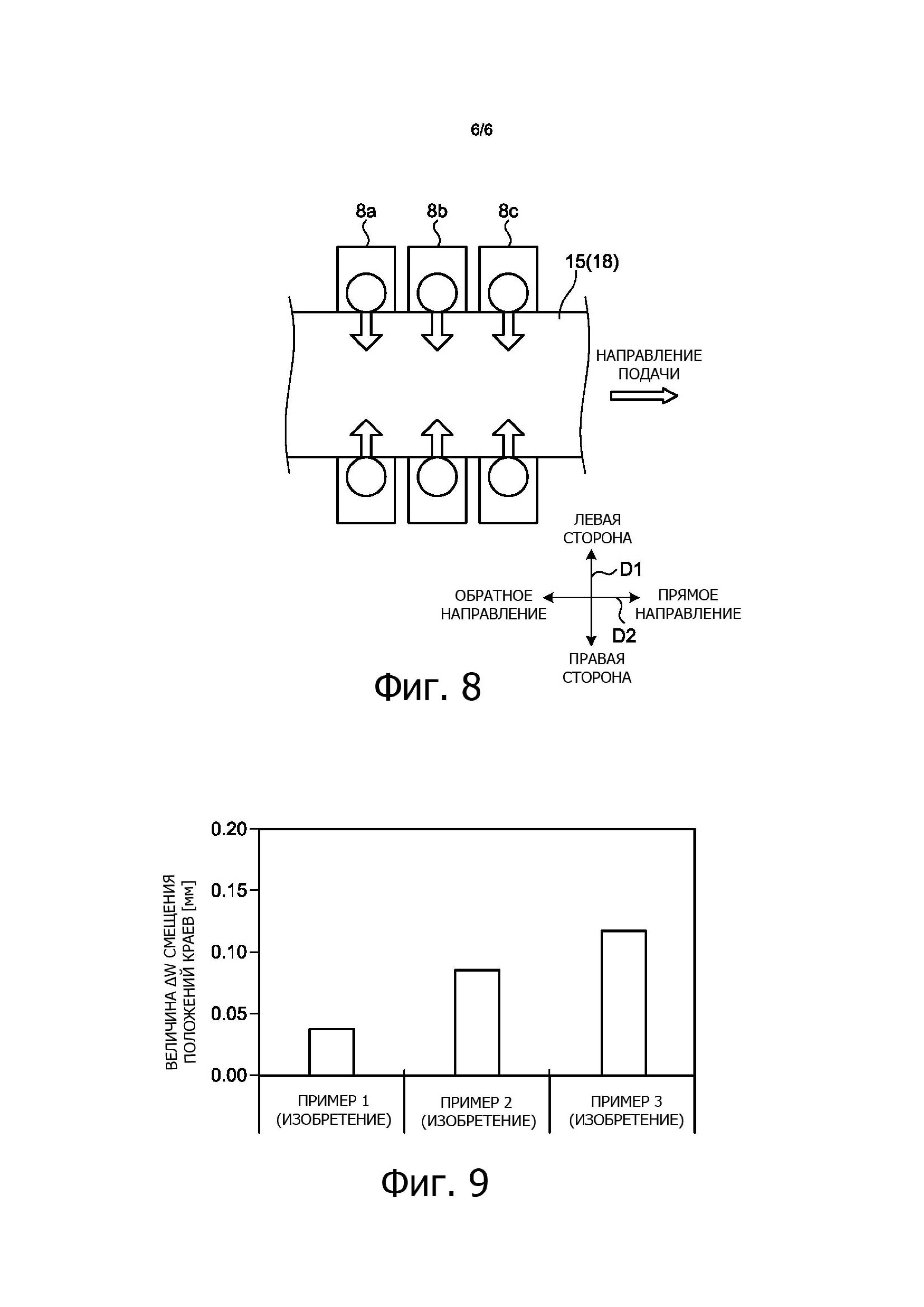
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Способ для изготовления листа неориентированной электромагнитной стали
Способ изготовления листа текстурированной электротехнической стали с низкими потерями в железе
Способ изготовления листа из текстурированной электротехнической стали
Способ изготовления листа из текстурированной электротехнической стали
Лист из нетекстурированной электротехнической стали с превосходными магнитными свойствами
Лист из нетекстурированной электротехнической стали с превосходными потерями в железе на высокой частоте
Лист из нетекстурированной электротехнической стали с высокой плотностью магнитного потока и двигатель
Лист из текстурированной электротехнической стали с превосходными магнитными свойствами и адгезией покрытия
Лист из неориентированной электротехнической стали и горячекатаный стальной лист для него
Лист из нетекстурированной электротехнической стали с отличными потерями в железе на высокой частоте

