Результат интеллектуальной деятельности: Способ получения защитных покрытий на вентильных металлах и их сплавах
Вид РИД
Изобретение
Изобретение относится к плазменно-электролитическому нанесению покрытий на вентильные металлы и их сплавы, преимущественно на алюминий и его сплавы, на титан и его сплавы, и может найти применение в различных отраслях промышленности, в машиностроении, приборостроении для работы в узлах трения и для защиты изделий и сооружений от атмосферной и электрохимической коррозии, а также для получения подслоя под лакокрасочные покрытия, придания изделиям и сооружениям декоративного вида.
Известен способ формирования на сплаве алюминия АМг-5 (содержание, масс. %: Mg 5,3, Mn 0,55, Ti 0,06, Al - остальное) защитных покрытий (Электрохимические свойства покрытий на алюминии. Вестник ДВО РАН. 2007. №2, с. 158-162), который предусматривает оксидирование упомянутого сплава в условиях анодно-катодной поляризации в течение 10 мин в водном электролите, содержащем, г/л: тартрат калия C4H4O6К2⋅0,5H2O 10, фторид натрия NaF 1,5, с последующей модификацией полученного покрытия путем запечатывания пор внешнего пористого слоя кипячением в дистиллированной воде либо нанесением на оксидированную поверхность ультрадисперсного политетрафторэтилена с его последующей термообработкой в течение 1 ч при температуре до 200°С. Недостатками известного способа являются необходимость дополнительной обработки, которая усложняет способ и увеличивает энергозатраты, а также ограниченная область его применения, включающая единственный сплав.
Известен способ получения покрытия на алюминиевых сплавах путем плазменного электролитического оксидирования (RU 2547983, опубл. 2015.04.10), которое проводят при наложении переменного тока эффективной плотностью 5-60 А/дм2, сформированного последовательностями из анодного и катодного импульсов продолжительностью 100-250 микросекунд каждый с временным интервалом между последовательностями, длительность которого составляет не менее суммарной продолжительности анодного и катодного импульсов, в водном электролите, содержащем, г/л:
|
борную кислоту 5-15, а также дополнительно может содержать 2-5 г/л натрия фосфорнокислого двузамещенного,
при этом предварительно проводят модифицирующую обработку поверхности в водном растворе, содержащем, г/л: азотную кислоту 450-500 и фтористый натрий 45-50. Недостатком известного способа является необходимость проведения дополнительной модифицирующей обработки поверхности в крайне агрессивном электролите на основе азотной кислоты, что усложняет способ, делает его экологически небезопасным и требует специальных мер защиты для рабочего персонала, а также ограниченный круг оксидируемых металлов, который включает только сплавы алюминия.
Известен способ получения на алюминии и его сплавах покрытий, предназначенных для защиты от температурной коррозии и абразивного износа, с использованием микродугового (плазменно-электролитического) оксидирования (RU 2112087, опубл. 1998.05.27) при напряжении формирования 160-170 В и плотности тока 0,9-1,2 А/см2 в электролите, содержащем, г/л: гексафторалюминат натрия 2,0-12,0, тартрат калия 5,0-10,0, фторид натрия 0,5-2,0 и гидроксид калия 0,5-0,6. при значении рН раствора 9,8-10,2. Покрытия, полученные известным способом, обнаруживают определенную микротвердость и устойчивость к высокотемпературной коррозии, благодаря содержащейся в них стеклофазе на основе оксида алюминия, модифицированного фтором. Однако эти покрытия не обладают достаточной толщиной для обеспечения высоких защитных свойств и продолжительного срока службы покрытий, что ограничивает возможности применения известного способа. Кроме того, известный способ предназначен только для алюминия и его сплавов, причем экспериментальная проверка показывает, что покрытия с достаточно высокими защитными и механическими свойствами формируются не на всех сплавах алюминия. В описании известного способа приведены только два конкретных примера получения покрытий с заявленными свойствами: для технического алюминия и содержащего магний деформируемого сплава алюминия.
Известен (US 5616229, опубл. 1997.04.01) способ получения керамического покрытия на металлах вентильной группы, включающей алюминий, цирконий, титан, гафний и сплавы этих металлов, предусматривающий погружение металла в качестве одного из электродов в электролитическую ванну с водным раствором гидроксида натрия либо гидроксид а калия с концентрацией 0,5-2,0 г/л, пропускание с использованием контр-электрода через упомянутый металл переменного электрического тока напряжением не менее 700 В, что обеспечивает электрический пробой с осаждением компактной пленки гидроксида на поверхности металла. Далее способ предполагает внесение в состав электролита в количестве 2-200 г/л кислородсодержащей соли щелочного металла, включающей элемент, выбранный из группы Al, Si, Ge, Sn, Pb, As, Sb, Bi, Se, Те, P, Ti, Zr, V, Nb, Та, Cr, Mo, W, Mn и Fe, что сопровождается формированием керамического покрытия. Известный способ является энергоемким, требует специального оборудования и осуществляется со сменой режима и электролита. Кроме того, предлагаемый для использования на стадии формирования керамического покрытия обширный ряд солей и широкий диапазон их концентраций создают неопределенность в выборе нужного варианта, в общем случае затрудняют получение качественных покрытий и осложняют возможность их применения по назначению.
Известен описанный в патенте RU 2534123, опубл. 2014.11.27, способ получения на вентильных металлах и их сплавах, преимущественно на титане и его сплавах, алюминии и его сплавах, а также на сплавах магния, защитных антифрикционных, износостойких и обладающих высокой коррозионной стойкостью покрытий, который включает электрохимическую обработку поверхности металла в электролите, содержащем растворимый фосфат, тартрат либо силикат при значениях рН 8,0-10,5, в биполярном режиме при эффективной плотности тока 0,5-1,0 А/см2. Однако для того, чтобы обеспечить заявленные высокие защитные свойства покрытий, известный способ дополнительно предусматривает нанесение слоя политетрафторэтилена из его суспензии с последующей термообработкой, что повышает трудоемкость и увеличивает энергозатраты, при этом его осуществление требует подбора состава и регулирования значения рН для получения электролита в виде коллоидного раствора, образующего в процессе оксидирования суспензию. Помимо этого, полученные покрытия не обладают достаточной твердостью.
Наиболее близким к заявляемому является способ плазменно-электролитического оксидирования вентильных металлов и их сплавов (RU 2263163, опубл. 2005.10.27), который предусматривает обработку в водном электролите, содержащем, г/л: тринатрийфосфат Na3PO4⋅12Н2О 20-120, тетраборат натрия Na2B4O7⋅10Н2О⋅10-80, вольфрамат натрия Na2WO4⋅2H2O 1-12, при переменной анодно-катодной поляризации изделия с длительностью импульсов 0,0033-0,1 секунды и эффективной плотности тока 0,01-0,3 А/см2.
Покрытия, полученные известным способом, проявляют высокую устойчивость к атмосферной коррозии, выдерживают нагревание до 250°С и резкий перепад температур, однако толщина покрытий, которая только в отдельных случаях достигает 20 мкм, является недостаточной для обеспечения долговременной надежной защиты от электрохимической и химической коррозии и высоких механических свойств.
Задачей изобретения является создание способа получения на вентильных металлах, преимущественно на алюминии и его сплавах, титане и его сплавах, покрытий с высокими защитными и механическими свойствами.
Технический результат способа заключается в повышении коррозионной устойчивости формируемых покрытий, улучшении их механических свойств, повышении гидрофобности.
Указанный технический результат достигают способом получения защитных покрытий на вентильных металлах и их сплавах путем плазменно-электролитического оксидирования в течение 40-50 мин в биполярном режиме в щелочном электролите, содержащем тетраборат натрия Na2B4O7⋅10 Н2О и натриевую соль оксометаллической кислоты, в котором, в отличие от известного, в течение первых 5 минут анодное напряжение поднимают от 30 В до начального напряжения формирования и формируют покрытие, увеличивая напряжение со скоростью 0,6-6,0 В/мин до 480-490 В, после чего завершают формирование, в течение 6-7 мин снижая напряжение до 220-420 В, максимальную плотность катодного тока в ходе формирования покрытия устанавливают равной 50-75 А/дм2, снижая его значение до 10 А/дм2 одновременно со снижением анодного напряжения, при этом электролит в качестве оксометаллической соли натрия содержит молибдат натрия Na2MoO4⋅2H2O и дополнительно включает тартрат калия C4H4O6K2⋅0,5 H2O, силикат натрия Na2SiO3⋅2H2O и фторид натрия NaF при следующем содержании компонентов, г/л:
|
При получении покрытий на алюминии и его сплавах напряжение в ходе формирования покрытия поднимают от 460-470 В до 480-490 со скоростью 0,6 В/мин и завершают формирование, снижая напряжение до 400-420 В в течение 6-7 мин.
При получении покрытия на титане и его сплавах напряжение в ходе формирования покрытия поднимают от 260-270 В до 470-480 В со скоростью 6 В/мин и завершают формирование, снижая напряжение до 220-230 В в течение 6-7 мин.
Способ осуществляют следующим образом.
Готовят электролит путем последовательного растворения в дистиллированной воде при комнатной температуре входящих в его состав компонентов при тщательном перемешивании в течение 25-30 мин. Подготовленный таким образом электролит перед использованием выдерживают еще 30 минут.
Покрываемое изделие помещают в заполненную электролитом емкость (в производственных условиях в электролитическую ванну), при этом изделие является одним из электродов, а противоэлектрод выполнен из титана. Для охлаждения электролита используют полый холодильник в виде змеевика, охлаждаемого проточной водой, размещенного по периметру емкости с электролитом. Таким образом, температуру электролита в процессе оксидирования поддерживают в пределах 10°С, что обеспечивает его стабильность и увеличение срока его работоспособности.
В процессе оксидирования подают напряжение на электроды, реализуя биполярный режим, при этом подаваемый на оксидируемый образец поляризующий сигнал сформирован последовательностями из анодного и катодного импульсов длительностью 3300 мкс каждый без временного интервала между ними.
Процесс оксидирования осуществляют в течение 40-50 мин при эффективном значении плотности нерегулируемого анодного тока, возрастающем с увеличением напряжения от 20 до 180 А/дм2, при этом характер изменения плотности анодного тока для различных сплавов алюминия является одинаковым, разброс по величине не превышает 5%. Аналогичная картина наблюдается для сплавов титана.
Анодное напряжение в течение первых 5 минут увеличивают от 30 В до значения, обеспечивающего начало формирования покрытия: 460-470 В для алюминия и его сплавов и 260-270 В для титана и его сплавов. Быстрый подъем напряжения в начальный период обработки позволяет избежать лишнего расхода электроэнергии и сэкономить время.
Основной процесс формирования покрытия проводят при плавном повышении анодного напряжения до 480-490 В со средней скоростью изменения напряжения 0,6 В/мин для алюминия и его сплавов и со средней скоростью изменения напряжения 6 В/мин для титана и его сплавов. Затем в течение 6-7 мин напряжение снижают до 400-420 В для алюминия и до 220-230 В для титана. В ходе постепенного снижения величины напряжения и, соответственно, плотности анодного тока, поверхность формируемого покрытия уплотняется, открытые поры и дефекты, образовавшиеся в процессе роста покрытия, «залечиваются».
Наличие катодной составляющей в принципе создает благоприятные условия для формирования покрытия в ходе его анодной поляризации, а также приводит к разогреву внутренней части оксидного слоя, к образованию в этой области высокотемпературных фаз оксидов и оплавлению поверхности оксидного слоя. В результате уменьшается пористость, повышается механическая и коррозионная стойкость формируемых покрытий.
Однако высокая плотность катодного тока может привести к ухудшению адгезии сформированного покрытия вплоть до его отделения от подложки.
Согласно предлагаемому способу, используют максимальное значение плотности катодного тока, не превышающее 50-75 А/дм2, что наилучшим образом обеспечивает формирование бездефектных, мелкопористых плотных покрытий, при этом его плотность регулируют таким образом, что одновременно с уменьшением анодного напряжения на конечном этапе формирования покрытия его значение уменьшается до 10 А/дм2.
Многокомпонентный состав электролита является универсальным, обеспечивает оптимальные и приближенные к оптимальным условия протекания процесса оксидирования для различных сплавов алюминия и сплавов титана, и, в конечном итоге, в значительной степени определяет состав и свойства получаемых покрытий.
Присутствующие в электролите силикат и молибдат, способствуют формированию качественных покрытий за счет того, что являются источниками полимеризующихся анионов, образующих анионные комплексы, которые взаимодействуют с катионами оксидируемого материала.
Кроме того, молибдат натрия необходим для формирования в составе покрытия карбида молибдена, обеспечивающего повышение микротвердости покрытий, а силикат натрия является одним из основных компонентов, обеспечивающих формирование плотного покрытия.
Результатом введения в электролит растворимых солей натрия, в частности, фторида натрия, снижающего вязкость раствора и облегчающего протекание электрохимических процессов в ходе микроплазменных разрядов, приводит к интенсификации процесса оксидирования.
Кроме того, присутствие фторида натрия в растворе приводит к повышению его электропроводности, а, следовательно, увеличивает рассеивающую способность электролита.
Введение в состав электролита соли винной кислоты - тартрата калия дает эффект увеличения длительности микроплазменных разрядов при термолизе электролита на аноде и, следовательно, увеличивает продолжительность температурного воздействия на формируемое покрытие. За счет этого достигается высокая скорость роста покрытия при более низких значениях напряжения по сравнению с электролитом, не содержащим тартрата калия.
Тетраборат натрия предназначен для буферирования электролита во избежание снижения рН раствора, которое способно привести к разрушению комплексных анионов. Помимо этого, он обеспечивает снижение пористости формируемых покрытий.
Таким образом, предлагаемый способ обеспечивает формирование путем плазменно-электролитического оксидирования на поверхности вентильных металлов и их сплавов, преимущественно, алюминиевых и титановых сплавов, защитных ПЭО-покрытий, проявляющих высокую коррозионную устойчивость, высокие механические свойства, а именно, микротвердость, достаточно высокую для применения в промышленных целях и хорошую адгезию к подложке. Кроме того, полученные покрытия обнаруживают толщину и гидрофобность, которые дают существенный вклад в их защитные свойства. Примеры конкретного осуществления способа
Для формирования защитных покрытий были использованы образцы, размером 30 мм × 30 мм × 2,0 мм. Их поверхность обрабатывали наждачной бумагой различной зернистости (320-400, 600, 800, 1000), промывали и сушили под струей теплого воздуха.
Для проведения плазменного электролитического оксидирования использовали тиристорный источник тока ТЕР4-100/460Н-2-2УХЛ4 номинальной мощностью 29 кВт с программным управлением, обеспечивающий подачу на обрабатываемый образец поляризующих импульсов длительностью 0,0033 с.
Толщину сформированных оксидных пленок измеряли с использованием вихретокового толщиномера покрытий ВТ-201 (ООО «КИД», Россия) при основной погрешности измерений 3%.
Морфологию ПЭО-покрытий исследовали при помощи настольного электронного микроскопа Evex Mini-SEM SX-3000 (Evex Analytical Instruments Inc., США) при ускоряющем напряжении 20 кВ.
Пористость покрытий определяли, анализируя СЭМ изображения, полученные при одинаковом увеличении, при помощи программного обеспечения Image J 1.50g (National Institutes of Health, США).
Электрохимические исследования для установления коррозионной стойкости полученных покрытий проводили методом потенциодинамической поляризации в 3% растворе NaCl с помощью VersaSTAT МС (Princeton Applied Research, США). Поляризационные зависимости снимали при развертке потенциала от значения E1 = Ек - 250 мВ до значения Е2 = Ек + 1000 мВ при скорости развертки потенциала 1 мВ/с для сплавов алюминия и от E1 = Ек - 250 мВ до значения Е2 = Ек + 250 мВ при скорости развертки потенциала 0,1667 мВ/с.
Кроме того, коррозионную стойкость полученных покрытий на алюминиевых сплавах к атмосфере, содержащей хлорид-ионы, оценивали методом капли согласно ГОСТ 9302-88 (250 см3/соляной кислоты с плотностью 1,19 г/см3 и 30 г калия двухромовокислого на 1 дм3 раствора).
Для измерения контактных углов (углов смачивания) использовался метод цифровой обработки изображения сидячей капли деионизированной воды на поверхности сформированных ПЭО-покрытий. Для измерения контактных углов и получения оптических изображений сидячих капель, объемом 10 мкл, использовался Kruss DSA100. Начальные контактные углы были измерены в 10 разных положениях на поверхности каждого образца после 60-секундной выдержки капли.
Определение микротвердости материала покрытий проводили на динамическом ультрамикротвердомере DUH-W201 (Shimadzu, Япония). Измерения осуществляли при нагрузке в 300 мН, с использованием индентора Виккерса с углом при вершине 110°. Значения, полученные по 10 точкам, усредняли и рассчитывали погрешность. Оценку и сравнительный анализ упругопластических свойств покрытий проводили с помощью программного обеспечения Shimadzu DUH Analysis Application v. 2.10.
Прочностные свойства полученных покрытий были исследованы методом склерометрии (скретч-тестирования) на приборе Revetest Scratch Tester (CSM Instrument, Швейцария). При равномерном увеличении нагрузки от 1 Н до 180 Н со скоростью нагружения 15,5 Н/мин. определяли критические нагрузки, при которых на покрытии появлялись первые следы разрушения.
Пример 1
Пластины алюминиевого сплава АМг3 (мас. %: Mg 2,6-3,6; Mn 0,5; Si 0,4; Fe 0,4; Cr 0,3; Zn 0,2; Ti 0,15; Cu 0,1; остальное Al) обрабатывали в течение 45 минут в биполярном режиме в электролите следующего состава, г/л:
|
В течение первых 5 мин обработки анодное напряжение увеличивали от 30 В до 470 В (начального напряжение формирования), затем формировали покрытие, увеличивая напряжение до 480 В и завершали режим снижением напряжения от 480 В до 420 В со скоростью примерно 10 В/мин (6-7 мин). Плотность катодного тока в ходе формирования покрытия поднимают до 50 А/дм2 и одновременно со снижением анодного напряжения снижают до 10 А/дм2. Нерегулируемая плотность анодного тока в ходе оксидирования изменяется от 20-30 до 180 А/дм2.
В результате получено равномерное бездефектное покрытие бурого цвета толщиной 85±4 мкм. Коррозионная плотность тока для полученного покрытия составляет (2,3±1,5)×10-8 А/см2, микротвердость 10500-11900 МПа. Покрытие выдерживает при скретч-тестировании нагрузку 155,6±3,9 Н. Угол смачивания деионизированной водой составлял (48±2)°. Коррозионная стойкость, измеренная методом капли, составила 55-60 мин.
Пример 2
Пластины алюминиевого сплава АМг6 (мас. %: Mg 5,8-6,8; Mn 0,5-0,8; Si 0,4; Fe 0.4; Zn 0,2; Cu 0,1; Ti 0,02-0,1; остальное Al) подвергали обработке в условиях примера 1 в электролите следующего состава, г/л:
|
В результате обработки сформировано равномерное бездефектное покрытие бурого цвета толщиной 73±3 мкм со следующими характеристиками: плотность коррозионного тока (2,9±1,1)×10-8 А/см2, микротвердость 8700-11000 МПа; максимальная нагрузка при скретч-тестировании 148,3±5,2 Н. Угол смачивания деионизированной водой составлял (57±3)°. Коррозионная стойкость, измеренная методом капли, составила 55-60 мин.
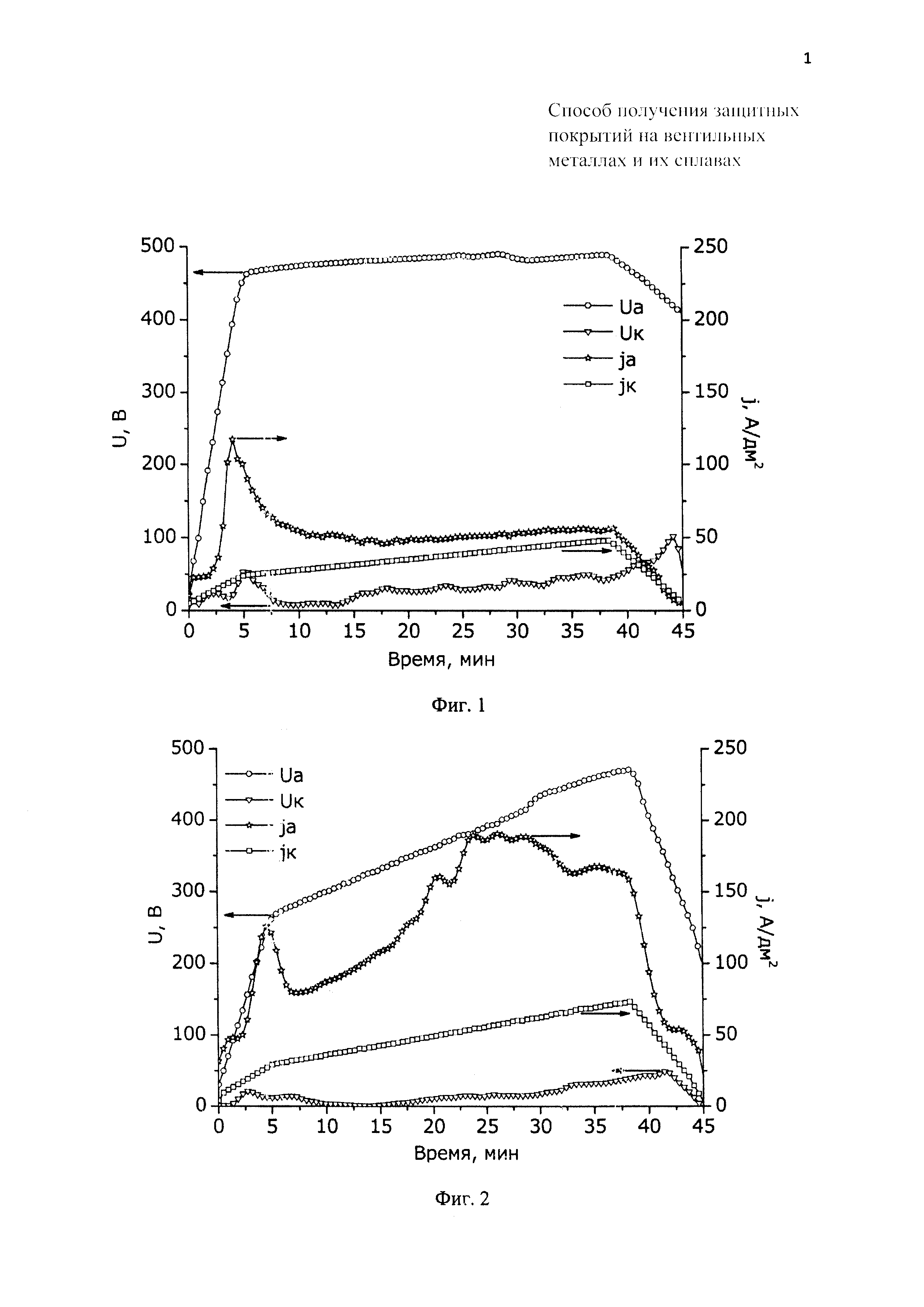
График изменения анодного и катодного напряжения и анодного и катодного токов по примерам 1-2 приведен на фиг. 1.
Пример 3
Пластины Sc-содержащего алюминиевого сплава В-1579 (мас. %: Mg 6,78; Zn 0,62; Si 0,51; Cr 0,17; Fe 0,15; Cu 0,14; Zr 0,13; Sc 0,13; Ni 0,1; Ti 0,02; Al остальное). Анодное напряжение в ходе формирования покрытия поднимали от 460 до 490 В и через 35 минут оксидирования снижали до 400 В. Катодный ток в ходе формирования покрытия поднимали до 60 А/дм2 и снижали одновременно с уменьшением анодного напряжения до 10 А/дм2. Обработку проводили в электролите, содержащем, г/л:
|
Получено ровное бездефектное покрытие темно-коричневого цвета толщиной 61±3 мкм со следующими характеристиками: плотность коррозионного тока (3,1±1,6)×10-8 А/см2, микротвердость 8700-10000 МПа; максимальная нагрузка при скретч-тестировании 121,7±5,4 Н. Угол смачивания деионизированной водой составлял (97±2)°. Коррозионная стойкость, измеренная методом капли, составила 45-50 мин.
Пример 4
Пластины Cu-содержащего алюминиевого сплава Д16 (мас. %: Cu 3,8-4.9; Mg 1,2-1,8; Mn 0,3-0,9; Si 0,5; Fe 0,5; Zn 0,25; Ti 0,15; Cr 0,1; остальное Al) оксидировали в условиях примера 3 в электролите, содержащем, г/л:
|
Получено шершавое бездефектное покрытие темно-коричневого цвета толщиной 69±4 мкм со следующими характеристиками: плотность коррозионного тока (5,9±1,6)×010-8 А/см2, микротвердость 11500-12000 МПа; максимальная нагрузка при скретч-тестировании 157,1±2,1 Н. Угол смачивания деионизированной водой составлял (44±5)°. Коррозионная стойкость, измеренная методом капли, составила 25-30 мин. Пример 5
Пластины технического титана марки ВТ1-0 (мас. %, Fe 0,2; Si 0,1; С 0,07; прочие примеси 0,3, остальное Ti) оксидировали в биполярном режиме в течение 45 минут в электролите следующего состава г/л;
|
В течение первых 5 мин анодное напряжение увеличивали от 30 В до 270 В, затем поднимали до 470 В со скоростью 6 В/мин и завершали режим снижением анодного напряжения от 470 В до 220 В в течение примерно 7 мин. Плотность катодного тока поднимали в ходе формирования покрытия до 75 А/дм2 и снижали до 10 А/дм2 одновременно со снижением анодного напряжения.
Получено шершавое покрытие темно-серого цвета толщиной 47±5 мкм со следующими характеристиками: плотность коррозионного тока (9,7±4,5)×10-9 А/см2, микротвердость 5900-7000 МПа; максимальная нагрузка при скретч-тестировании 38,4±2,9 Н. Угол смачивания деионизированной водой составлял (99±4)°
Пример 6
Пластины титанового сплава марки ВТ6 (мас. %, Fe до 0,6; С до 0,1; Si до 0,1; V 3,5-5,3; N до 0,5; Al 5,3-6,8; Zr до 0,3; О до 0,2; Ti 86,45-90,9) оксидировали в биполярном режиме в течение 45 минут в электролите следующего состава г/л;
|
В течение первых 5 мин анодное напряжение увеличивали от 30 В до 260 В, затем поднимали до 480 В со скоростью 6 В/мин и завершали режим снижением анодного напряжения от 480 В до 230 В в течение примерно 6 мин. Плотность катодного тока поднимали в ходе формирования покрытия до 50 А/дм2 и снижали до 10 А/дм2 одновременно со снижением анодного напряжения.
Получено ровное бездефектное покрытие черного цвета толщиной 39±5 мкм со следующими характеристиками: плотность коррозионного тока (9,9±1,8)×10-9 А/см2, микротвердость 5100-6500 МПа; максимальная нагрузка при скретч-тестировании 28,4±3,9 Н. Угол смачивания деионизированной водой составлял (104±3)°.
График изменения анодного и катодного напряжения и анодного и катодного токов по примерам 5-6 приведен на фиг. 2.
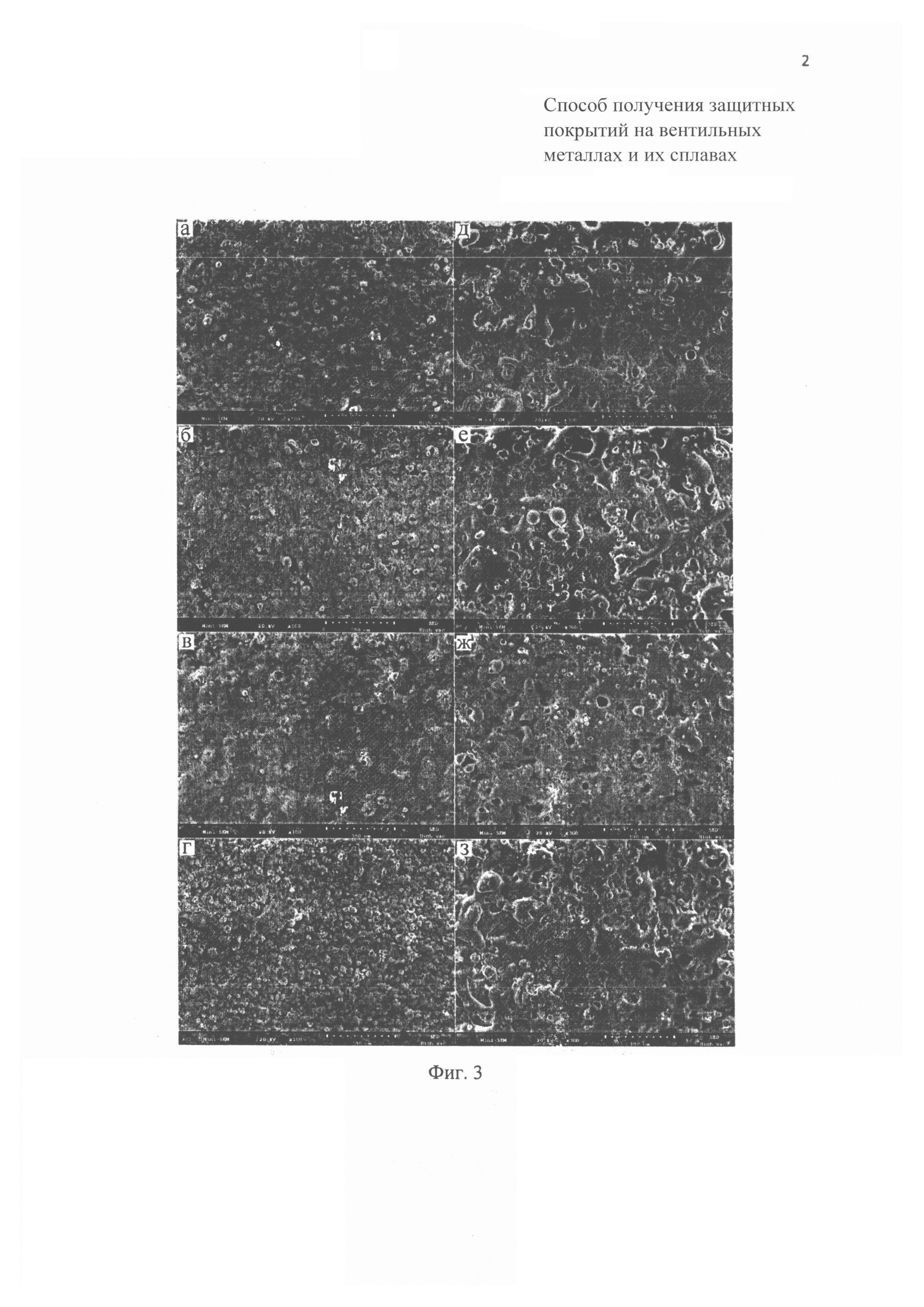
На фиг. 3 показаны СЭМ-изображения поверхности покрытий, сформированных на алюминиевых сплавах по примерам 1-4 при двух различных увеличениях: а-АМг3; б-АМг6; в-В=1579; г-Д16 при увеличении ×100; д, е, ж, з - те же покрытия при увеличении ×300.
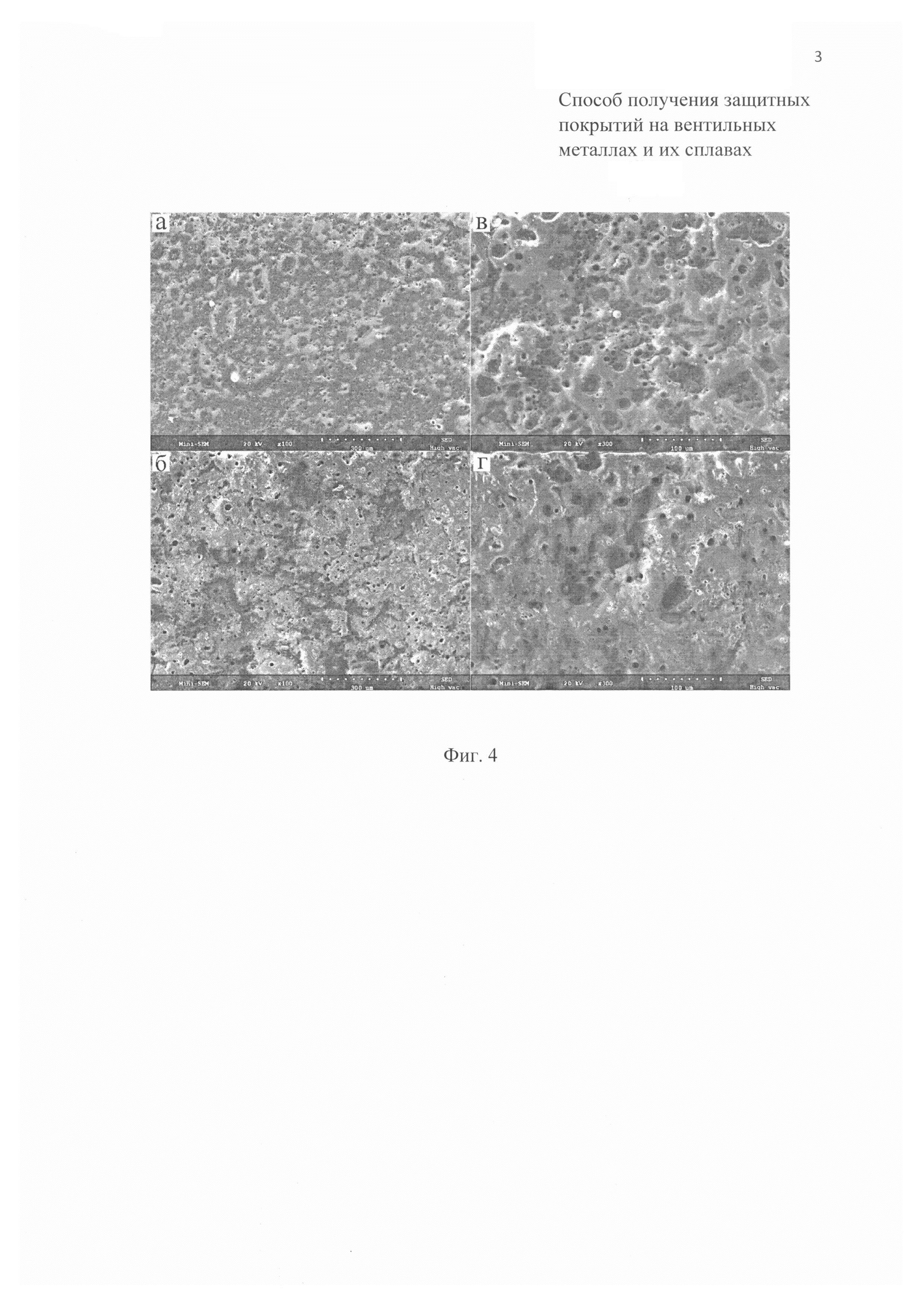
На фиг. 4 показаны СЭМ-изображения поверхности покрытий, сформированных на титане и его сплаве по примерам 5-6; (а-ВТ1-0; б-ВТ6) при увеличении ×100 и в, г - те же покрытия при увеличении ×300.
Способ получения покрытия на имплантатах из титана и его сплавов
Способ получения многофункциональных защитных покрытий
Способ получения катализатора для очистки выхлопных газов
Пористый магнитный сорбент
Способ получения магнитоактивного рентгеноконтрастного средства
Борфторсодержащая энергоемкая композиция для энергетических конденсированных систем и способ ее получения
Способ получения каталитически активного композитного материала
Способ получения пористого магнитного сорбента
Резорбируемый рентгеноконтрастный кальций-фосфатный цемент для костной пластики
Способ определения содержания воды в нефтесодержащих эмульсиях и отложениях
Способ получения супергидрофобных покрытий с антиобледенительными свойствами на алюминии и его сплавах
Способ получения композиционного материала для биорезорбируемого магниевого имплантата
Способ восстановления повреждённых покрытий на титановых изделиях
Способ получения защитных покрытий на магнийсодержащих сплавах алюминия
Способ для измерения адгезии льда к поверхностям из различных материалов и исследовательский модуль для его осуществления
Способ получения защитных супергидрофобных покрытий на сплавах алюминия
Способ получения биорезорбируемого материала на основе магния и гидроксиапатита с защитным многокомпонентным покрытием

