Результат интеллектуальной деятельности: ТЕКСТУРИРОВАННАЯ ЛИСТОВАЯ МАГНИТНАЯ СТАЛЬ С ИЗОЛИРУЮЩИМ ПОКРЫТИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к текстурированной листовой электротехнической стали с нанесенным изолирующим покрытием и способу ее изготовления.
Уровень техники
В общем случае текстурированную листовую электротехническую сталь (ниже в настоящем документе также называемую просто «листовой сталью») снабжают на ее поверхности покрытием для придания изолирующих характеристик, обрабатываемости, коррозионной стойкости и других свойств. Такое поверхностное покрытие включает подстилающее покрытие, главным образом образованное из форстерита и полученное при конечном отделочном отжиге, и покрывное покрытие на фосфатной основе, полученное на подстилающем покрытии.
В числе покрытий, полученных на поверхности текстурированной листовой электротехнической стали, только последнее покрывное покрытие ниже в настоящем документе называется «изолирующим покрытием».
Данные покрытия получаются при высокой температуре и, кроме того, характеризуются низким коэффициентом термического расширения и поэтому являются эффективными при придании натяжения листовой стали благодаря разнице коэффициента термического расширения между листовой сталью и покрытиями при падении температуры до комнатной температуры, что, таким образом, уменьшает потери в сердечнике для листовой стали. В соответствии с этим, от покрытий требуется придание стали наибольшего из возможных натяжения.
В целях удовлетворения такого требования, например, в JP 48-39338 A и JP 50-79442 A раскрываются изолирующие покрытия, каждое из которых получают при использовании рабочего раствора, содержащего фосфат (например, фосфат алюминия, фосфат магния), кремния диоксид коллоидный и хромовый ангидрид.
Текстурированная листовая электротехническая сталь с нанесенным изолирующим покрытием ниже в настоящем документе также может быть просто названа «текстурированной листовой электротехнической сталью» или «листовой сталью».
Раскрытие сущности изобретения
Техническая проблема
Пользователи текстурированных листовых электротехнических сталей, а, в частности, заказчики, изготавливающие трансформаторы со спиральными ленточными сердечниками, проводят отжиг для снятия напряжений при температуре, превышающей 800°С, после изготовления сердечников для трансформаторов со спиральными ленточными сердечниками в результате ламинирования листовых сталей, что снимает, тем самым, напряжение, сформировавшееся при изготовлении сердечников и, таким образом, исключает ухудшение магнитных свойств.
На данной стадии в случае изолирующего покрытия, характеризующегося низкой термостойкостью, ламинированные листовые стали могут прилипать друг к другу, что ухудшает обрабатываемость на последующей стадии. Прилипание также может ухудшить и магнитные свойства.
Изобретатели настоящего изобретения исследовали изолирующие покрытия, раскрытые в JP 48-39338 A и JP 50-79442 A, и в результате обнаружили то, что прилипание может не быть надлежащим образом подавлено вследствие недостаточной термостойкости.
Настоящее изобретение было сделано с учетом вышеизложенного и имеет своей целью предложение текстурированной листовой электротехнической стали с нанесенным изолирующим покрытием, демонстрирующей наличие высокотермостойкого изолирующего покрытия, и способа ее изготовления.
Разрешение проблемы
Изобретатели настоящего изобретения провели интенсивное исследование для достижения описанной выше цели и в результате обнаружили наличие воздействия на уровень термостойкости изолирующего покрытия, оказываемого присутствием элемента Cr, связанного с другим элементом, на внешней поверхности изолирующего покрытия, а также обнаружили методику обеспечения присутствия элемента Cr, связанного с другим элементом, на внешней поверхности изолирующего покрытия. Таким образом, было совершено настоящее изобретение.
Говоря конкретно, изобретение предлагает следующие далее позиции от (1) до (5).
(1) Текстурированная листовая электротехническая сталь с нанесенным изолирующим покрытием, содержащая: текстурированную листовую электротехническую сталь; и изолирующее покрытие, предусмотренное на поверхности текстурированной листовой электротехнической стали, где изолирующее покрытие содержит по меньшей мере одного представителя, выбираемого из группы, состоящей из Mg, Ca, Ba, Sr, Zn, Al и Mn, и Si, P, О и Cr, и где изолирующее покрытие имеет внешнюю поверхность, которая характеризуется спектром РФЭС, демонстрирующим наличие пика Cr2p1/2 и пика Cr2p3/2.
(2) Способ изготовления текстурированной листовой электротехнической стали с нанесенным изолирующим покрытием, соответствующей представленной выше позиции (1), при этом текстурированную листовую электротехническую сталь с нанесенным изолирующим покрытием получают в результате проведения прокаливания после нанесения рабочего раствора на поверхность текстурированной листовой электротехнической стали, подвергнутой отделочному отжигу, где рабочий раствор содержит фосфат по меньшей мере одного представителя, выбираемого из группы, состоящей из Mg, Ca, Ba, Sr, Zn, Al и Mn, кремния диоксид коллоидный и соединение Сr, где уровень содержания кремния диоксида коллоидного в рабочем растворе при выражении через уровень содержания твердого вещества находится в диапазоне от 50 до 150 массовых частей по отношению к 100 массовым частям совокупных твердых веществ в фосфате, где уровень содержания соединения Cr в рабочем растворе при выражении через CrO3 находится в диапазоне от 10 до 50 массовых частей по отношению к 100 массовым частям совокупных твердых веществ в фосфате, и где удовлетворяются условия при прокаливании, при которых температура прокаливания Т (единица измерения: °С) находится в диапазоне 850 ≤ Т ≤ 1000, концентрация водорода Н2 (единица измерения: % (об.)) в атмосфере прокаливания находится в диапазоне 0,3 ≤ Н2 ≤ 230 – 0,2Т, и период времени прокаливания (единица измерения: сек) при температуре прокаливания Т находится в диапазоне 5 ≤ период ≤ 860 – 0,8Т.
(3) Способ изготовления текстурированной листовой электротехнической стали с нанесенным изолирующим покрытием, соответствующий представленной выше позиции (2), где текстурированную листовую электротехническую сталь, подвергнутую отделочному отжигу и имеющую нанесенный на нее рабочий раствор, выдерживают при температуре в диапазоне от 150 до 450°С в течение 10 секунд и более до проведения прокаливания.
(4) Способ изготовления текстурированной листовой электротехнической стали с нанесенным изолирующим покрытием, соответствующей представленной выше позиции (1), при этом текстурированную листовую электротехническую сталь с нанесенным изолирующим покрытием получают в результате проведения прокаливания и плазменной обработки в данном порядке после нанесения рабочего раствора на поверхность текстурированной листовой электротехнической стали, подвергнутой отделочному отжигу, где рабочий раствор содержит фосфат по меньшей мере одного представителя, выбираемого из группы, состоящей из Mg, Ca, Ba, Sr, Zn, Al и Mn, кремния диоксид коллоидный и соединение Сr, где уровень содержания кремния диоксида коллоидного в рабочем растворе при выражении через уровень содержания твердого вещества находится в диапазоне от 50 до 150 массовых частей по отношению к 100 массовым частям совокупных твердых веществ в фосфате, где уровень содержания соединения Cr в рабочем растворе при выражении через CrO3 находится в диапазоне от 10 до 50 массовых частей по отношению к 100 массовым частям совокупных твердых веществ в фосфате, и где удовлетворяются условия при прокаливании, при которых температура прокаливания Т (единица измерения: °С) находится в диапазоне 800 ≤ Т ≤ 1000, концентрация водорода Н2 (единица измерения: % (об.)) в атмосфере прокаливания находится в диапазоне 0 ≤ Н2 ≤ 230 – 0,2Т, и период времени прокаливания (единица измерения: сек) при температуре прокаливания Т находится в диапазоне период ≤ 300, и где плазменной обработкой является обработка, которая включает облучение поверхности текстурированной листовой электротехнической стали после прокаливания при использовании плазмы, возбуждаемой в плазмообразующем газе, содержащем по меньшей мере 0,3 % (об.) водорода, в течение 0,10 секунды и более.
(5) Способ изготовления текстурированной листовой электротехнической стали с нанесенным изолирующим покрытием, соответствующий представленной выше позиции (4), где текстурированную листовую электротехническую сталь, подвергнутую отделочному отжигу и имеющую нанесенный на нее рабочий раствор, выдерживают при температуре в диапазоне от 150 до 450°С в течение 10 секунд и более до проведения прокаливания и плазменной обработки.
Выгодные эффекты от изобретения.
Настоящее изобретение было сделано с учетом вышеизложенного и имеет своей целью предложение текстурированной листовой электротехнической стали с нанесенным изолирующим покрытием, демонстрирующей наличие высокотермостойкого изолирующего покрытия, и способа ее изготовления.
Краткое описание чертежей
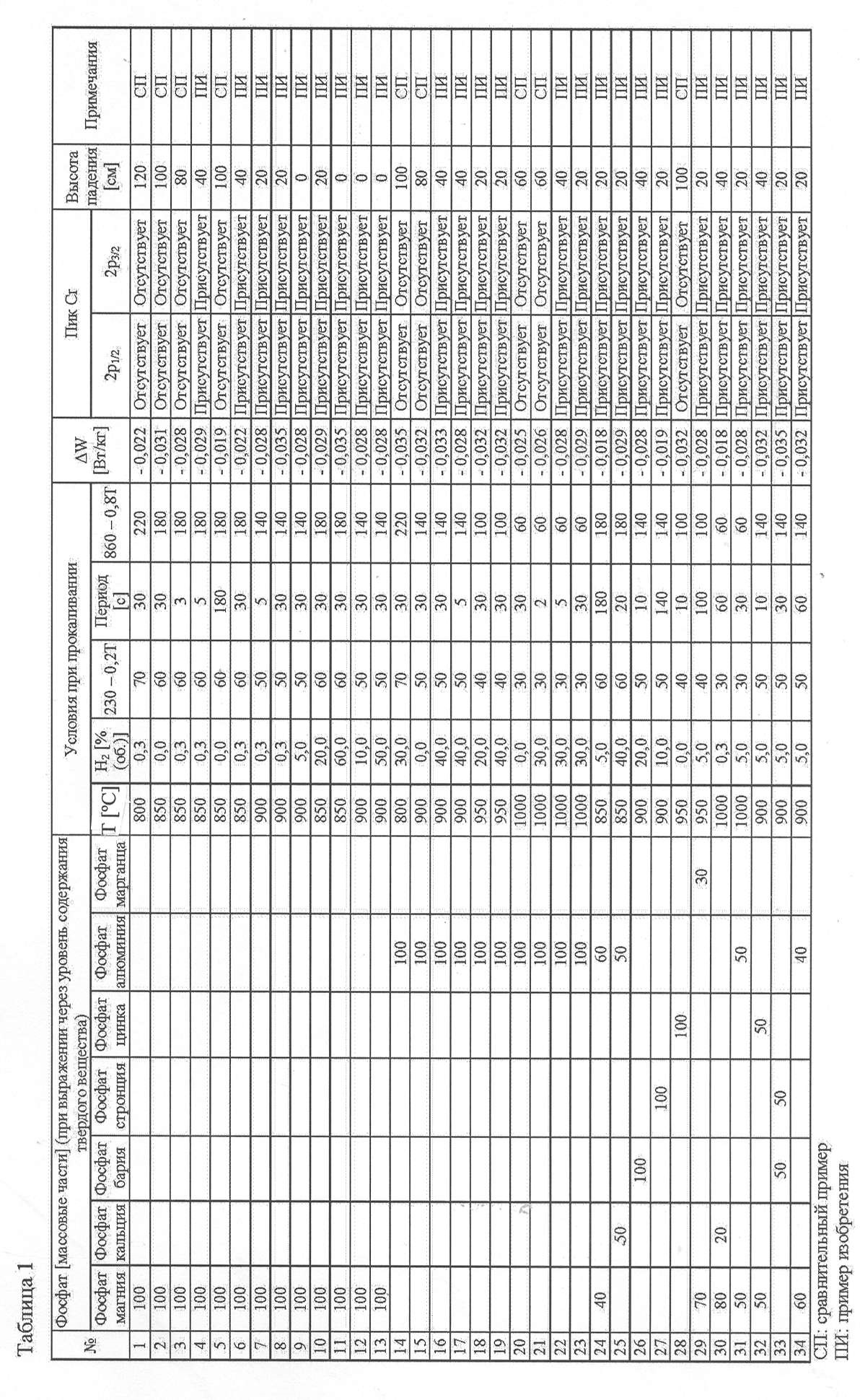
Фигура 1 представляет собой диаграмму, демонстрирующую спектр РФЭС в широком диапазоне для внешней поверхности изолирующего покрытия А.
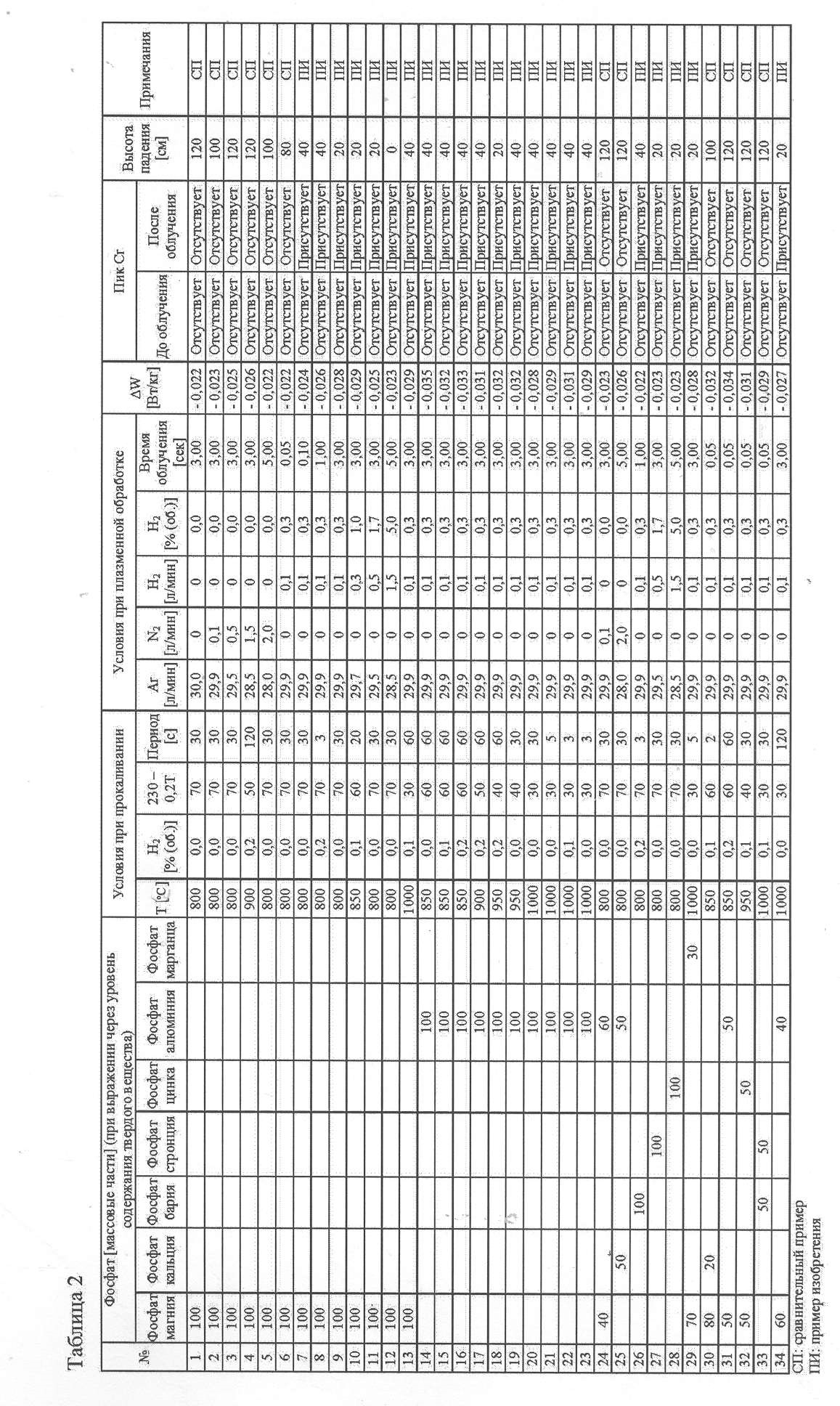
Фигура 2 представляет собой диаграмму, демонстрирующую спектр РФЭС в широком диапазоне для поверхности изолирующего покрытия А, которая была подвергнута соскабливанию на 50 нм в направлении по глубине от внешней поверхности.
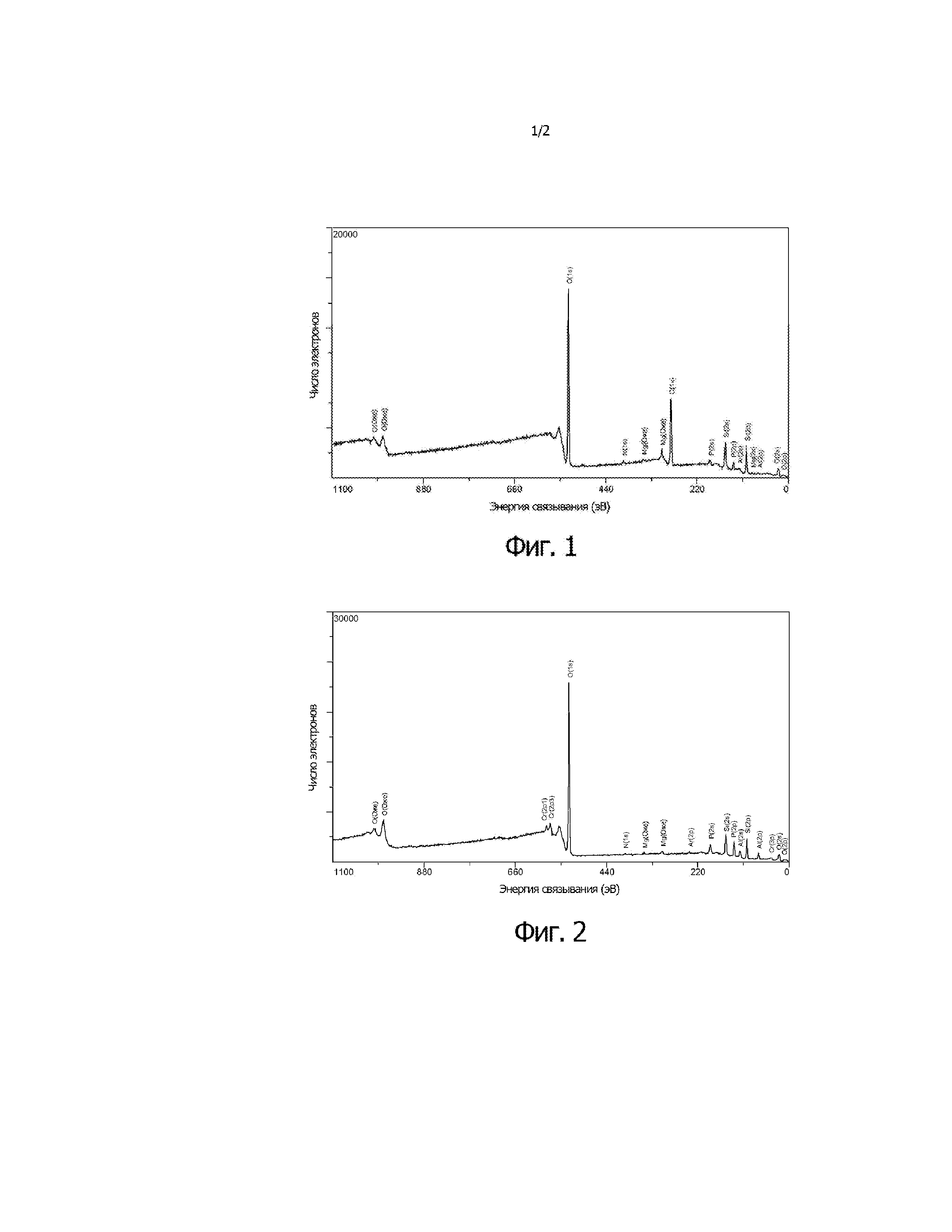
Фигура 3 представляет собой диаграмму, демонстрирующую спектр РФЭС в широком диапазоне для внешней поверхности изолирующего покрытия В.
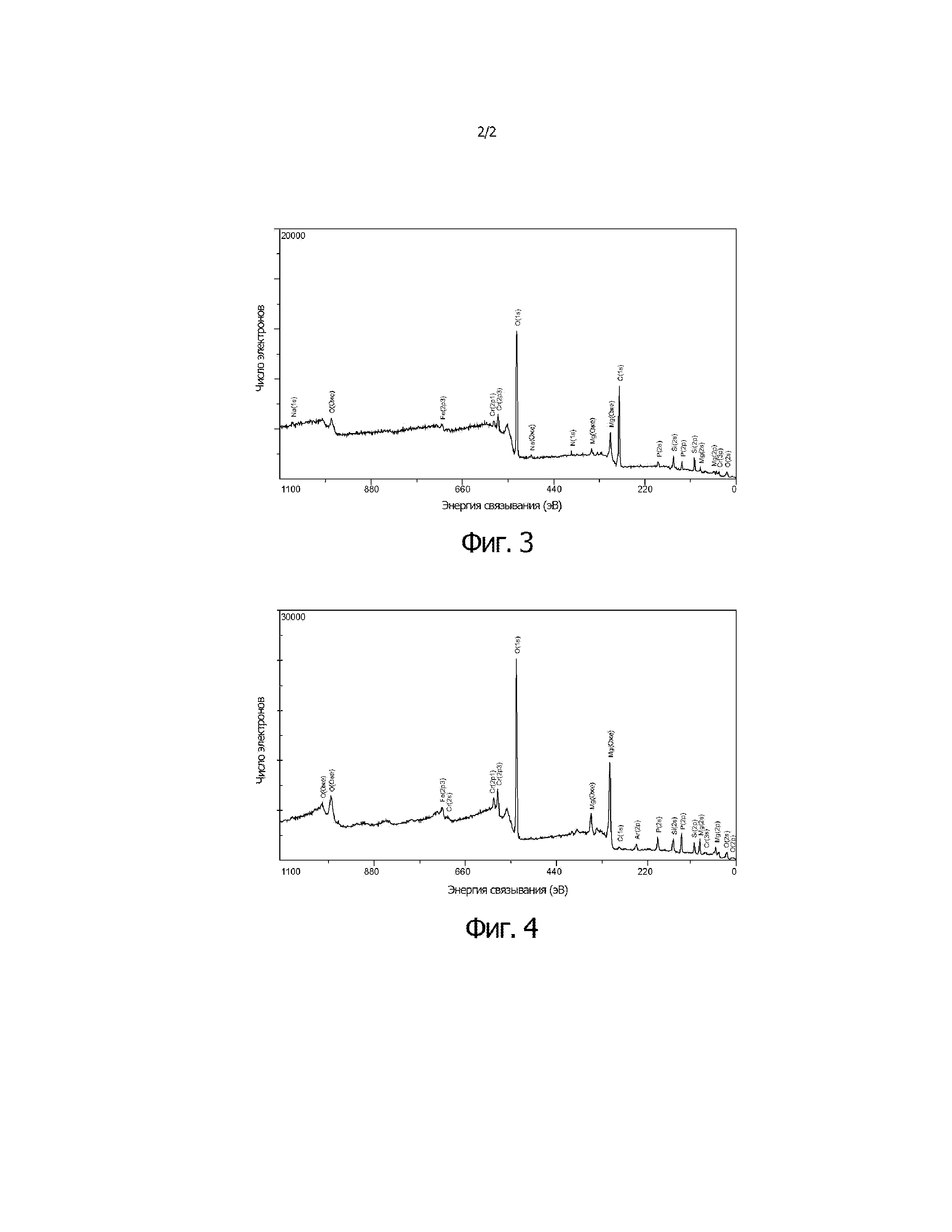
Фигура 4 представляет собой диаграмму, демонстрирующую спектр РФЭС в широком диапазоне для поверхности изолирующего покрытия В, которая была подвергнута соскабливанию на 50 нм в направлении по глубине от внешней поверхности.
Осуществление изобретения
Открытия, сделанные изобретателями
Впервые описываются открытия, вытекающие из анализа РФЭС, которые привели изобретателей к совершению настоящего изобретения.
Текстурированную листовую электротехническую сталь, которая изготавливалась при использовании известного способа, имела толщину листа 0,23 мм и подвергалась отделочному отжигу, разрезали до размера 300 мм × 100 мм и удаляли непрореагировавший отжиговый сепаратор. После этого проводили отжиг для снятия напряжений (800°С, 2 часа, атмосфера N2).
После этого на листовую сталь, которую подвергали легкому травлению в фосфорной кислоте при 5% (масс.), наносили рабочий раствор для получения изолирующего покрытия. Рабочий раствор содержал 100 массовых частей (при выражении через уровень содержания твердого вещества) водного раствора первичного фосфата алюминия, 80 массовых частей (при выражении через уровень содержания твердого вещества) кремния диоксида коллоидного и 25 массовых частей (при выражении через CrO3) соединения Cr, и рабочий раствор наносили таким образом, чтобы количество материала покрытия на обеих поверхностях после прокаливания составляло бы 10 г/м2.
Листовую сталь, на которую нанесли рабочий раствор, располагали в сушильной печи, подвергали высушиванию при 300°С в течение 1 минуты, а после этого прокаливанию при 850°С в течение 1 минуты в 100%-ной атмосфере N2 при получении, тем самым, текстурированной листовой электротехнической стали с нанесенным изолирующим покрытием. Ради удобства изолирующее покрытие получающейся в результате листовой стали также может быть названо «изолирующим покрытием А».
После этого при использовании испытания падающим грузом оценивали термостойкость изолирующего покрытия А. Говоря конкретно, каждую получающуюся в результате листовую сталь разрезали на образцы, имеющие размеры 50 мм × 50 мм, 10 образцов укладывали в стопку один поверх другого и в атмосфере азота при 830°С в течение 3 часов проводили отжиг под нагрузкой при сжатии 2 кг/см2. После этого роняли массу 500 г с высот в диапазоне от 20 до 120 см с интервалами 20 см для оценки термостойкости изолирующего покрытия на основе высоты массы (высоты падения), при которой все 10 образцов отделялись друг от друга. В случае отделения всех 10 образцов друг от друга после отжига под нагрузкой при сжатии, но до испытания падающим грузом высоту падения задавали составляющей 0 см.
В случае отделения образцов друг от друга при высоте падения, составляющей 40 см и менее, изолирующее покрытие относили к категории с превосходной термостойкостью. Изолирующее покрытие А продемонстрировало высоту падения 100 см и, таким образом, характеризовалось неудовлетворительной термостойкостью.
Впоследствии подобно случаю изолирующего покрытия А на листовую сталь, которую подвергали легкому травлению в фосфорной кислоте при 5 % (масс.), наносили рабочий раствор для получения изолирующего покрытия. Рабочий раствор содержал 100 массовых частей (при выражении через уровень содержания твердого вещества) водного раствора первичного фосфата магния, 80 массовых частей (при выражении через уровень содержания твердого вещества) кремния диоксида коллоидного и 25 массовых частей (при выражении через CrO3) хромового ангидрида в качестве соединения Cr, и рабочий раствор наносили таким образом, чтобы количество материала покрытия на обеих поверхностях после прокаливания составляло бы 10 г/м2.
Листовую сталь, на которую нанесли рабочий раствор, располагали в сушильной печи, подвергали высушиванию при 300°С в течение 1 минуты, а после этого прокаливанию при 900°С в течение 30 секунд в атмосфере с концентрацией водорода 5 % (об.) (при этом остаток представляет собой N2) при получении, тем самым, текстурированной листовой электротехнической стали с нанесенным изолирующим покрытием. Ради удобства изолирующее покрытие получающейся в результате листовой стали также может быть названо «изолирующим покрытием В».
Термостойкость изолирующего покрытия В оценивали при использовании испытания падающим грузом подобно тому, как и для изолирующего покрытия А, и, как это было подтверждено, изолирующее покрытие В продемонстрировало высоту падения 20 см и характеризовалось хорошей термостойкостью.
Изолирующее покрытие А и изолирующее покрытие В, которые, таким образом, различаются по высоте падения (термостойкости), интенсивно исследовали в отношении различий между ними, и, как это обнаружили в результате, изолирующие покрытия характеризуются различными величинами в анализе РФЭС. Это описывается ниже.
В отношении изолирующего покрытия А проводили анализ РФЭС при использовании устройства SSX-100 производства компании SSI, использующего линию AlKα в качестве источника рентгеновского излучения. Говоря конкретно, сначала анализу РФЭС подвергали внешнюю поверхность изолирующего покрытия А. После этого изолирующее покрытие А бомбардировали при использовании пучков ионов Ar и поверхность изолирующего покрытия А, которая была подвергнута соскабливанию на 50 нм в направлении по глубине от внешней поверхности, подвергали анализу РФЭС. Результаты анализа РФЭС не зависят от использующегося устройства.
Фигура 1 представляет собой диаграмму, демонстрирующую спектр РФЭС в широком диапазоне для внешней поверхности изолирующего покрытия А. Фигура 2 представляет собой диаграмму, демонстрирующую спектр РФЭС в широком диапазоне для поверхности изолирующего покрытия А, которая была подвергнута соскабливанию на 50 нм в направлении по глубине от внешней поверхности.
Как это с очевидностью следует исходя из диаграмм, продемонстрированных на фигурах 1 и 2, в изолирующем покрытии А присутствие Cr наблюдалось на глубине 50 нм от внешней поверхности (смотрите фигуру 2), в то время как на внешней поверхности присутствие Cr не наблюдалось (смотрите фигуру 1) несмотря на получение изолирующего покрытия А при использовании рабочего раствора, содержащего CrO3.
После этого проводили анализ РФЭС в отношении изолирующего покрытия В подобно тому, как и для изолирующего покрытия А.
Фигура 3 представляет собой диаграмму, демонстрирующую спектр РФЭС в широком диапазоне для внешней поверхности изолирующего покрытия В. Фигура 4 представляет собой диаграмму, демонстрирующую спектр РФЭС в широком диапазоне для поверхности изолирующего покрытия В, которая была подвергнута соскабливанию на 50 нм в направлении по глубине от внешней поверхности.
Как это с очевидностью следует исходя из диаграмм, продемонстрированных на фигурах 3 и 4, в изолирующем покрытии В присутствие Cr наблюдалось не только на глубине 50 нм от внешней поверхности, но также и на внешней поверхности. Говоря конкретно, спектр РФЭС на фигуре 3 демонстрирует наличие пика Cr2p1/2 (представленного обозначением «Cr(2p1)» на фигуре 3) и пика Cr2p3/2 (представленного обозначением «Cr(2p3)» на фигуре 3).
Изобретатели рассматривают вышеизложенные результаты следующим далее образом.
Механизм улучшения термостойкости изолирующего покрытия, полученного из рабочего раствора, содержащего CrO3, вероятно, представляет собой нижеследующее. Предположительно связывание Cr с другим элементом упрочняет структуру и увеличивает вязкость главным образом стеклообразного изолирующего покрытия при высокой температуре, в результате чего прилипание протекает с меньшей вероятностью.
Между тем, вышеупомянутое изолирующее покрытие А соответствует изолирующему покрытию, полученному при использовании любых способов, раскрытых, например, в JP 48-39338 A и JP 50-79442 A. В изолирующем покрытии А Cr не присутствует на внешней поверхности или даже в случае присутствия не является связанным с другим элементом. Вероятно, это является причиной того, почему вязкость остается низкой при высокой температуре, и прилипание протекает легко.
В противоположность этому, в изолирующем покрытии В Cr присутствует на внешней поверхности и является связанным с другим элементом (вероятно, в основном О); вероятно, это является причиной того, почему вязкость увеличивается при высокой температуре, и прилипание протекает с меньшей вероятностью.
Далее еще раз описывается текстурированная листовая электротехническая сталь с нанесенным изолирующим покрытием, соответствующая изобретению, до описания также и способа ее изготовления.
Текстурированная листовая электротехническая сталь с нанесенным изолирующим покрытием.
Текстурированная листовая электротехническая сталь с нанесенным изолирующим покрытием, соответствующая изобретению, (ниже в настоящем документе также называемая просто «текстурированной листовой электротехнической сталью изобретения» или «листовой сталью изобретения») включает текстурированную листовую электротехническую сталь; и изолирующее покрытие, предусмотренное на поверхности текстурированной листовой электротехнической стали, где изолирующее покрытие содержит по меньшей мере одного представителя, выбираемого из группы, состоящей из Mg, Ca, Ba, Sr, Zn, Al и Mn, и Si, P, О и Cr, и где изолирующее покрытие имеет внешнюю поверхность, которая характеризуется спектром РФЭС, демонстрирующим наличие пика Cr2p1/2 и пика Cr2p3/2.
На текстурированную листовую электротехническую сталь каких-либо конкретных ограничений не накладывают, но может быть использована широко известная текстурированная листовая электротехническая сталь. Текстурированную листовую электротехническую сталь обычно изготавливают при использовании способа, который включает проведение горячей прокатки сляба из кремнийсодержащей стали при использовании известного способа, проведение одной стадии холодной прокатки или множества стадий холодной прокатки, включающих промежуточный отжиг для отделки стального сляба с доведением его до конечной толщины, после этого проведение первичного рекристаллизационного отжига, затем нанесение отжигового сепаратора и проведение конечного отделочного отжига.
Присутствие элементов, содержащихся в изолирующем покрытии, может быть определено при использовании анализа РФЭС. Например, изолирующее покрытие, соответствующее изобретению, которое соответствует описанному выше изолирующему покрытию В, характеризуется спектром РФЭС, демонстрирующим наличие пиков Mg2s, Mg2p, P2s, P2p, O2s и других пиков (фигуры 3 и 4). Это выявляет содержание в изолирующем покрытии в дополнение к Cr по меньшей мере Mg, Si, P и О.
В соответствии с изобретением изолирующее покрытие, полученное при использовании рабочего раствора, содержащего фосфат по меньшей мере одного представителя, выбираемого из группы, состоящей из Mg, Ca, Ba, Sr, Zn, Al и Mn, кремния диоксид коллоидный и соединение Сr, как это считается, содержит по меньшей мере одного представителя, выбираемого из группы, состоящей из Mg, Ca, Ba, Sr, Zn, Al и Mn, и Si, P, О и Cr.
Изолирующее покрытие, соответствующее изобретению, имеет внешнюю поверхность, которая характеризуется спектром РФЭС, демонстрирующим наличие пика Cr2p1/2 и пика Cr2p3/2 (смотрите фигуру 3). Это представляет превосходную термостойкость.
Способ изготовления текстурированной листовой электротехнической стали с нанесенным изолирующим покрытием.
Далее посредством вариантов осуществления описывается способ изготовления текстурированной листовой электротехнической стали с нанесенным изолирующим покрытием, соответствующий изобретению, (ниже в настоящем документе также называемый просто «способом изготовления изобретения»), который предназначен для получения листовой стали изобретения.
Теперь описываются первый и второй варианты осуществления способа изготовления изобретения.
Первый вариант осуществления
Первый вариант осуществления способа изготовления изобретения представляет собой способ изготовления текстурированной листовой электротехнической срали с нанесенным изолирующим покрытием, соответствующий изобретению, при этом текстурированную листовую электротехническую сталь с нанесенным изолирующим покрытием получают в результате проведения прокаливания после нанесения рабочего раствора на поверхность текстурированной листовой электротехнической стали, подвергнутой отделочному отжигу, где рабочий раствор содержит фосфат по меньшей мере одного представителя, выбираемого из группы, состоящей из Mg, Ca, Ba, Sr, Zn, Al и Mn, кремния диоксид коллоидный и соединение Сr, где уровень содержания кремния диоксида коллоидного в рабочем растворе при выражении через уровень содержания твердого вещества находится в диапазоне от 50 до 150 массовых частей по отношению к 100 массовым частям совокупных твердых веществ в фосфате, где уровень содержания соединения Cr в рабочем растворе при выражении через CrO3 находится в диапазоне от 10 до 50 массовых частей по отношению к 100 массовым частям совокупных твердых веществ в фосфате, и где удовлетворяются условия при прокаливании, при которых температура прокаливания Т (единица измерения: °С) находится в диапазоне 850 ≤ Т ≤ 1000, концентрация водорода Н2 (единица измерения: % (об.)) в атмосфере прокаливания находится в диапазоне 0,3 ≤ Н2 ≤ 230 – 0,2Т, и период времени прокаливания (единица измерения: сек) при температуре прокаливания Т находится в диапазоне 5 ≤ период ≤ 860 – 0,8Т.
Рабочий раствор
Рабочий раствор является рабочим раствором для получения изолирующего покрытия, которое содержит по меньшей мере фосфат по меньшей мере одного представителя, выбираемого из группы, состоящей из Mg, Ca, Ba, Sr, Zn, Al и Mn, кремния диоксид коллоидный и соединение Cr.
Фосфат
На виды металлов для фосфата каких-либо конкретных ограничений не накладывают до тех пор, пока будут использовать по меньшей мере одного представителя, выбираемого из группы, состоящей Mg, Ca, Ba, Sr, Zn, Al и Mn. Фосфаты щелочных металлов (например, Li и Na) приводят к получению в значительной степени неудовлетворительных термостойкости и стойкости к влагопоглощению получающегося в результате изолирующего покрытия и, таким образом, являются ненадлежащими.
Фосфаты могут быть использованы индивидуально или в комбинации из двух и более их представителей. Значения физических свойств получающегося в результате изолирующего покрытия могут быть точно отрегулированы при использовании двух и более фосфатов в комбинации.
С точки зрения доступности в качестве такого фосфата в выгодном случае используют первичный фосфат (бифосфат).
Кремния диоксид коллоидный
С точки зрения доступности и затрат, кремния диоксид коллоидный предпочтительно характеризуется средним размером частиц в диапазоне от 5 до 200 нм, а более предпочтительно от 10 до 100 нм. Средний размер частиц кремния диоксида коллоидного может быть измерен при использовании метода БЭТ (при выражении через площадь удельной поверхности при использовании адсорбционного метода). Его также можно использовать вместо среднего значения для фактических измеренных значений на электронной микрофотографии.
Уровень содержания кремния диоксида коллоидного в рабочем растворе при выражении через уровень содержания твердого вещества SiO2 находится в диапазоне от 50 до 150 массовых частей, а предпочтительно от 50 до 100 массовых частей, по отношению к 100 массовым частям совокупных твердых веществ в фосфате.
Чрезмерно низкий уровень содержания кремния диоксида коллоидного может ухудшить эффект уменьшения коэффициента термического расширения изолирующего покрытия, что, таким образом, уменьшает натяжение, прикладываемое к листовой стали. С другой стороны, чрезмерно высокий уровень содержания кремния диоксида коллоидного может привести к легкости прохождения кристаллизации в изолирующем покрытии во время описываемого ниже прокаливания, что, таким образом, также уменьшает натяжение, прикладываемое к листовой стали.
Однако в случае попадания уровня содержания кремния диоксида коллоидного в пределы описанного выше диапазона изолирующее покрытие будет придавать листовой стали надлежащее натяжение и будет высокоэффективным в отношении улучшения потерь в сердечнике.
Соединение Cr
Одним примером соединения Cr, содержащегося в рабочем растворе, является производное хромовой кислоты, конкретным примером которого является по меньшей мере один представитель, выбираемый из группы, состоящей из хромового ангидрида (CrO3), хромата и бихромата.
Примеры видов металлов хроматов и бихроматов включают Na, K, Mg, Ca, Mn, Mo, Zn и Al.
В их числе в качестве соединения Cr предпочтительным является хромовый ангидрид (CrO3).
Уровень содержания Cr в рабочем растворе при выражении через CrO3 находится в диапазоне от 10 до 50 массовых частей, а предпочтительно от 15 до 35 массовых частей, по отношению к 100 массовым частям совокупных твердых веществ в фосфате.
В случае чрезмерно низкого уровня содержания соединения Cr может не быть получена достаточная термостойкость. С другой стороны, в случае чрезмерно высокого уровня содержания Cr часть атомов Cr может стать шестивалентным хромом, что может оказаться неблагоприятным с точки зрения воздействия на организм человека.
Однако в случае попадания уровня содержания Cr в пределы описанного выше диапазона изолирующее покрытие будет характеризоваться достаточной термостойкостью, а также будет благоприятным с точки зрения воздействия на организм человека.
Нанесение рабочего раствора
На способ нанесения описанного выше рабочего раствора на поверхность текстурированной листовой электротехнической стали каких-либо конкретных ограничений не накладывают, но может быть использован широко известный способ.
Рабочий раствор предпочтительно наносят на обе поверхности листовой стали, а более предпочтительно наносят таким образом, чтобы количество материала покрытия на обеих поверхностях после прокаливания становилось бы попадающим в диапазон от 4 до 15 г/м2. В случае чрезмерно малого количества материала покрытия может быть уменьшено межслоевое сопротивление изоляции, в то время как в случае чрезмерно большого количества материала покрытия может быть больше уменьшен коэффициент заполнения пакета сердечника.
Высушивание
Вследствие высушивания влаги в процессе увеличения температуры во время прокаливания высушивание может не проводиться отдельно до прокаливания. Однако рабочий раствор предпочтительно подвергают достаточному высушиванию до прокаливания, и а более предпочтительно высушиванию (предварительному прокаливанию) до прокаливания подвергают текстурированную листовую электротехническую сталь, подвергнутую нанесению на нее рабочего раствора, с точки зрения предотвращения неудовлетворительного пленкообразования вследствие резкого нагревания, а также с точки зрения стабильного проведения регулирования состояния связывания фосфата в результате восстановительной обработки изолирующего покрытия во время прокаливания, что представляет собой один характеристический признак изобретения.
Говоря более конкретно, например, листовую сталь, подвергнутую нанесению на нее рабочего раствора, предпочтительно размещают в сушильной печи и выдерживают для высушивания при температуре в диапазоне от 150 до 450°С в течение 10 секунд и более.
В условиях, соответствующих менее, чем 150°С и/или менее, чем 10 секунд, высушивание может не оказаться достаточным для получения желательного состояния связывания, а при температуре, большей, чем 450°С, листовая сталь может быть окислена во время высушивания. В противоположность этому, в условиях, соответствующих диапазону от 150 до 450°С и 10 секундам и более, листовая сталь может быть высушена надлежащим образом при одновременном подавлении ее окисления.
Предпочтительным является более продолжительное время высушивания, но предпочитается время высушивания, составляющее 120 секунд и менее, вследствие легкости понижения производительности при превышении временем высушивания 120 секунд.
Прокаливание
После этого текстурированную листовую электротехническую сталь, высушенную после нанесения рабочего раствора, подвергают прокаливанию для получения изолирующего покрытия.
В соответствии с представленным выше описанием изобретения в целях получения изолирующего покрытия, характеризующегося превосходной термостойкостью, изолирующее покрытие должно иметь внешнюю поверхность, которая характеризуется спектром РФЭС, демонстрирующим наличие пика Cr2p1/2 и пика Cr2p3/2. На способ получения такого изолирующего покрытия каких-либо конкретных ограничений не накладывают, и один пример способа получения описанного выше спектра РФЭС должен включать только конкретные условия при прокаливании. Говоря более конкретно, условия должны включать 1) повышенную температуру прокаливания (ниже в настоящем документе обозначаемую символом «Т»), 2) повышенную концентрацию водорода (ниже в настоящем документе обозначаемую символом «Н2») в атмосфере прокаливания и 3) увеличенное время прокаливания (ниже в настоящем документе обозначаемое термином «период») при температуре прокаливания Т.
Соответствующие условия описываются ниже более подробно.
Температура прокаливания Т
Температуру прокаливания Т (единица измерения: °С) задают в диапазоне 850 ≤ Т ≤ 1000. Температуру прокаливания (Т) задают составляющей 850°С и более для того, чтобы спектр РФЭС для внешней поверхности изолирующего покрытия продемонстрировал бы наличие пика Cr2p1/2 и пика Cr2p3/2. С другой стороны, в случае чрезмерно высокой температуры прокаливания (Т) будет избыточно протекать кристаллизация в главным образом стеклообразном изолирующем покрытии, что уменьшит натяжение, прикладываемое к листовой стали. Поэтому температуру прокаливания задают составляющей 1000°С и менее.
Концентрация водорода Н2
Концентрацию водорода Н2 (единица измерения: % (об.)) в атмосфере прокаливания задают в диапазоне 0,3 ≤ Н2 ≤ 230 – 0,2Т. Концентрацию водорода (Н2) задают составляющей 0,3% (об.) и более для того, чтобы спектр РФЭС для внешней поверхности изолирующего покрытия продемонстрировал бы наличие пика Cr2p1/2 и пика Cr2p3/2. С другой стороны, в случае чрезмерно высокой концентрации водорода (Н2) будет избыточно протекать кристаллизация в главным образом стеклообразном изолирующем покрытии. Предельная концентрация соотносится с температурой прокаливания (Т) и задается в диапазоне Н2 ≤ 230 – 0,2Т.
Остаток атмосферы прокаливания за исключением водорода предпочтительно представляет собой инертный газ, а более предпочтительно азот.
Период времени прокаливания
Период времени прокаливания (единица измерения: сек) задают в диапазоне 5 ≤ период ≤ 860 – 0,8Т. Время прокаливания (период) задают составляющим 5 секунд и более для того, чтобы спектр РФЭС для внешней поверхности изолирующего покрытия продемонстрировал бы наличие пика Cr2p1/2 и пика Cr2p3/2. С другой стороны, в случае чрезмерно продолжительного времени прокаливания (периода) опять-таки будет избыточно протекать кристаллизация в изолирующем покрытии. Предельный период соотносится с температурой прокаливания (Т) и задается в диапазоне период ≤ 860 – 0,8Т.
Второй вариант осуществления.
Далее способ изготовления изобретения описывается при обращении ко второму варианту осуществления.
В вышеизложенном первом варианте осуществления было представлено описание конкретных условий при прокаливании для получения в качестве изолирующего покрытия, характеризующегося превосходной термостойкостью, изолирующего покрытия, имеющего внешнюю поверхность, которая характеризуется спектром РФЭС, демонстрирующим наличие пика Cr2p1/2 и пика Cr2p3/2. Однако, даже в случае неудовлетворения условиям при прокаливании в первом варианте осуществления, например, по причине недостаточности концентрации водорода Н2 то же самое изолирующее покрытие, как и в первом варианте осуществления, будет получено в результате дополнительного проведения плазменной обработки в конкретных условиях.
Говоря более конкретно, второй вариант осуществления способа изготовления изобретения представляет собой способ изготовления текстурированной листовой электротехнической стали с нанесенным изолирующим покрытием, соответствующей пункту 1 формулы изобретения, при этом текстурированную листовую электротехническую сталь с нанесенным изолирующим покрытием получают в результате проведения прокаливания и плазменной обработки в данном порядке после нанесения рабочего раствора на поверхность текстурированной листовой электротехнической стали, подвергнутой отделочному отжигу, где рабочий раствор содержит фосфат по меньшей мере одного представителя, выбираемого из группы, состоящей из Mg, Ca, Ba, Sr, Zn, Al и Mn, кремния диоксид коллоидный и соединение Сr, где уровень содержания кремния диоксида коллоидного в рабочем растворе при выражении через уровень содержания твердого вещества находится в диапазоне от 50 до 150 массовых частей по отношению к 100 массовым частям совокупных твердых веществ в фосфате, где уровень содержания соединения Cr в рабочем растворе при выражении через CrO3 находится в диапазоне от 10 до 50 массовых частей по отношению к 100 массовым частям совокупных твердых веществ в фосфате, где удовлетворяются условия при прокаливании, при которых температура прокаливания Т (единица измерения: °С) находится в диапазоне 800 ≤ Т ≤ 1000, концентрация водорода Н2 (единица измерения: % (об.)) в атмосфере прокаливания находится в диапазоне 0 ≤ Н2 ≤ 230 – 0,2Т , и период времени прокаливания (единица измерения: сек) при температуре прокаливания Т находится в диапазоне период ≤ 300, и где плазменной обработкой является обработка, которая включает облучение поверхности текстурированной листовой электротехнической стали после прокаливания при использовании плазмой, возбуждаемой в плазмообразующем газе, содержащем по меньшей мере 0,3% (об.) водорода, в течение 0,10 секунды и более.
Вследствие идентичности условий (использующийся рабочий раствор, способ нанесения и способ высушивания) во втором варианте осуществления соответствующим условиям в первом варианте осуществления за исключением прокаливания и плазменной обработки их описание опускается.
Прокаливание
Как это было обнаружено, во втором варианте осуществления в случае неполучения желательных эксплуатационных характеристик в качестве корректирующей обработки проводят плазменную обработку, и приемлемые диапазоны условий при прокаливании являются более широкими в сопоставлении с соответствующими условиями в первом варианте осуществления. Даже в случае дополнительного проведения для листовой стали, полученной в первом варианте осуществления способа изготовления изобретения, плазменной обработки хорошие эксплуатационные характеристики не ухудшатся.
Говоря конкретно, что касается концентрации водорода Н2 (единица измерения: % (об.)) в атмосфере прокаливания, то в первом варианте осуществления удовлетворяется соотношение 0,3 ≤ H2 ≤ 230 – 0,2T, но во втором варианте осуществления задают соотношение 0 ≤ H2 ≤ 230 – 0,2T. Хорошие эксплуатационные характеристики могут быть получены даже в случае соотношения 0 ≤ H2 < 0,3, при котором в соответствии с первым вариантом осуществления желательных свойств не получали.
Температура прокаливания Т (единица измерения: °С) также может быть задана в более широком диапазоне в сопоставлении с условиями в первом варианте осуществления (850 ≤ Т ≤ 1000) и находится в диапазоне 800 ≤ Т ≤ 1000 во втором варианте осуществления. В дополнение к этому, период времени прокаливания (единица измерения: сек) при температуре прокаливания Т задают в диапазоне период ≤ 300.
Плазменная обработка
В соответствии с представленным выше описанием изобретения даже в случае неудовлетворения условий при прокаливании условиям в первом варианте осуществления в результате дополнительного проведения конкретной плазменной обработки будет получено изолирующее покрытие, имеющее внешнюю поверхность, которая характеризуется спектром РФЭС, демонстрирующим наличие пика Cr2p1/2 и пика Cr2p3/2, и, таким образом, характеризующееся превосходной термостойкостью.
Говоря более конкретно, поверхность текстурированной листовой электротехнической стали после прокаливания облучают при использовании плазмы, возбуждаемой в плазмообразующем газе, содержащем по меньшей мере 0,3 % (об.) водорода, в течение 0,10 секунды и более.
Плазменную обработку зачастую проводят в вакууме и в настоящем изобретении в подходящем для использования случае также может быть применена и плазма в вакууме. Однако, на плазменную обработку этим ограничений не накладывают, но, например, также может быть использована и плазма при атмосферном давлении. Теперь просто обратившись к плазме при атмосферном давлении, можно сказать то, что плазма при атмосферном давлении является плазмой, возбуждаемой при атмосферном давлении. «Атмосферное давление» в соответствии с использованием в настоящем документе может быть давлением, близким к атмосферному давлению, что иллюстрируется на примере давления в диапазоне 1,0 × 104 до 1,5 × 105 Па.
Например, между противоположными электродами в плазмообразующем газе (рабочем газе) при атмосферном давлении прикладывают радиочастотное напряжение для стимулирования разряда и, тем самым, возбуждения плазмы и при использовании плазмы облучают поверхность листовой стали.
На данной стадии требуется, чтобы плазмообразующий газ (рабочий газ) содержал бы по меньшей мере 0,3% (об.) водорода. В случае концентрации водорода, меньшей, чем 0,3% (об.), превосходную термостойкость не получат даже после плазменной обработки.
На верхний предел концентрации водорода в плазмообразующем газе каких-либо конкретных ограничений не накладывают, и он предпочтительно составляет 50% (об.) и менее, а более предпочтительно 10% (об.) и менее.
Газообразный остаток плазмообразующего газа за исключением водорода предпочтительно включает гелий и аргон вследствие легкости возбуждения плазмы.
Плазменную обработку предпочтительно проводят после падения температуры подвергнутой прокаливанию листовой стали до 100°С и менее. Другими словами, предпочтительным является облучение при использовании плазмы поверхности подвергнутой прокаливанию листовой стали, температура которой упала до 100°С и менее. В случае чрезмерно высокой температуры область возбуждения плазмы может иметь высокую температуру, и это с высокой вероятностью вызывает появление дефекта, но появление дефекта может быть подавлено при 100°С и менее.
Время плазменного облучения задают составляющим 0,10 секунды и более вследствие неполучения благоприятного эффекта при чрезмерно коротком времени плазменного облучения. С другой стороны, чрезмерно продолжительное время плазменного облучения не создает проблем в отношении свойств изолирующего покрытия, но с точки зрения производительности верхний предел времени облучения предпочтительно составляет 10 секунд и менее.
С точки зрения отсутствия какой-либо термической деформации, приложенной к листовой стали, температура плазмообразующего газа (температура на выходе) предпочтительно составляет 200°С и менее, а более предпочтительно 150°С и менее.
Примеры
Настоящее изобретение описывается ниже конкретно при использовании примеров. Однако настоящее изобретение этим не ограничивается.
Экспериментальный пример 1
Изготовление текстурированной листовой электротехнической стали с нанесенным изолирующим покрытием.
Получали текстурированную листовую электротехническую сталь при толщине листа 0,23 мм (плотность магнитного потока В8: 1,912 Тл), которую подвергали отделочному отжигу. Листовую сталь разрезали по размеру 100 мм × 300 мм и подвергали травлению в фосфорной кислоте при 5% (масс.). После этого наносили рабочий раствор, полученный в результате добавления 80 массовых частей кремния диоксида коллоидного (АТ-30 производства компании ADEKA Corporation; средний размер частиц: 10 нм) и 25 массовых частей хромового ангидрида (при выражении через CrO3) в качестве соединения Cr по отношению к 100 массовым частям одного или нескольких фосфатов, перечисленных в представленной ниже таблице 1, таким образом, чтобы количество материала покрытия на обеих поверхностях после прокаливания составляло бы 10 г/м2, а после этого листовую сталь размещали в сушильной печи и подвергали высушиванию при 300°С в течение 1 минуты, а затем прокаливанию в условиях, продемонстрированных в представленной ниже таблице 1. Таким образом, изготавливали текстурированную листовую электротехническую сталь с нанесенным изолирующим покрытием в каждом примере.
Каждый использующийся фосфат имел форму водного раствора первичного фосфата, и представленная ниже таблица 1 продемонстрировала количества при выражении через уровень содержания твердого вещества. Остаток атмосферы прокаливания за исключением водорода задавали в виде азота.
ΔW
В каждом примере величину изменения (ΔW) потерь в сердечнике определяли при использовании выражения, продемонстрированного ниже. Результаты продемонстрированы в представленной ниже таблице 1.
ΔW = W17/50(C) – W17/50(R)
• W17/50(C): потери в сердечнике непосредственно после прокаливания
• W17/50(R): потери в сердечнике непосредственно после нанесения рабочего раствора (0,840 Вт/кг)
Пик Cr
Для текстурированной листовой электротехнической стали с нанесенным изолирующим покрытием в каждом примере спектр РФЭС в широком диапазоне для внешней поверхности изолирующего покрытия измеряли при использовании устройства SSX-100 производства компании SSI, использующего линию AlKα в качестве источника рентгеновского излучения. Измеренный спектр РФЭС в широком диапазоне рассматривали для проверки наличия пика Cr2p1/2 и пика Cr2p3/2. Результаты продемонстрированы в представленной ниже таблице 1.
Высота падения (термостойкость)
Текстурированную листовую электротехническую сталь с нанесенным изолирующим покрытием в каждом примере разрезали на образцы, имеющие размеры 50 мм × 50 мм, 10 образцов укладывали в стопку один поверх другого и в атмосфере азота при 830°С в течение 3 часов проводили отжиг под нагрузкой при сжатии 2 кг/см2. После этого роняли массу 500 г с высот в диапазоне от 20 до 120 см с интервалами 20 см для оценки термостойкости изолирующего покрытия на основе высоты массы (высоты падения), при которой все 10 образцов отделялись друг от друга. В случае отделения всех 10 образцов друг от друга после отжига под нагрузкой при сжатии, но до испытания падающим грузом высоту падения задавали составляющей 0 см. В случае отделения образцов друг от друга при высоте падения, составляющей 40 см и менее, изолирующее покрытие относили к категории с превосходной термостойкостью. Результаты продемонстрированы в представленной ниже таблице 1.
Коэффициент заполнения пакета сердечника
Коэффициент заполнения пакета сердечника для текстурированной листовой электротехнической стали с нанесенным изолирующим покрытием в каждом примере определяли в соответствии с документом JIS C 2550-5:2011. В результате в каждом примере изолирующее покрытие не содержало тонкодисперсных частиц оксида и тому подобное, и поэтому коэффициент заполнения пакета сердечника был настолько хорошим, как 97,8% и более.
Коррозионная стойкость
Скорость корродирования текстурированной листовой электротехнической стали с нанесенным изолирующим покрытием в каждом примере определяли после воздействия на листовую сталь атмосферы при 40°С и 100%-ной влажности в течение 50 часов. В результате в каждом примере скорость корродирования составляла 1 % и менее, и коррозионная стойкость была хорошей.
Как это продемонстрировано в представленной выше таблице 1, было выявлено то, что изолирующие пленки в примерах изобретения, в каждом из которых спектр РФЭС демонстрирует наличие пика Cr2p1/2 и пика Cr2p3/2, характеризуются превосходной термостойкостью.
Экспериментальный пример 2
Изготовление текстурированной листовой электротехнической стали с нанесенным изолирующим покрытием.
Получали текстурированную листовую электротехническую сталь при толщине листа 0,23 мм (плотность магнитного потока В8: 1,912 Тл), которую подвергали отделочному отжигу. Листовую сталь разрезали по размеру 100 мм × 300 мм и подвергали травлению в фосфорной кислоте при 5% (масс.). После этого наносили рабочий раствор, полученный в результате добавления 60 массовых частей кремния диоксида коллоидного (SNOWTEX 50 производства компании Nissan Chemical Industries, Ltd.; средний размер частиц: 30 нм) и 30 массовых частей хромового ангидрида (при выражении через CrO3) в качестве соединения Cr по отношению к 100 массовым частям одного или нескольких фосфатов, перечисленных в представленной ниже таблице 2, таким образом, чтобы количество материала покрытия на обеих поверхностях после прокаливания составляло бы 10 г/м2, а после этого листовую сталь размещали в сушильной печи и подвергали высушиванию при 300°С в течение 1 минуты, а затем прокаливанию и плазменной обработке в условиях, продемонстрированных в представленной ниже таблице 2. Таким образом, изготавливали текстурированную листовую электротехническую сталь с нанесенным изолирующим покрытием в каждом примере.
Каждый использующийся фосфат имел форму водного раствора первичного фосфата, и представленная ниже таблица 2 продемонстрировала количества при выражении через уровень содержания твердого вещества. Остаток атмосферы прокаливания за исключением водорода задавали в виде азота.
В начале плазменной обработки температура листовой стали после прокаливания являлась комнатной температурой.
При плазменной обработке листовую сталь облучали при использовании плазмы при атмосферном давлении. Использующееся устройство для возбуждения плазмы при атмосферном давлении являлось устройством PF-DFL производства компании Plasma Factory Co., Ltd., а использующейся плазменной головкой являлась линейная плазменная головка, имеющая ширину 300 мм.
Виды газа для плазмообразующего газа (рабочего газа) включали Ar, Ar-N2 или Ar-H2, а совокупный расход задавали составляющим 30 л/мин.
Ширину плазмы задавали составляющей 3 мм. Плазменную головку фиксировали, а скорость передвижения листовой стали варьировали для варьирования времени облучения в целях проведения, тем самым, равномерной плазменной обработки по всей поверхности листовой стали. Время облучения рассчитывали в результате деления ширины плазмы (3 мм) на скорость передвижения (единица измерения: мм/сек).
ΔW
В каждом примере величину изменения (ΔW) потерь в сердечнике определяли при использовании выражения, продемонстрированного ниже. Результаты продемонстрированы в представленной ниже таблице 2.
ΔW = W17/50(Р) – W17/50(R)
• W17/50(Р): потери в сердечнике непосредственно после плазменной обработки
• W17/50(R): потери в сердечнике непосредственно после нанесения рабочего раствора (0,840 Вт/кг)
Пик Cr
Спектр РФЭС в широком диапазоне для внешней поверхности изолирующего покрытия в каждом примере измеряли при использовании устройства SSX-100 производства компании SSI, использующего линию AlKα в качестве источника рентгеновского излучения. Измеренный спектр РФЭС в широком диапазоне рассматривали для проверки наличия пика Cr2p1/2 и пика Cr2p3/2.
В каждом примере из экспериментального примера 2 измерение проводили до и после плазменного облучения при плазменной обработке. Результаты продемонстрированы в представленной ниже таблице 2.
Поскольку ни в каком из измерений не наблюдался случай, в котором был бы виден исключительно только любой один из двух пиков, присутствие или отсутствие пиков в представленной ниже таблице 2 указываются просто без проведения различия между двумя пиками.
Высота падения (термостойкость)
Текстурированную листовую электротехническую сталь с нанесенным изолирующим покрытием в каждом примере разрезали на образцы, имеющие размеры 50 мм × 50 мм, 10 образцов укладывали в стопку один поверх другого и в атмосфере азота при 830°С в течение 3 часов проводили отжиг под нагрузкой при сжатии 2 кг/см2. После этого роняли массу 500 г с высот в диапазоне от 20 до 120 см с интервалами 20 см для оценки термостойкости изолирующего покрытия на основе высоты массы (высоты падения), при которой все 10 образцов отделялись друг от друга. В случае отделения всех 10 образцов друг от друга после отжига под нагрузкой при сжатии, но до испытания падающим грузом высоту падения задавали составляющей 0 см. В случае отделения образцов друг от друга при высоте падения, составляющей 40 см и менее, изолирующее покрытие относили к категории с превосходной термостойкостью. Результаты продемонстрированы в представленной ниже таблице 2.
Коэффициент заполнения пакета сердечника
Коэффициент заполнения пакета сердечника для текстурированной листовой электротехнической стали с нанесенным изолирующим покрытием в каждом примере определяли в соответствии с документом JIS C 2550-5:2011. В результате в каждом примере изолирующее покрытие не содержало тонкодисперсных частиц оксида и тому подобное, и поэтому коэффициент заполнения пакета сердечника был настолько хорошим, как 97,8% и более.
Коррозионная стойкость
Скорость корродирования текстурированной листовой электротехнической стали с нанесенным изолирующим покрытием в каждом примере определяли после воздействия на листовую сталь атмосферы при 40°С и 100%-ной влажности в течение 50 часов. В результате в каждом примере скорость корродирования составляла 1% и менее, и коррозионная стойкость была хорошей.
Как это продемонстрировано в представленной выше таблице 2, было выявлено то, что даже в случае непоявления пика Cr2p1/2 и пика Cr2p3/2 после прокаливания два пика наблюдались вследствие последующей плазменной обработки, и получали превосходную термостойкость.
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Отжиговый сепаратор для текстурированной электротехнической листовой стали
Лист текстурованной электротехнической стали и способ его производства
Текстурированный лист из электротехнической стали
Текстурированный лист электротехнической стали
Текстурированный лист электротехнической стали и способ его изготовления
Способ изготовления листа из текстурированной электротехнической стали
Способ изготовления листа электротехнической текстурированной стали
Способ изготовления листа текстурированной электротехнической стали
Способ изготовления листа электротехнической текстурированной стали
Текстурированный лист электротехнической стали

