Результат интеллектуальной деятельности: ПОЛУНЕПРЕРЫВНОЕ ЛИТЬЕ СТАЛЬНОЙ ЗАГОТОВКИ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу полунепрерывного литья заготовки, предпочтительно слитка, из стали в установке непрерывной разливки, и к пригодной для этого установке непрерывной разливки.
Уровень техники
Преобладающая часть производимого в настоящее время совокупного количества стали отливается с высокой производительностью в заготовки на работающих в непрерывном режиме установках непрерывной разливки. Только около 5% общего количества стали отливаются в слитки (по-английски: ingots). Литье заготовок описывается, например, в издании «ASM Handbook», том 15: Casting («Литье»), глава «Steel Ingot Casting» («Литье стальных слитков»), страницы 911-917, DOI: 10.1361/asmhba0005295. Хотя доля жидкой стали, которая с помощью так называемого слябового направляющего устройства отливается в слитки, мала, тем не менее слябовое направляющее устройство является весьма выгодным вследствие пригодности для специальных сортов и форматов стали.
Преимуществами разливки в слитки являются:
- высокая технологическая гибкость в отношении размеров изделий, благоприятная при мелкосерийном производстве, незаменимая при крупных размерах;
- пригодность для специальных сортов стали (например, для сталей CHQ для холодной высадки; высокопрочных низколегированных сталей (HSLA); высоколегированных сталей с содержанием около 5% легирующих добавок, таких как Cr, Ni, Mo; сталей для якорных цепей; автоматных сталей с высоким содержанием S, Pb, Bi; подшипниковых сталей с содержанием около 1% С, 1,2% Cr, 0,25% Ni, 0,25% Mo; и т.д.); и
- более высокое качество в отношении предотвращения зональной ликвации в центральной области и пористости, в частности, нитевидной пористости в центре заготовки.
Недостатками разливки в слитки являются:
- низкие, но лишь недостаточно контролируемые скорости охлаждения в кристаллизаторе для разливки;
- более высокие потери в выходах вследствие отделения головной и корневой частей слитка;
- более высокие производственные расходы; и
- меньшие симметрия структуры и чистота.
Сущность изобретения
Исследования заявителя показали, что более высокое качество литья слитков в отношении зональной ликвации в центральной области и пористости обеспечивается главным образом низкой скоростью затвердевания и направленным от начала заготовки к концу заготовки затвердеванием в центральной области слитка. Затвердевание в центре происходит с глобулярным и, соответственно, ориентированным по осевому направлению фронтом затвердевания, так что предотвращаются случайно возникающие дендриты, которые образуют в центре мостики и препятствуют подсасыванию расплава. Тем самым практически исключается нитевидная пористость в центре. В противоположность этому, свойства при непрерывной разливке заготовки являются в точности обратными. Исключительно низкие скорости охлаждения, такие как при литье заготовок, при работающих в непрерывном режиме установках непрерывной разливки не могут быть достигнуты, так как длина установки ограничена по экономическим соображениям. Вследствие более высокой скорости охлаждения, связанной с направленным скорее радиально снаружи внутрь затвердеванием при непрерывной разливке заготовки, обусловливается дендритное затвердевание и тем самым зональная ликвация в центральной области и пористость. Поэтому согласно прототипу крупные форматы, которые должны быть по существу свободны от зональных ликваций в центральной области и пористостей, в частности, от нитевидных пористостей, изготавливаются с помощью слябового направляющего устройства. При этом приходится смиряться с более высокими производственными затратами, меньшим выходом и недостатками в симметрии структуры и чистоте слитка.
Задача изобретения состоит в преодолении недостатков прототипа и в представлении способа полунепрерывного литья заготовки, предпочтительно слитка, из стали, в котором заготовка
- имеет незначительные зональную ликвацию в центральной области и пористость, и
- тем не менее может быть отлит быстро, то есть, с высокой производительностью. Благодаря этому отлитая полунепрерывным литьем заготовка, с одной стороны, должен иметь подобные или даже лучшие свойства, нежели изготовленный с помощью классического слябового направляющего устройства слиток; с другой стороны, заготовка тем не менее должна быть изготовлена по возможности с подобной высокой производительностью, как в действующей в непрерывном режиме установке непрерывной разливки.
Наконец, должна быть представлена пригодная для этого установка разливки заготовки.
Эта задача решается с помощью способа согласно пункту 1 формулы изобретения, предпочтительные варианты исполнения являются предметом зависимых пунктов формулы изобретения.
Согласно изобретению, в способе полунепрерывного литья заготовки, предпочтительно слитка, из стали в установке разливки заготовки, причем установка разливки заготовки имеет охлаждаемый проточный кристаллизатор для первичного охлаждения заготовки с последующим направляющим устройством для заготовки для поддерживания и проведения заготовки с вторичным - типично включающим многочисленные охлаждающие сопла - охлаждением для охлаждения заготовки, и опять же с последующим третичным охлаждением для дополнительного охлаждения заготовки, выполняются следующие технологические стадии:
- начало литья в установке разливки заготовки, причем жидкая сталь заливается в закупоренный холодным слитком как затравкой проточный кристаллизатор, и жидкая сталь с холодным слитком образует насквозь затвердевшее начало заготовки и последующий частично затвердевшая заготовка;
- вытягивание частично затвердевшей заготовки из проточного кристаллизатора;
- поддерживание и ведение частично затвердевшей заготовки в направляющем устройстве для заготовки, причем частично затвердевшая заготовка охлаждается в ходе вторичного охлаждения;
- завершение литья в установке разливки заготовки, причем заливка жидкой стали в проточный кристаллизатор заканчивается, и образуется конец заготовки;
- вытягивание конца заготовки из проточного кристаллизатора;
- завершение вытягивания таким образом, что конец заготовки находится снаружи проточного кристаллизатора (то есть, в области зоны вторичного охлаждения или зоны третичного охлаждения установки разливки заготовки);
- завершение вторичного охлаждения;
- управляемое или регулируемое охлаждение частично затвердевшей заготовки до полного затвердевания заготовки в зоне третичного охлаждения установки разливки заготовки, причем охлаждение регулируется более интенсивным в начале заготовки и ослабевающим к концу заготовки;
- выгрузка заготовки из установки разливки заготовки.
Применяемая при этом установка разливки заготовки подразделяется на три части. После состоящего обычно из меди или медного сплава охлаждаемого проточного кристаллизатора для первичного охлаждения заготовки следует направляющее устройство для заготовки для поддерживания и ведения заготовки с вторичным охлаждением, как правило, включающее многочисленные однокомпонентные (по большей части так называемые только водяные сопла) и/или многокомпонентные сопла (чаще всего так называемые воздушно-туманные сопла), для охлаждения частично затвердевшей оболочки заготовки, и зона третичного охлаждения для дополнительного охлаждения заготовки.
Чтобы избежать изгибания и, соответственно, выгибания заготовки в обратную сторону, является предпочтительным, когда установка разливки заготовки выполнена в виде вертикальной установки разливки заготовки с вертикальным кристаллизатором, вертикальным направляющим устройством для заготовки и вертикальной зоной третичного охлаждения.
Соответствующий изобретению способ исполняется следующим образом: при начале литья в установке разливки заготовки жидкая сталь (как правило, из металлургического ковша, такого как разливочный ковш или литейный распределитель) заливается в закупоренный холодным слитком проточный кристаллизатор, причем жидкая сталь образует с холодным слитком насквозь затвердевшее начало заготовки и следующую за началом заготовки частично затвердевшая заготовка (то есть, затвердевшую оболочку заготовки и жидкую сердцевину). Поступление потока от металлургического ковша в проточный кристаллизатор может быть налажено, например, через шиберный затвор или заглушку с приводом. Затем частично затвердевшая заготовка вытягивается из проточного кристаллизатора, причем мениск металла в кристаллизаторе, который регулируется притоком жидкой стали в кристаллизаторе и вытягиванием частично затвердевшей заготовки посредством приводных роликов направляющего устройства для заготовки, поддерживается почти на постоянном уровне. Частично затвердевшая заготовка после проточного кристаллизатора поддерживается в направляющем устройстве для заготовки, проводится и дополнительно охлаждается в процессе вторичного охлаждения. В частности, при более высоких скоростях литья предпочтительно, когда вторичное охлаждение имеет многочисленные охлаждающие сопла; однако при более медленных скоростях литья охлаждение достигается уже в результате теплового излучения, с образованием способной выдерживать нагрузку оболочки заготовки. Интенсивности охлаждения при первичном и вторичном охлаждении регулируются в зависимости от скорости вытягивания таким образом, что оболочка частично затвердевшей заготовки выдерживает максимальное возникающее ферростатическое давление в установке разливки заготовки. Когда заготовка достигает желательной длины или, соответственно, желательного веса, процесс литья завершается, например, перекрыванием металлургического ковша. В результате этого, как правило, образуется не полностью затвердевший концевой участок заготовки. Конец заготовки теперь вытягивается из проточного кристаллизатора по меньшей мере настолько, что оказывается расположенным в области вторичного охлаждения или третичного охлаждения. Не позднее того, как конец заготовки проходит зону вторичного охлаждения, вторичное охлаждение завершается. Теперь частично затвердевшая заготовка - по сравнению с непрерывным литьем заготовки - подвергается медленному, управляемому или регулируемому охлаждению в зоне третичного охлаждения установки разливки заготовки вплоть до полного затвердевания. При этом охлаждение выполняется контролируемым образом - сильнее в корневой области (то есть, в области начала заготовки) заготовки, и с уменьшением к головному участку заготовки (то есть, к области конца заготовки). Тем самым в центральной области создается направленный снизу вверх фронт затвердевания. В центре частично затвердевшей заготовки формируется тем самым либо глобулярная, либо дендритная структура лишь с исключительно малыми ликвациями и пористостями. При дендритном затвердевании дендриты могут не срастаться между собой в центре заготовки, благодаря чему предотвращается нитевидная пористость в центре заготовки. Наконец, полностью затвердевшая заготовка выгружается из установки разливки заготовки.
Охлаждение частично затвердевшей заготовки в зоне третичного охлаждения выполняется либо в управляемом, либо в регулируемом режиме. В качестве заданного значения для охлаждения может быть привлечена температура поверхности заготовки, или предпочтительно - в двух- или трехмерной модели, содержащей уравнение теплопроводности для заготовки, и при необходимости с учетом процессов при преобразовании структуры - рассчитанный в режиме реального времени состав структуры в центре заготовки. Тем самым охлаждение и формирование структуры в заготовке может быть отрегулировано очень точно. При третичном охлаждении заготовка главным образом охлаждается в результате теплового излучения, и по обстоятельствам конвекцией; как правило, охлаждение набрызгиванием не требуется.
Благодаря медленному охлаждению заготовки могут быть проведены иногда необходимые отжиговые термообработки заготовки с целью снятия напряжений и дополнительного улучшения структуры уже в зоне третичного охлаждения установки разливки заготовки.
Медленное, регулируемое или управляемое охлаждение заготовки обеспечивается по меньшей мере одной из следующих мер:
а) действием теплоизоляции заготовки,
b) нагреванием заготовки,
с) поверхностным охлаждением заготовки.
Целенаправленным действием теплоизоляции может быть без дополнительной энергии отрегулировано более сильное охлаждение на начале заготовки, чем на конце заготовки. Целенаправленным нагреванием заготовки это может быть обеспечено с дополнительной энергией. Наконец, может быть исключено - по обстоятельствам лишь локальное - имеющееся слишком медленное охлаждение заготовки путем охлаждения поверхности заготовки.
Чтобы предотвратить слишком быстрое охлаждение частично затвердевшей заготовки в зоне третичного охлаждения, предпочтительно, когда частично затвердевшая заготовка, предпочтительно поверхность его оболочки, подогревается в зоне третичного охлаждения с использованием нагревательного устройства, предпочтительно индукционного. Но в альтернативном варианте заготовка может быть нагрета также с помощью горелки.
Хотя слишком медленное охлаждение частично затвердевшей заготовки согласно изобретению не должно происходить, локальное слишком медленное охлаждение может быть предотвращено, когда частично затвердевшая заготовка в зоне третичного охлаждения охлаждается с использованием охлаждающего устройства, предпочтительно передвижного.
Особенно предпочтительным является, когда нагревательное устройство может перемещаться по направлению вытягивания в установке разливки заготовки. Благодаря этому температура заготовки обеспечивается только единственным нагревательным устройством, без необходимости применения размещенных для этого по отдельности устройств.
Для регулирования затвердевания особенно предпочтительно, когда частично затвердевшая заготовка в зоне третичного охлаждения защищен теплоизоляцией от слишком быстрого охлаждения. Является предпочтительным, когда теплоизоляция предварительно подогревается перед началом литья. Особенно эффективная теплоизоляция, которая к тому же содействует дегазации еще не затвердевшего расплава, и, кроме того, защищает от образования окалины, состоит в том, что заготовка содержится в вакууме или в атмосфере защитного газа.
При теплоизоляции предпочтительно, когда изолирующее действие либо предварительно устанавливается постоянным, либо настраивается во время работы управляемым или регулируемым образом. Регулирование может быть проведено, например, с использованием поворотных изоляционных пластин. Изоляционные пластины во время фазы третичного охлаждения могут регулироваться по длине заготовки на различные, однако остающиеся постоянными углы поворота. Но углы поворота также могут динамически меняться в зависимости от производственной программы во время фазы охлаждения. Например, углы поворота снизу - то есть, в области начала заготовки - могут быть установлены бóльшими, чем сверху, в результате чего область конца заготовки охлаждается медленнее, нежели область начала заготовки.
Чтобы повысить производительность работы при полунепрерывном литье, является чрезвычайно предпочтительным, когда после того, как конец заготовки прошел вторичное охлаждение, охлаждаемый проточный кристаллизатор, предпочтительно проточный кристаллизатор и зона вторичного охлаждения, отделяются от зоны третичного охлаждения (например, приподнимается), и отделенные конструкционные детали поперечно относительно направления вытягивания в установке разливки заготовки передвигаются к другому разливочному участку, то есть, к другой зоне третичного охлаждения. В другой зоне третичного охлаждения может проводиться литье дополнительного заготовки, во время которого до сих пор изготовленная заготовка медленно охлаждается в зоне третичного охлаждения. С помощью этой меры высокое качество отлитого слитка сочетается с высокой производительностью непрерывной разливки.
После отделения охлаждаемого проточного кристаллизатора, соответственно проточного кристаллизатора с зоной вторичного охлаждения, от зоны третичного охлаждения предпочтительно, когда конец заготовки защищается с помощью теплоизоляции от слишком быстрого охлаждения. Кроме того, предпочтительно, когда конец заготовки подогревается нагревательным устройством, в частности, с использованием индукционного нагревательного устройства, электродуговой печи, плазменного нагревания или сжигания экзотермического покровного флюса.
Изоляцией и нагреванием конца заготовки верхняя область заготовки выдерживается до завершения полного затвердевания с жидкой сердцевиной, и обеспечивается подсасывание расплава в центр заготовки. С помощью этих мер достигается высокое качество, и предотвращается слишком большое образование литника на конце заготовки. Но подобные меры возможны также в нижней области. Посредством этих мер сокращаются потери выхода, так как только должен отделяться только более короткий участок начала и конца заготовки.
Для достижения однородной внутренней структуры является предпочтительным перемешивающее устройство, такое как катушка для электромагнитного перемешивания. В благоприятном варианте она может перемещаться вдоль оси заготовки. В качестве альтернативы этому, частично затвердевшая заготовка в зоне третичного охлаждения может вращаться вокруг собственной оси попеременно в направлениях по часовой стрелке и против часовой стрелки. В результате реверсирования направления обеспечивается особенное тщательное перемешивание внутри заготовки.
Поскольку отлитая заготовка по возможности быстро получает выдерживающую нагрузки оболочку, и тем самым продолжительность вторичного охлаждения может поддерживаться по возможности короткой, предпочтительно, когда заготовка имеет круглое поперечное сечение. Подобный эффект достигается также в случае заготовки со скругленным треугольным, скругленным четырехугольным и т.д. поперечным сечением.
Соответствующая изобретению задача также решается с помощью устройства согласно пункту 10 формулы изобретения. Предпочтительные варианты исполнения составляют предмет зависимых пунктов формулы изобретения.
Соответствующая изобретению установка разливки заготовки включает
- устройство для вытягивания заготовки из проточного кристаллизатора и устройство для выгрузки заготовки из установки разливки заготовки,
- охлаждаемый проточный кристаллизатор для первичного охлаждения заготовки с последующим
- направляющим устройством для заготовки для поддерживания и ведения заготовки с зоной вторичного охлаждения, как правило, включающей многочисленные охлаждающие сопла, для охлаждения заготовки, и опять же с последующей
- зоной третичного охлаждения для дополнительного охлаждения заготовки, отличающаяся тем,
что зона третичного охлаждения имеет предпочтительно индукционное, в частности, передвижное по направлению вытягивания установки разливки заготовки, нагревательное устройство для управляемого или регулируемого охлаждения частично затвердевшей заготовки.
Вместо перемещаемого в зоне третичного охлаждения нагревательного устройства соответствующая изобретению установка разливки заготовки может иметь также неподвижную предварительно регулируемую или настраиваемую динамически (то есть, во время работы) управляемую или регулируемую теплоизоляцию.
С помощью нагревательного устройства может подогреваться поверхность оболочки заготовки, благодаря чему может очень точно регулироваться охлаждение (и тем самым формирование структуры) в центральной области частично затвердевшей заготовки в зоне третичного охлаждения установки разливки заготовки.
Чтобы обеспечить возможность медленного охлаждения частично затвердевшей заготовки при низком расходе энергии для нагревательного устройства, предпочтительно, когда зона третичного охлаждения имеет теплоизоляцию, в частности, регулируемую на постоянный уровень или динамично настраиваемую в управляемом или регулируемом режиме.
Целесообразно, когда проточный кристаллизатор, зона вторичного охлаждения и зона третичного охлаждения размещаются в один ряд (в так называемом линейном расположении).
Производительность установки полунепрерывной разливки заготовки значительно повышается, когда установка разливки заготовки имеет многочисленные зоны третичного охлаждения, перемещаемые поперек направления вытягивания установки разливки заготовки, причем головная часть установки разливки заготовки, включающая проточный кристаллизатор и предпочтительно зону вторичного охлаждения, может соединяться с зоной третичного охлаждения и отделяться от нее, и по меньшей мере головная часть установки может смещаться поперек направления вытягивания. Как было описано выше, единственная головная часть установки может обслуживать многочисленные зоны третичного охлаждения таким образом, что достигается более высокая производительность, несмотря на медленное охлаждение частично затвердевшей заготовки.
Головная часть установки предпочтительно передвигается к дополнительной зоне третичного охлаждения, во время чего заготовка неподвижна. Благодаря этому не нарушается управляемое или регулируемое медленное охлаждение в центральной области заготовки. Но в качестве альтернативы этому, заготовка может отводиться, по обстоятельствам с третичным охлаждением, от головной части установки.
При регулировании теплоизоляции предпочтительно, когда настраиваемая теплоизоляция имеет по меньшей мере одну - преимущественно многочисленные - изоляционную панель (также называемую пластиной), которая может передвигаться по направлению вытягивания в установке разливки заготовки или поворачиваться относительно направления вытягивания. Благодаря этому скорость охлаждения может быть отрегулирована пассивно, то есть, без дополнительного подведения энергии.
Одновременно могут изготавливаться многочисленные малоформатные заготовки, когда головная часть установки разливки заготовки имеет многочисленные охлаждаемые проточные кристаллизаторы и многочисленные размещенные под ними направляющие устройства для заготовок с зонами вторичного охлаждения.
Простая и надежная установка разливки заготовки имеет одну вытяжную тележку для вытягивания заготовки, причем тележка для вытягивания заготовки является передвигаемой, например, посредством винтовой передачи, привода с зубчатой рейкой или привода от гидроцилиндра. При этом начало заготовки удерживается на тележке для вытягивания заготовки через холодный слиток.
В одном варианте исполнения соответствующей изобретению установки разливки заготовки тележка для вытягивания заготовки соединена с головной частью установки, причем тележка для вытягивания заготовки может перемещаться с головной частью установки поперек направления вытягивания. При этом отлитая заготовка после завершения литья отправляется на хранение, например, на помост на полу цеха, и головная часть установки с тележкой для вытягивания заготовки передвигается к другой зоне третичного охлаждения. Медленное охлаждение оставленной на хранение заготовки может обеспечиваться, например, с помощью наложенного на заготовку сохраняющего тепло чехла.
В качестве альтернативы этому, также было бы возможным, что головная часть установки является неподвижной, и отлитая заготовка может смещаться поперек направления вытягивания. Здесь отлитая заготовка выкладывается, например, на помост, причем помост может передвигаться вместе с заготовкой к другой зоне третичного охлаждения.
Краткое описание чертежей
Дополнительные преимущества и признаки настоящего изобретения явствуют из последующего описания неограничивающих примеров исполнения, причем фигуры показывают:
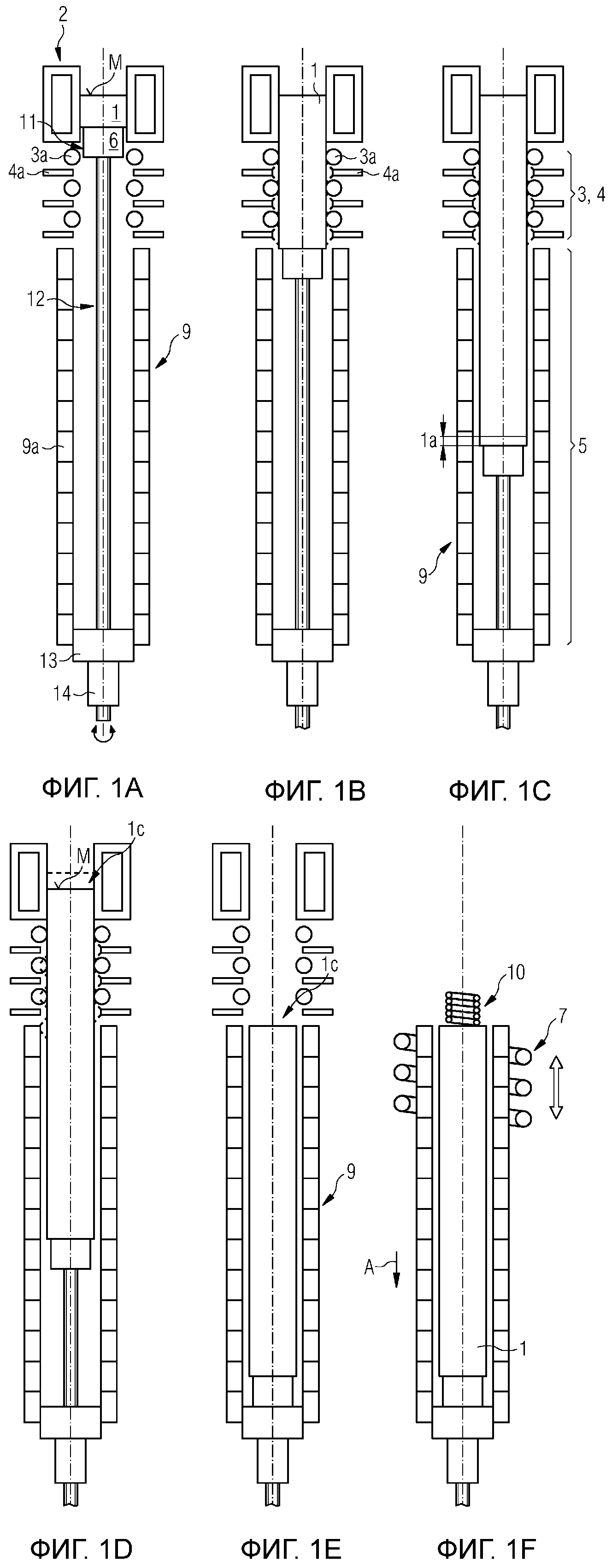
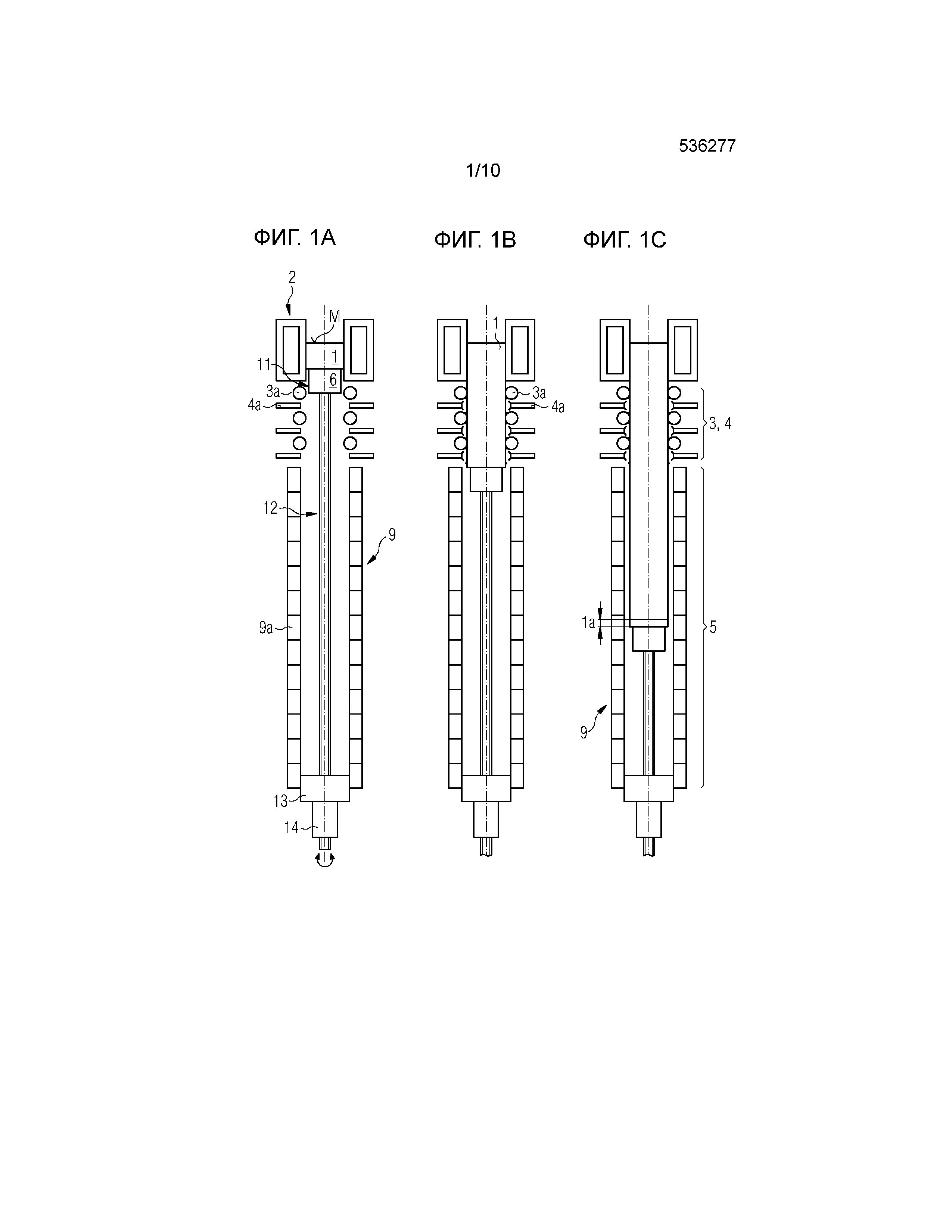
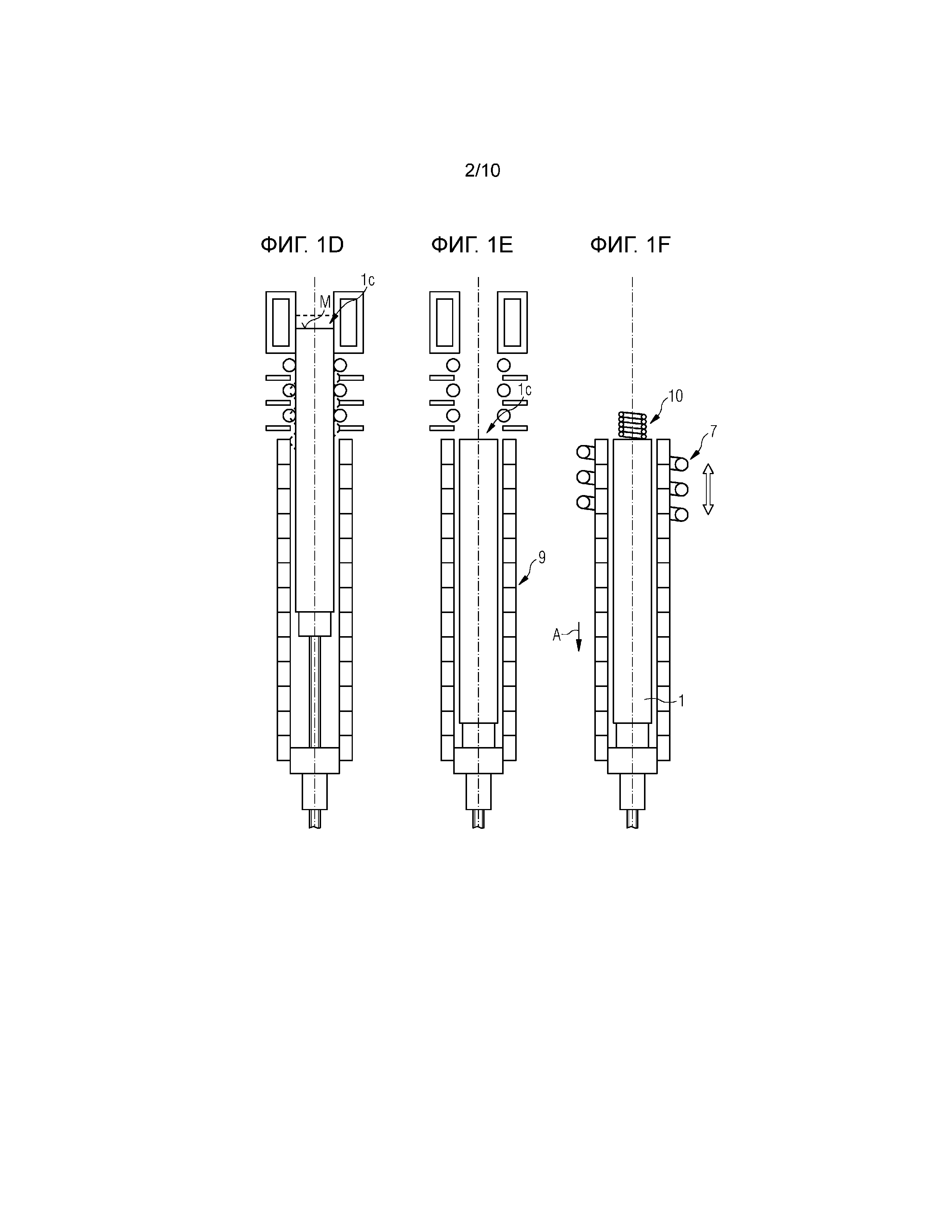
Фиг 1 с фрагментами 1а...1f фигуры схематически показывают технологические стадии при полунепрерывном литье заготовки с образованием слитка из стали.
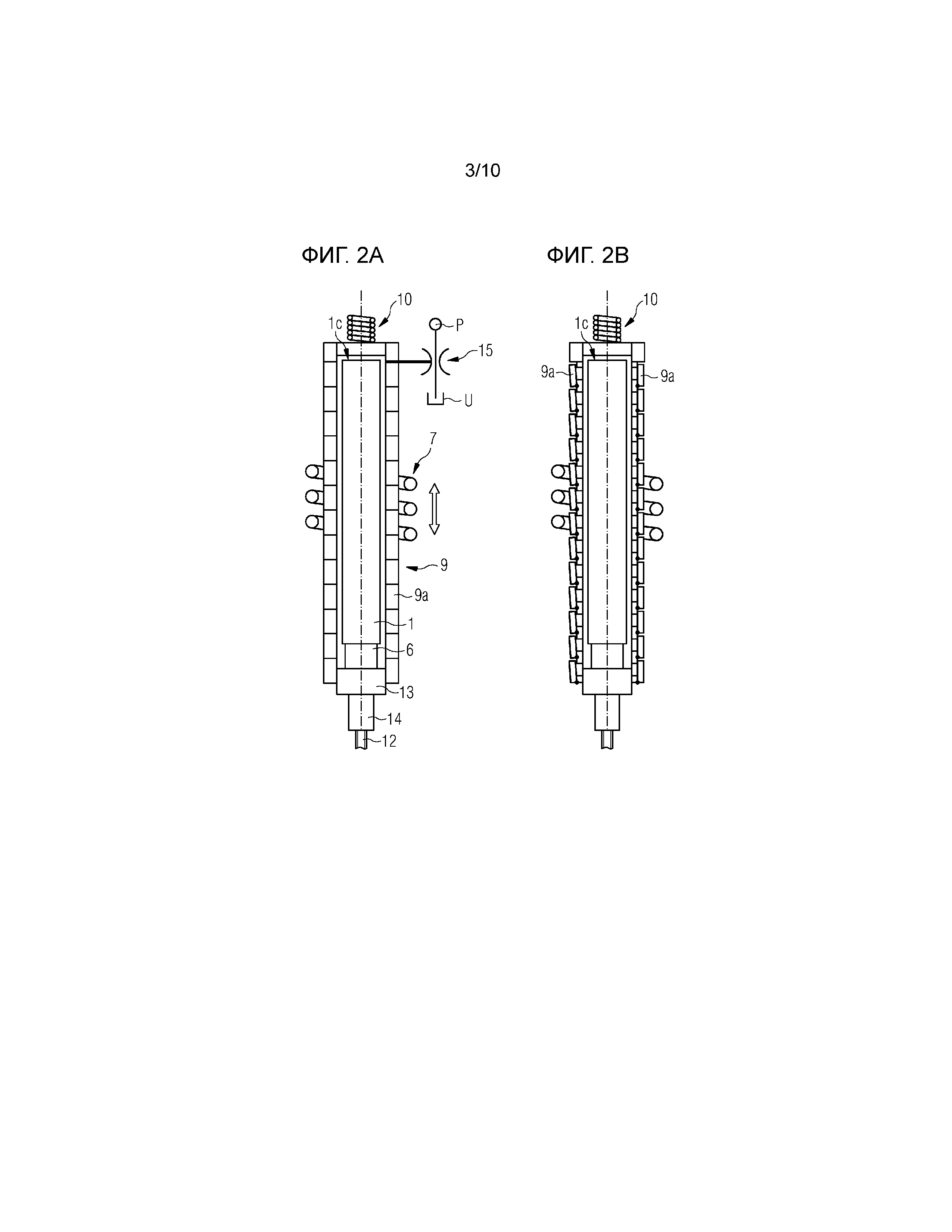
Фиг 2а и 2b показывают два альтернативных варианта исполнения третичного охлаждения для полунепрерывного литья заготовки с образованием слитка из стали.
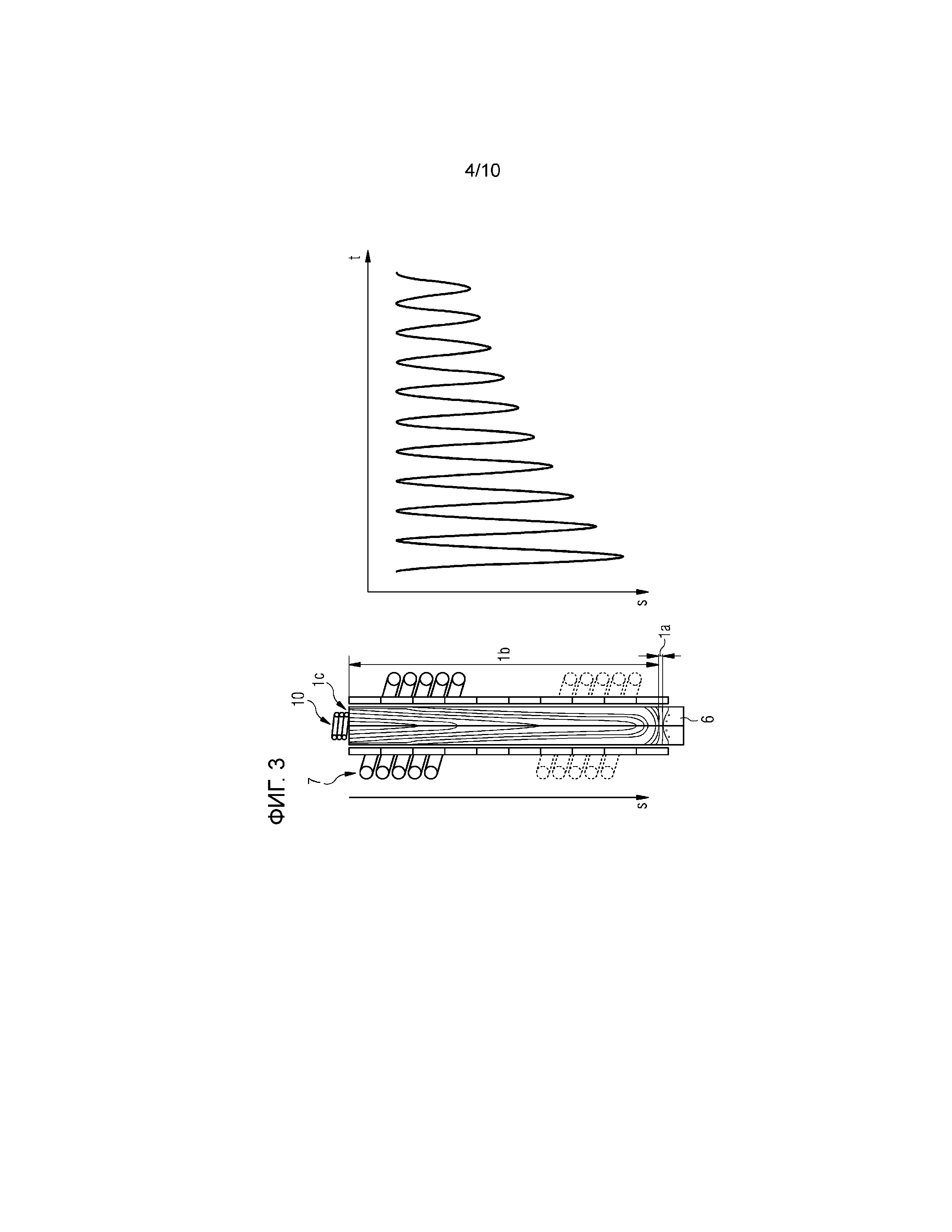
Фиг 3 показывает характер перемещения во времени нагревательного устройства для нагревания слитка при третичном охлаждении.
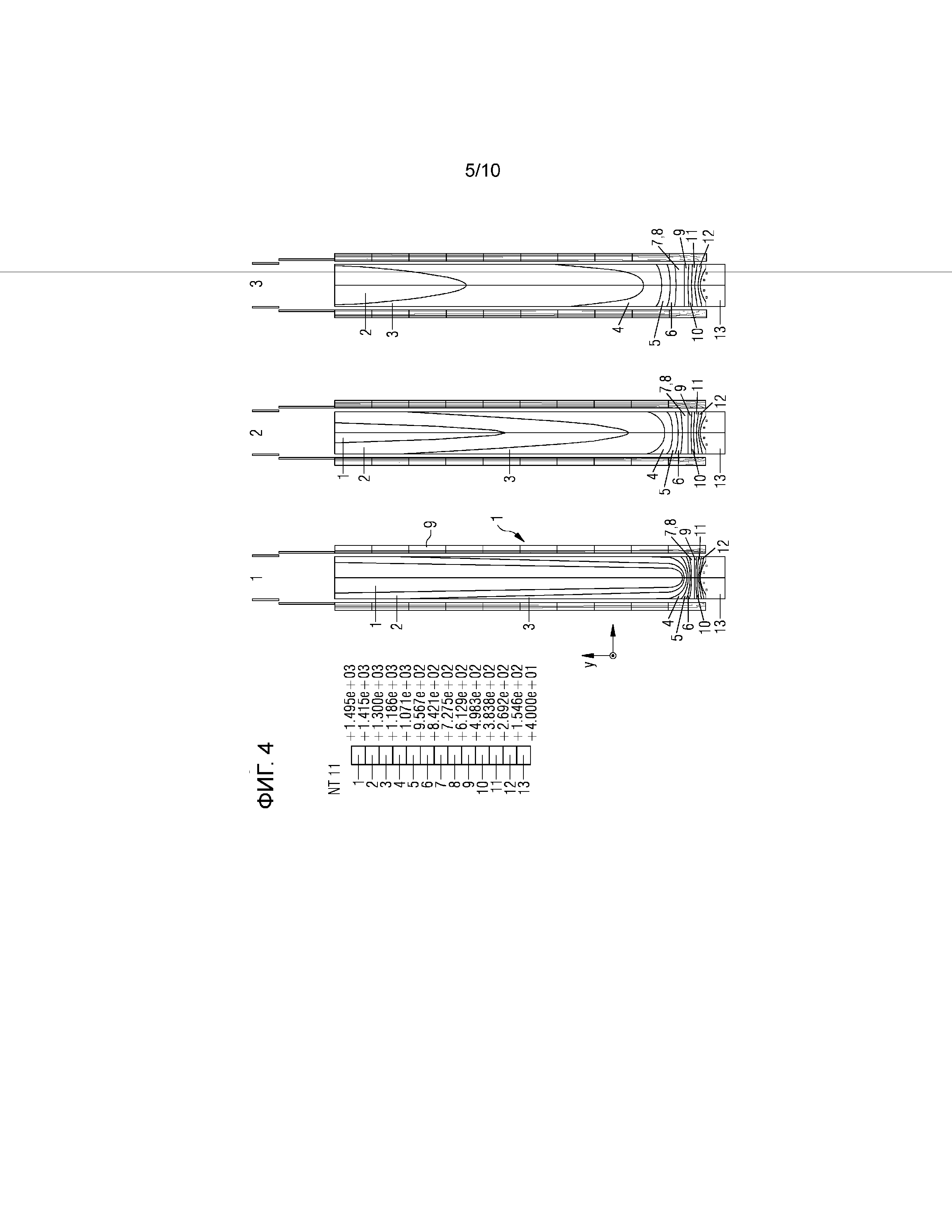
Фиг 4 показывает температуры при охлаждении заготовки 1 в зоне 5 третичного охлаждения.
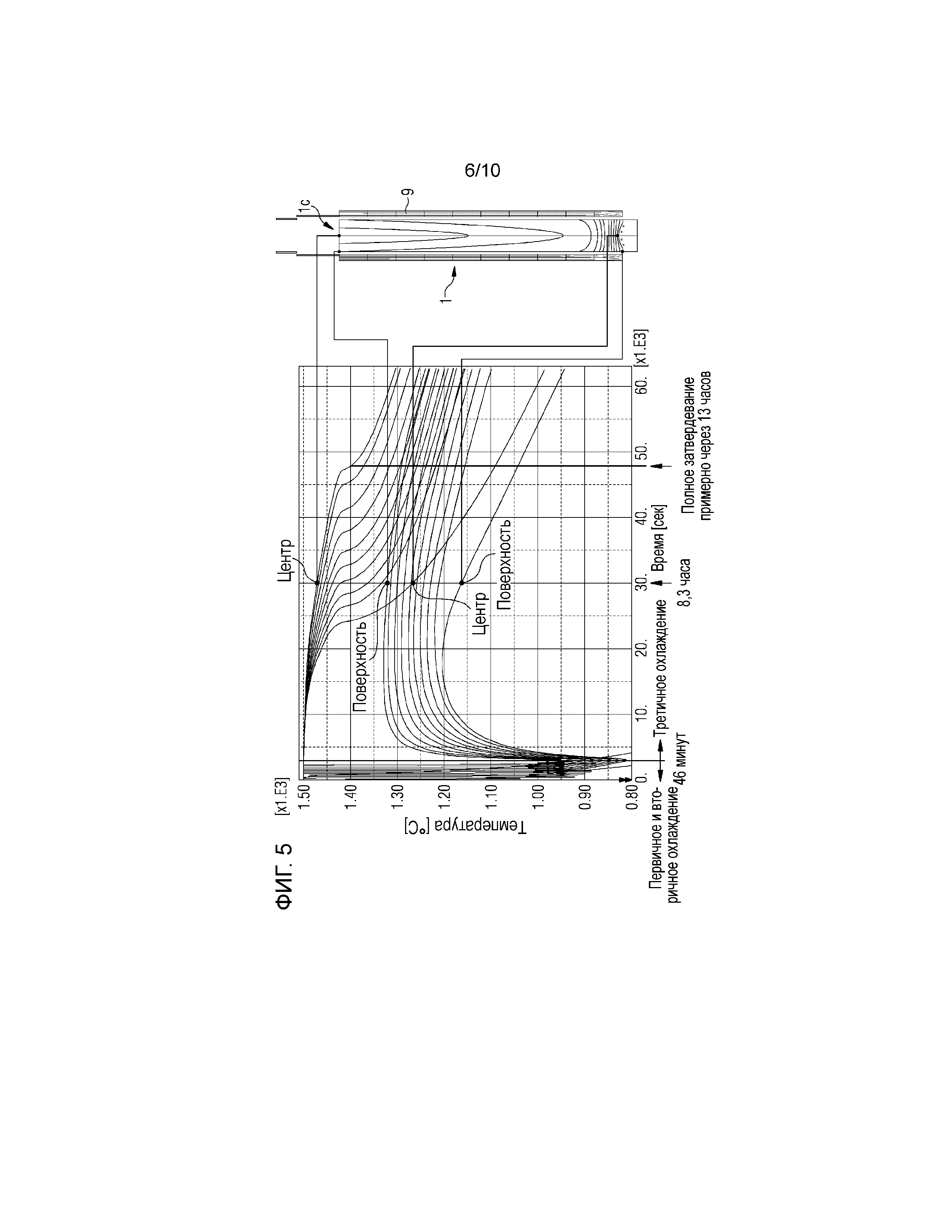
Фиг 5 показывает режим изменения температуры во времени согласно Фиг 4.
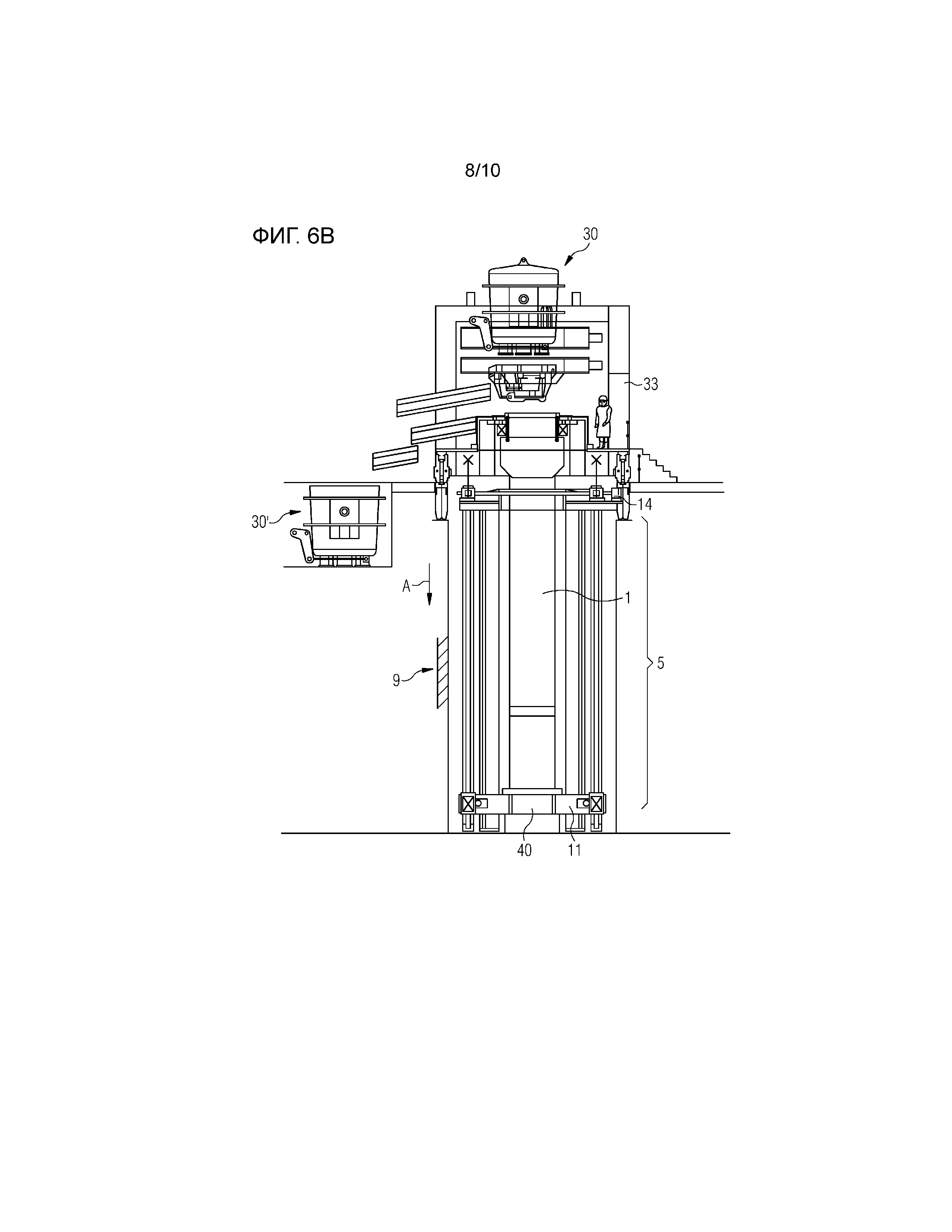
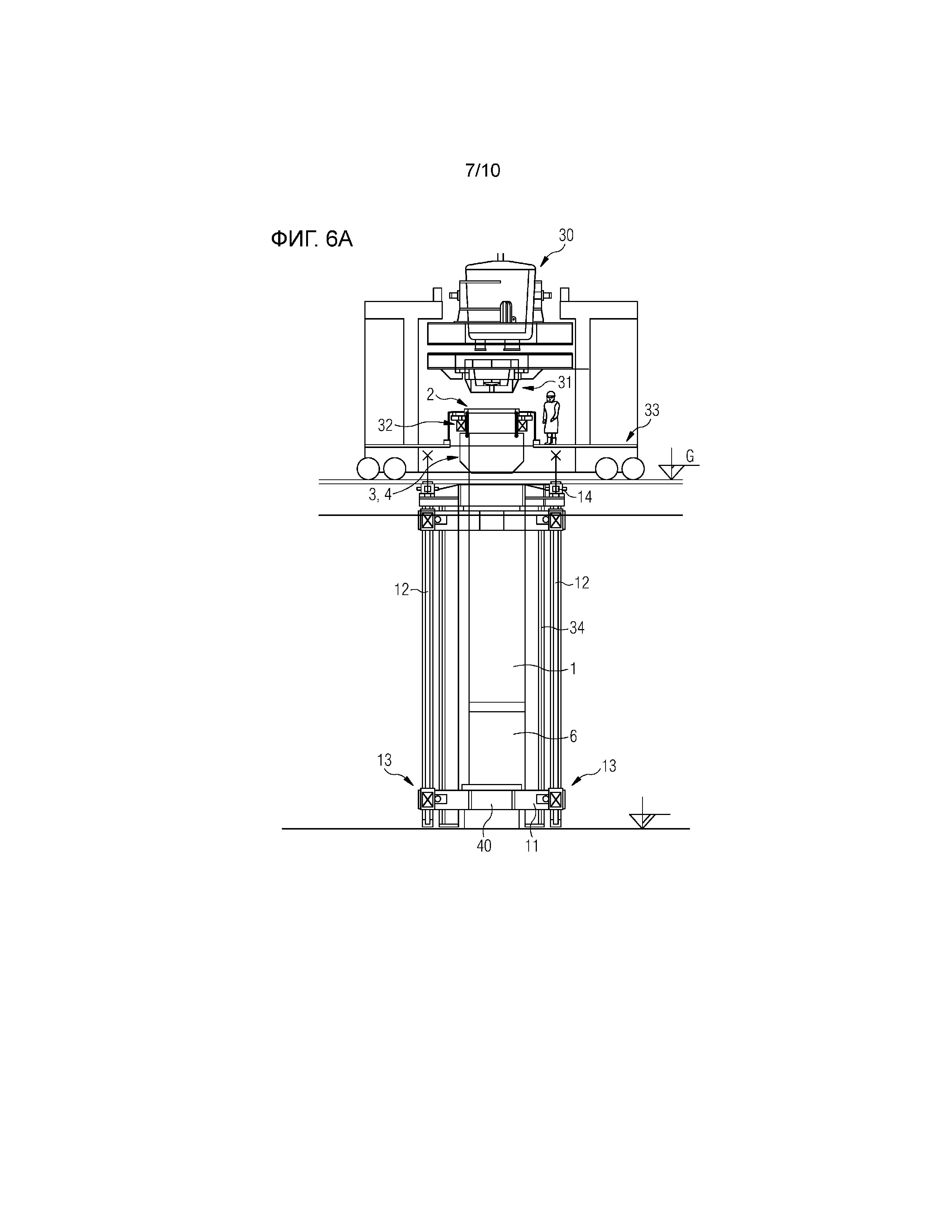
Фиг 6а и 6b показывают соответствующую изобретению установку разливки заготовки в виде спереди и виде сбоку.
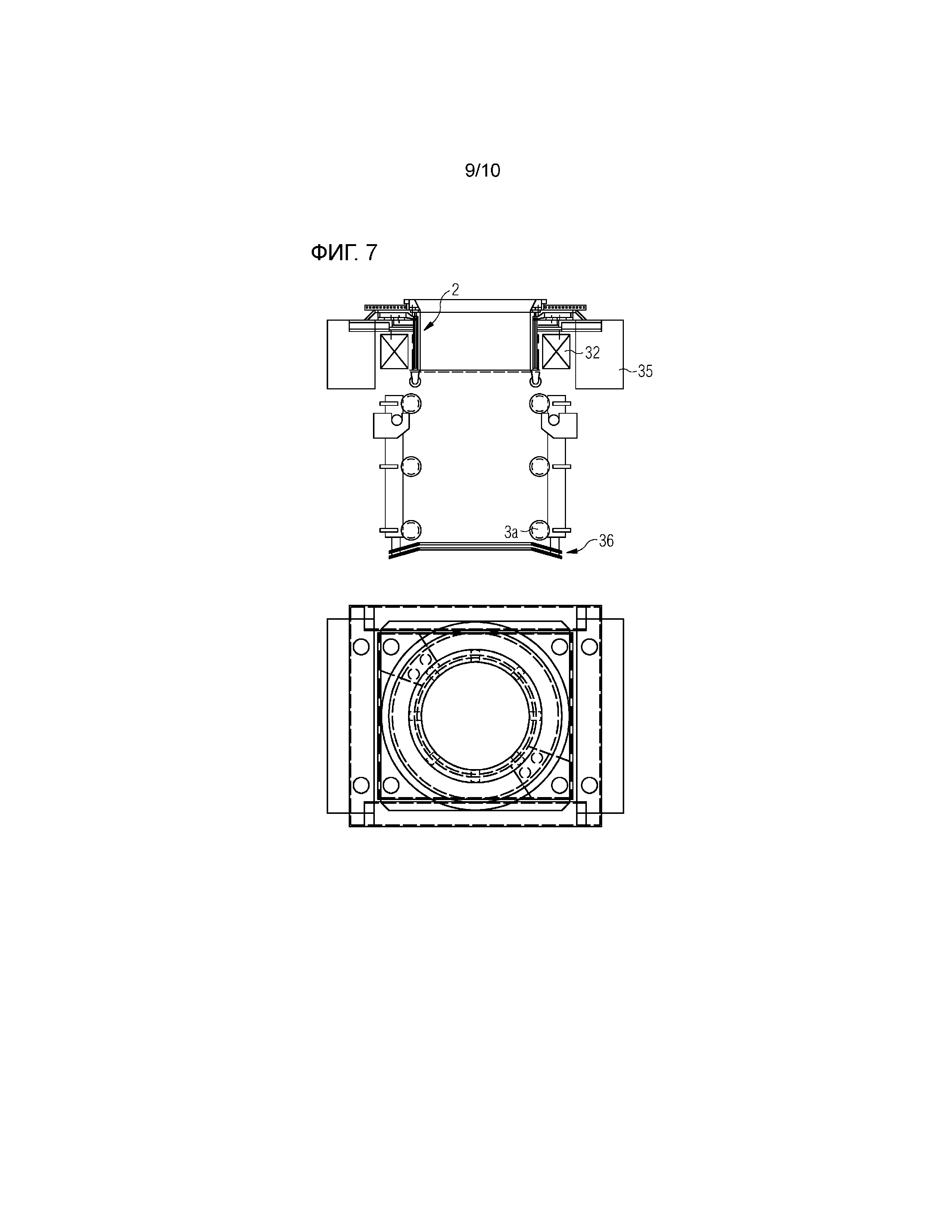
Фиг 7 показывает головную часть установки соответствующей изобретению установки разливки заготовки в двух проекциях.
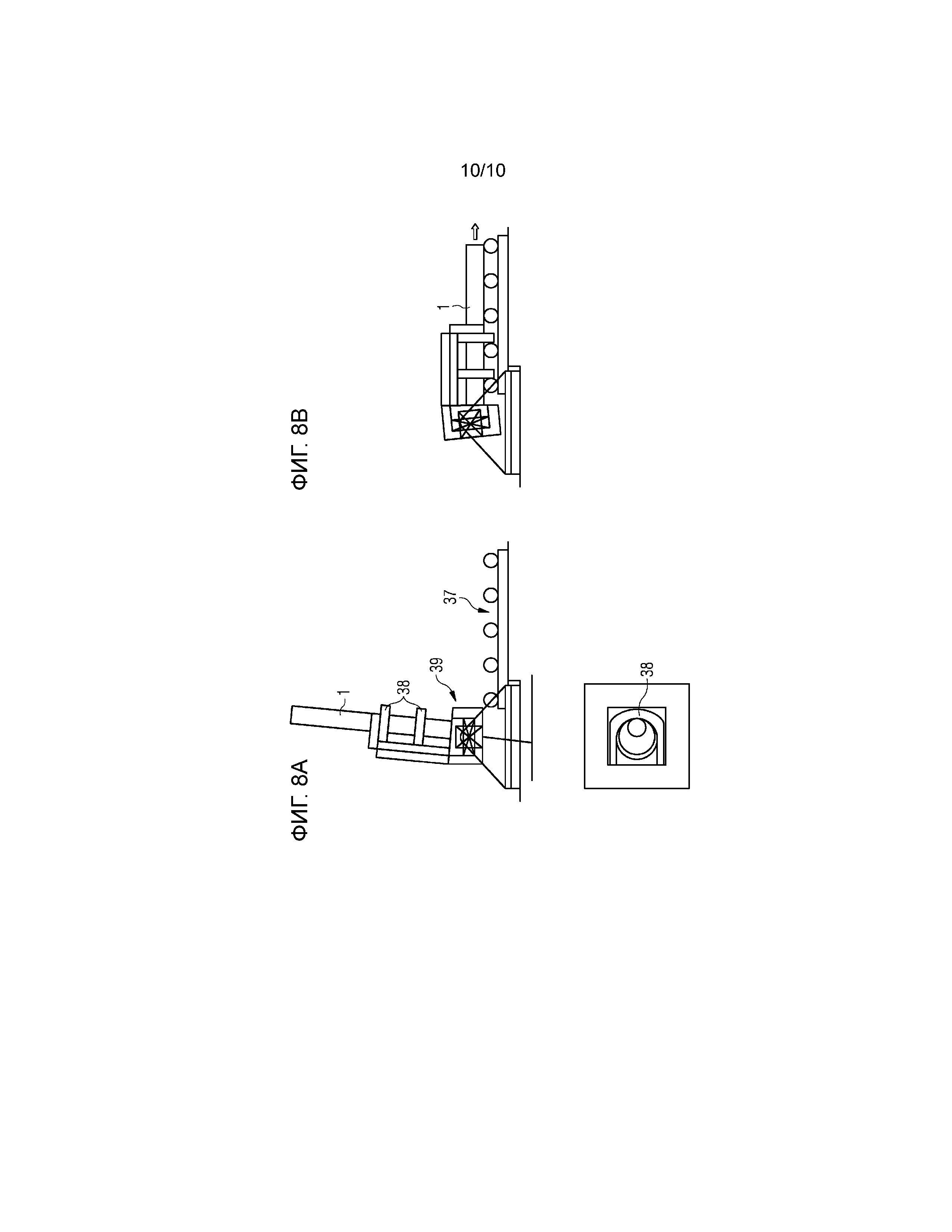
Фиг. 8а, 8b схематически показывают выгрузку полностью затвердевшей заготовки из зоны третичного охлаждения.
Описание вариантов исполнения
В Фиг 1а...1f показаны технологические стадии при полунепрерывном литье заготовки 1 в установке разливки заготовки.
В Фиг 1а жидкая сталь из непредставленного специально литейного распределителя заливается через погружную приемную трубу в охлаждаемый проточный кристаллизатор 2, причем при начале литья в установке разливки заготовки проточный кристаллизатор 2 герметично закрыт холодным слитком 6 так, что в кристаллизаторе устанавливается уровень М металла (также называемый мениском). При соединении жидкой стали с вершиной холодного слитка 6 образуется полностью затвердевшее начало 1а заготовки (смотри Фиг 1с). В результате первичного охлаждения охлаждаемого проточного кристаллизатора 2 последующий за полностью затвердевшим началом 1а заготовки против направления А вытягивания частично затвердевшая заготовка 1b не затвердевает насквозь, а имеет только тонкую оболочку заготовки и жидкую сердцевину. Чтобы, несмотря на притекающую через погружную приемную трубу жидкую сталь, поддерживать мениск М металла в кристаллизаторе 2 почти на постоянном уровне, заготовка 1 вытягивается из кристаллизатора 2. Для этого установка разливки заготовки имеет тележку 11 для вытягивания заготовки, которая включает сам холодный слиток 6, ходовой винт 12, резьбовую гайку 13 и двигатель 14 для перемещения тележки 11 для вытягивания заготовки по направлению А вытягивания. Двигатель 14 через привод и ходовой винт 12 соединяется с резьбовой гайкой 13 и имеет сквозной привод для ходового винта 12.
В Фиг 1b заготовка 1 уже была вытянута дальше из проточного кристаллизатора 2, причем заготовка 1 в последующем после кристаллизатора 2 направляющем устройстве 3 для заготовки поддерживается многочисленными роликами 3а направляющего устройства для заготовки, проводится и охлаждается посредством многочисленных охлаждающих сопел 4а на участке 4 вторичного охлаждения. При этом заготовка 1 образует выдерживающую нагрузки оболочку заготовки, которая может противостоять ферростатическому давлению. Тем самым предотвращается разрыв заготовки 1.
В Фиг 1с начало 1а заготовки уже прошло участок 3 вторичного охлаждения в установке разливки заготовки и входит в зону 5 третичного охлаждения. В зоне 5 третичного охлаждения заготовка 1 дополнительно медленно охлаждается в управляемом или регулируемом режиме таким образом, что в центре частично затвердевшей заготовки 1b происходит сплошное затвердевание по ориентированному вверх направлению. В результате этого образуется или глобулярная, или по меньшей мере дендритная, предотвращающая нитевидную пористость структура. Чтобы воспрепятствовать слишком быстрому охлаждению частично затвердевшей заготовки 1b, зона 5 третичного охлаждения имеет теплоизоляцию 9 и представленное в Фиг 1f нагревательное устройство 7. В Фиг 2а показан пример теплоизоляции 9 для третичного охлаждения, причем атмосфера между заготовкой 1 и теплоизоляционным кожухом 9 эвакуируется с помощью вакуумного насоса (здесь струйного насоса 15). Для этого напорный патрубок струйного насоса 15 соединен с сетью сжатого воздуха, и всасывающий патрубок струйного насоса 15 соединен с пространством внутри теплоизоляции 9. Посредством этой меры к тому же предотвращается также окисление заготовки 1, то есть, образование окалины; кроме того, в результате вакуумной обработки происходит дегазация еще не затвердевшего полностью расплава в заготовке. Теплоизоляция 9 имеет многочисленные изоляционные панели 9а, которые могут независимо друг от друга закрываться (угол раскрытия 0°), открываться (угол раскрытия 90°) или частично открываться (90°>угол раскрытия>0°).
В Фиг 1d литье в установке разливки заготовки завершилось, так что образуется конец 1с заготовки. При вытягивании конца 1с заготовки из кристаллизатора 2 мениск М металла находится ниже показанного пунктиром зеркала металла согласно технологическим стадиям 1а-1с.
Фиг 1е показывает ситуацию после того, как конец 1с заготовки прошел зону 3 вторичного охлаждения, вторичное охлаждение закончилось, и конец 1с заготовки оказывается на одном уровне с верхним концом зоны 5 третичного охлаждения. В зоне 5 третичного охлаждения обеспечивается медленное, управляемое или регулируемое охлаждение частично затвердевшей заготовки 1b с помощью теплоизоляции 9 и подогревания заготовки посредством перемещаемого по направлению А вытягивания нагревательного устройства 7 (смотри Фиг 1f). После отделения и приподнимания головные части установки, включающей проточный кристаллизатор 2, направляющее устройство 3 для заготовки и участок 4 вторичного охлаждения, от участка 5 третичного охлаждения конец 1с заготовки нагревается с помощью индукционного головного нагревателя 10 таким образом, что предотвращается слишком быстрое охлаждение конца 1с заготовки.
Согласно Фигурам 1а...1f, была изготовлена круглая стальная заготовка 1 с диаметром 1200 мм и длиной 10 м. Скорость вытягивания заготовки 1 из проточного кристаллизатора 2 составляет 0,25 м/мин. Благодаря теплоизоляции 9 и дополнительному нагреванию заготовки 1 с помощью перемещаемого нагревательного устройства 7 полное сквозное затвердевание заготовки 1 достигается лишь через 13 часов. Но литье заготовки - без медленного охлаждения заготовки 1 в зоне 5 третичного охлаждения - завершалось уже спустя 46 минут. Поскольку, в отличие от медленного сплошного затвердевания, литье быстро заканчивается, для повышения производительности способа полунепрерывного литья заготовки предпочтительно, когда более не представленная в Фиг 1f головная часть установки отделяется от зоны 5 третичного охлаждения и перемещается в дополнительной зоне 5 третичного охлаждения поперек направления А вытягивания. Там может отливаться новая заготовка, в то время как показанная в Фиг 1f заготовка 1 дополнительно медленно охлаждается. После медленного охлаждения заготовки 1 вплоть до полного сквозного затвердевания заготовка выгружается из установки разливки заготовки, например, с помощью устройства соответственно Фиг 8а и 8b.
В Фиг 2а представлен первый альтернативный показанному в Фиг 1 вариант исполнения зоны 5 третичного охлаждения. При этом пространство между заготовкой 1 и теплоизоляцией 9 вакуумировано, в результате чего достигается хорошая теплоизоляция и медленное охлаждение. Кроме того, поверхность заготовки 1 защищается от образования окалины, и дегазируется остаточный расплав. Струйный насос является простым и устойчивым к износу; его напорный патрубок соединен с патрубком Р для сжатого воздуха, и его всасывающий патрубок соединен с вакуумируемым пространством внутри зоны третичного охлаждения. Выхлоп может выполняться против давления U окружающей среды. Индукционный головной нагреватель 10 является предпочтительным сравнительно с плазменным нагревателем, так как магнитное поле также действует сквозь теплоизоляцию конца заготовки.
Фиг 2b показывает второй альтернативный показанному в Фиг 1 вариант исполнения зоны 5 третичного охлаждения. При этом изоляционные пластины 9а теплоизоляции 9 могут отклоняться относительно направления вытягивания так, что регулируется воздухообмен между окружающим воздухом и заготовкой 1 внутри зоны 5 третичного охлаждения. Только для иллюстрации функционирования изоляционных пластин 9а, изоляционные пластины 9а на правой стороне заготовки 1 были показаны закрытыми, и на левой стороне приоткрытыми на 10° относительно направления А вытягивания. Регулирование пластин 9а может выполняться либо вручную, либо с помощью исполнительных механизмов.
Фиг 3 схематически показывает путь «s» перемещения во времени индукционного нагревательного устройства 7 для подогревания поверхности оболочки заготовки 1. При этом нагревательное устройство 7 сдвинуто в верхнюю область заготовки 1, и в нижней области представлено пунктиром. Поскольку фронт затвердевания во время охлаждения смещается снизу вверх (то есть, от начала 1а заготовки к концу 1с заготовки), путь «s» перемещения нагревательного устройства 7 также сокращается со временем. Альтернативно передвижному нагревательному устройству 7 также могли бы использоваться многочисленные, распределенные в направлении А вытягивания по длине зоны 5 третичного охлаждения нагревательные устройства (например, горелки).
Фиг 4 показывает температуры в °С изготовленного согласно Фиг 1 показанного в разрезе заготовки 1 через 3 часа после начала литья (фрагмент 1 Фигуры), через 8,3 часа после начала литья (фрагмент 2 Фигуры), и при полном затвердевании заготовки 1 примерно через 13 часов после литья (фрагмент 3 Фигуры). Ход изменения температур заготовки 1 во времени в различных положениях на поверхности и в центре заготовки представлен в Фиг 5. Из этого следует, что литье заготовки и тем самым также первичное и вторичное охлаждение завершаются спустя 46 минут после начала литья, и затем контролируемое охлаждение заготовки 1 происходит только в результате третичного охлаждения 5.
В Фигурах 6а, 6b представлена соответствующая изобретению вертикальная установка разливки заготовки в двух видах. Жидкая сталь из литейного ковша 30 через огнеупорную трубу заливается в литейный распределитель 31, затем расплав стекает через непоказанную погружную трубу (SEN) в проточный кристаллизатор 2. В результате первичного охлаждения в кристаллизаторе 2 образуется частично затвердевшая заготовка 1 с выдерживающей нагрузки оболочкой заготовки. В кристаллизаторе 2 на расплав оказывается еще дополнительное воздействие с помощью необязательного перемешивающего устройства 32. Заготовка 1 поддерживается в направляющем устройстве 3 для заготовки, проводится и дополнительно охлаждается в зоне 4 вторичного охлаждения. По меньшей мере проточный кристаллизатор 2, катушка 32 для электромагнитного перемешивания, направляющее устройство 3 для заготовки с зоной 4 вторичного охлаждения, и необязательно также зона 5 третичного охлаждения могут передвигаться на разливочной вагонетке 33 по разливочной площадке G. Заготовка 1 с холодным слитком 6 вытягивается из проточного кристаллизатора 2 посредством тележки 11 для вытягивания заготовки. Для этого тележка 11 для вытягивания заготовки имеет привод из четырех винтовых валов 12 и перемещается по дополнительным направляющим рельсам 34, причем двигатель через привод и ходовой винт 12 соединен с резьбовой гайкой 13. После того, как процесс литья завершился, и заготовка 1 дошла до неподвижного упора 40, разливочная вагонетка 33 может быть передвинута к следующему разливочному участку поперек направления А вытягивания, так как литье частично затвердевшей заготовки, то есть, без третичного охлаждения заготовки 1, требует значительно меньшего времени, чем третичное охлаждение заготовки 1 до его полного затвердевания. В зоне 5 третичного охлаждения заготовка 1 медленно охлаждается с использованием теплоизоляции 9 и по обстоятельствам здесь не показанного нагревательного устройства, так что затвердевание в центре заготовки происходит с ориентированным вверх фронтом затвердевания.
Подробное изображение головной части установки разливки заготовки из Фиг 6а, 6b представлено в Фиг 7.
Фиг 8а, 8b схематически показывают вариант исполнения выгрузки полностью затвердевшей заготовки 1 из зоны третичного охлаждения. Заготовка 1 поддерживается сбоку двумя хомутами 38 так, что на установке разливки заготовки также могут отливаться изделия существенно различающего диаметра (смотри вид в плане в Фиг 8а). В Фиг 8а заготовка 1 уже была повернута относительно вертикали и уложена на хомуты 38. В Фиг 8b заготовка 1 с помощью поворотного привода 39 укладывается на рольганг 37, где она может быть отведена по направлению стрелки.
Хотя изобретение было в подробностях иллюстрировано и описано на предпочтительных примерах осуществления, тем не менее изобретение не ограничивается раскрытыми примерами, и из него специалистом могут быть выведены другие варианты, без выхода за пределы правовой охраны изобретения.
Список условных обозначений
1 Заготовка
1а Начало заготовки
1b Частично затвердевшая заготовка
1с Конец заготовки
2 Проточный кристаллизатор, первичное охлаждение
3 Направляющее устройство для заготовки
3а Ролики направляющего устройства для заготовки
4 Вторичное охлаждение, зона вторичного охлаждения
4а Охлаждающее сопло
5 Третичное охлаждение, зона третичного охлаждения
6 Холодный слиток
7 Нагревательное устройство
9 Теплоизоляция
9а Изоляционная панель
10 Головной нагреватель
11 Тележка для вытягивания заготовки
12 Ходовой винт
13 Резьбовая гайка
14 Двигатель
15 Струйный насос
30, 30' Литейный ковш
31 Литейный распределитель
32 Катушка для электромагнитного перемешивания
33 Разливочная вагонетка
34 Направляющий рельс
35 Механизм осцилляции
36 Водоотделитель
37 Рольганг
38 Хомут
39 Поворотный привод
40 Неподвижный упор
А Направление вытягивания
G Разливочная площадка
М Мениск металла
Р Давление в сети сжатого воздуха
S Путь перемещения
U Давление окружающей среды
Способ изготовления стальных полос посредством бесконечной прокатки или полубесконечной прокатки
Оптимизированный по энергопотреблению и выходу способ и установка для изготовления горячекатаной стальной полосы
Способ и установка для энергетически эффективного изготовления горячекатаной стальной полосы
Высокоскоростные ножницы
Способ изготовления прессованных изделий, содержащих частицы угля
Способ повышения глубины проникновения кислородной струи
Способ и устройство для загрузки углесодержащего материала и железосодержащего материала
Способ получения высокопрочной низколегированной стали
Способ получения чугуна или жидких стальных полупродуктов
Способ и устройство для измерения скорости прокатываемого изделия
Способ получения ролика с наплавленным посредством сварки материалом и способ восстановления изношенного ролика посредством наплавки сваркой
Устройство и способ для непрерывной отливки крупногабаритной стальной заготовки
Охлаждаемый многоопорный направляющий ролик ручья
Устройство и способ изготовления длинных металлических изделий

