Результат интеллектуальной деятельности: Способ изготовления диска осевой турбомашины
Вид РИД
Изобретение
Изобретение относится к области двигателестроения, а именно к способам изготовления дисков осевых турбомашин, в частности дисков высокотемпературных турбин газотурбинных двигателей.
Известен способ изготовления диска осевой турбомашины (US 3982852, 1976), в котором диск выполняют в виде единой детали, содержащей ступицу и полотно, причем в зоне ступицы выполняют полость, в которой устанавливают решетчатые кольцевые элементы. Недостатком известного технического решения является то, что изготовленный данным способом диск имеет большое количество концентраторов напряжения, что ограничивает его срок службы.
Известен способ изготовления диска осевой турбомашины (US 9114488, 2015), в котором методом горячего изостатического прессования (ГИП) формируют полотно, включающее две стенки, образующие открытую полость. Недостатком данного технического решения является то, что диск имеет открытую полость с узким входом, ограничивающим доступ к формообразующему массивному сплошному элементу оснастки, помещаемому внутрь диска при изготовлении последнего. При изготовлении диска методом ГИП удалить этот элемент практически невозможно.
Наиболее близким аналогом к заявляемому техническому решению является способ изготовления диска турбомашины (US 2014169971, 2014), в котором диск выполняют в виде единой детали методом трехмерной печати, для чего формируют ступицу и полотно, при этом полотно включает две стенки, образующие полость. Недостатком известного технического решения является то, что при изготовлении диска методом трехмерной печати образующиеся поверхности его деталей имеют повышенную шероховатость, что может привести к концентрации напряжений в деталях и как следствие к образованию трещин. Детали, изготовленные методом трехмерной печати, подвергают механической обработке, в частности для уменьшения шероховатости поверхностей. Однако механическая обработка закрытой полости в изготовленном методом трехмерной печати целом диске невозможна.
Техническая проблема, на решение которой направлено изобретение, заключается в изготовлении прочного полого диска турбомашины методом трехмерной печати.
Технический результат, достигаемый при реализации настоящего изобретения, заключается в обеспечении требуемой шероховатости поверхности полости диска турбомашины.
Технический результат достигается за счет того, что в способе изготовления диска турбомашины диск выполняют в виде единой детали методом трехмерной печати, для чего формируют ступицу и полотно, при этом полотно включает две стенки, образующие полость, при выполнении диска в виде единой детали дополнительно формируют кольцевой элемент, состоящий по меньшей мере из двух частей, механически обрабатывают внутренние поверхности ступицы, стенок полотна и кольцевого элемента, осуществляют соединение стенок полотна и частей кольцевого элемента с натягом и формируют обод из материала, идентичного материалу полотна, по окружности внешней поверхности кольцевого элемента, при этом ступицу и полотно последовательно формируют на вращающейся подложке, которую удаляют после выполнения диска в виде единой детали.
Указанные существенные признаки обеспечивают решение поставленной технической проблемы с достижением заявленного технического результата, так как:
- формирование методом трехмерной печати на вращающейся подложке ступицы и полотна, включающего две стенки, образующие полость, формирование кольцевого элемента, состоящего по меньшей мере из двух частей, и механическая обработка внутренних поверхностей ступицы, стенок полотна и кольцевого элемента позволяет обеспечить требуемую шероховатость внутренних поверхностей стенок полотна, кольцевого элемента и ступицы;
- выполнение диска в виде единой детали, включая соединение стенок полотна и частей кольцевого элемента с натягом, формирование обода из материала, идентичного материалу полотна, по окружности внешней поверхности кольцевого элемента и удаление вращающейся подложки после выполнения диска в виде единой детали позволяет получить диск с закрытой полостью, образованной обработанными поверхностями стенок полотна, кольцевого элемента и ступицы, что обеспечивает уменьшение поверхностных напряжений в закрытой полости и увеличение прочности диска.
Настоящее изобретение поясняется следующим подробным описанием способа изготовления диска осевой турбомашины со ссылкой на фигуры 1-2, где
на фиг. 1 приведена общая схема диска осевой турбомашины;
на фиг. 2 представлена модель диска.
Диск 1 осевой турбомашины, показанный на фиг. 1, выполнен в виде единой детали методом трехмерной печати и содержит обод 2, ступицу 3, полотно 4 и кольцевой элемент 5. Полотно 4 включает две стенки, образующие полость 6.
Кольцевой элемент 5 состоит по меньшей мере из двух частей (на чертеже не показаны), что необходимо для его соединения с полотном 4.
Обод 2 выполняют из материала, идентичного материалу полотна 4. В частном случае, в качестве материала обода 2, ступицы 3 и полотна 4 может быть использован жаропрочный порошковый никелевый сплав ЭИ698П или любой другой известный порошковый сплав, пригодный для трехмерной печати.
В ступице 3 выполнено центральное отверстие 7 для вала турбины.
Диск 1 осевой турбомашины изготавливается следующим образом.
Диск 1 осевой турбомашины выполняют в виде единой детали методом трехмерной печати.
На первом этапе формируют ступицу 3 и полотно 4, включающее две стенки, образующие полость, и дополнительно формируют кольцевой элемент 5, состоящий по меньшей мере из двух частей. При этом ступицу 3 и полотно 4 последовательно формируют на вращающейся подложке. Кольцевой элемент 5 может быть сформирован методом трехмерной печати отдельно и параллельно с изготовлением ступицы 3 с полотном 4.
В качестве метода трехмерной печати может быть использована известная из уровня техники технология печати металлических изделий, например, технология прямой лазерной наплавки металла DMT (Direct Metal Tooling). При этом в качестве установки для трехмерной печати может быть использована система лазерной наплавки МХ-450(600) (INSSTEK, INC.), а в качестве подложки - цилиндрическая оснастка системы в виде вала или трубы.
На втором этапе внутренние поверхности ступицы 3, стенок полотна 4 и кольцевого элемента 5 механически обрабатывают, например, на станке с числовым программным управлением. Данный этап может содержать несколько операций, необходимых для получения требуемой шероховатости поверхности, в частности шлифование и полирование.
На третьем этапе осуществляют соединение стенок полотна 4 и частей кольцевого элемента 5 с натягом и формируют обод 2 по окружности внешней поверхности кольцевого элемента 5, а также, в частном случае, торцевой поверхности стенок полотна 4.
На четвертом этапе после выполнения диска в виде единой детали удаляют цилиндрическую подложку, в частности, посредством механической обработки. После удаления цилиндрической подложки наружные поверхности диска 1 могут быть подвергнуты механической обработке с целью придания им окончательной формы и требуемой шероховатости.
В качестве примера, был изготовлен диск турбины высокого давления диаметром примерно 230 мм, толщиной по ступице примерно 70 мм (см. фиг. 2) с внутренней полостью и с шероховатостью Ra поверхности до обработки более 10 мкм. В качестве метода механической обработки диска было использовано механическое и электрохимическое полирование. После обработки шероховатость Ra внешних и внутренних поверхностей диска составила 1,6 мкм, что подтверждает возможность достижения заявленного технического результата - обеспечение требуемой шероховатости поверхности полости диска турбомашины.
В качестве дополнительного технического результата в случае применения изготовленного диска в конструкции турбины газотурбинного двигателя достигается повышение полезной нагрузки двигателя, поскольку наличие полости обеспечивает уменьшение массы диска.
Способ изготовления диска турбомашины, в котором диск выполняют в виде единой детали методом трехмерной печати, для чего формируют ступицу и полотно, при этом полотно включает две стенки, образующие полость, отличающийся тем, что при выполнении диска в виде единой детали дополнительно формируют кольцевой элемент, состоящий по меньшей мере из двух частей, механически обрабатывают внутренние поверхности ступицы, стенок полотна и кольцевого элемента, осуществляют соединение стенок полотна и частей кольцевого элемента с натягом и формируют обод из материала, идентичного материалу полотна, по окружности внешней поверхности кольцевого элемента, при этом ступицу и полотно последовательно формируют на вращающейся подложке, которую удаляют после выполнения диска в виде единой детали.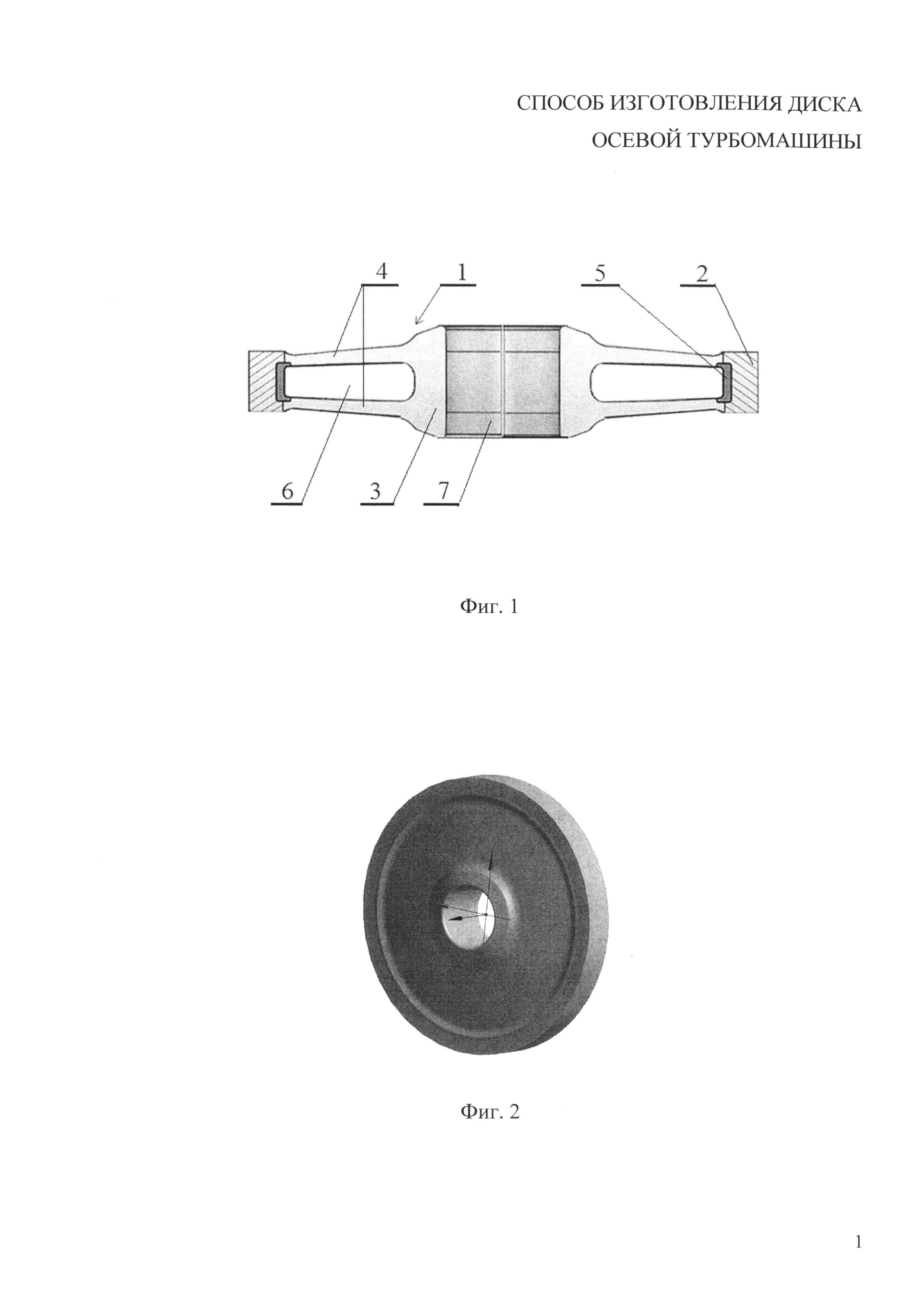
Система подачи жидкого кислорода и способ его подачи из бака потребителю
Способ определения адгезионной прочности теплозащитного покрытия на сдвиг и устройство для его осуществления
Способ спектрометрического измерения средней температуры слоя газа заданной толщины
Способ определения температуры потока нагретого газа
Муфта газогенератора
Цифровая электронная система управления с встроенной полной термогазодинамической математической моделью газотурбинного двигателя и авиационный газотурбинный двигатель
Способ измерения параметров пульсирующего потока
Способ охлаждения рабочей лопатки турбины газотурбинного двигателя
Малоразмерный газотурбинный двигатель с регенерацией тепла
Способ организации детонационно-дефлаграционного горения и детонационно-дефлаграционный пульсирующий прямоточный воздушно-реактивный двигатель
Способ изготовления интегрального блиска с охлаждаемыми рабочими лопатками, интегральный блиск и охлаждаемая лопатка для газотурбинного двигателя
Способ изготовления интегрального моноколеса турбины из различных металлических сплавов для газотурбинного двигателя
Способ позиционирования лопаток при изготовлении интегрального моноколеса турбины газотурбинного двигателя
Способ изготовления полого диска газотурбинного двигателя
Полый диск ротора турбины и способ его изготовления
Способ изготовления интегрального блиска с неохлаждаемыми рабочими лопатками для газотурбинного двигателя и интегральный блиск
Способ лазерной сварки полых изделий
Способ изготовления керамической оболочки для литья лопаток (варианты)

