Результат интеллектуальной деятельности: Способ модифицирования алюминия и его сплавов
Вид РИД
Изобретение
Изобретение относится к производству алюминия и может быть использовано при модифицировании расплавленного алюминия и его сплавов во время разливки и кристаллизации металла.
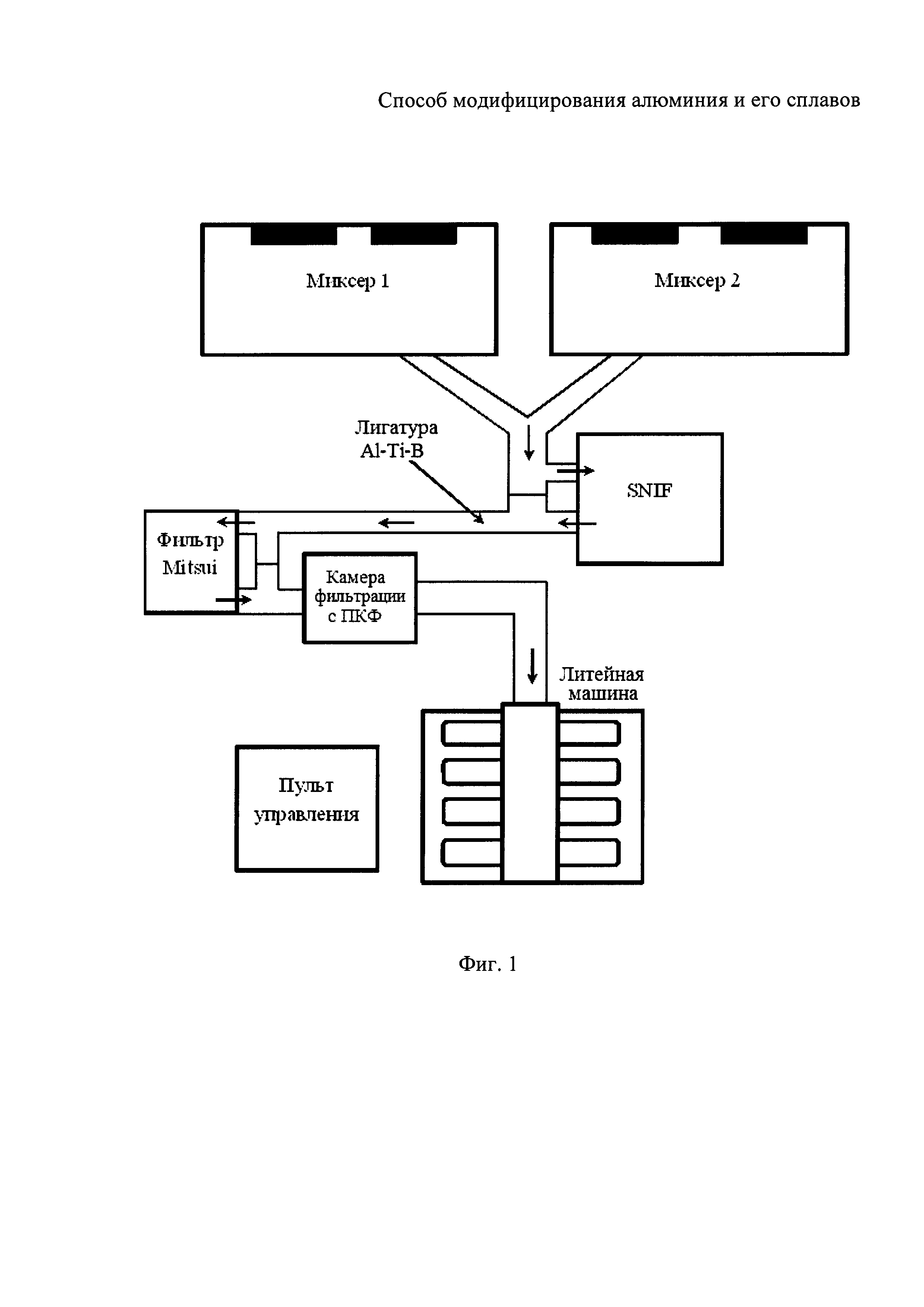
На отечественных алюминиевых и металлургических заводах, производящих продукцию из алюминия и его сплавов, основной вариант модифицирования расплава сводится к введению в него прутковой лигатуры. В качестве последней используют преимущественно лигатуру алюминий-титан-бор с различным содержанием титана и бора. Прутковую лигатуру с помощью специального дозирующего устройства в количестве 1-2 кг/т алюминия вводят непосредственно в металлотракт на участке от литейного миксера или печи до кристаллизатора литейной машины или изложницы (Напалков В.И., Махов С.В. Легирование и модифицирование алюминия и магния. М.: МИСиС. 2002. С. 48-52 [1]). На фиг. 1 показана традиционная схема модифицирования алюминия и его сплавов прутковой лигатурой Al-Ti-B.
Недостаток известной технологии модифицирования алюминия прутковой лигатурой заключается в подаче прутка через открытую поверхность расплавленного металла, что создает условия для захвата прутком оксидной пленки с поверхности металла. Устраняют этот недостаток установкой в металлотракте дополнительных фильтров для улавливания оксидных пленок (фиг. 1). При этом в фильтре наряду с оксидами задерживается часть интерметаллических соединений из лигатуры, что снижает эффективность модифицирования металла. Еще одним недостатком существующей технологии модифицирования алюминия лигатурным прутком является образование агломератов интерметаллических соединений, в частности агломератов из частиц диборида титана TiB2, которые частично осаждаются на дне металлотракта, а частично попадают в кристаллизующийся металл, ухудшая его качество.
Кроме того, известная технология не позволяет вводить в алюминий порошковую проволоку с модифицирующими добавками, особенно если порошки склонны к окислению на воздухе при температурах разливки металла. Плавление порошковой проволоки в поверхностных слоях потока металла в металлотракте приведет к всплыванию части порошка на поверхность металла и его потере со шлаком или в результате окисления кислородом воздуха.
Более совершенные способы модифицирования металла широко распространены в черной металлургии. Чаще всего для модифицирования и легирования стали используют порошковую проволоку с различными присадками, которую вводят в сталь с помощью трайбаппарата. Порошковая проволока - это лигатурный пруток, состоящий из металлической трубки диаметром несколько миллиметров, заполненной порошком легирующего или модифицирующего элемента.
Наиболее близкой по технической сути к заявляемому способу является технология, разработанная фирмой «Pfizer» (США). Технология предусматривает введение в ковш с расплавленным металлом порошковой проволоки через специальную фурму, погруженную в расплав, с одновременным вдуванием через фурму инертного газа - аргона. Подача прутка порошковой проволоки в ковш через фурму совместно с аргоном обеспечивает хорошую проработку металла на всю глубину ванны с одновременным рафинированием расплава инертным газом (Валуев Д.В. Внепечные и ковшевые процессы обработки стали в металлургии. Учебное пособие. 2-е испр. изд. Изд-во Томского политехнического университета. 2010. С. 144-153. [2]). По технической сущности, наличию сходных, существенных признаков это решение выбрано в качестве прототипа.
Подобная схема модифицирования металла в ковшах ограниченно применима к алюминиевому производству в силу того, что алюминий модифицируют непосредственно в металлотракте при подаче металла из миксеров в кристаллизаторы литейной машины. Если модифицировать алюминий и его сплавы в ковшах с последующей заливкой металла в миксер и разливкой из миксера в кристаллизатор, то значительная часть модифицирующего эффекта будет потеряна в т.ч. за счет ликвации интерметаллидов, содержащихся в лигатуре, на дно металлургических емкостей (ковшей, миксеров).
Задачей предполагаемого изобретения является повышение эффективности модифицирования алюминия и его сплавов прутковыми лигатурами при разливке и кристаллизации металла, а также расширение номенклатуры модификаторов за счет использования порошковой проволоки.
Технический результат при внедрении предлагаемого технического решения:
- сокращение расхода прутковой лигатуры при обеспечении высокой степени измельчения зерна разливаемого металла;
- уменьшение степени загрязнения алюминия и его сплавов оксидными включениями;
- разрушение агломератов интерметаллических соединений в модифицируемом металле;
- отказ от использования пенокерамических фильтров для очистки металла после введения прутковой лигатуры;
- расширение номенклатуры используемых лигатурных прутков, в т.ч. за счет применения порошковой проволоки с окисляющимися при высоких температурах порошками.
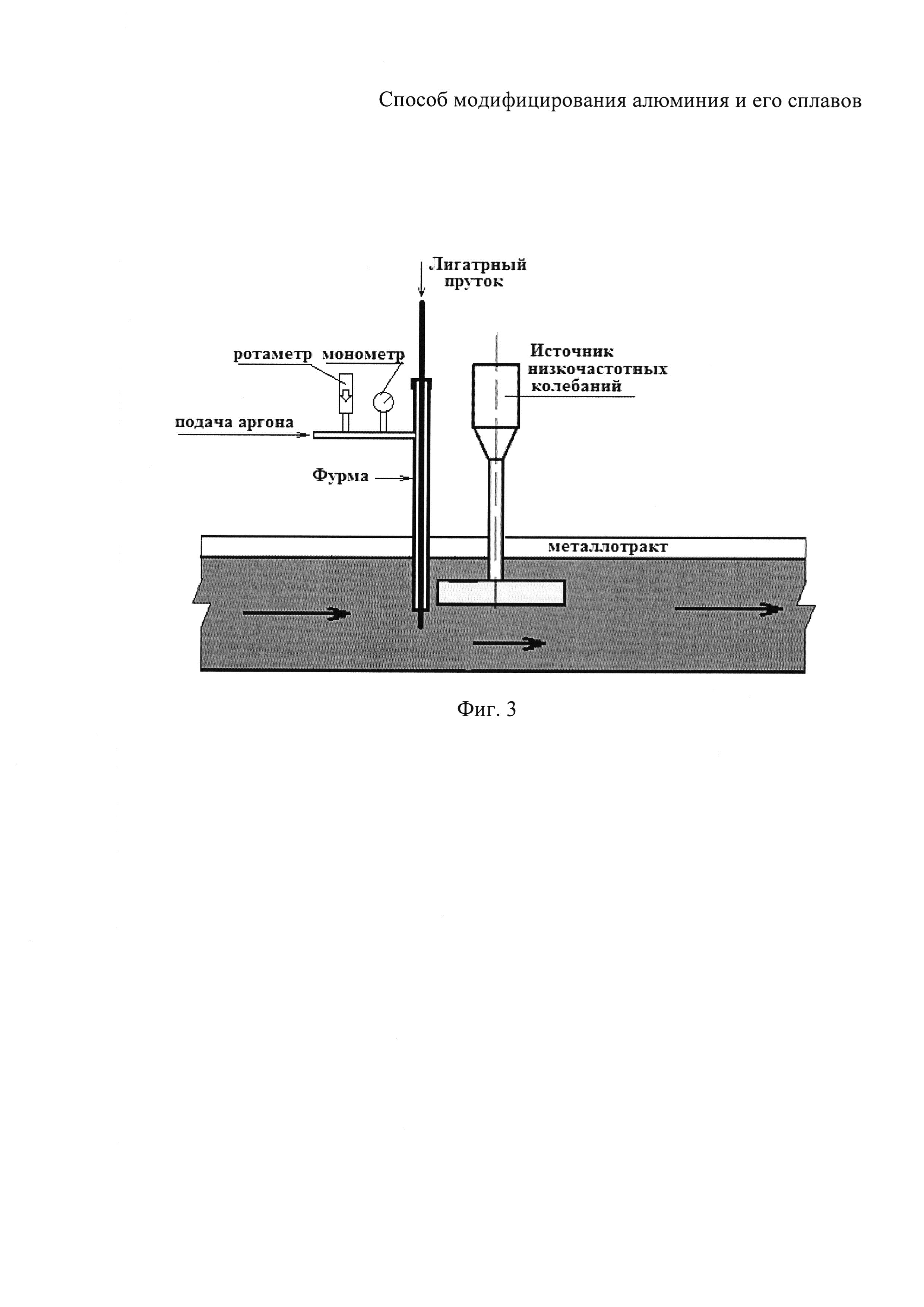
Достигается это тем, что в способе модифицирования алюминия и его сплавов, ввод лигатурного прутка через загубленную в расплав фурму одновременно с инертным газом, осуществляют в поток расплавленного металла, при этом на металл с растворенным лигатурным прутком воздействуют низкочастотными колебаниями или ультразвуком, причем излучатель колебаний располагают за местом ввода лигатурного прутка по направлению движения металла. Подачу инертного газа в фурму осуществляют до уровня, обеспечивающим заполнение фурмы газом, без выхода газа в поток расплавленного металла. Воздействие низкочастотными колебаниями или ультразвуком на поток металла с растворенным лигатурным прутком осуществляют в течение не менее 30 с. Фурму располагают после установок рафинирования металла.
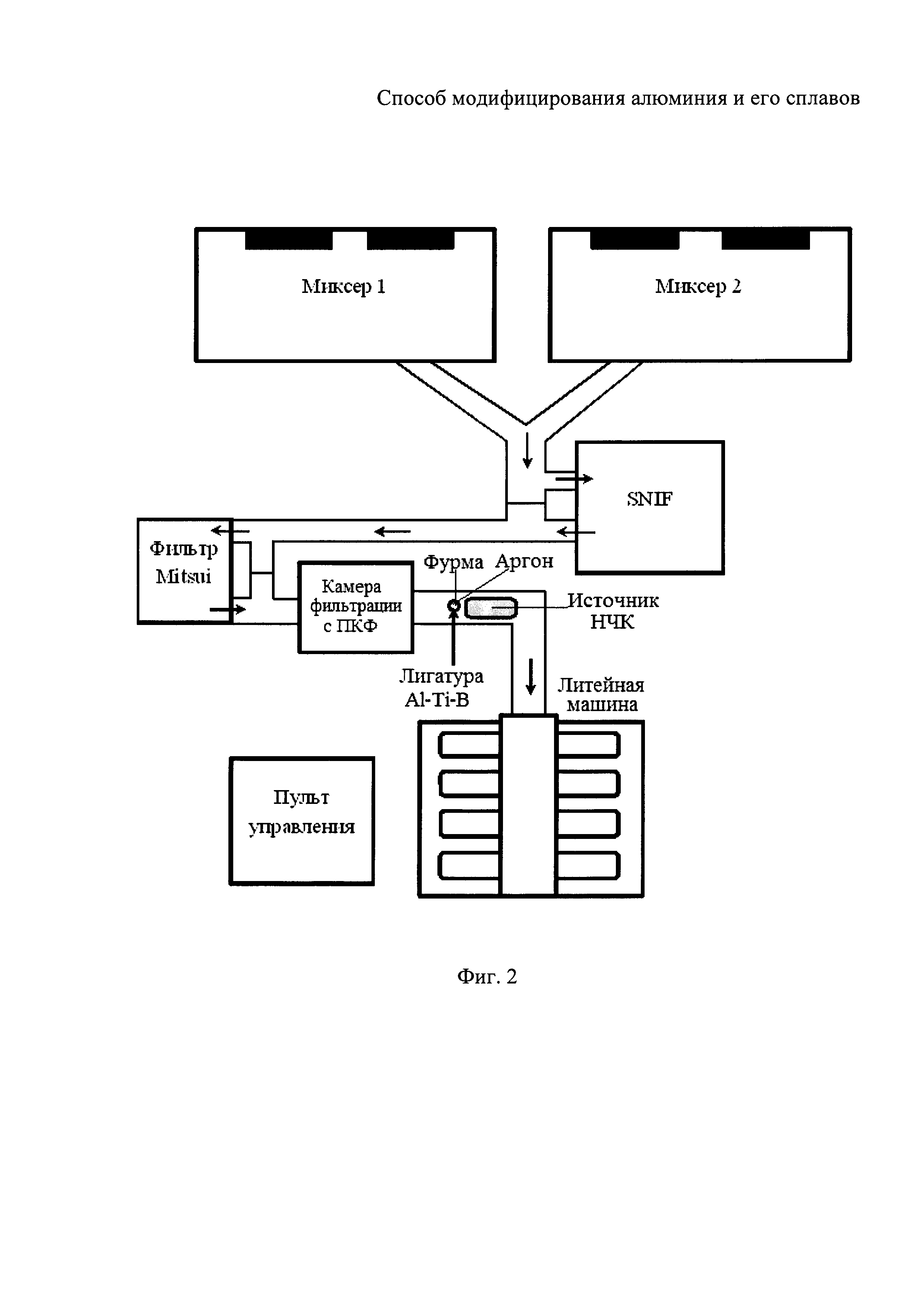
На фиг. 2 показан один из вариантов реализации заявляемого способа модифицирования алюминия и его сплавов, при котором лигатурный пруток вводят в расплав через фурму одновременно с аргоном непосредственно перед источником низкочастотных колебаний.
Техническая сущность заявляемого решения заключается в следующем.
Введение лигатурного прутка в поток жидкого алюминия или его сплава непосредственно перед кристаллизацией металла повышает эффективность использования модификатора, по сравнению с его подачей в ковш или миксер. При введении прутка в ковш с металлом или в миксер увеличивается время пребывания лигатуры в расплаве. В результате теряется часть модифицирующего эффекта за счет полного растворения в алюминии некоторого количества растворимых интерметаллических соединений без образования центров кристаллизации, а также благодаря ликвации на дно металлургической емкости нерастворимых и крупных интерметаллидов.
Подача лигатурного прутка в поток расплавленного металла через фурму одновременно с инертным газом исключает захват прутком оксидной пленки с поверхности металла, как это происходит при подаче прутка непосредственно в расплав металла. Это обстоятельство уменьшает загрязнение расплава оксидными (шлаковыми) включениями. Последующая обработка металла с растворенным лигатурным прутком низкочастотными колебаниями или ультразвуком измельчит оставшиеся в расплаве оксидные включения, а также разрушит агломераты интерметаллических соединений, поступающих с лигатурным прутком или порошковой проволокой. В результате появляется возможность отказаться от дополнительной фильтрации металла через пенокерамический фильтр, в котором также теряется часть интерметаллических соединений.
Расположение излучателя низкочастотных или ультразвуковых колебаний за местом ввода лигатурного прутка по направлению движения металла приводит к тому, что модифицирующий пруток, погружаясь в металл, плавится, растворяется и, благодаря движению металла по металлотракту, попадает под действие источника колебаний. Под воздействием низкочастотных или ультразвуковых колебаний агломераты интерметаллических соединений лигатурного прутка разбиваются на отдельные частицы и более мелкие агломераты, которые распределяются в потоке металла. В результате обеспечивается равномерное распределение индивидуальных интерметаллидов в модифицируемом металле без загрязнения его оксидными включениями. В итоге повышается эффективность использования модифицирующей лигатуры, сокращается ее расход при обеспечении одинакового модифицирующего эффекта.
Подача инертного газа через погруженную в расплав фурму препятствует поступлению металла в фурму и исключает возможность замораживания металла холодным лигатурным прутком внутри фурмы.
В ряде случаев подачу инертного газа в фурму поддерживают на уровне, обеспечивающем заполнение фурмы газом без выхода газа в поток расплавленного металла. Благодаря этому исключается флотация (всплытие) интерметаллических соединений пузырьками инертного газа на поверхность металла. Такой способ подачи лигатурного прутка в поток металла актуален для случаев, когда в составе прутка или порошковой проволоки присутствуют легко окисляемые интерметаллические соединения или металлы.
Экспериментально установлено: для того, чтобы эффективно обработать металл с растворенным лигатурным прутком, гарантированно разрушить основное количество агломератов интерметаллических соединений и равномерно распределить их в расплаве, на поток металла воздействуют низкочастотными колебаниями или ультразвуком в течение не менее 30 с. Меньшая продолжительность обработки металла снижает эффект модифицирования при прочих равных условиях. Необходимое время обработки потока металла низкочастотными колебаниями или ультразвуком обеспечивается скоростью движения металла по металлотракту, а также протяженностью участков металлотракта, обрабатываемых низкочастотными колебаниями или ультразвуком.
Подача лигатурного прутка в поток металла через фурму с инертным газом с одновременной обработкой расплава низкочастотными колебаниями или ультразвуком в течение не менее 30 с, минимизирует содержание оксидных включений в модифицированном металле. Это позволяет вводить лигатурный пруток после установок рафинирования металла, непосредственно перед кристаллизацией расплава. При этом сокращаются потери интерметаллических соединений в металлотракте и установках рафинирования металла, увеличивается эффективность модифицирования расплава.
Сравнение предлагаемого решения с ближайшим аналогом показывает следующее. Предлагаемое решение и ближайший аналог характеризуются сходными признаками:
- оба решения предусматривают введение лигатурного прутка (в т.ч. порошковой проволоки) в расплав металла;
- подачу прутка в расплав металла проводят через заглубленную фурму;
- пруток подают через заглубленную фурму одновременно с инертным газом;
Предлагаемое решение отличается от ближайшего аналога следующими признаками:
- лигатурный пруток вводят не в ковш с металлом (стационарный объем металла), а в поток расплавленного металла;
- на поток металла с растворенным лигатурным прутком воздействуют низкочастотными колебаниями или ультразвуком;
- излучатель колебаний располагают за местом ввода лигатурного прутка по направлению движения металла;
- подачу инертного газа в фурму поддерживают на уровне, обеспечивающем заполнение фурмы газом без выхода газа в поток расплавленного металла;
- на поток металла с растворенным лигатурным прутком воздействуют низкочастотными колебаниями или ультразвуком в течение не менее 30 с;
- лигатурный пруток вводят в расплав причем фурму располагают после установок рафинирования металла.
Предлагаемое техническое решение характеризуется признаками, как сходными с признаками ближайшего аналога, так и отличительными признаками, что позволяет сделать вывод о его соответствии условию патентоспособности «новизна».
Сравнительный анализ предлагаемого технического решения с известными решениями в данной области техники, проведенный по результатам поиска в патентной и научно-технической литературе, выявил следующее:
Известен способ ввода модифицирующих добавок в расплавленный металл и устройство для его осуществления (патент RU №2506319, МПК С21С. Опубл. 10.02.2014 г.) Согласно известному решению модифицирующие добавки предварительно закрепляют на подвижном расходуемом носителе в виде сформированных дозированных порций и вводят в расплавленный металл. В качестве подвижного расходуемого носителя используют плоскую металлическую ленту, края которой отгибают с образованием желоба. Устройство содержит трайб-аппарат с направляющим желобом для подачи подвижного расходуемого носителя и разматыватель, и снабжено питателем для хранения порций модифицирующих добавок и узлом подачи упомянутых порций на подвижный расходуемый носитель с направляющим желобом, узлом подготовки профиля расходуемого носителя, дозирующе-отделяющим узлом и узлом закрепления порций модифицирующих добавок на подвижном расходуемом носителе, при этом направляющий желоб для подачи порций модифицирующих добавок примыкает к направляющему желобу для подачи подвижного расходуемого носителя после узла подготовки профиля расходуемого носителя.
Известен способ модифицирования сталей и сплавов, включающий получение расплава металла или сплава в плавильном агрегате, выпуск его в ковш, ввод в расплав модификаторов. В качестве модификаторов используют нанопорошки карбонитрида титана и карбида вольфрама в равных долях в диапазоне 5-10 вес. %, которые смешивают с никелевым порошком. Смесь компактируют и вводят в расплав перед окончанием плавки или в струю расплава при его выпуске в количестве 0,03-0,45% от массы расплава (патент RU №2454466, С21С 5/52, МПК С21С 7/06. Опубл. 27.06.2012 г.).
В патенте на полезную модель №103502 описано устройство для модифицирования расплава, которое содержит выполненный из жаропрочного материала корпус, соединенный со штоком, имеющим возможность соединения с приводом перемещения устройства в расплав и из него. В корпусе образована емкость, имеющая каналы для загрузки модификатора и сообщения полости емкости с расплавом, причем устройство оснащено размещенной в корпусе индукционной катушкой, охватывающей емкость и имеющей возможность соединения с источником питания (патент RU на полезную модель №103502. B22D 27, МПК B22D1. Опубл. 20.04.2011 г.).
Известен способ вибрационной обработки металла, в соответствии с которым в кристаллизационную емкость заливают расплав основы композиции, например алюминия. Добавляют упрочняющие компоненты композиции. В расплав погружают поршень и располагают его неподвижно на расстоянии от дна емкости, равном трем радиусам поршня. Кольцевой зазор между емкостью и поршнем составляет (0,005÷0,03)R1, где R1 - внутренний радиус кристаллизационной емкости, м. Уровень расплава над верхней плоскостью поршня составляет (2÷8)δ(R0/R1)2, где δ - амплитуда колебаний, м; a R0 - радиус поршня, м. Сообщают емкости гармонические колебания в вертикальной плоскости с частотой 16-460 Гц и амплитудой, определяемой по формуле δ=1500η/(R02ρμ), где η - вязкость расплава, Па⋅с, μ - частота колебаний, Гц, ρ - плотность сплава, кг/м3. Реализация способа обеспечивает увеличение производительности и повышение качества сплава за счет высокой степени однородности и дегазации, измельчения структуры (Патент RU №2287402, МПК B22D 27/08. Опубл. 20.11.2006 г.).
Известен способ получения лигатуры алюминий-титан-цирконий, включающий плавление материала, содержащего алюминий и переходный металл, перемешивание расплава и кристаллизацию, отличающийся тем, что в качестве материала, содержащего алюминий и переходный металл используют лигатурные сплавы алюминий-титан и алюминий-цирконий, при поддержании в расплаве отношения по массе титана к цирконию 0,15-1,5, расплав нагревают до температуры на 160-300°C выше температуры ликвидуса, на расплав воздействуют низкочастотными колебаниями для равномерного распределения алюминидов и проводят кристаллизацию расплава со скоростью 103-104 град/с, причем воздействие на расплав низкочастотными колебаниями осуществляют не менее 1 мин. (Патент RU №2518041, МПК С22С 1/00, опубл. 10.01.2014 г.).
Ни в одном из известных технических решений не найдена совокупность признаков, описанных в заявляемом техническом решении и обеспечивающих достижение заявленных результатов. Проведенный анализ показал, что на момент подачи заявки на изобретение не выявлены технические решения, характеризующиеся аналогичной с предлагаемым решением совокупностью известных и неизвестных признаков, что свидетельствует о соответствии предлагаемого технического решения условию патентоспособности изобретения «изобретательский уровень».
Соответствие заявляемого решения условию патентоспособности «промышленная применимость» доказывается экспериментальными данными, полученными в ходе промышленных испытаний.
Способ иллюстрируется графически, на фиг. 1 Установка производства плоских слитков с традиционной схемой модифицирования алюминия прутковой лигатурой Al-Ti-В. (стрелками на схеме указано направление движения металла в металлотракте)
Пояснения к схеме:
SNIF - установка рафинирования алюминия продувкой инертным газом-аргоном;
Фильтр Mitsui - металлофильтр очистки расплава алюминия;
Камера фильтрации с ПКФ - камера фильтрации с пенокерамическим фильтром;
Фиг. 2 Установка производства плоских слитков с заявляемой схемой модифицирования алюминия прутковой лигатурой Al-Ti-B.
(стрелками на схеме указано направление движения металла в металлотракте)
Пояснения к схеме:
SNIF - установка рафинирования алюминия продувкой инертным газом-аргоном;
Фильтр Mitsui - металлофильтр очистки расплава алюминия;
Камера фильтрации с ПКФ - камера фильтрации с пенокерамическим фильтром;
Источник НЧК - источник низкочастотных колебаний или ультразвука.
Фиг. 3 Схема введения лигатурного прутка и инертного газа в поток металла через заглубленную фурму и обработки расплава низкочастотными колебаниями или ультразвуком, (стрелками на схеме указано направление движения металла в металлотракте)
Пример 1
Промышленные испытания заявляемого технического решения проводились на литейно-плавильном комплексе одного из алюминиевых заводов (фиг. 1, фиг. 2). Комплекс включает два миксера с жидким алюминием, из которых металл разливают по очереди. Одновременно отливают три слитка размером 600×1750×4700 мм каждый. До поступления из миксера в кристаллизаторы литейной машины, металл проходит очистку в несколько стадий:
- в установке SNIF - продувка пузырьками аргона при интенсивном перемешивании металла;
- в металлофильтре Mitsui;
- в камере с пенокерамическим фильтром.
Сравнительные испытания проводили по трем вариантам:
Вариант 1. Введение лигатурного прутка Al-Ti-B по традиционной схеме (фиг. 1);
Фурма для подачи лигатурного прутка и инертного газа, а также источник низкочастотных колебаний или ультразвука могут быть установлены на любом участке металлотракта от миксера до литейной машины. Предпочтительнее установить фурму и источник низкочастотных колебаний или ультразвука после камеры фильтрации с пенокерамическим фильтром (фиг. 2). Это уменьшит потери интерметаллических соединений в установках рафинирования металла.
Вариант 2. Введение лигатурного прутка Al-Ti-B по заявляемой технологии: через заглубленную в поток металла фурму одновременно с инертным газом и обработкой расплава низкочастотными колебаниями.
Для возбуждения в расплаве низкочастотных колебаний используют электромагнитный вибратор прямоугольной формы из силицированного графита с преобразователем частоты переменного тока, питающего обмотку катушки электромагнита. Расплав обрабатывают при амплитуде колебаний ~0,5 мм и частотах 30÷50 Гц. Длина электромагнитного вибратора составляет 42 см, что соответствует времени обработки расплава около 40 с.
Вариант 3. Введение лигатурного прутка Al-Ti-B по заявляемой технологии: через заглубленную в поток металла фурму одновременно с инертным газом и обработкой расплава ультразвуком. Использовали две установки ультразвуковой обработки расплава на базе магнитострикционного преобразователя ПМС-18, расположенные в металлотракте последовательно на расстоянии 200 мм друг от друга. Максимальная выходная мощность установки 5 кВт. Амплитуда ультразвуковых колебаний рабочего торца ПМС-18 на холостом ходу 14÷16 мкм. Рабочая частота преобразователей 17,5 кГц.
Критерием эффективности схем модифицирования по вариантам 1, 2, 3 служит размер зерна модифицируемого металла при одинаковом расходе лигатуры, равном 1,5 кг/т алюминия. Также во всех трех вариантах поддерживали одинаковые режимы рафинирования металла и литья слитков: подача аргона в SNIF 9,0 нм3/ч, температура металла 700±5°C, скорость литья 60 мм/мин., расход охлаждающей воды 220÷240 м3/ч., давление охлаждающей воды 5÷6 кг/см2, температура охлаждающей воды 20÷24°C.
Из полученных по вариантам 1,2,3 крупногабаритных слитков вырезали темплеты сечением 600×1750 мм, которые после шлифовки травили раствором каустической щелочи NaOH для изучения макроструктуры слитков.
Макроструктура слитка, модифицированного по варианту 1: структура неравномерная - средний размер зерна на расстоянии 150÷200 мм от края слитка составляет 175±12 мкм, в центре слитка 334±15 мкм.
Макроструктура слитка, модифицированного по варианту 2: структура равномерная с незначительным увеличением размера зерна от периферии слитка (122±10 мкм) к центру слитка (151±12 мкм) без резкой границы перехода.
Макроструктура слитка, модифицированного по варианту 2: структура относительно равномерная с увеличением размера зерна от периферии слитка (130±11 мкм) к центру слитка (182±13 мкм).
Пример 2.
Испытания заявляемой технологии проводили на литейно-плавильном комплексе, описанном в примере 1, по варианту 2: введение лигатурного прутка через заглубленную в поток металла фурму с инертным газом и обработкой расплава низкочастотными колебаниями. В качестве лигатурного прутка использовали порошковую проволоку диаметром 12 мм, заполненную порошком алюминида титана Al3Ti. Средний размер частиц порошка Al3Ti~15 мкм. Скорость подачи порошковой проволоки в расплав соответствовала концентрации титана в модифицируемом металле в пределах 0,005÷0,007% вес. Для того чтобы исключить потерю частиц Al3Ti в результате флотации их инертным газом на поверхность металла, подачу аргона в фурму снижают до минимума, либо поддерживают на уровне, обеспечивающем заполнение фурмы газом без выхода газа в поток расплавленного металла. Режимы рафинирования металла и литья слитков, а также подготовка темплетов из слитков для анализа макроструктуры, аналогичны приведенным в примере 1.
Макроструктура слитков, модифицированных порошковой проволокой с алюминидом титана, равномерная с незначительным увеличением размера зерна от периферии слитка (144±13 мкм) к центру слитка (195±16 мкм).
Результаты промышленных испытаний подтвердили факт более эффективного измельчения зерна алюминия при модифицировании по предлагаемой технологии. Использование заявляемого технического решения повысит эффективность модифицирования алюминия и его сплавов прутковыми лигатурами при разливке и кристаллизации металла.
Цилиндрический линейный асинхронный двигатель
Способ вентиляции карьера
Способ определения смачиваемости минеральных порошков
Способ тепловой подготовки воздуха
Способ проветривания карьера
Устройство для усиления несущих конструкций
Способ рентгенофазового определения криолитового отношения при электролитическом получении алюминия
Сплав на основе золота белого цвета 585 пробы
Электролизер для получения жидких металлов электролизом расплавов
Способ укрытия анодного массива
Способ определения степени износа карбидокремниевых блоков для боковой футеровки кожуха алюминиевых электролизеров
Электролизер для производства алюминия
Устройство отвода газов из-под подошвы самообжигающегося анода
Алюминиевый сплав
Устройство для сжатия горячего шлака цветного металла
Газосборник алюминиевого электролизера (варианты)
Электролизер для производства алюминия
Графито-оксидный огнеупор
Электролизер для производства алюминия
Способ получения алюминиево-кремниевых сплавов в алюминиевых электролизерах

