Результат интеллектуальной деятельности: СИСТЕМА ЛАЗЕРНОЙ ПЕЧАТИ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Данное изобретение относится к системе лазерной печати и способу лазерной печати, в частности, в области 3-мерной (3D) печати с помощью лазеров для аддитивного производства, которое, например, используется для быстрого изготовления прототипов. Данное изобретение не имеет отношения к 2-мерной (2D) печати, такой как печать документов.
УРОВЕНЬ ТЕХНИКИ
Машины для селективного лазерного плавления состоят из отдельного высокомощного лазера и сканера для сканирования лазером облучаемой зоны. В таких машинах лазер и сканер установлены вне технологической камеры, и лазерное излучение может проходить через входное окно в технологическую камеру, которая содержит зону формирования. Для повышения скорости обработки целесообразно иметь печатающую головку с несколькими независимыми каналами, т.е., адресуемый массив лазеров, охватывающий значительную часть зоны. Предпочтительно печатающая головка охватывает полную ширину печатной зоны при использовании одного лазерного источника на пиксель, поэтому печатная головка должна перемещаться только в одном направлении. Надежность и расходы на обслуживание таких адресуемых массивов могут представлять проблему.
В US 2005/0151828 A1 описывается устройство для ксерографической лазерной печати. В системе ксерографической печати имеется узел лазерного формирователя изображений с печатающей штангой, содержащий множество микрооптических светоизлучающих массивов. Микрооптический светоизлучающий массив содержит множество поверхностно-излучающих лазеров с вертикальным резонатором, при этом каждый поверхностно-излучающий лазер с вертикальным резонатором фокусируется с помощью микрооптического элемента.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Таким образом, целью настоящего изобретения является создание усовершенствованной системы лазерной печати и соответствующего способа лазерной печати.
В соответствии с первым аспектом, предлагается система лазерной печати для облучения объекта, движущегося относительно лазерного модуля системы лазерной печати в рабочей плоскости. Лазерный модуль содержит, по меньшей мере, два лазерных массива полупроводниковых лазеров и, по меньшей мере, один оптический элемент. Оптический элемент выполнен с возможностью отображения лазерного излучения, испускаемого лазерными массивами, таким образом, что лазерное излучение полупроводниковых лазеров одного лазерного массива отображается на один пиксель в рабочей плоскости системы лазерной печати.
Предпочтительно элемент площади пикселя облучается посредством, по меньшей мере, двух полупроводниковых лазеров.
Известные системы лазерной печати используют либо отдельные высокомощные лазеры, либо массивы лазеров. В случае высокомощных лазеров может использоваться, например, отдельный полупроводниковый лазер с торцевым излучением, в то время как в случае лазерных массивов предпочтительно используются поверхностно-излучающие лазеры с вертикальным резонатором (VCSEL). Массивы VCSEL легко могут изготавливаться в технологических процессах на полупроводниковых пластинах, но они обычно излучают меньше энергии, чем полупроводниковые лазеры с торцевым излучением. Оптические системы этих известных систем лазерной печати проецируют или фокусируют светоизлучающий слой каждого полупроводникового лазера на рабочую плоскость.
В отличие от указанного подхода, в предпочтительном варианте осуществления настоящего изобретения предлагается отображение, по меньшей мере, двух лазерных массивов на два пикселя в рабочей плоскости с помощью оптического элемента. Изображения лазерных массивов не содержат четких изображений светоизлучающих слоев полупроводниковых лазеров. Излучение, испускаемое, по меньшей мере, двумя лазерами одного из лазерных массивов, облучает каждый элемент площади пикселя таким образом, что нет такого элемента площади, который облучается всего лишь одним полупроводниковым лазером. Предпочтительно три, четыре или множество полупроводниковых лазеров одного лазерного массива одновременно облучают один элемент площади пикселя. Возможно даже, что два лазерных массива одновременно отображаются на один и тот же пиксель. При этом путем использования множества полупроводниковых лазеров на элемент площади пикселя в рабочую плоскость может передаваться более значительная интенсивность. Размытое изображение множества полупроводниковых лазеров массивов формирует пиксели в рабочей плоскости. Система лазерной печати может быть более надежной ввиду относительно небольшого вклада каждого отдельного полупроводникового лазера в облучение или затраты энергии на объект в рабочей плоскости с помощью оптической энергии. Нарушение нормальной работы отдельного полупроводникового лазера лазерного массива не приводит вследствие этого к нарушению нормальной работы системы лазерной печати.
Лазерный модуль может перемещаться относительно системы лазерной печати (сканирование), и/или объект может перемещаться относительно системы лазерной печати. Объект может представлять собой слой порошка, который может спекаться с помощью системы лазерной печати. Может быть предпочтительным, чтобы перемещался только объект. В системе лазерной печати может быть предусмотрена возможность облучения полной ширины объекта, движущегося перпендикулярно ширине объекта, с помощью одного, двух, трех, четырех или более лазерных модулей. Полупроводниковые лазеры могут представлять собой полупроводниковые лазеры с торцевым излучением, но массивы VCSEL могут являться предпочтительными ввиду низкой стоимости.
Оптический элемент может быть установлен таким образом, что предметная плоскость оптического элемента относительно рабочей плоскости не совпадает с плоскостью полупроводниковых лазеров, поэтому конусы лазерного излучения, испускаемого смежными полупроводниковыми лазерами, перекрываются в предметной плоскости. Плоскость полупроводниковых лазеров лазерных массивов определяется светоизлучающими слоями полупроводниковых лазеров. Светоизлучающие слои содержат оптический резонатор полупроводниковых лазеров, содержащий активный слой и соответствующие зеркала резонатора. Оптический элемент может представлять собой отдельную изображающую линзу, либо более сложную изображающую оптику, определяющую предметную плоскость относительно рабочей плоскости. Размещение предметной плоскости относительно светоизлучающих слоев полупроводниковых лазеров лазерных массивов может вызывать размытое изображение перекрывания светоизлучающих слоев в рабочей плоскости. Распределение энергии в рабочей плоскости может при этом являться более равномерным по сравнению с проекцией каждого светоизлучающего слоя полупроводниковых слоев на рабочую плоскость. Кроме того, оптический элемент может быть столь же простым, как и одна проекционная линза на лазерный модуль, но с целью увеличения расстояния между рабочей плоскостью и лазерными модулями могут использоваться более сложные комбинации линз. Для обеспечения четкой проекции каждого светоизлучающего слоя микролинзовые массивы могут не понадобиться.
Лазерный модуль или лазерные модули системы лазерной печати предпочтительно содержат три, четыре или множество лазерных массивов. Отдельный лазерный массив может отображаться на один пиксель в рабочей плоскости. Пиксели могут прилегать друг к другу таким образом, что часть испускаемой оптической энергии одного лазерного массива перекрывается с оптической энергией, испускаемой другим лазерным массивом. Возможно даже, что два, три или более из лазерных массивов отображаются на один и тот же пиксель в рабочей плоскости. Оптический элемент может содержать массив микрооптических элементов, которые могут отображать, например, лазерное излучение двух, например, смежных массивов лазерного модуля на один пиксель в рабочей плоскости. Два или более из массивов могут в этом случае отображаться на один пиксель. В качестве альтернативы или в дополнение, возможно, лазерное излучение, испускаемое различными лазерными массивами, облучает одну и ту же часть поверхности объекта в различные моменты времени. Последнее означает, что излучение первого массива может облучать заданную поверхность объекта в момент t1, а излучение второго массива может облучать заданную поверхность объекта в момент t2, более поздний, чем t1, при этом объект перемещался относительно лазерного модуля (модулей). Кроме того, система печати может содержать лазерные модули с различными рабочими плоскостями. Последнее может осуществляться путем помещения лазерных модулей на различных высотах относительно опорной поверхности и/или путем обеспечения различных оптических элементов. Различные рабочие плоскости могут оказаться целесообразными для трехмерной печати. В качестве альтернативы или в дополнение, возможно, лазерный модуль (модули) может перемещаться относительно опорной поверхности, параллельной рабочим плоскостям, которые всегда находятся на заданном расстоянии относительно лазерных модулей.
Лазерные массивы лазерного модуля или лазерных модулей могут быть установлены столбцами перпендикулярно направлению перемещения объекта в рабочей плоскости. Столбцы могут быть установлены в шахматном порядке или каскадом относительно друг друга таким образом, что первый лазерный массив первого столбца лазерных массивов выполнен с возможностью облучения первой зоны объекта, а второй лазерный массив второго столбца лазерных массивов выполнен с возможностью облучения второй зоны объекта, при этом первая зона является смежной со второй зоной таким образом, что обеспечивается сплошное облучение объекта. Изображения лазерных массивов могут частично перекрываться, как описано выше.
Лазерные массивы могут быть прямоугольными, при этом длинная сторона прямоугольника установлена параллельно направлению перемещения объекта в рабочей плоскости. Такое расположение обеспечивает более высокие величины полной энергии на пиксель путем обеспечения большего числа полупроводниковых лазеров на пиксель без снижения разрешения в поперечном направлении, перпендикулярном направлению перемещения объекта.
В соответствии с изобретением, система лазерной печати содержит два, три, четыре или множество лазерных модулей. Использование множества лазерных модулей может обеспечивать более значительную печатную зону. Кроме того, можно избежать сложных оптических элементов благодаря использованию, например, одной изображающей линзы на лазерный модуль.
Кроме того, лазерные модули установлены столбцами перпендикулярно направлению перемещения объекта в рабочей плоскости. Столбцы установлены в шахматном порядке или каскадом относительно друг друга таким образом, что первый лазерный модуль первого столбца лазерных модулей выполнен с возможностью облучения первой зоны объекта, а второй лазерный модуль второго столбца лазерных модулей выполнен с возможностью облучения второй зоны объекта, при этом первая зона является смежной со второй зоной таким образом, что обеспечивается сплошное облучение объекта.
Указанное число столбцов лазерных модулей может быть расположено таким образом, что расстояние между лазерными модулями одного столбца лазерных модулей минимизировано. Диаметр модуля и ширина изображения массивов могут определять число столбцов, необходимое для обеспечения зоны, охватывающей облучение объекта с помощью лазерных модулей. Чем больше диаметр модуля по отношению к ширине изображения расположения массива, тем больше столбцов может понадобиться.
Лазерные массивы каждого лазерного модуля могут располагаться в продолговатой конфигурации, при этом длинная сторона продолговатой конфигурации расположена перпендикулярно направлению перемещения объекта в рабочей плоскости. Каждый лазерный модуль может содержать, например, два, три или более столбцов лазерных массивов, перпендикулярных направлению перемещения объекта в рабочей плоскости. Число массивов на столбец может превосходить число столбцов. Указанная конфигурация может обеспечивать равномерное облучение объекта с помощью относительно простой управляющей схемы отдельных массивов, особенно, если в состав системы лазерной печати входит более одного лазерного модуля. Каждый элемент площади объекта может в данном случае облучаться только одной специально предназначенной для этого лазерного массива, при этом смежные лазерные массивы облучают смежные пиксели. Скорость перемещения объекта в рабочей плоскости может настраиваться с целью определения полной энергии на элемент площади объекта.
Система лазерной печати может содержать два, три, четыре или множество лазерных модулей, при этом лазерные массивы каждого лазерного модуля расположены в продолговатой конфигурации с целью обеспечения обширного рабочего пространства (ширины печати, перпендикулярной направлению перемещения объекта) системы лазерной печати.
Лазерные массивы каждого лазерного модуля в качестве альтернативы могут располагаться в продолговатой конфигурации, при этом длинная сторона продолговатой конфигурации располагается наклоненной или повернутой относительно направления, перпендикулярного направлению перемещения объекта в рабочей плоскости. Заданный угол наклона или поворота продолговатой конфигурации лазерных модулей вокруг их центров может обеспечивать профили интегральной интенсивности с пологими наклонами, которые могут также перекрываться со смежными пикселями для повышения равномерности распределения полной интенсивности, особенно, если пиксели незначительно разъюстированы относительно друг друга. Последнее сокращает усилия по юстировке лазерных массивов и, следовательно, стоимость лазерных модулей и системы лазерной печати. Разъюстировка может в крайних случаях компенсироваться проведением дополнительной калибровки системы лазерной печати, при которой определяются скорость перемещения объекта по отношению к затратам энергии в единицу времени и элемент площади объекта калибровки.
В качестве альтернативы, два, три или более лазерных массивов одного и того же лазерного модуля или различных лазерных модулей могут размещаться для облучения одного и того же элемента объекта. Лазерные массивы могут размещаться для последовательного облучения элемента площади. Затраты энергии в единицу времени на элемент объекта в рабочей плоскости могут быть увеличены. Это может обеспечивать более высокие скорости объекта и, следовательно, более высокую производительность системы лазерной печати. Кроме того, допуск в отношении разъюстировки лазерных массивов и нарушений нормальной работы отдельных полупроводниковых лазеров может быть улучшен. Управляющие схемы различных массивов могут быть настроены на основе проведения калибровок с использованием объектов калибровки, как описано выше.
Оптический элемент лазерных модулей может быть установлен для уменьшения изображения лазерных массивов в рабочей плоскости. Уменьшение может обеспечивать меньший размер пикселя и более высокие плотности энергии. Каждый лазерный массив может дополнительно содержать микролинзовый массив, входящий в состав оптического элемента, при этом микролинзовый массив может устанавливаться для снижения расходимости лазерного излучения, испускаемого полупроводниковыми лазерами. Снижение расходимости может использоваться для нахождения компромисса между перекрыванием лазерного излучения, испускаемого полупроводниковыми лазерами в предметной плоскости, и размером отдельного пикселя. Кроме того, расстояние между лазерным массивом и рабочей плоскостью может настраиваться с помощью микролинзового массива, и/или оптический элемент (отображающая оптика) может быть упрощен.
Плотность лазерных массивов может изменяться в зависимости от площади объекта, облучаемого с помощью системы лазерной печати. Последнее может обеспечивать более высокие плотности энергии в заданных частях объекта. В качестве альтернативы или в дополнение, плотность полупроводниковых лазеров в массиве может настраиваться таким образом, что, например, меньшая или большая интенсивность может обеспечиваться на краю пикселей. Кроме того, форма массивов может подбираться для повышения равномерности и/или для создания заданного распределения интенсивности в рабочей плоскости. Массивы могут, например, иметь ромбовидную, треугольную, круглую, эллиптическую, трапецеидальную форму или форму параллелограмма.
Система лазерной печати содержит, по меньшей мере, первый и второй лазерные модули, установленные рядом друг с другом. Каждый лазерный модуль может содержать, по меньшей мере, два лазерных массива, при этом, по меньшей мере, один из двух лазерных массивов первого и второго лазерных модулей установлен в качестве перекрывающего источника лазерного излучения таким образом, что при функционировании один и тот же элемент площади в рабочей плоскости может облучаться перекрывающим источником лазерного излучения и лазерным массивом лазерного модуля, установленного вблизи лазерного модуля, содержащего перекрывающий источник лазерного излучения.
Перекрывающий источник лазерного излучения устанавливается для компенсации потенциальных разъюстировок лазерных модулей, которые могут приводить к непредусмотренным пробелам в облучении объекта в рабочей плоскости. Поэтому перекрывание может быть частичным.
Лазерные массивы могут облучать каждый отдельный пиксель в рабочей плоскости. Лазерный массив, который установлен в качестве перекрывающего источника лазерного излучения, может быть установлен для облучения того же пикселя или части того же пикселя, что и лазерный массив смежного лазерного модуля. Это означает, что оба лазерных массива могут облучать один и тот же элемент площади в рабочей плоскости в один и тот же момент времени. В качестве альтернативы, перекрывающий источник лазерного излучения может быть установлен для облучения того же элемента площади, что и лазерный массив смежного лазерного модуля, но позже или раньше по времени. Излучением перекрывающего источника лазерного излучения может, например, облучаться один элемент площади объекта в рабочей плоскости в момент t1, а лазерный массив смежного лазерного модуля может облучать тот же элемент площади в момент t2, более поздний, чем t1, ввиду перемещения объекта относительно лазерных модулей. Относительное перемещение может быть обусловлено перемещением объекта, перемещением лазерных модулей или перемещением объекта и лазерных модулей. Полная интенсивность, которая выдается в заданный элемент площади объекта, должна настраиваться таким образом, чтобы в элемент площади выдавалась практически такая же энергия, как и в случае полностью юстированных лазерных модулей, которым не нужен перекрывающий источник лазерного излучения. Энергия, которая выдается в элемент площади, должна настраиваться таким образом, чтобы дефекты в объекте были исключены. Может использоваться только перекрывающий источник лазерного излучения, либо лазерный массив смежного лазерного модуля, если имеется полное согласование между облучаемыми зонами. В качестве альтернативы, может использоваться и то, и другое с настраиваемой интенсивностью (например, 50%-ной интенсивностью), при этом настраиваемая интенсивность может быть настроена на относительную скорость объекта по отношению к лазерному модулю. Настройка выдаваемого лазерного излучения может быть важна, если отсутствует полное согласование между облучаемыми элементами площади (например, лишь половинное перекрытие из-за разъюстировки) для исключения выдачи слишком большой или слишком малой энергии.
Технические мероприятия, как описано в зависимых пунктах 2-13 формулы изобретения и соответствующем описании, могут комбинироваться с перекрывающим источником лазерного излучения, как описано выше.
Полная энергия, которая выдается, по меньшей мере, в один заданный элемент площади в рабочей плоскости, может быть такой, что в элемент площади выдается практически такая же энергия, как и в случае юстированных лазерных модулей без перекрывающего источника лазерного излучения.
Кроме того, полная энергия, которая выдается, по меньшей мере, в один заданный элемент площади в рабочей плоскости, может быть такой, что в элемент площади выдается практически такая же энергия, как и в случае без временного сдвига t2-t1 между облучением указанного, по меньшей мере, одного элемента площади лазерным массивом и соответствующим перекрывающим источником лазерного излучения.
Настраиваемая интенсивность лазерного массива и/или соответствующего перекрывающего источника лазерного излучения может быть такой, что потери энергии в интервале между облучением лазерным массивом и облучением соответствующим перекрывающим источником лазерного излучения заданного элемента площади в рабочей плоскости, который облучается лазерным массивом в момент t1 и перекрывающим источником лазерного излучения в момент t2, либо наоборот, компенсируются.
Настраиваемая интенсивность лазерного массива и/или соответствующего перекрывающего источника лазерного излучения может выбираться в зависимости от формирующего материала, используемого для 3-мерной печати.
В лазерном устройстве, которое не заявлено и содержит перекрывающий источник лазерного излучения, вместо лазерных массивов, как описано выше, могут использоваться источники лазерного излучения в виде отдельных лазеров. Технические мероприятия, как описано в зависимых пунктах 2-15 формулы изобретения и соответствующем описании, могут комбинироваться с перекрывающим источником лазерного излучения в лазерном устройстве, содержащем отдельные лазеры (вместо лазерных массивов), если это возможно.
Один пиксель может облучаться множеством полупроводниковых лазеров лазерного массива в одно и то же время, при этом полное число полупроводниковых лазеров может быть таким, что отказ менее чем заранее заданного числа полупроводниковых лазеров уменьшает выходную энергию лазерного массива лишь в пределах заранее заданного значения допуска. Это исключает неоправданное повышение требований в отношении срока службы полупроводниковых лазеров.
Лазерный модуль может быть выполнен с возможностью облучения, по меньшей мере, 2, а предпочтительнее 4, 8, 16, 32, 64 или более пикселей с помощью отдельного оптического элемента, связанного с лазерным модулем.
Оптический элемент, связанный с лазерным модулем, может иметь внешний контур, получаемый из круглого или осесимметричного контура, который усечен с двух противоположных сторон и в котором противоположные стороны выровнены относительно друг друга вдоль оси, которая предпочтительно ориентирована в направлении, перпендикулярном направлению перемещения. С помощью этого может быть достигнута компактная конструкция блока облучения, содержащего множество модулей, которые установлены в шахматном порядке в направлении перемещения.
Может предусматриваться устройство управления, которое индивидуально управляет полупроводниковыми лазерами или лазерным массивом таким образом, что полупроводниковый лазер или лазерный массив, который не используется для облучения, используется для подачи тепла в рабочую плоскость.
Полупроводниковый лазер или лазерный массив, который не используется для облучения, может функционировать при более низкой мощности, чем полупроводниковый лазер или лазерный массив, который используется для облучения.
По меньшей мере, два полупроводниковых лазера одного лазерного массива или, по меньшей мере, две подгруппы полупроводниковых лазеров одного лазерного массива могут быть индивидуально адресуемыми таким образом, что выходная энергия лазерного массива поддается регулированию путем отключения одного или более из полупроводниковых лазеров или одной или более из подгрупп полупроводниковых лазеров. Это позволяет выполнять различные функции с использованием соответствующего лазерного массива, например, использовать лазерный массив для нагрева без плавления или спекания формирующего материала или обеспечивать требуемую интенсивность в случае перекрывания источников лазерного излучения.
Множество полупроводниковых лазеров, образующих массив, может быть установлено таким образом, что внешний контур массива имеет практически многоугольную, а предпочтительно шестиугольную форму. При использовании такой конструкции распределение интенсивности массива практически не содержит крутых фронтов.
В соответствии с еще одним аспектом, система 3-мерной печати включает в себя технологическую камеру, содержащую основание для слоев материала, при этом в технологической камере установлены лазерные модули и при этом защитное устройство предпочтительно установлено на стороне лазерных модулей, обращенной к основанию.
Защитное устройство может быть выполнено, по меньшей мере, из одной пластины, которая является прозрачной для лазерного излучения, предпочтительно, по меньшей мере, из одной стеклянной пластины. Защитное устройство защищает оптические элементы и источники излучения и предохраняет лазерные модули от испарений и конденсатов.
Может предусматриваться терморегулятор, который регулирует температуру, по меньшей мере, поверхности защитного устройства, ориентированной в направлении основания.
Терморегулятор может быть выполнен с возможностью нагрева защитного устройства таким образом, что практически предотвращается тепловое излучение от материала в рабочей плоскости к защитному устройству, и максимально предотвращается теплопередача в блок облучения.
Система 3-мерной печати может быть выполнена с возможностью послойного отверждения материала в местах, соответствующих поперечному сечению изделия, которое должно формироваться в каждом слое с помощью лазерных модулей.
Материал может представлять собой порошок.
Лазерные модули образуют блок облучения, при этом блок облучения может быть выполнен с возможностью перемещения по всей рабочей плоскости.
Один лазерный массив может состоять из одного полупроводникового лазера, но может содержать, по меньшей мере, два полупроводниковых лазера.
Полупроводниковые лазеры могут включать в себя VCSEL (поверхностно-излучающие лазеры с вертикальным резонатором) и/или VECSEL (поверхностно-излучающие лазеры с вертикальным внешним резонатором).
В соответствии с еще одним аспектом настоящего изобретения, предлагается способ лазерной печати. Способ включает в себя этапы:
- перемещения объекта в рабочей плоскости относительно лазерного модуля;
- испускания лазерного излучения с помощью лазерного модуля, содержащего, по меньшей мере, два лазерных массива полупроводниковых лазеров и, по меньшей мере, один оптический элемент; и
- отображения лазерного излучения, испускаемого лазерными массивами, с помощью оптического элемента таким образом, что лазерное излучение полупроводниковых лазеров одного лазерного массива отображается на один пиксель в рабочей плоскости. Предпочтительно элемент площади пикселя облучается с помощью, по меньшей мере, двух полупроводниковых лазеров.
Данный способ может обеспечивать более равномерное распределение интенсивности в рабочей плоскости.
Данный способ может включать в себя дополнительный этап перемещения лазерного модуля (модулей) перпендикулярно опорной плоскости, параллельной рабочей плоскости. Перемещение перпендикулярно опорной плоскости обеспечивает различные рабочие плоскости, которые параллельны друг другу.
В соответствии с еще одним аспектом, система лазерной печати, используемая в данном способе, представляет собой систему 3-мерной печати для аддитивного производства, при этом используются два, три, четыре или более лазерных модулей, которые установлены столбцами перпендикулярно направлению перемещения объекта в рабочей плоскости, при этом столбцы установлены в шахматном порядке относительно друг друга таким образом, что первый лазерный модуль первого столбца лазерных модулей выполнен с возможностью облучения первой зоны объекта, а второй лазерный модуль второго столбца лазерных модулей выполнен с возможностью облучения второй зоны объекта, при этом первая зона является смежной со второй зоной таким образом, что обеспечивается сплошное облучение объекта.
В данном способе может использоваться порошковый материал, который трансформируется под действием излучения, испускаемого полупроводниковыми лазерами, например, плавится или спекается.
Данный способ может дополнительно включать в себя этап перемещения облучения по всей рабочей зоне.
Следует понимать, что система лазерной печати по п. 1 и способ по п. 33 имеют подобные или одинаковые варианты осуществления, в частности, как определено в зависимых пунктах.
Следует понимать, что предпочтительный вариант осуществления изобретения может также представлять собой любую комбинацию зависимых пунктов с соответствующим независимым пунктом. В частности, данный способ может быть реализован с использованием системы лазерной печати по любому из п. 1-32.
Дополнительные предпочтительные варианты осуществления приводятся ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Указанные и прочие аспекты изобретения будут понятны и объяснены со ссылкой на варианты осуществления, описываемые ниже.
Далее изобретение описывается в качестве примера на основе вариантов осуществления со ссылкой на прилагаемые чертежи.
На чертежах:
На фиг. 1 изображен основной чертеж первой системы лазерной печати.
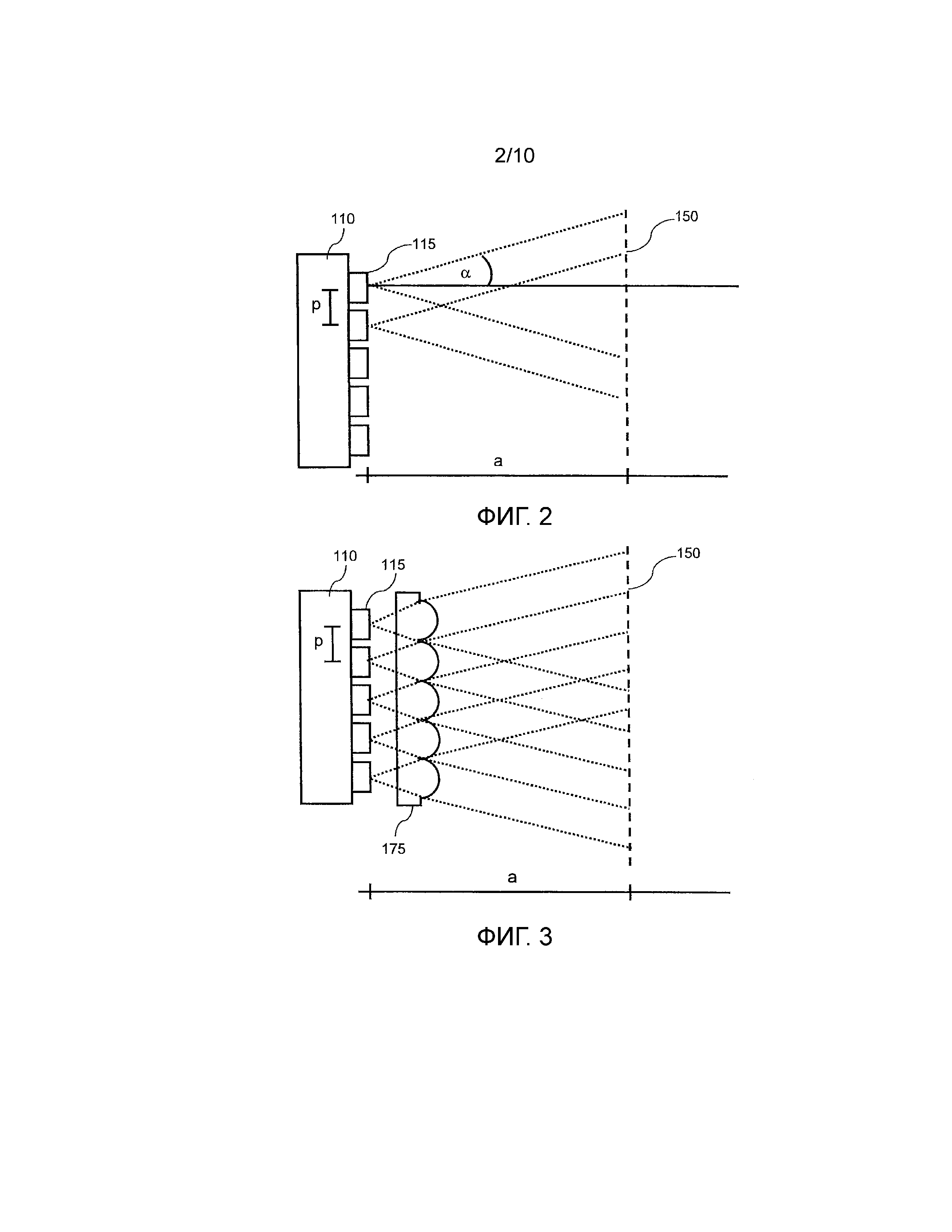
На фиг. 2 изображено сечение первой системы лазерной печати.
На фиг. 3 изображен основной чертеж сечения второй системы лазерной печати.
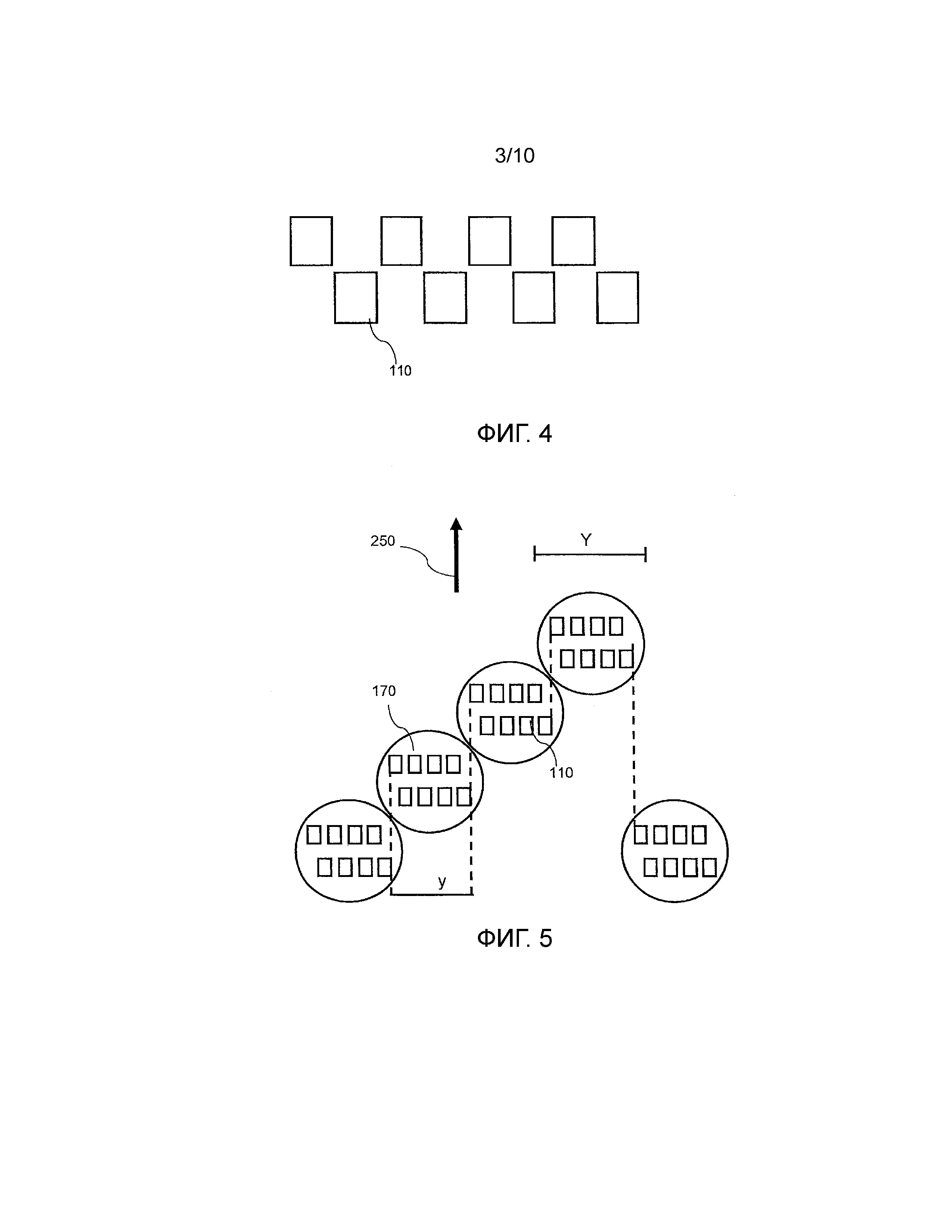
На фиг. 4 изображен основной чертеж конфигурации лазерных массивов в лазерном модуле системы лазерной печати.
На фиг. 5 изображен основной чертеж первой конфигурации лазерных модулей системы лазерной печати.
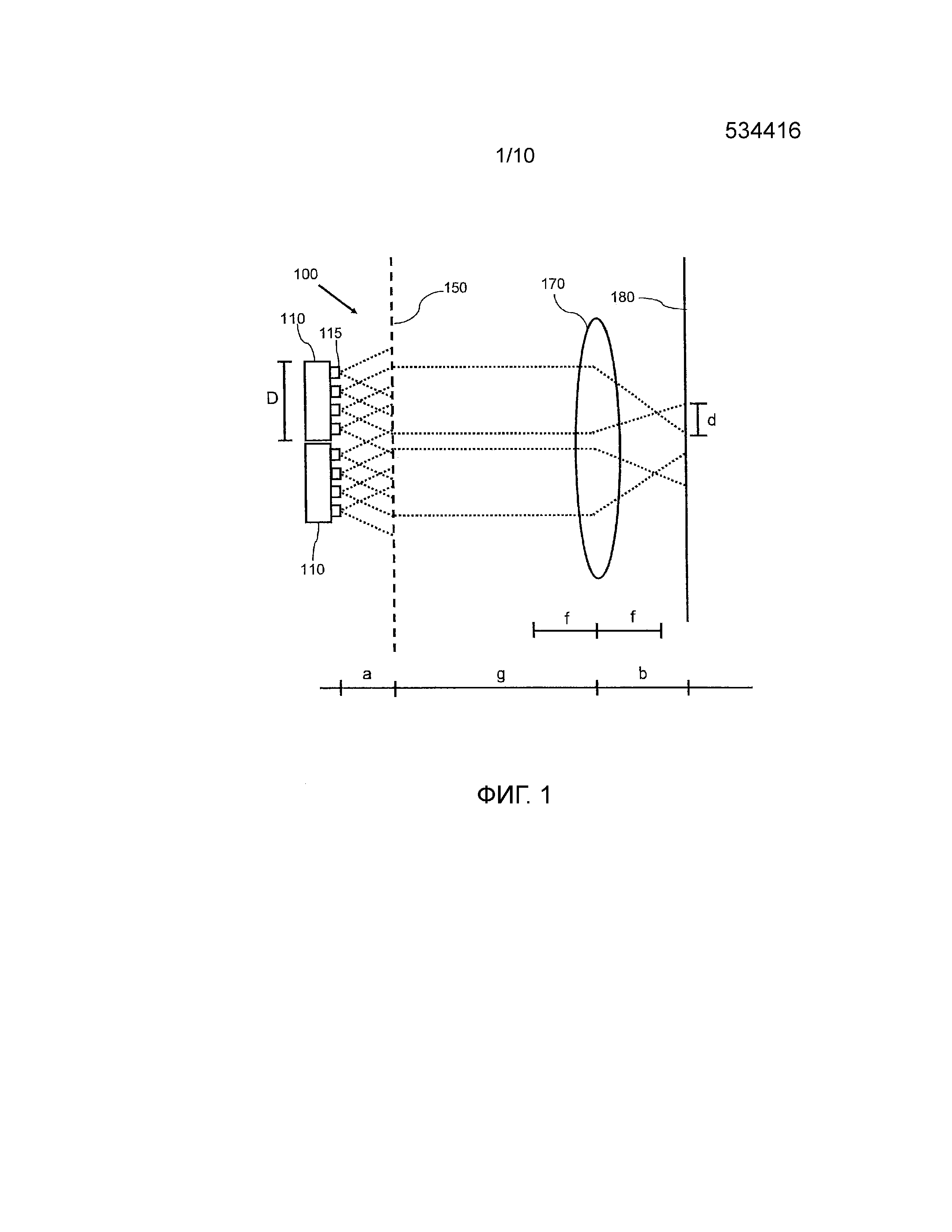
На фиг. 6 изображен основной чертеж второй конфигурации лазерных модулей системы лазерной печати.
На фиг. 7 изображен профиль интегральной интенсивности, при этом каждый второй пиксель выключен в конфигурации лазерных модулей, изображенной на фиг. 6.
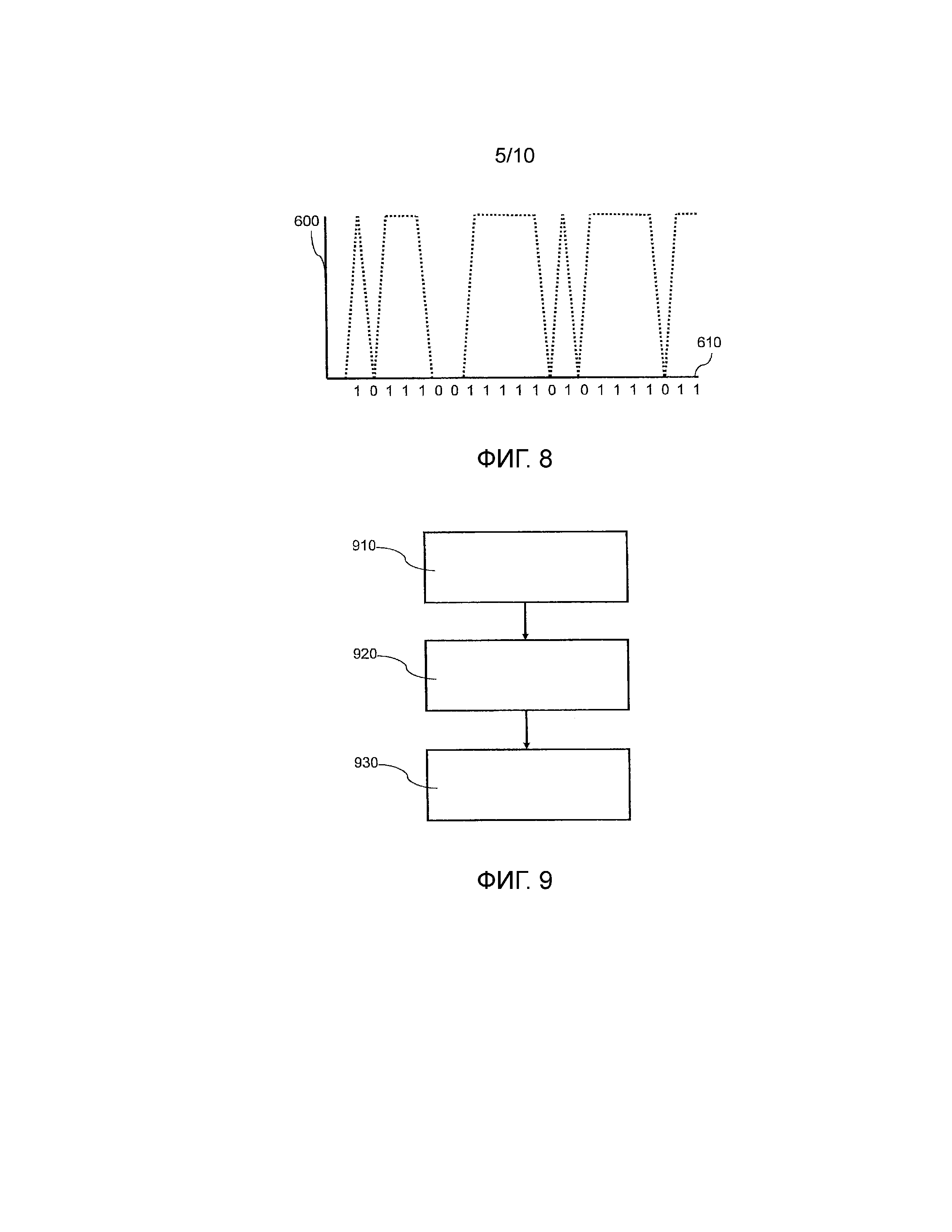
На фиг. 8 изображен профиль интегральной интенсивности с произвольной структурой включенных/выключенных пикселей в конфигурации лазерных модулей, изображенной на фиг. 6.
На фиг. 9 изображен основной чертеж этапов способа лазерной печати.
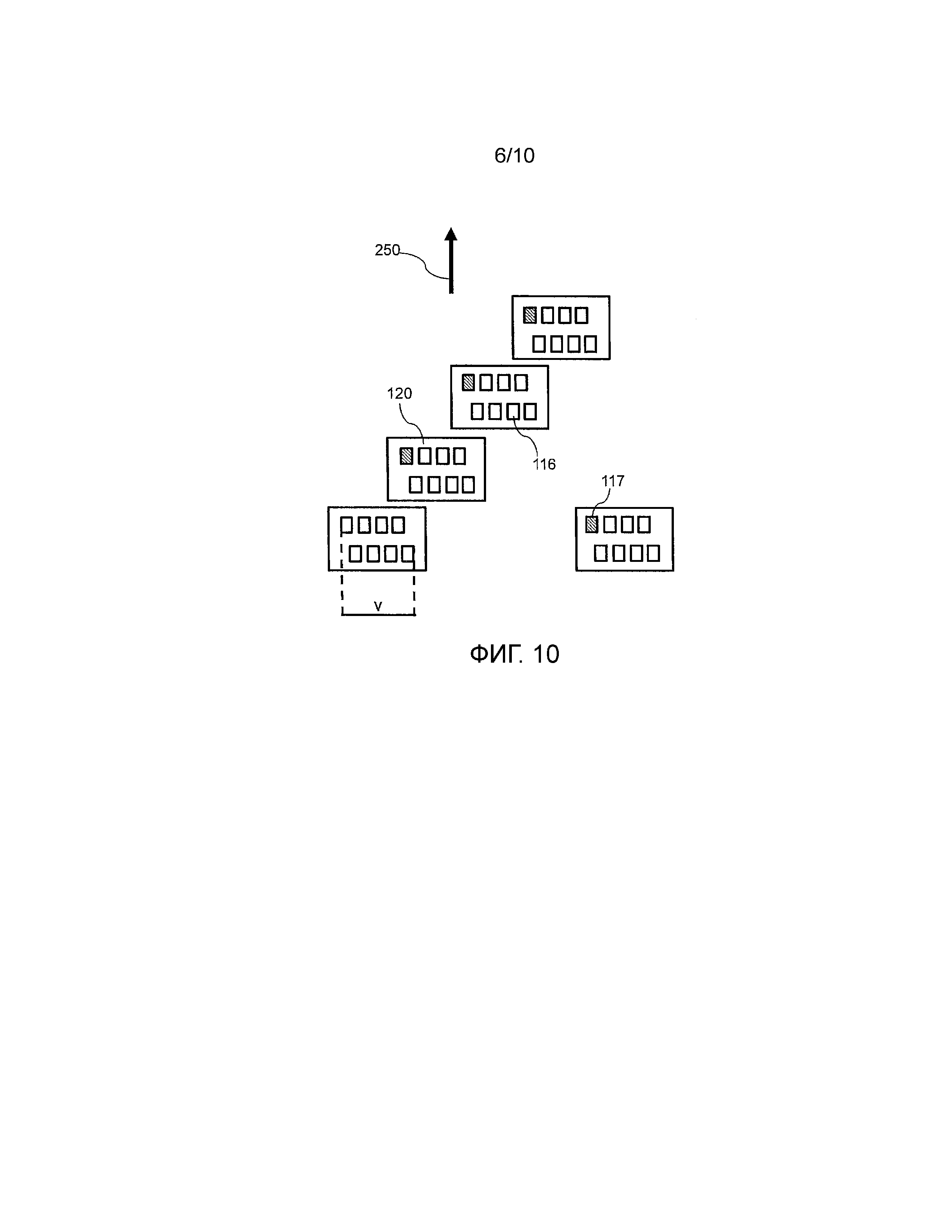
На фиг. 10 изображен основной чертеж третьей конфигурации лазерных модулей системы лазерной печати.
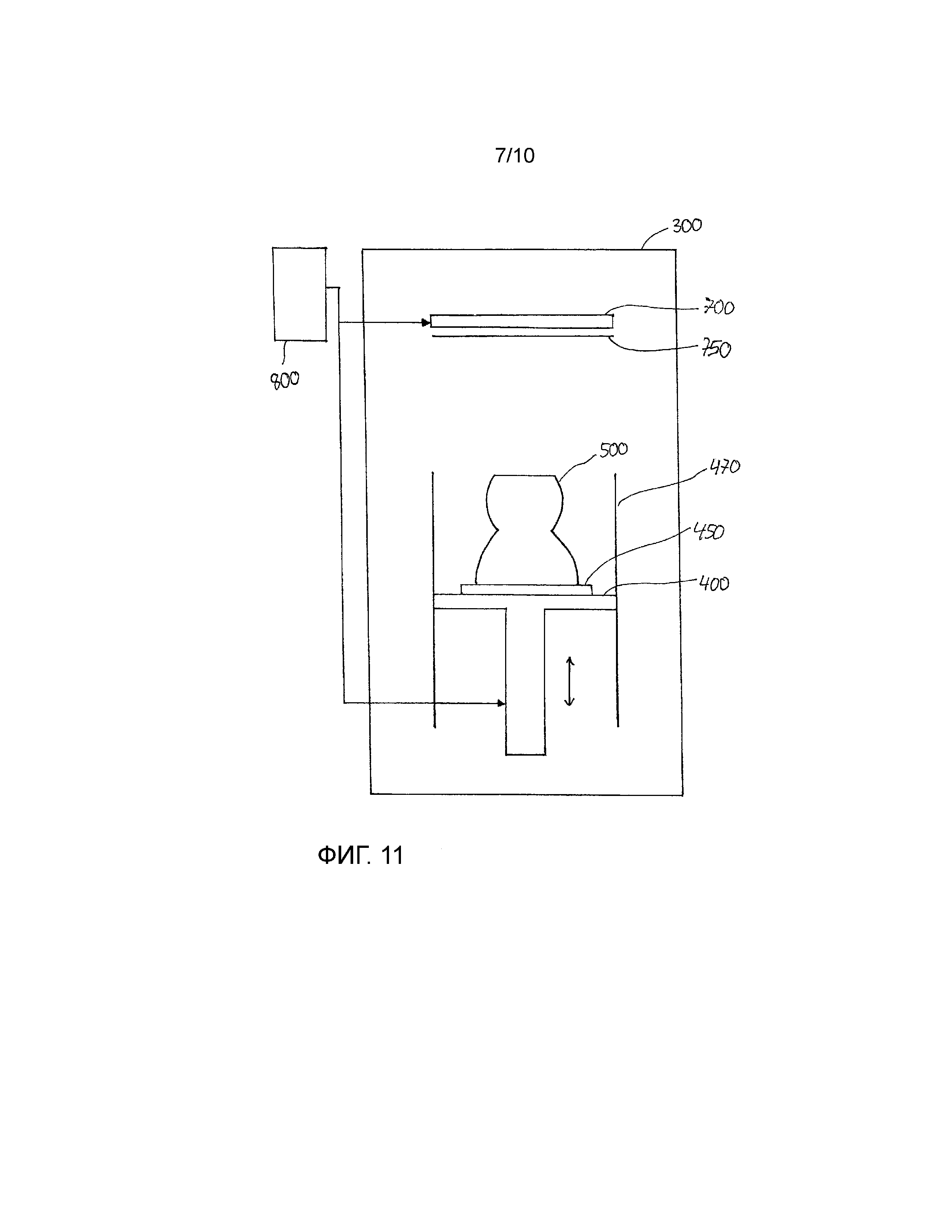
На фиг. 11 изображен основной чертеж системы 3-мерной печати для аддитивного производства.
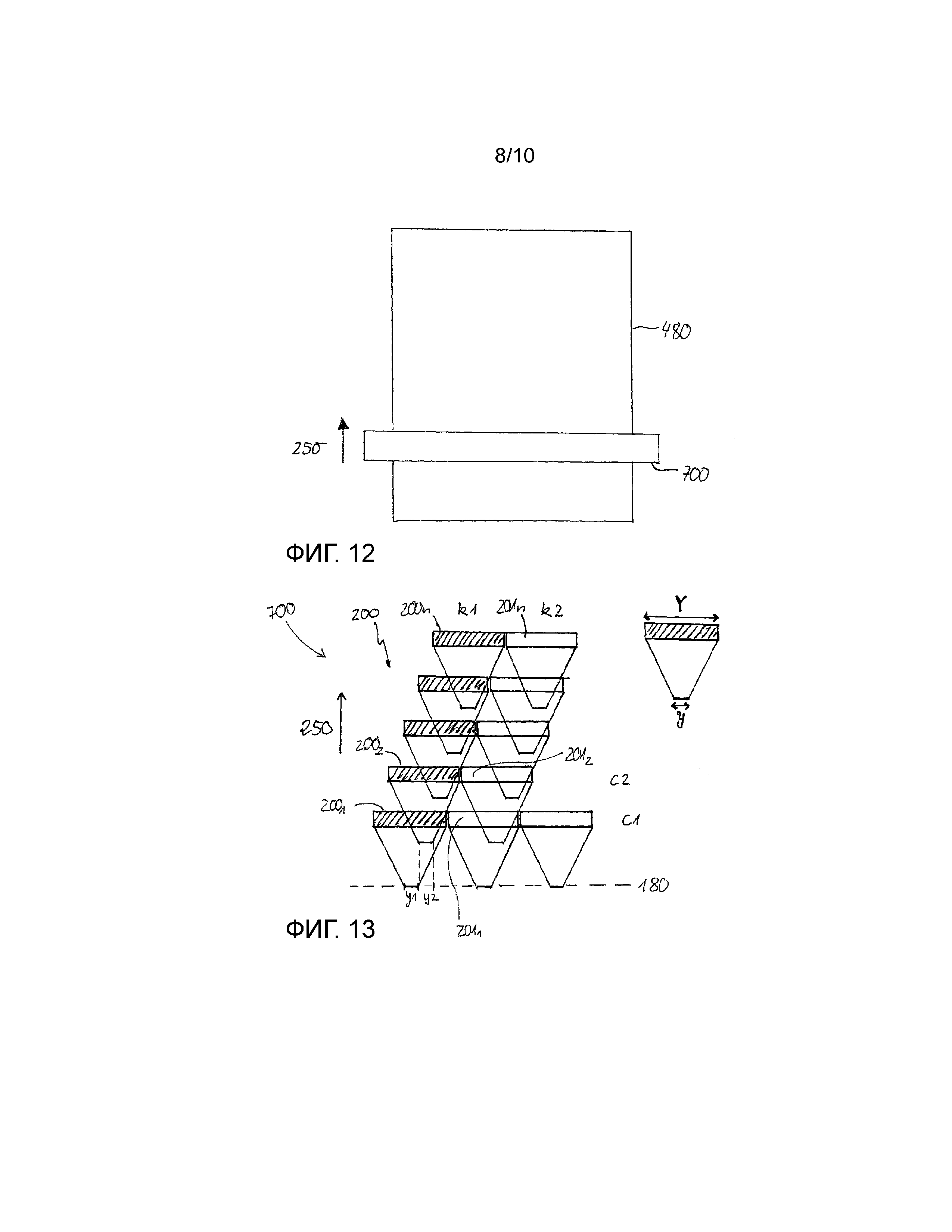
На фиг. 12 изображен основной чертеж вида сверху системы 3-мерной печати для аддитивного производства.
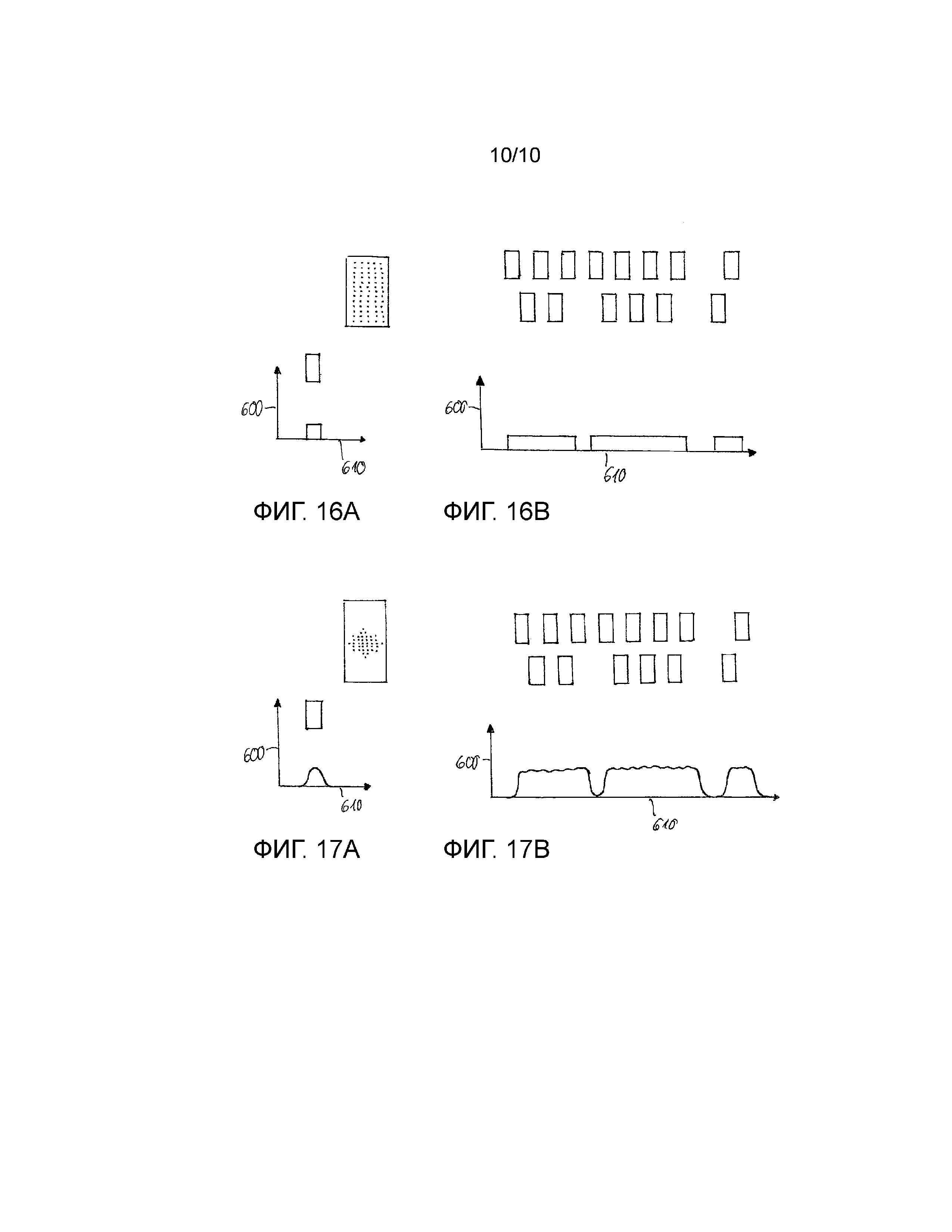
На фиг. 13 изображен основной чертеж первой конфигурации лазерных модулей и соответствующим образом связанных зон печати в рабочей плоскости.
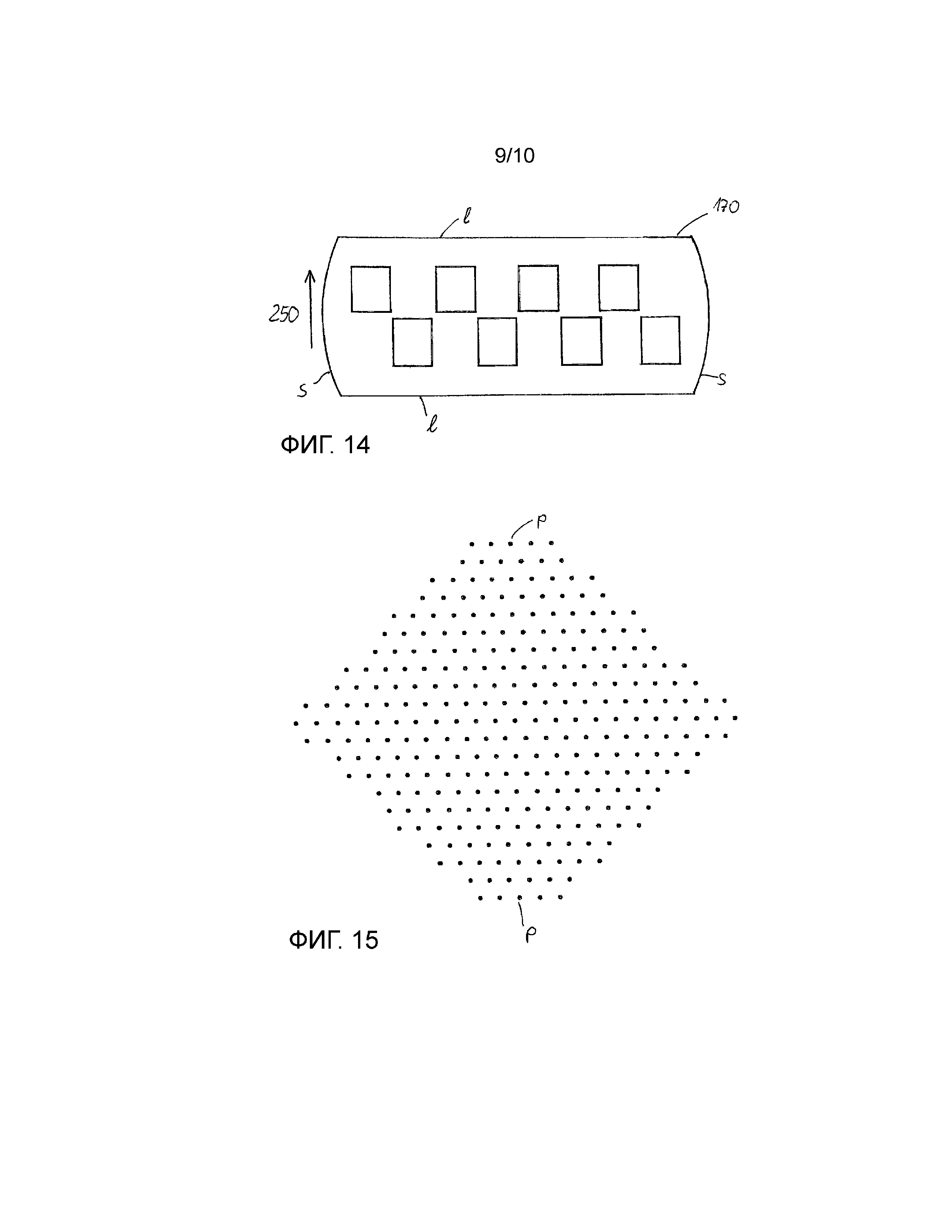
На фиг. 14 изображен основной чертеж одного из вариантов осуществления оптического элемента, связанного с лазерным модулем.
На фиг. 15 изображен основной чертеж альтернативной конфигурации источников лазерного излучения в массиве источников лазерного излучения.
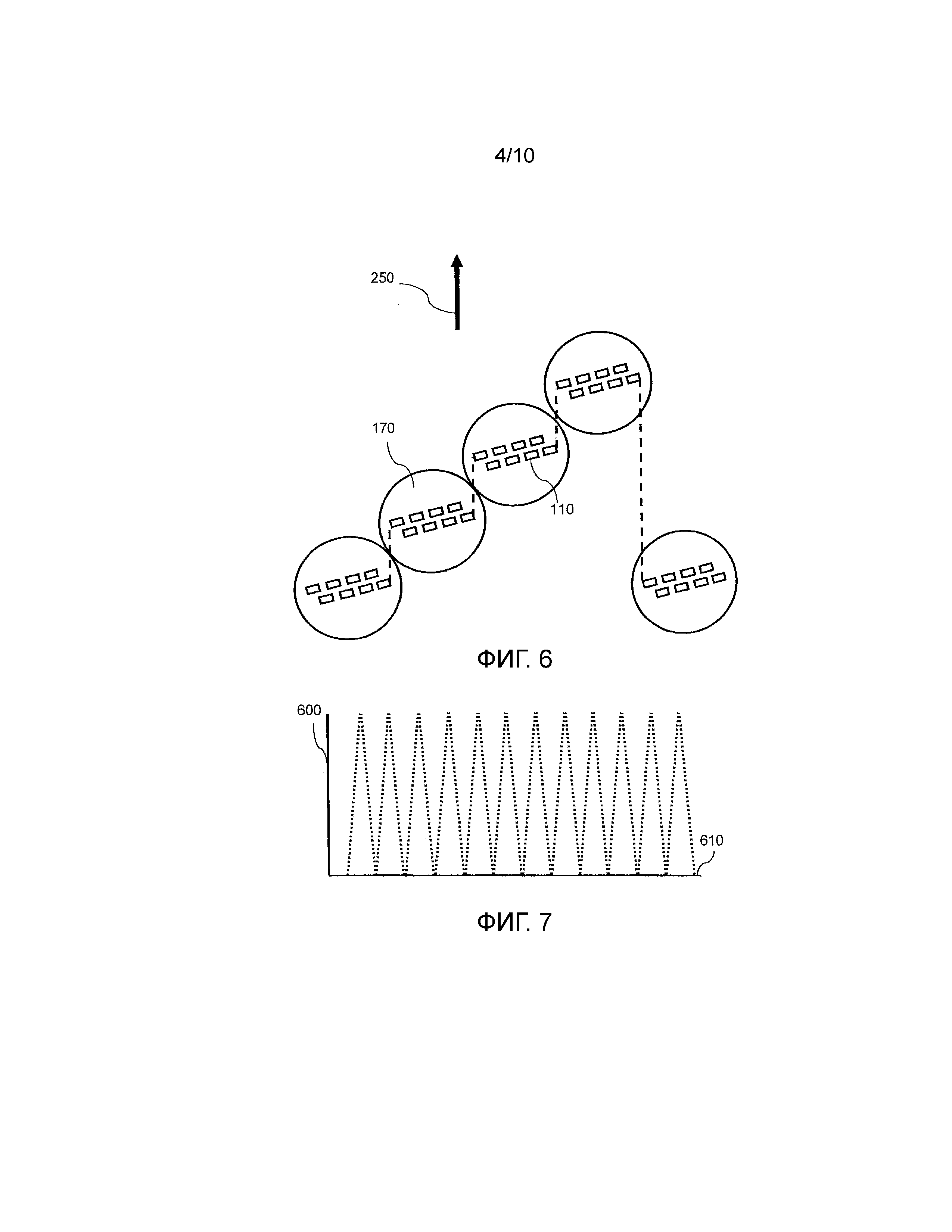
На фиг. 16а изображены основной чертеж конфигурации источников лазерного излучения в массиве и соответствующий профиль интегральной интенсивности массива.
На фиг. 16b изображены конфигурация лазерных массивов в соответствии с фиг. 16а в лазерном модуле, как показано на фиг. 4, со структурой включенных/выключенных пикселей и соответствующий профиль интегральной интенсивности.
На фиг. 17а изображены основной чертеж конфигурации источников лазерного излучения в массиве, подобной фиг. 15, и соответствующий профиль интегральной интенсивности массива.
На фиг. 17b изображены конфигурация лазерных массивов в соответствии с фиг. 17а в лазерном модуле, как показано на фиг. 4, со структурой включенных/выключенных пикселей и соответствующий профиль интегральной интенсивности.
На всех чертежах одинаковыми номерами обозначены одинаковые объекты. Объекты на чертежах не обязательно изображены в масштабе.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Далее с помощью чертежей описываются различные варианты осуществления изобретения.
На фиг. 1 изображен основной чертеж первой системы 100 лазерной печати. Система 100 лазерной печати содержит два лазерных массива 110 с полупроводниковыми лазерами 115 и оптическим элементом 170. Полупроводниковые лазеры 115 представляют собой VCSEL, которые предусмотрены на полупроводниковом кристалле. В этом случае все VCSEL 115 одного массива 110 предусмотрены на одном кристалле. Оптический элемент 170 представляет собой изображающую линзу с фокусным расстоянием f. Массивы 110 имеют ширину D перпендикулярно плоскости чертежей, которая диффузно отображается на рабочую плоскость 180 с помощью изображающих линз. Ширина d размытого изображения каждого массива 110 вместе с шириной D в рабочей плоскости 180 определяет ширину пикселя в рабочей плоскости 180. Ширина d пикселей меньше ширины D соответствующего массива. Изображения массивов посредством этого уменьшаются. Расстояние b между рабочей плоскостью 180 и изображающей линзой или оптическим элементом 170 больше фокусного расстояния f изображающей линзы. Оптический элемент 170 или изображающая линза определяет вместе с рабочей плоскостью 180 предметную плоскость 150 на расстоянии g, большем фокусного расстояния изображающей линзы. Светоизлучающие поверхности различных VCSEL 115 расположены не в предметной плоскости, а позади предметной плоскости на таком расстоянии, что не обеспечивается четкая проекция светоизлучающих поверхностей различных VCSEL 115. Расстояние а между светоизлучающими слоями различных VCSEL 115 и предметной плоскостью выбирается таким образом, чтобы лазерное излучение, по меньшей мере, двух VCSEL 115 одного лазерного массива 110 одновременно облучало элемент площади пикселя. На фиг. 2 подробнее изображено положение угла расходимости лазерного излучения, испускаемого одним VCSEL 115, по отношению к предметной плоскости 150. Угол расходимости различных VCSEL 115 задается углом α, как показано на фиг. 2, и определяет конус лазерного излучения, испускаемого одним VCSEL 115. Различные VCSEL 115 в лазерном массиве 110 имеют расстояние р относительно друг друга (шаг). Соотношение между шагом р и расстоянием а должно удовлетворять условию:
a≥p*(tanα)-1.
Лазерное излучение, испускаемое различными VCSEL 115 лазерного массива 110, перекрывается в предметной плоскости 150 таким образом, что каждая зона того же размера, что и лазерный массив 110 в предметной плоскости 150, облучается с помощью, по меньшей мере, двух VCSEL 115. Каждый элемент площади пикселя, определяемый размером d пикселя, вследствие этого также облучается посредством изображающей линзы с помощью, по меньшей мере, двух VCSEL 115 соответствующего лазерного массива 110. Различные VCSEL 115 каждого лазерного массива приводятся в действие параллельно и, следовательно, испускают лазерное излучение одновременно. Размер пикселя задается следующим образом:
d=M*D,
где увеличение М задается следующим образом:
M=b/g.
Изображение лазерного массива 110 в рабочей плоскости 180 является размытым с целью увеличения равномерности энергии, подаваемой на объект в рабочей плоскости 180, и повышения надежности в отношении нарушений нормальной работы отдельного VCSEL.
Полное расстояние между лазерными массивами 110 лазерного модуля и рабочей плоскостью 180 может быть увеличено с помощью микролинзового массива 175, который может быть объединен с лазерным массивом 110, как показано на фиг. 3. Микролинзовый массив 175 может быть установлен между лазерным массивом 110 и предметной плоскостью 150 с целью уменьшения угла α расходимости каждого VCSEL 115. Расстояние а и, следовательно, полное расстояние до рабочей плоскости 150 должно быть увеличено для выполнения условия a≥p*(tanα)-1, если шаг различных VCSEL 115 остается таким же.
Улучшение условия, рассматриваемого в отношении фиг. 2, может быть достигнуто путем учета активного диаметра v различных VCSEL 115 в случае различных VCSEL 115 с круглой апертурой. Активный диаметр v соответствует диаметру светоизлучающей зоны активного слоя. Соотношение между активным диаметром v, шагом р и расстоянием а должно в данном усовершенствованном варианте осуществления удовлетворять условию:
a≥(p-v)*(2tanα)-1.
На фиг. 4 изображен основной чертеж конфигурации лазерных массивов 110 в лазерном модуле системы 100 лазерной печати. Массивы 110 лазеров или VCSEL являются не квадратными, а прямоугольными, при этом длинная сторона прямоугольника расположена в направлении перемещения объекта (см. фиг. 5). Это обеспечивает более высокие полные энергии на пиксель без уменьшения разрешения в поперечном направлении. Массивы 110 VCSEL, кроме того, установлены в два столбца, которые незначительно смещены относительно друг друга (установлены каскадом или в шахматном порядке). Это обеспечивает определенное перекрывание в отношении облучения элементов площади объекта, если объект перемещается перпендикулярно направлению столбцов различных VCSEL.
На фиг. 5 изображен основной чертеж первой конфигурации лазерных модулей системы 100 лазерной печати. Лазерные модули включают в себя конфигурацию лазерных массивов 110 в шахматном порядке или каскадом, как показано на фиг. 4, и оптический элемент 170. Оптический элемент 170 отображает все лазерные массивы 110 соответствующих лазерных модулей на рабочую плоскость 180 системы 100 лазерной печати. Оптический элемент 170 определяет полный размер Y лазерного модуля, при этом ширина конфигурации лазерных массивов 110 соответствующего лазерного модуля определяет ширину y печати одного лазерного модуля. Лазерные модули расположены столбцами параллельно друг другу, при этом каждый столбец смещен таким образом, что в рабочей плоскости 180 может облучаться сплошная зона, если объект перемещается в направлении 250 относительно лазерных модулей. Зона печати может при этом настраиваться на размер объекта в рабочей плоскости независимо от размера Y и ширины y печати одного лазерного модуля. Число столбцов, необходимое для сплошного облучения объекта, перемещающегося в рабочей плоскости 180, зависит от размера Y и ширины y печати лазерных модулей. Лазерные модули в одном столбце разделены, по меньшей мере, расстоянием Y таким образом, что необходимо, по меньшей мере, N=Y/y столбцов. Размещенные каскадом оптические элементы 170 могут изготавливаться в виде отдельной детали, например, прессованием стекла. В качестве альтернативы, линзовый массив может быть собран из отдельных линз путем активной или пассивной юстировки.
На фиг. 6 изображен основной чертеж второй конфигурации лазерных модулей системы лазерной печати. Данная конфигурация довольно похожа на конфигурацию, рассматриваемую применительно к фиг. 5. Лазерные массивы 110 лазерных модулей наклонены (повернуты вокруг своего центра) по отношению к направлению, перпендикулярному направлению 250 перемещения объекта относительно лазерных модулей. Это обеспечивает профили интегральной интенсивности с плавными фронтами, как показано на фиг. 7 и 8, которые могут также перекрываться со смежными пикселями, для повышения равномерности распределения полной интенсивности, особенно, если пиксели незначительно смещены относительно друг друга.
На фиг. 7 изображен профиль интегральной интенсивности в направлении 610, перпендикулярном направлению 250 перемещения объекта относительно лазерных модулей, при этом каждый второй пиксель выключен в конфигурации лазерных модулей, изображенной на фиг. 6. Профиль пикселей является почти треугольным с большими фронтами, которые перекрываются со смежными пикселями. На фиг. 8 изображен профиль интегральной интенсивности с произвольной структурой включенного/выключенного пикселя в конфигурации лазерных модулей, изображенной на фиг. 6. Числа «1» и «0» показывают, какие из смежных лазерных массивов 110 включены или выключены. Профиль интегральной интенсивности демонстрирует перекрытие двух или более соседних пикселей в рабочей плоскости 180.
На фиг. 9 изображен основной чертеж этапов способа лазерной печати. Изображенная последовательность не обязательно предполагает ту же последовательность во время осуществления способа. Этапы способа могут осуществляться в различном порядке или параллельно. На этапе 910 объект, такой как лист бумаги, перемещается в рабочей плоскости системы лазерной печати относительно лазерного модуля. На этапе 920 лазерное излучение испускается с помощью лазерного модуля, содержащего, по меньшей мере, два лазерных массива полупроводниковых лазеров и, по меньшей мере, один оптический элемент. На этапе 930 лазерное излучение, испускаемое лазерными массивами, отображается таким образом, что лазерное излучение полупроводниковых лазеров одного лазерного массива отображается на один пиксель в рабочей плоскости, при этом элемент площади пикселя облучается с помощью, по меньшей мере, двух полупроводниковых лазеров. Объект может перемещаться, и в то же время лазерное излучение лазерных массивов может испускаться и отображаться на рабочую плоскость.
При использовании индивидуально адресуемых лазеров или лазерных массивов максимальная скорость процесса 3-мерной печати может быть получена в том случае, когда вдоль линии все отдельные пиксели могут быть записаны одновременно, т.е., с помощью отдельного лазера или лазерного массива на пиксель. Типичная ширина линий в системе лазерной печати или машине составляет порядка 30 см или больше. С другой стороны, величина ширины печати лазерного модуля индивидуально адресуемых лазеров или лазерных массивов ограничена несколькими см. Указанные лазерные модули обычно соответствуют одному микроканальному охладителю, на котором установлены лазерные модули.
Поэтому необходимо использовать некоторое количество лазерных модулей и соответствующих микроканальных охладителей и устанавливать их вместе друг на друге на собранный модуль лазерной печати или печатающую головку. Допуски на юстировку соседних микроканальных охладителей с лазерными модулями могут привести к пробелу в рабочей плоскости 180, на которое может не подаваться лазерное излучение или подаваться недостаточно лазерного излучения. В наихудшем случае такой пробел приводит к дефектам в отношении обработки объекта как печатных листов низкого качества, либо в частях, создаваемых с помощью 3-мерного принтера/машины для аддитивного производства.
Ввиду того, что типичный размер источника 116 лазерного излучения составляет 100 мкм, и что несколько допусков на юстировку складываются друг с другом, проблема пробела является серьезным вопросом. Даже при жестких допусках на каждом отдельном этапе сборки системы лазерной печати совокупность всех допусков может приводить к значительным отклонениям в 30 мкм или больше.
В данном отношении может оказаться целесообразным не только обеспечивать перекрывающиеся распределения интенсивности, но и использовать дополнительные источники 116 лазерного излучения на краю каждого лазерного модуля. Упомянутые источники 116 лазерного излучения представляют собой так называемые перекрывающие источники 117 лазерного излучения, которые установлены таким образом, что излучение этих перекрывающих источников 117 лазерного излучения перекрывается с излучением источников 116 лазерного излучения соседнего лазерного модуля. Это означает, что шаг между соседними лазерными модулями меньше, чем полная ширина печати лазерного модуля, по меньшей мере, на ширину одного источника 116 лазерного излучения (например, 100 мкм).
Если максимальный допуск механической/оптической юстировки соседних лазерных модулей меньше, чем ширина одного источника 116 лазерного излучения, достаточно иметь - преднамеренно - перекрытие одного источника 116 лазерного излучения, чтобы избежать пробелов в рабочей плоскости, на которые лазерное излучение подаваться не может. Во всяком случае, в качестве альтернативы может оказаться возможным предусмотреть более одного перекрывающего источника 117 лазерного излучения, если максимальный допуск механической/оптической юстировки соседних лазерных модулей больше, чем ширина одного источника 116 лазерного излучения. В данном случае может оказаться возможным использование перекрывающих источников 117 лазерного излучения в соответствии с шириной пробела между соседними лазерными модулями. Система лазерной печати может в этом случае калиброваться таким образом, что перекрывающие источники 117 лазерного излучения заполняют непредусмотренный пробел между лазерными модулями. В зависимости от пробелов и ширины одного источника 116 лазерного излучения, возможно, что один, два, три или даже больше перекрывающих источников 117 лазерного излучения используются для обеспечения сплошного, т.е., непрерывного облучения рабочей плоскости.
На фиг. 10 изображен вариант осуществления такой конфигурации с перекрывающими источниками 117 лазерного излучения, которые расположены перекрывающимися с соседними лазерными модулями, представляющими собой лазерные субмодули 120, с целью компенсации потенциальной разъюстировки лазерных субмодулей 120 относительно друг друга. Перекрывающие источники 117 лазерного излучения обозначены штриховкой.
Ширина печати соседних лазерных субмодулей 120 перекрывается полным источником 116 лазерного излучения или более явным перекрывающим источником 117 лазерного излучения. Источник 116 лазерного излучения может содержать - в отличие от предыдущих вариантов осуществления - лишь отдельный лазер, либо - в соответствии с предыдущими вариантами осуществления - лазерный массив, такой как лазерные массивы 110. Отдельные лазеры могут содержать оптические элементы, например, микролинзы. В случае лазерных массивов в состав могут входить микролинзовые массивы. Конфигурация лазерных субмодулей 120 аналогична конфигурации, изображенной на фиг. 5. Лазерные модули, изображенные на фиг. 5, установлены таким образом, что каждый лазерный массив 110 облучает специально предназначенный для нее пиксель или элемент площади в рабочей плоскости 180. Лазерные субмодули 120, как показано на фиг. 10, установлены таким образом, что в случае отсутствия погрешностей юстировки во время сборки перекрывающие источники 117 лазерного излучения выполняются таким образом, что они могут облучать тот же элемент площади в рабочей плоскости 180, что и источник 116 лазерного излучения соседнего лазерного субмодуля 120.
На фиг. 11 и 12 схематически изображен вариант осуществления системы 3-мерной лазерной печати для аддитивного производства. Согласно фиг. 11, система 3-мерной лазерной печати содержит технологическую камеру 300 с основанием 400 для поддержания формирующего материала и формируемого на нем трехмерного изделия 500. На основании 400 может предусматриваться платформа 450 формирования, которая служит в качестве съемной базы для удаления трехмерного изделия 500 после окончания процесса формирования. Необходимо отметить, что платформа 450 формирования может также быть исключена. Граничная структура 470, такая как вертикальные стенки, может быть установлена вокруг основания 400 для ограничения слоев формирующего материала на основании 400. Граничная структура может быть установлена в виде съемной рамы, которая может содержать перемещающуюся в вертикальном направлении базу, закрепленную с возможностью съема на основании 400, подобно платформе 450 формирования. Как иллюстрируется на фиг. 12, зона 480 формирования может определяться граничной структурой 470. Зона 480 формирования может иметь прямоугольный контур, как показано на фиг. 12, либо любой иной контур, например, помимо прочего, квадратный или круглый контур.
Над основанием 400 установлен блок 700 облучения. Предпочтительно блок 700 облучения является перемещаемым по всей зоне 480 формирования в направлении, изображенном стрелкой на фиг. 12, которое является направлением 250 перемещения в данном варианте осуществления. Блок 700 облучения может быть выполнен с возможностью перемещения назад в противоположном направлении. Во время перемещения назад он может включаться или выключаться.
Основание 400 является перемещаемым вверх и вниз относительно блока облучения в вертикальном направлении, т.е., в направлении, перпендикулярном направлению 250 перемещения блока 700 облучения. Основание 400 регулируется таким образом, что самый верхний слой формирующего материала образует рабочую зону 180.
Система 3-мерной лазерной печати дополнительно содержит систему 800 управления для управления различными функциями системы 3-мерной печати. Может предусматриваться устройство повторного покрытия (не показано) для нанесения слоев формирующего материала на платформу 450 формирования, либо на основание 400, либо на съемную базу съемной рамы (не показана). Кроме того, могут предусматриваться одно или более отдельных нагревательных устройств (не показаны), которые могут использоваться для нагрева нанесенного слоя формирующего материала до технологической температуры и/или для регулирования температуры формирующего материала в граничной структуре 470, если это необходимо.
Формирующий материал предпочтительно представляет собой порошковый материал, который выполнен с возможностью трансформирования под действием лазерного излучения, испускаемого источниками лазерного излучения в плотную массу. Трансформирование может включать в себя, например, плавление или спекание и последующее отверждение и/или полимеризацию в расплаве. Предпочтительно формирующий материал представляет собой порошковый пластик, например, термопластический порошок. Примерами таких порошковых пластиков являются РА 12 (полиамид 12) или иные полиамиды, полиарилэфирэфиркетон, такой как полиэфирэфиркетон (РЕЕК) или иные полиэфиркетоны. Порошок может также представлять собой порошок из металла или металлического сплава с пластическим веществом или связующим металлом или без него, либо из керамики, либо из композита, либо иной вид порошка. Как правило, могут использоваться все порошковые материалы, обладающие способностью трансформироваться в плотную массу под действием лазерного излучения, испускаемого полупроводниковыми лазерами. Формирующий материал может также представлять собой пастообразный материал, содержащий порошок и некоторое количество жидкости. Типичные средние размеры зерна порошка лежат в диапазоне от 10 мкм или даже меньше до 100 мкм при измерении с помощью лазерной дифракции в соответствии с ISO 13320-1.
Типичная длина волны источников лазерного излучения предпочтительно составляет 980 или 808 нм в сочетании с поглотителями (поглощающими лазерное излучение добавками в порошковый материал), например, помимо прочего, сажей, подходящей для обеспечения достаточного поглощения выбранной длины волны. В принципе, возможна любая длина волны при условии, что в порошковый материал может быть добавлен подходящий поглощающий материал. Типичные толщины слоя могут располагаться в диапазоне от приблизительно 10 мкм до приблизительно 300 мкм, в частности, для порошковых пластмасс и от приблизительно 1 мкм до приблизительно 100 мкм, в частности, для металлических порошков.
Блок 700 облучения будет подробнее описываться со ссылкой на фиг. 11-13. На фиг. 13 изображена конфигурация лазерных модулей, подобная изображенной на фиг. 5, с тем отличием, что изображены более двух столбцов и уменьшенное изображение, создаваемое лазерными модулями с оптическими элементами в рабочей плоскости 180. Фиг. 13 следует рассматривать не как вид в перспективе, а лишь как схематический чертеж, показывающий конфигурацию модулей и соответствующих уменьшенных изображений. Как схематически показано на фиг. 13, блок 700 облучения содержит множество лазерных модулей 200, расположенных столбцами перпендикулярно направлению 250 перемещения. Как и на фиг. 5 и 6, столбцы лазерных модулей расположены в шахматном порядке относительно друг друга таким образом, что первый лазерный модуль 2001 первого столбца с1 лазерных модулей выполнен с возможностью облучения первой зоны y1 порошка в рабочей плоскости 180. Второй лазерный модуль 2002 второго столбца с2 лазерных модулей выполнен с возможностью облучения второй зоны y2 порошка в рабочей плоскости 180, при этом первая зона y1 является смежной со второй зоной y2 таким образом, что обеспечивается сплошное, т.е., непрерывное облучение объекта. Посредством этого облучаемые зоны y1, y2 в рабочей плоскости 180 образуют протяженную зону в направлении, перпендикулярном направлению перемещения. Как дополнительно показано на фиг. 13, лазерные модули, которые расположены в шахматном порядке в направлении 250 перемещения, образуют каскады. Первый каскад k1 образован первыми лазерными модулями 2001, 2002, 200n столбцов. Второй каскад k2 образован вторыми лазерными модулями 2011, 2012, 201n столбцов, и так далее. Число каскадов таково, что сумма отдельных ширин y печати в направлении, перпендикулярном направлению 250 перемещения, охватывает ширину зоны 480 формирования. Для различных систем 3-мерной лазерной печати, имеющих различные зоны формирования, число каскадов легко может быть выполнено с возможностью охвата различных ширин соответствующих зон 480 формирования. В типичном примере системы 3-мерной лазерной печати для аддитивного производства с помощью VCSEL в качестве полупроводниковых лазеров один массив может иметь несколько сотен полупроводниковых лазеров, например, VCSEL, один модуль может содержать 2×16=32 массива, один каскад может содержать 9 модулей, а блок облучения может содержать несколько таких каскадов, например, 3. Как правило, это позволяет облучать зону 480 формирования величиной около 84 мм. Другие зоны формирования могут быть получены путем выбора подходящего числа модулей на каскад и числа каскадов. Как описано выше, один отдельный оптический элемент 170 связан с одним модулем, при этом один модуль предпочтительно используется для облучения 16, 32 или 64 пикселей в рабочей плоскости.
Согласно фиг. 11, ввиду того, что блок 700 облучения установлен внутри технологической камеры, он подвергается воздействию условий окружающей среды, которые существуют в технологической камере 300, таких как средняя температура, перепады температуры, пары, газовые потоки, такие как потоки инертных газов, пыль, брызги расплавленного материала, которые могут возникать из зоны формирования, мономеры, возникающие в результате процесса трансформирования формирующего материала и перемещающиеся по технологической камере, и т.д. Расстояние между наиболее удаленным от середины оптическим элементом блока 700 облучения, который обращен по направлению к зоне формирования, и рабочей плоскостью 180 может находиться в диапазоне от приблизительно 5 мм до приблизительно 50 мм. Такая конфигурация блока 700 облучения отличается от известных машин для лазерного плавления или лазерного спекания. Для защиты блока 700 облучения защитное устройство 750 установлено на стороне блока 700 облучения, обращенной к основанию 400. Защитное устройство 750 может быть реализовано с помощью, по меньшей мере, одной пластины, которая является прозрачной для лазерного излучения. Прозрачная пластина может быть выполнена в виде единой детали с блоком 700 облучения. В частности, защитное устройство 750 может представлять собой стеклянную пластину. Кроме того, защитное устройство 750 может представлять собой единую деталь, защищающую все модули блока 700 облучения, или может состоять из множества деталей - по одной на каждый модуль. Расстояние между наиболее удаленной от середины поверхностью защитного устройства и рабочей зоной может составлять всего лишь несколько миллиметров, например, около 5 мм. В более общем смысле, если предполагается конкретное уменьшение n:1, расстояние между излучающей частью полупроводниковых лазеров и наиболее удаленным от середины оптическим элементом (на оптическом пути) может практически в n раз превышать расстояние между наиболее удаленным от середины оптическим элементом и рабочей зоной 180.
Предпочтительно терморегулятор (не показан) связан с защитным устройством 750. Терморегулятор может быть реализован в виде некоторого количества (например, одного или более) нагревательных элементов. Предпочтительно нагревательные элементы устанавливаются на прозрачную пластину, в частности, лишь в таких положениях, в которых лазерное излучение практически не передается или в которых не предполагается передача лазерного излучения. Более предпочтительно нагревательные элементы предусматриваются на стороне защитного устройства 750, которая обращена в сторону от основания 400, т.е., которая обращена по направлению к источникам лазерного излучения блока 700 облучения. Это облегчает очистку защитного устройства и снижает абразивный износ нагревательных элементов. Нагревательные элементы могут быть в виде каналов теплоотвода. В частности, нагревательные элементы могут быть осаждены из паровой фазы или предусмотрены в прозрачной пластине во время изготовления защитного устройства. В другой модификации защитное устройство 750 может содержать узел из двух или более стеклянных пластин с использованием вакуума или газа в промежутке между пластинами для теплоизоляции. При использовании такой конструкции поток тепла во внутреннее пространство блока 700 облучения может быть уменьшен или даже исключен. В случае узла из пластин нагревательное устройство может предусматриваться на внутренней стороне одной пластины, обращенной в направлении смежной пластины, в частности, наиболее удаленной от середины пластины, обращенной в направлении смежной с ней пластины.
Терморегулятор регулирует температуру защитного устройства 750 таким образом, что температура устанавливается равной конкретной температуре, предпочтительно в диапазоне приблизительно от значения на несколько (предпочтительно не более 10, предпочтительнее не более 5 и предпочтительнее всего не более 3) градусов Кельвина ниже технологической температуры до значения на несколько (предпочтительно не более 10, предпочтительнее не более 5 и предпочтительнее всего не более 3) градусов Кельвина выше технологической температуры. Ввиду энергопотребления и ограниченной эффективности полупроводниковых лазеров, блок 700 облучения охлаждается и предпочтительно поддерживается при температуре, которая может быть значительно ниже, чем технологическая температура процесса трансформирования формирующего материала, в зависимости от используемого формирующего материала. Поэтому потери тепла на тепловое излучение от слоев формирующего материала в блок 700 облучения снижаются или предотвращаются. Кроме того, образование конденсатов на поверхности защитного слоя 750 может быть уменьшено или исключено. Указанные конденсаты снижают прозрачность стеклянной пластины/лазерного окна/защитного устройства и, следовательно, уменьшают возмущающее воздействие и/или количество поглощенной энергии лазерного излучения на поверхности порошкового материала. Вследствие этого, качество формируемых трехмерных изделий снижается. Следовательно, терморегулятор обеспечивает хорошее качество формируемых трехмерных изделий.
Наличие защитного устройства 750 требует, чтобы расстояние b до изображения, т.е., расстояние между оптическим элементом 170 и рабочей плоскостью 180 (см. фиг. 1), являлось некоторым минимальным расстоянием до изображения. Ввиду необходимого уменьшения, расстояние g до объекта, т.е., расстояние между предметной плоскостью 150 и оптическим элементом 170, является относительно большим. Угол α расходимости каждого VCSEL 115 приводит к тому, что траектории луча массивов VCSEL смежных модулей пересекаются друг с другом, что затрудняет помодульное отображение на предметную плоскость 150. Чтобы избежать этого, блок 700 облучения содержит микролинзовые массивы 175, как показано на фиг. 3, для каждого модуля.
Предпочтительно лазерные массивы 110 модулей 200 размещаются, как показано на фиг. 14. В более предпочтительном варианте осуществления оптический элемент 170, связанный с такой конфигурацией лазерных массивов 110, имеет контур, получаемый из круглого или осесимметричного контура, который усечен на противоположных сторонах и в котором противоположные стороны 1 оптического элемента 170 выровнены относительно друг друга вдоль оси, которая предпочтительно ориентирована в направлении, перпендикулярном направлению 250 перемещения. Точнее говоря, в случае конфигурации лазерных массивов, как на фиг. 14, оптический элемент 170 имеет контур видоизмененного прямоугольника с двумя противоположными короткими сторонами s в форме кругового сегмента, которые соединяют параллельные длинные стороны l. При этом учитывается, что круглый оптический элемент не полностью облучается при использовании прямоугольной конфигурации лазерных массивов, как показано на фиг. 14. Поэтому частями круглого оптического элемента, которые не полностью облучаются, можно пренебречь. За счет формы оптического элемента 170 размер модуля в направлении 250 перемещения может быть уменьшен. В результате этого размер всего блока 700 облучения в направлении 250 перемещения может быть уменьшен. Преимущество этого состоит в том, что линия, ориентированная в направлении перемещения, может облучаться в течение уменьшенного времени, что повышает производительность системы 3-мерной печати в целом. Кроме того, соседние пиксели на границе между одним модулем 2001 и соседним модулем 2002 одного каскада k1 и/или модулем 200n каскада k1 и соседним модулем 2011 соседнего каскада k2 могут облучаться с использованием уменьшенного смещения по времени. Это также повышает качество трехмерного изделия.
Конфигурация различных VCSEL в лазерном массиве 110 определяет профиль интенсивности. Если конфигурация является практически прямоугольной, т.е., различные VCSEL расположены в массиве рядами и столбцами, профиль 600 интегральной интенсивности массива является практически прямоугольным, т.е., профиль интегральной интенсивности имеет так называемый профиль «с плоской вершиной», как показано на фиг. 16а. В модуле согласно фиг. 4, в котором несколько массивов 110 включены и несколько массивов выключены, интегральная интенсивность модуля в направлении 610 перпендикулярно направлению 250 перемещения имеет вид, изображенный на фиг. 16b, т.е., имеет крутые фронты (в случае, когда предметная плоскость 150 совпадает с активной зоной полупроводниковых лазеров).
Может оказаться целесообразным иметь профиль интегральной интенсивности без крутых фронтов. Это может быть достигнуто с помощью конфигурации в соответствии с фиг. 15, в которой различные VCSEL в одном массиве 110 расположены рядами и столбцами и в которой внешний контур массива является практически многоугольным, в частности, практически шестиугольным. Отдельные VCSEL размещаются в узловых точках, которые расположены в шахматном порядке от одного столбца к следующему столбцу, при этом столбцы ориентированы перпендикулярно направлению 250 перемещения. Предпочтительно внешний контур массива имеет шестиугольную форму с двумя противоположными параллельными сторонами р, которые проходят перпендикулярно направлению 250 перемещения.
Как показано на фиг. 17а, профиль 600 интегральной интенсивности лазерного массива с практически шестиугольную форму, как показано на фиг. 15, имеет закругленные фронты и подобен гауссовому распределению интенсивности. Для лазерного модуля с включенными/выключенными массивами профиль 600 интегральной интенсивности вдоль направления 610 имеет закругленные переходы, как показано на фиг. 17b. Поэтому отклонения от среднего значения интенсивности меньше.
При использовании блока 700 облучения один пиксель в рабочей зоне одновременно облучается множеством полупроводниковых лазеров лазерного массива 110. Полное число полупроводниковых лазеров может выбираться таким образом, что отказ менее чем заранее заданного числа полупроводниковых лазеров уменьшает выходную энергию лазерного массива 110 лишь в пределах заранее заданного значения допуска. Вследствие этого, требования в отношении срока службы отдельных VCSEL могут быть чрезвычайно высокими.
Отдельные VCSEL лазерного массива могут быть сгруппированы в подгруппы по их адресуемости управляющими сигналами. Подгруппа может содержать, по меньшей мере, два VCSEL. По меньшей мере, две подгруппы VCSEL одного лазерного массива могут быть индивидуально адресуемыми таким образом, что выходная энергия, т.е., интенсивность лазерного массива 110 является регулируемой путем выключения одной или более из подгрупп VCSEL. Кроме того, может быть предложен вариант осуществления, в котором полупроводниковые лазеры одного лазерного массива являются индивидуально адресуемыми таким образом, что выходная энергия лазерного массива может являться регулируемой путем включения/выключения отдельных полупроводниковых лазеров.
Еще в одном варианте осуществления полупроводниковые лазеры или лазерные массивы блока 700 облучения могут дополнительно регулироваться таким образом, что полупроводниковый лазер или лазерный массив, который не используется для облучения, может факультативно использоваться для подачи тепла на формирующие материал в рабочей плоскости 180. Для осуществления этого предусматривается управляющее устройство, которое управляет отдельными полупроводниковыми лазерами или лазерными массивами таким образом, что полупроводниковые лазеры или лазерный массив, который не используются для облучения, при необходимости излучает меньшую интенсивность для трансформирования формирующего материала, чтобы нагревать только формирующие материал в рабочей плоскости. Такой нагрев может использоваться, кроме того, в отдельном нагревательном устройстве, описанном выше, или в качестве специальной нагревательной системы, которая заранее нагревает формирующий материал до рабочей температуры.
Блок 700 облучения может содержать перекрывающие источники 117 облучения, как объяснялось со ссылкой на фиг. 10. Перекрывающие источники 117 облучения предпочтительно предусматриваются на границе между одним модулем одного столбца и соседним модулем соседнего столбца, например, модулем 2001 столбца с1 и модулем 2002 столбца с2 на фиг. 13 и/или от одного модуля в одном каскаде до соседнего модуля в соседнем каскаде, например, модуля 200n в каскаде k1 и модуля 2011 в каскаде k2 на фиг. 13. Перекрывающий источник 117 излучения уравновешивает потери энергии, возникающие в результат сдвига по времени смежных пикселей перпендикулярно направлению 250 перемещения ввиду расположения модуля в шахматном порядке и/или ввиду каскадного расположения модулей.
Перекрывающие источники 117 излучения могут регулироваться таким образом, что потери энергии из-за сдвига по времени и/или потери энергии или избытки энергии из-за разъюстировки различных VCSEL или массивов могут компенсироваться. Поэтому сумма энергии, которая подается в рабочую зону перекрывающими источниками 117 излучения, может устанавливаться равной энергии, необходимой для облучения в случае нулевого сдвига по времени и/или полностью выровненных VCSEL или массивов. Энергия, выдаваемая перекрывающими VCSEL или массивами, может выбираться в зависимости от типа формирующего материала. Влияющими факторами могут являться теплопроводность заранее сформированного слоя, теплопроводность расплава или спеченной массы, размер частиц и т.д.
Еще в одной модификации полупроводниковые лазеры блока облучения реализованы с помощью VECSEL (поверхностно-излучающих лазеров с вертикальным внешним резонатором).
Система 3-мерной печати, описанная выше, действует следующим образом. Слои формирующего материала последовательно осаждаются на основание 400 или платформу 450 формирования или ранее облученный слой таким образом, что новый слой формирующего материала образует рабочую плоскость 180. Затем блок 700 облучения перемещается вдоль зоны 480 формирования в направлении 250 перемещения и избирательно облучает формирующий материал в рабочей зоне 180 в положениях, соответствующих поперечному сечению трехмерного изделия в соответствующем слое. После того, как облучен один слой, основание перемещается вниз таким образом, что новый слой может образовывать рабочую зону 180.
Несмотря на то, что изобретение подробно проиллюстрировано и описано на чертежах и в вышеизложенном описании, такое иллюстрирование и такое описание следует рассматривать как пояснительные или иллюстративные, а не как ограничительные.
По результатам прочтения настоящего описания специалистам будут очевидны другие модификации. Такие модификации могут предполагать другие признаки, которые уже известны и которые могут использоваться вместо уже описанных в настоящем документе признаков или в дополнение к ним.
По результатам изучения чертежей, описания и прилагаемой формулы изобретения специалисты могут понять и реализовать модификации описанных вариантов осуществления. В формуле изобретения слово «содержащий» не исключает другие элементы или этапы, и упоминание элементов или этапов в единственном числе не исключает их множества. Сам по себе тот факт, что некоторые критерии излагаются в различных зависимых пунктах формулы изобретения, не означает, что совокупность этих критериев не может использоваться с пользой.
Любые ссылочные позиции в формуле изобретения не должны толковаться как ограничивающие ее объем.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
|
Способ получения идентифицируемого объема порошка и способ изготовления объекта
Устройство для генеративного создания трехмерного объекта с изолированной областью построения
Раек-порошок, в частности, для использования в процессе послойного получения трехмерного объекта, а также способ его получения
Избирательное спекание структурно-модифицированных полимеров
Раек-порошок для использования в процессе послойного получения трехмерного объекта, а также способ послойного получения трехмерного объекта из порошкообразного материала
Устройство для послойного изготовления трехмерного объекта
Способ и устройство для изготовления трехмерного объекта
Порошок для быстрого создания прототипа и способ его получения
Устройство и способ нанесения слоев порошкообразного материала на поверхность
Способ и устройство для послойного получения трехмерного объекта из порошкообразного материала
Способ получения идентифицируемого объема порошка и способ изготовления объекта
Устройство для генеративного создания трехмерного объекта с изолированной областью построения
Лазерный прибор для проецирования структурированной картины освещения на сцену
Способ и устройство для изготовления трехмерного объекта
Камера обработки и способ обработки материала посредством направленного пучка электромагнитного излучения, в частности, для устройства лазерного спекания
Устройство и способ нанесения слоев порошкообразного материала на поверхность
Устройство для дозирования формирующего материала при генеративном методе изготовления

